
Abstract
In a selective laser melting process, it is common to reuse the powder in consecutive cycles of the route because it is more sustainable and cost effective. However, it is unknown whether reusing the material has an influence on the process. In this paper, Inconel 718, Ti6Al4V, AlSi10Mg and Scalmalloy are characterized to determine the impact of reusing powders on the additive manufacturing (AM) process under an argon high-purity atmosphere. Virgin powders were taken from the suppliers and compared to powders that had been used in the process for a long period of time with periodic ‘rejuvenation’. A well-structured characterization procedure, combining many existing techniques, is proposed, determining changes in the morphology, composition (chemical and microstructure) and flowability. Clear differences between the virgin and used state are revealed by the characterizations; AlSi10Mg, appears to be the most sensitive to reuse with changes in particle size distribution and morphology, and with an increase in the oxygen content. The main contribution of this paper is providing insight into the effects of reuse for four commonly used AM powders, by means of a simple but well-structured method that links the particle feature characterization process to the flowability of metal AM powders. The provided insights enable enhanced decision-making on recycling and reuse of powder for specific AM processes.
Similar content being viewed by others

Introduction
Selective laser melting (SLM) is an additive manufacturing (AM) technique which belongs to the powder bed fusion group and enables the production of complex and functional metallic parts.1,2 This AM process uses a highly focused laser beam to selectively melt the metal powder deposited in very thin layers (e.g., 50 µm) over the build platform. Similar to other powder metallurgy (PM) processes, the powder plays an important role in obtaining competitive mechanical properties.3 Intensive research has been carried out to understand the relationship between the quality of produced parts and multiple process parameters, including laser power, layer thickness and building direction.4,5,6,7 Less attention has been paid to other important factors such as powder characteristics, material contamination and powder reuse. One of the most important benefits of the SLM process is that it allows reuse of non-consumed powder material leading to a more cost-effective and sustainable process. During the SLM process, the powder that is not melted for incorporation in a component is collected in a container below the build chamber. However, the unused powder particles can become welded due to the heat exposure, forming agglomerations. The resulting increase in PSD could impact the flow behavior,8,9,10 but there is also a risk of contamination due to gas pick-up (like nitrogen and oxygen or moisture), especially for aluminum alloys.
Some properties of used powder (and produced parts) of Ti6Al4V and Inconel 718 have been investigated in separate studies. Ti6Al4V powder has been characterized after being used 21 times in electron beam melting.11 Powder composition, morphology, particle size distribution (PSD) and rheological properties have been studied. Despite an increase in the oxygen content with 0.11 wt.%, a narrower PSD and less spherical particles, the impact of reuse on powder flowability and mechanical properties has been shown to be positive.11 Another study on Ti6Al4V in a SLM industrial setting reported an increase of oxygen from 0.09 wt.% to 0.13 wt.% and spherical powder particles throughout 31 builds. This resulted in a slight increase of the tensile strength, explained by the strengthening effect of oxides.12 Similar effects are reported for the reuse of Inconel, in which a narrower PSD has shifted to higher values due to the presence of particle agglomerates. There were no negative effects in oxygen content, but EDS was used, which typically does not detect trace elements like oxygen.13 In addition, Charpy impact tests did not show any changes after powder reuse.
Metal powders used for AM are typically characterized with the same tools and techniques as adopted for traditional PM processes.14 Most of them aim to link morphological and chemical changes with flowability behavior.15 However, each AM technology has unique attributes which need to be taken into account when developing new characterization techniques. For example, the powder-spreading mechanism differs between brands of SLM machines. In general, powders are assumed to be nominally spherical, with a PSD that facilitates the packing and minimizes the porosity of final parts.
