
Abstract
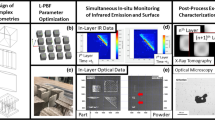
A two-color pyrometer is aligned co-axially to the laser inside a Laser Engineered Net Shaping machine to gather thermal data during a single layer two-pass deposit. Several molten pool metrics are calculated from the pyrometer data, and anomalies in the data are used to flag potential defect locations. The depositions are scanned using x-ray Computed Tomography (XCT) with a 4.13 micron voxel, and void size and location are recorded. XCT void data is then compared to the thermal analysis to determine the efficacy of the anomaly detection technique. In this build, four voids > 40 microns in diameter were found with XCT. Three defects appeared in the interfacial region between the deposit and substrate and produced signatures that were detected by analyzing the in-situ pyrometer data.







Similar content being viewed by others


References
R.P. Mudge and N.R. Wald, Weld. J. N. Y. 86, 44 (2007).
NIST, in Measurement Science Roadmap for Metal-Based Additive Manufacturing, Technical report (2013)
W.E. Frazier, J. Mater. Eng. Perform. 23, 1917 (2014).
J.M. Wells, in Shape Casting: 2nd International Symposium pp. 978-0 (2007).
Z. Lafhaj, M. Goueygou, A. Djerbi, and M. Kaczmarek, Cem. Concr. Res. 36, 4 (2006).
W.M. Steen and J. Mazumder, Laser Material Processing (Berlin: Springer, 2010), p. 485.
S.K. Everton, M. Hirsch, P. Stravroulakis, R.K. Leach, and A.T. Clare, Mater. Des. 95, 431 (2016).
A. Nassar, T. Spurgeon, and E. Reutzel, Sensing defects during directed-energy additive manufacturing of metal parts using optical emissions spectroscopy, in Proceedings of the Solid Freedom Fabrication Symposium University of Texas, Austin TX (2014).
F. Wang, H. Mao, D. Zhang, X. Zhao, and Y. Shen, Appl. Surf. Sci. 255, 3267 (2008).
W. Hofmeister, G.A. Knorovsky, and D.O. Maccallum, Video monitoring and control of the LENS process, in Technical report, Sandia National Labs., Albuquerque, NM (US); Sandia National Labs., Livermore, CA (US) (1999).
L. Wang, S. Felicelli, Y. Gooroochurn, P. Wang, and M. Horstemeyer, Mater. Sci. Eng. A 474, 148 (2008).
T. Craeghs, F. Bechmann, S. Berumen, and J.-P. Kruth, Phys. Procedia 5, 505 (2010).
J.E. Craig, T. Wakeman, R. Grylls, and J. Bullen, Sensors, Sampling, and Simulation for Process Control (Wiley, 2011), p. 103.
M. Khanzadeh, S. Chowdhury, M. Marufuzzaman, M.A. Tschopp, and L. Bian, Sensors, Sampling, and Simulation for Process Control 47, 69 (2018).
M. Grasso, V. Laguzza, Q. Semeraro, and B.M. Colosimo, J. Manuf. Sci. Eng. 139, 051001 (2017).
S. Berumen, F. Bechmann, S. Lindner, J.-P. Kruth, and T. Craeghs, Phys. procedia 5, 617 (2010).
T. Furumoto, T. Ueda, M.R. Alkahari, and A. Hosokawa, CIRP Ann. Manuf. Technol. 62, 223 (2013).
S. Barua, F. Liou, J. Newkirk, and T. Sparks, Rapid Prototyp. J. 20, 77 (2014).
Optomec, LENS MR-7 (2014).
P. Reynolds, Br. J. Appl. Phys. 15, 579 (1964).
G.A. Hornbeck, Appl. Opt. 5, 179 (1966).
B. Eisenberg and R. Sullivan, Math. Mag. 81, 362 (2008).
D. Susan, J. Puskar, J. Brooks, and C.V. Robino, Mater. Charact. 57, 36 (2006).
Acknowledgements
Los Alamos National Laboratory, an affirmative action equal opportunity employer, is operated by Los Alamos National Security, LLC, for the National Nuclear Security Administration of the U.S. Department of Energy under contract DE-AC5206NA25396.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Stockman, T., Knapp, C., Henderson, K. et al. Stainless Steel 304L LENS AM Process Monitoring Using In-Situ Pyrometer Data. JOM 70, 1835–1843 (2018). https://doi.org/10.1007/s11837-018-3033-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-018-3033-7