In this paper, the applicability of straightforward, conventional powder measurement methods to characterize powder bed systems in AM is discussed. The size distribution, morphology, density, chemical composition and rheological behavior of the powders is measured. The final aim is to determine the change of powder characteristics during SLM, thus understanding the impact of reusing/recycling the powder. To investigate some outstanding issues in large-scale production, samples of used powder were taken from regular production lines of four main material families typically used in the AM sector: Inconel 718, TiAl4V alloy, AlSi10Mg alloy and Scalmalloy. The aim of including these four materials is to compare the aluminum alloys, which have not yet been investigated, to the previously studied behavior of Inconel 718 and Ti6Al4V.16 Moreover, the particle microstructure and quantitative morphological analysis are new techniques incorporated in this study. Understanding the impact of powder reuse for a range of alloys commonly used for AM, while focusing on the metal powders, will accelerate standardization and certification processes of the technology. It will also provide more insight into the generic mechanisms of powder aging.
Materials and Experimental Procedure
Four of the most commonly used gas-atomized metal powders for commercial SLM processes were selected to test the differences between virgin and used material: Inconel 718 (Ni, Cr, Fe), Ti6Al4V (Ti, Al, V), AlSi10Mg (Al, Si, Mg) and Scalmalloy (Al, Mg, Sc).
The classifications ‘virgin’ and ‘used’ will be adopted to refer to the state of the metal powders.17 The virgin state refers to the powder as received from the supplier, while used means that the same batch of powder has been used in the process for more than one build cycle. Note that the history of each of the four powder batches is different, as that depends on the production sequence in the machine. The printer—a large-scale SLM Solutions 280—is filled with virgin powder before the first build cycle. Every time the amount of powder in the machine reaches a lower limit, the powder to be used is sieved under a controlled atmosphere and is then reloaded into the machine. This is always done after every build cycle, but sometimes also happens during a build cycle. The quality of the powder material is not expected to suffer a rapid degradation since the atmosphere in the build chamber is Ar of 5.0 quality. Table I lists the total amount of powder loaded into the machine before starting to produce the parts. This powder is selectively melted into parts. Table I shows the accumulated weight of the printed parts in the considered period, as well as the number of build cycles. It is assumed that each build cycle is equivalent to one reuse cycle of the powder, as building a part typically requires all the powder in the machine to be used once, if not several times. Note that this implies that building an Inconel 718 part of 1–2 kg requires about 80 kg of powder, of which 78–79 kg can be used afterwards. Further, Inconel 718 powder had to be added to the machine in two steps as a ‘rejuvenation’ procedure. This happens when there is a shortage in the amount of material. Virgin powder is then added to the used powder and is mixed before continuing with the next build cycle. In this work, only the Inconel 718 powder was rejuvenated due to the high amount of build cycles. This leads to a continuously changing volumetric ratio of virgin to used powder. This study therefore assesses for one of the materials, i.e., Inconel 718, whether the currently applied rejuvenation procedure is sufficient to maintain the required powder properties.
Figure 1 shows the proposed structured approach to characterize the AM metal powders and assess the material impact of global reuse during the SLM process. This method uses some of the ASTM standards recommended by the standard guide ASTM F3049 for AM powder characterization.18 The simplicity of the approach (and the incorporated measurements) makes it more suitable to be used by industrial AM set-ups than other more advanced methods for powder characterization.19

Proposed characterization methodology for additive manufacturing powders
Cross-sections and deposited powders were analyzed with a scanning electron microscope (SEM; model Jeol JSM-7200 F) and afterwards, image analysis techniques (VHX software) were used to evaluate approximately 1000 particles on each powder sample, using Eqs. 1 and 2. The resulting particle shape (fshape, i.e., aspect ratio) and circularity (fcircular) values provide an indication of the (non-)spherical shape of the particles. The closer the fshape and fcircular values are to 1, the more rounded the particle shape. The combination of these two parameters provides a measure for the average particle shape without the need for a visual inspection.
where min D is the minimum particle diameter, max D the maximum particle diameter, A the cross-sectional area and P the perimeter of any particle.
The PSD was obtained with a Mastersizer 2000 (according to ASTM B 822-0220). To improve the sample dispersion and avoid agglomeration of the powders, the samples were placed under ultrasonic vibration for approximately 10 min before the measurements. Moreover, deflocculants such as Fluicer PD 96/F and Dolapix CE64 were added to the suspension for the Ti6Al4V and Inconel 718 powders, respectively.
The oxygen content was determined with inert gas fusion using a LECO TC-500 analyzer following the ASTM E140921 standard for this procedure. Additionally, the chemical composition was obtained in a semi-quantitative way using SEM with an EDS detector. Variations in the composition of the used powders are expected on the surface due to remelting during the production process, and due to contaminants such as oxygen and moisture that can get trapped in the welding pools.
A digital microscope (Keyence VHX-5000) was used to study the microstructure of the powders after conventional metallographic preparation. The light alloys were etched with Keller’s reagent for 20 s to reveal the microstructure and Inconel 718 was etched with Kalling reagent for 5 s.
The flowability of the metal powders mainly depends on PSD, density and morphology. The density of the metal particles was measured with a Helium Gas Pycnometer (ASTM B92322). The flow rate (ΦHall, ASTM B21323) was determined using a Hall flowmeter. The reason for applying this method is its availability in larger industrial facilities that do not have rheology laboratories. The Hall flowmeter provides a fast assessment of the variations in terms of flow behavior. Finally, the tap density (ASTM B527 – 15)24 was determined to estimate the packing density and flowability of the powder deposited on the build platform. A cylinder of 25 cm3 filled with powder was placed on the tapping apparatus, using a frequency of 260 taps/min. Before and after the test (2500 taps), both the mass and volume are measured to obtain the tap and bulk density. The Hausner ratio and Carr index are then defined as the ratio and relative difference between the tap density and the apparent density, respectively. The packing fraction is also obtained and calculated as the tap density (ρtap) divided by the true (theoretical) density (ρtrue).
Results and Discussion
Morphology
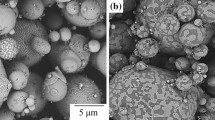
The micrographs in Fig. 2 show the particle shapes of both states (virgin and used) for the studied alloys. Ti6Al4V and Inconel 718 particles are rounded and regular while AlSi10Mg and Scalmalloy present a more irregular shape and surface in the virgin state. The used powders in general exhibit a deformation towards a teardrop shape, show an increase in the number of satellites, and a rougher surface due to remelting when exposed to the laser source. Other works have also reported the presence of some non-spherical particles and agglomerates after intensive reuse (> 30 times).12,25

SEM micrographs showing the particle shapes of (a) Inconel 718, (b) Ti6Al4V, (c) AlSi10Mg and (d) Scalmalloy. Virgin (1), Used (2), showing number of times used, roughness and satellites (indicated by arrows) and teardrop shape highlighted with dash-dot line) and PSD (3), D50 increase indicated by arrows)
The third column of Fig. 2 shows the cumulative distribution function of the PSD, which in most cases is close to a Gaussian distribution. The average particle size, i.e., the value of the size at 50% of the volume—D50, is very similar in all the materials, with a value of approximately 35 μm. The exception is AlSi10Mg, which shows a higher value of 38.5 μm. The distribution curves for Inconel 718 and Ti6Al4V are similar to previous studies,8,9 but they are clearly steeper than those of the two Al alloys, which means that the latter have a wider PSD, and thus more variation in particle size. Furthermore, the used powders exhibit a smaller amount of fines, which typically improves flowability. The decrease in the amount of fines is caused by the sieving process that separates the sintered particle agglomerations. It is expected that especially the smaller particles will melt and sinter to form satellites. For this SLM set-up, a 100-µm sieving mesh was used. This is typical for powder of (original) PSD between 20 µm and 63 µm. Further, the Mastersizer calculates the size distribution assuming perfectly spherical particles. Therefore, the results of less circular particles are only an approximation of the real value. The error will depend on the percentage of irregular particles in the studied powder.
Figure 3a–d shows the micrographs used for the analysis of the particle shape. In addition to the visual examination, particle shape and circularity have also been quantified using fshape and fcircular parameters. The results are shown in Fig. 3e, presenting a graph with fshape versus fcircle, using the average values of the sets of particles shown in Fig. 3a–d. The material close to the upper right corner of the graph (both parameters close to 1) has the roundest and most regular shape. The most homogeneous particles thus belong to Ti6Al4V and the least homogeneous to AlSi10Mg. The calculated values confirm the visual inspection results of the particles (Fig. 2). For Inconel 718, a remarkable difference between virgin and used powder is observed. This is due to the high amount of reuse (38), which clearly overrules the rejuventation procedure. The results further show that each powder/material behaves differently upon reuse. This demonstrates the need for a set of measurements and methods that can quickly characterize these effects for a specific powder. Finally, it should be noted that some internal porosity (indicated by arrows in Fig. 3) can be found in the Inconel and Scalmalloy particles. The resulting lower density will affect the flowability of the powders.

Virgin powder cross-section (internal porosity indicated by arrows) of (a) Inconel 718, (b) Ti6Al4V, (c) AlSi10Mg, (d) Scalmalloy. (e) Particle shape versus circularity parameters in virgin and used powder
Composition
To validate the hypothesis that the chemical composition changes due to the melting process and possible contamination of the build chamber, chemical content and microstructure of the powders have been analyzed. The results in this section show whether there are changes in oxygen content after reuse. Two techniques are applied: inert gas fusion (with LECO) and EDX to determine the bulk and surface composition, respectively.
Oxygen Content
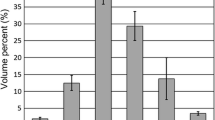
Figure 4 shows the average of three LECO measurements of the oxygen content for each material and state. The mass of each sample was kept constant at approximately 0.19 g. The chart displays the amount of oxygen present in virgin and used samples of the four studied alloys. The low oxygen content measured in the powders shows that the level of purity must be kept high for a metal AM process. The highest percentage of oxygen is found in Ti6AL4V due to the layer of TiO2 usually formed on the surface. Inconel 718 is the second highest followed by the two aluminum alloys. The measurements for used Ti6Al4V and Inconel 718 have a larger standard deviation. Therefore, the decrease in oxygen content observed in the average value is within the scatter band of the measurements, and therefore not significant. Thus, from a chemical point of view, the difference between virgin and used material is not appreciable, except in AlSi10Mg which almost doubles the initial value. Aluminum has a high affinity with oxygen to form Al2O3 oxide, in fact an Ellingham diagram shows one of the lowest free Gibbs energy for this reaction.26 In contrast, Scalmalloy, Ti6Al4V and Inconel 718 show a slight decrease of the oxygen content for the used samples. The Scalmalloy used powder was quite similar to the powder in the new state, having only been used three times when the samples were collected. Otherwise, this material would have probably demonstrated similar behavior to AlSi10Mg. In the cases of Ti6Al4V and Inconel 718, both Ti and Ni need a higher free Gibbs energy to form TiO2 and NiO oxides, respectively.

(a) Oxygen content obtained for virgin and used feedstock with inert gas fusion (LECO); (b) LECO and EDX oxygen ratio: used/virgin
The variation of oxygen content and other chemical elements between virgin and used samples were also estimated with the EDX detector, which mainly samples the surface of the particles. For each material state, a minimum of 5 particles were analyzed, each with more than 20 measurements. The selected areas were satellites, rougher points and plain surfaces to properly determine the variations. A ratio that estimates the change in composition was calculated by dividing the average of the virgin by the average of the used state (see Fig. 4 values). The absolute values are not displayed in the case of the EDX measurements because this approach is only semi-quantitative in tracing light elements such as oxygen. Nevertheless, certain trends are similar in the LECO and EDX measurements. For example, Ti6Al4V shows that variation between virgin and used is not appreciable in this alloy because it already contains a thick oxide layer. In contrast, Tang et al.8 found an increase of the oxygen content from 0.08 wt.% to 0.19 wt.% after 21 reuse cycles. However, process contamination largely depends on build chamber atmosphere. In this study, the gas purity used was argon 5.0 which protects the powder and final parts against oxidation. The aluminum alloys also show a change from virgin to used similar to that obtained with LECO. Inconel contains a thin oxide layer on the surface, but the difference between virgin and used powder was high with a ratio of 2.0, which is opposite to the bulk results obtained with LECO (Fig. 4).
The hypothesis of potential contamination due to reuse in the SLM process is only valid for AlSi10Mg, the other three alloys do not show an increase in oxygen content due to the gas protection in the build chamber. It is worth noting that AlSi10Mg has a special affinity for oxygen pick-up; therefore this material has to be handled carefully in order to avoid this type of contamination.
Microstructure
A change in the microstructure of the particles is expected, especially on the surface level due to the remelting during the process. Figure 5, showing (the cross-section of) used particles confirms this hypothesis for the four alloys. The left column shows the virgin particles, which do not have the additional surface layer, and the right column shows the used particles with a slight remelting in the case of Inconel 718, Ti6Al4V and AlSi10Mg. In addition, the chemical composition was studied for both the used and virgin powders but there were no significant differences, except a moderate increase of oxygen content, as already discussed in the oxygen content section. The virgin state particles show a relatively homogeneous microstructure, produced by atomization. The used particles show a modified finer microstructure in some areas and in the thin surface layer as the result of a fast cooling process. Scalmalloy used material exhibits agglomerations of particles formed during the process. When the laser melts the metal powder, it creates “a spark” of melted powders that will fly in the chamber and be deposited on areas of pristine material. Ti6Al4V is barely influenced by the reuse process, as evidenced by almost no differences between the virgin and used states.

High magnification micrographs of particle cross-sections showing the (changes in) microstructure of: (a) Inconel 718, (b) Ti6Al4V, (c) AlSi10Mg and (d) Scalmalloy. Virgin state (1) and used state (2, number of times used indicated, remelting and agglomeration zones indicated by arrows)
The observed microstructural changes are associated to remelting and variations in the powder composition. Light elements can vaporize of the surface, and similarly trace elements such and oxygen and nitrogen create additional layers. This phenomenon is only observed when the build chamber has insufficient inert gas purity. Again, the changes vary across the materials, so detailed characterization of a specific powder is crucial in estimating the effects of reuse on the process and products.
Physical Behavior
The final aspect to be examined is the physical behavior of the powders, which indicates how the powders will perform in the AM process. For the physical behavior, both the tap density and flowability have been assessed for the four materials. Additionally, the flowability will be compared for virgin and used materials, since the observed changes in PSD could affect the powder flow behavior. The PSD study showed that fewer fines are present in the used powders. Therefore, it is expected that the flow behavior is improved, i.e., the used powders should flow faster than the virgin powders.
The flow rate for the four materials was determined with the standard Hall flowmeter method (ASTM B213). Figure 6 shows the time in seconds that 50 g of powder takes to flow. The fastest powder to flow is Inconel 718 followed by Ti6Al4V, both influenced by their density (relatively high) and morphology (regular spheres with few satellites). Scalmalloy and AlSi10Mg are lightweight alloys, which therefore flow less easily, and are additionally hindered by their morphological inhomogeneity: the finer the particle, the larger the relative surface, and therefore the more difficult to flow due to surface friction phenomena. Since this method depends on gravity, the density of each alloy will also have a great influence on the result.

(a) Flow-rate (ΦHall) and tap density (ρtap) for metal powders; (b) true density (ρtrue), Hausner ratio (HR) and Carr index (CI) for virgin (v) and used (u)
The graph in Fig. 6 shows that reusing the material, in general, decreases the time to flow, which means that it enhances the flowability, especially in the cases of Ti6Al4V and AlSi10Mg, previously observed in SLM used powder.27 As mentioned before, the PSD tends to increase, reducing the amount of fines, when reusing the powders in an SLM system. This effect is pronounced in Inconel 718 and AlSi10Mg where the first half of the PSD curve tends to shift to the right. This means that most of the small-sized particles, usually problematic for the flowability, disappear. For Ti6Al4V, the magnitude of the increase is not clear since the standard deviation in the virgin state is quite large, and furthermore the PSD remains unchanged. As the Scalmalloy material has been used only three times, it makes sense that there is no visible change in this experiment. On the contrary, the shape study showed that satellites and teardrop shape particles have already been formed due to the reuse and this generally negatively affects the flowability. The conclusion is that, taking into account both phenomena, the PSD plays a more dominant role in the flowability behavior than irregularly shaped particles.
The true density values are indicated in the table in Fig. 6 for all the materials, as obtained with the helium pycnometer. The values contain an error of ± 0.01 caused by the calibration and due to the (limited) sample size. Inconel 718 shows a density which is almost four times larger than Scalmalloy and AlSi10Mg. For this reason, the aluminum alloys will take more time to flow than the nickel–chromium and titanium base alloys.
The tap density plotted in Fig. 6a for virgin and used powders does not show great differences between the two states. Furthermore, the packing fraction, defined as the ratio between the tap density (ρtap) and true density (ρtrue), of all the materials in the virgin and used states, is 0.6. This means that the packing density over the build platform will not be influenced by the degree of reuse (Table I) nor the type of material.
The Hausner ratio and Carr compressibility index are measures of the extent to which a powder can be compressed. For more poorly flowing materials, interparticulate interactions are typically larger, and a greater difference between the bulk and tapped densities will be observed.28 Powder with the Carr index (%) and Hausner ratio lower than 10% and 1.11, respectively, have an excellent flowability. In this study, all the powders fall into this category except the used Scalmalloy. Its slightly higher values (13.5% and 1.15) are still associated with good flow behavior. This increase in the compressibility index suggest a degradation in the powder flowability. Since the PSD of Scalmalloy does not show a remarkable change in PSD (Fig. 2), this is the result of the observed irregularly shaped particles and the presence of satellites (Figs. 3 and 5).
Practical Implications
In this study, a set of key powder properties was analyzed for both virgin (pristine) and used powder from an industrial-scale SLM machine as advised in the ASTM standards for AM powder manipulation.29,30,31,32 Based on the proposed measurements and analyses, a decision can be taken on the feasibility of reusing the powder in a specific application/with a specific material. The decision graph shown in Fig. 7 provides a structured way of combining the proposed analyses. In addition to defining the optimal order of the various analyses, it provides decision support at each step. Depending on the values obtained for a certain parameter, the reuse of powder is defined either to be feasible or non-advisable. The next analysis will be considered only if a feasible value is obtained, and the reuse of powder is considered to be advisable only after successfully completing five steps.

Reusability decision diagram based on powder properties
The first step is to check the PSD of the powders and determine if it is in the correct range to be used for SLM (15–63 μm). Typically, reuse is associated with an increase of the PSD that could impact the flow behavior. Controlling the powder morphology is important to ensure a smooth flow and high packing density on the build platform. This means that, in the next step of the procedure, the fc and fs parameters are checked. These values should be as close as possible to 1, but be at least 0.7. For Ti6Al4V, even higher values should be obtained (between 0.8 and 0.9).
After that, the chemical composition must be checked, especially between long periods of reuse, to determine if contamination has taken place due to powder handling. This is specifically important for Ti6AL4V that exhibits a high content of oxygen on the outer layer of the virgin powder. Therefore, the chemical composition for this material has a higher criticality than for Inconel 718 and the aluminum alloys. For example, an oxygen content of less than 0.2 wt.% for Ti6l4V is considered to be acceptable to be used in implants for surgery according to ISO 5832-3:2016.33 For the other alloy systems, a lower threshold is required depending on the final application.
As already mentioned, changes in PSD and morphology can greatly affect the flowability and packing density. However, the relationships between these parameters are not unambiguous: a shift to a higher PSD typically improves the flowability due to the smaller amount of fines, but the presence of satellites in used powders at the same time decreases the flowability. This means that only directly analyzing the actual physical behavior of the particles can ensure a smooth process with low porosity. Therefore, in the 4th step of the decision diagram, the flowability (Hall parameter) of the powder is measured and analyzed. In the reuse cases in this work, no decrease in flowability was observed. Nonetheless, if a significant decrease in flowability (c. > 25%) is measured, the powder must be taken for further investigation and (continued) reuse must be avoided.
Finally, to secure optimal melting of the particles, the layer deposition should be homogeneous. The final density and porosity of a manufactured part is known to be affected by process parameters such as laser power, scanning rate and hatch space, but more importantly it is highly dependent on the packing density of the powder bed. For that reason, the final analysis in the decision diagram is the analysis of the tap density. It is important that the packing ratio (η) is at least 0.6 (ρtap/ρtrue) to ensure a homogeneous powder bed and minimal porosity.
This decision chart is expected to assist end users that are primarily focused on the production process (parameters) of SLM parts rather than on the powder requirements to determine where to set the limit to powder reuse.
Conclusion
A simplified method is proposed which aims to assess the morphological, composition and rheological changes that occur when powders are used in the SLM process. Any changes in the selected powder properties can directly affect the AM process itself and enables to explain all observed differences between the four alloys. The general conclusion regarding the reuse of powder in a SLM process is that, due to their low density, lightweight alloys are most influenced by reuse, as this causes a substantial change in PSD, which for these alloys considerably affects the flowability. More specific conclusions on the effect of powder reuse are:
-
(1)
The PSD tends to increase with reuse, but a well-controlled sieve process minimizes this issue. Therefore, it is important to adjust the sieving mesh not only to the size distribution but also to material type. In the present study, AlSi10Mg (6×) and Inconel (38×) show the highest increase of the mean particle size, especially due to the high number of reuse cycles for these alloys; in contrast, Ti6Al4V, despite being used 11 times, does not display any change.
-
(2)
The morphology of Inconel 718 and AlSi10Mg shows changes after reuse such as particle elongation and satellites.
-
(3)
Oxygen content only varies for AlSi10Mg, which is due to contamination pick-up, element vaporization and microstructure variations observed in etched surfaces of the particles. Inconel and Ti6Al4V show variations that remain within the measurement error. In this case, the pure atmosphere of argon 5.0 quality protects the powder from contamination. Scalmalloy powder, after being used only three times, does not show any variation.
-
(4)
The flowability is influenced by reuse. The general trend was an increase in flowability, with a considerably improved performance for AlSi10Mg. This alloy shows more sensitivity of flowability to the reuse process than the other three alloys. On the other hand, the packing ratio (η) remains constant for all the materials, which means that the deposition over the build platform remains homogeneous.
-
(5)
One of the key points of this study was to compare different materials typically used for metal AM. In all the experiments within the proposed methodology, AlSi10Mg showed the highest variability between virgin and used, followed by Inconel 718. In contrast, Ti6Al4V showed the lowest influence of reuse. In case of Scalmalloy, the changes are not visible.
Finally, the insights obtained from this study on four commonly used AM powders have been integrated into the decision diagram in Fig. 7. This diagram can guide end-users in deciding whether (continued) reuse of powder is advisable.
References
D. Herzog, V. Seyda, E. Wycisk, and C. Emmelmann, Acta Mater. 117, 371 (2016).
W.S.W. Harun, M.S.I.N. Kamariah, N. Muhamad, S.A.C. Ghani, F. Ahmad, and Z. Mohamed, Powder Technol. 327, 128 (2018).
J.M. Torralba, C.E. da Costa, and F. Velasco, J. Mater. Process. Technol. 133, 203 (2003).
W.E. Frazier, J. Mater. Eng. Perform. 23, 1917 (2014).
X. Shi, S. Ma, C. Liu, C. Chen, Q. Wu, X. Chen, and J. Lu, Materials 9, 975 (2016).
N.T. Aboulkhair, I. Maskery, C. Tuck, I. Ashcroft, and N.M. Everitt, Mater. Sci. Eng. A 667, 139 (2016).
W. Li, J. Liu, S. Wen, Q. Wei, C. Yan, and Y. Shi, Mater. Charact. 113, 125 (2016).
A.B. Spierings, M. Voegtlin, T. Bauer, and K. Wegener, Prog. Additive Manuf. 1, 9 (2015).
B. Hausnerova, B.N. Mukund, and D. Sanetrnik, Powder Technol. 312, 152 (2017).
E. Louvis, P. Fox, and C.J. Sutcliffe, J. Mater. Process. Technol. 211, 275 (2011).
H.P. Tang, M. Qian, N. Liu, X.Z. Zhang, G.Y. Yang, and J. Wang, JOM 67 (3), 555 (2015).
O.A. Quintana, J. Alvarez, R. McMillan, W. Tong, and C. Tomonto, JOM, 70 (9), 1863 (2018).
L.C. Ardila, F. Garciandia, J.B. González-Díaz, P. Álvarez, A. Echeverria, M.M. Petite, R. Deffley, and J. Ochoa, Phys. Proc. 56, 99 (2014).
A.T. Sutton, C.S. Kriewall, M.C. Leu, and J.W. Newkirk, Virtual Phys. Prototyp. 12, 3 (2016).
N. Vlachos and I.T.H. Chang, Powder Technol. 205, 71 (2011).
R. O’Leary, R. Setchi, P. Prickett, G. Hankins, and N. Jones, An investigation into the recycling of Ti-6Al-4V powder used within SLM to improve sustainability, in SDM2015 2nd Int Conf Sustain Des Manuf (2015).
BS ISO/ASTM 52900:2015, Standard Terminology for Additive Manufacturing—General Principles—Terminology (London: BSI Standards Limited, 2016).
ASTM F3049 – 14, Standard Guide for Characterizing Properties of Metal Powders Used for Additive Manufacturing Processes (West Conshohocken: ASTM International, 2014).
J.A. Slotwinski, E.J. Garboczi, P.E. Stutzman, C.F. Ferraris, S.S. Watson, and M.A. Peltz, J. Res. Natl. Inst. Stand. Technol. 119, 460 (2014).
ASTM B 822 – 02, Standard Test Method for Particle Size Distribution of Metal Powders and Related Compounds by Light Scattering (West Conshohocken: ASTM International, 2002).
ASTM E1409 – 13, Standard Test Method for Determination of Oxygen and Nitrogen in Titanium and Titanium Alloys by Inert Gas Fusion (West Conshohocken: ASTM International, 2013).
ASTM B 923 – 02, Metal Powder Skeletal Density by Helium or Nitrogen Pycnometry (West Conshohocken: ASTM International, 2002).
ASTM B 213 – 03, Standard Test Method for Flow Rate of Metal Powders (West Conshohocken: ASTM International, 2003).
ASTM B527 - 15, Standard Test Method for Tap Density of Metal Powders and Compounds (West Conshohocken: ASTM International, 2015).
Y.Y. Sun, S. Gulizia, C.H. Oh, C. Doblin, Y.F. Yang, and M. Qian, JOM, 67 (3), 564 (2015).
G. Gaustad, E. Olivetti, and R. Kirchain, Resour. Conserv. Recycl. 58, 79 (2012).
A. Strondl, O. Lyckfeldt, H. Brodin, and U. Ackelid, JOM, 67 (3), 549 (2015).
Council of Europe, European Pharmacopoeia, 7th ed., vol. 1 (Strasbourg: Council of Europe, 2010), p. 308.
ASTM F2924 − 14, Standard Specification for Additive Manufacturing Titanium-6 Aluminum-4 Vanadium with Powder Bed Fusion1 (West Conshohocken: ASTM International, 2014).
ASTM F3001 − 14, Standard Specification for Additive Manufacturing Titanium-6 Aluminum-4 Vanadium ELI (Extra Low Interstitial) with Powder Bed Fusion1 (West Conshohocken: ASTM International, 2014).
ASTM F3055 − 14a, Standard Specification for Additive Manufacturing Nickel Alloy (UNS N07718) with Powder Bed Fusion1 (West Conshohocken: ASTM International, 2014).
ASTM F3056 − 14e1, Standard Specification for Additive Manufacturing Nickel Alloy (UNS N06625) with Powder Bed Fusion1 (West Conshohocken: ASTM International, 2014).
ISO 5832-3:2016, Implants for surgery—Metallic materials—Part 3: Wrought titanium 6-aluminium 4-vanadium alloy (Geneva: ISO, 2016).
Acknowledgements
This research has been supported by the Netherlands Organization for Scientific Research under project number 438-13-207, named SINTAS. The authors are grateful to the Netherlands Aerospace Centre, Additive Industries and the colleagues from Madrid Carlos III, especially Eric Macía and Enrique Herraiz for assisting in the experimental work.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Cordova, L., Campos, M. & Tinga, T. Revealing the Effects of Powder Reuse for Selective Laser Melting by Powder Characterization. JOM 71, 1062–1072 (2019). https://doi.org/10.1007/s11837-018-3305-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-018-3305-2