
Abstract
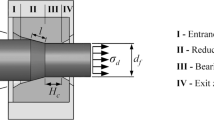
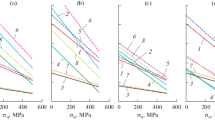
An experimental campaign of wire drawing was carried out under different conditions of average die pressure. Experiments were carried out measuring the drawing force and the temperature at the exit of the deformation zone with the use of a thermocouple closely located to the wire-die interface. Dies of three different semi-angles (6°, 7° and 9°), were employed to obtain different values of die pressure, while different lubrication regimes were achieved varying the drawing speed in the range 1–22 m/s. It was demonstrated that lubricating regimes of lower friction coefficient are achieved at smaller values of the drawing speed with increasing the die pressure. Likewise, the hydrodynamic regime arises at lower drawing speeds by increasing the die semi-angle. For example, it was observed that the hydrodynamic regimes developed at 19 m/s for the 6° die but at 15 m/s for the 9° die. This behaviour was correlated to the response of the lubricant viscosity to the die pressure by means of the Hersey analysis. The consequences of this finding on the problem of optimizing the die angle with the objective to reduce the drawing stress are discussed. On this basis, it is shown that the optimum die angle decreases as the drawing speed increases, other things being equal.







Similar content being viewed by others

Availability of data and material
All data generated or analysed during this study are included in this published article. However, the datasets analysed during the current study are available from the corresponding author on reasonable request.
References
Lee SK, Kim BM, Kim MA (2008) A study on the fine wire drawing process design to improve the productivity. Trans Mater Process 17(4):257–262. https://doi.org/10.5228/KSPP.2008.17.4.257
Suliga M (2014) Analysis of the heating of steel wires during high speed multipass drawing process. Arch Metall Mater 59(4):1475–1480. https://doi.org/10.2478/amm-2014-0251
Bergs T, Hermann L, Rey J, Barth S (2020) Methodology for the identification of alternative manufacturing changes for safety–critical components. Prod Eng 14(3):297–307. https://doi.org/10.1007/s11740-020-00960-1
Lee SK, Kim BM (2005) Analysis of multi-pass wet wire drawing process and its application. Trans Mater Process 14(8):689–695. https://doi.org/10.5228/KSPP.2005.14.8.689
Bergs T, Trauth D, Nick M, Hild R (2020) Contact pressure, slip-rate, and temperature dependent friction analysis regarding damage free deep drawing of stainless steel. Prod Eng 14(2):231–238. https://doi.org/10.1007/s11740-019-00940-0
Avitzur B (1964) Analysis of wire drawing and extrusion through conical dies of large cone angle. J Eng Ind 86(4):305–314. https://doi.org/10.1115/1.3670543
Avitzur B (1968) Metal forming: processes and analysis. McGraw Hill, New York
Avitzur B (1967) Strain-hardening and strain-rate effects in plastic flow through conical converging dies. J Eng Ind 89(3):556–562. https://doi.org/10.1115/1.3610107
Wistreich JG (1955) Investigation of the mechanics of wire drawing. P I MechEng 169(1):654–678. https://doi.org/10.1243/PIME_PROC_1955_169_070_02
Wistreich JG (1958) The fundamentals of wire drawing. Metall Rev 3(1):97–142. https://doi.org/10.1179/mtlr.1958.3.1.97
Avitzur B, Hahn WC, Iscovici S (1975) Limit analysis of flow through conical converging dies. J Franklin Inst 299(5):339–358. https://doi.org/10.1016/0016-0032(75)90173-8
Avitzur B, Narayan C, Chou YT (1982) Upper-bound solutions for flow through conical converging dies. Int J Mach Tools Des Res 22(3):197–214. https://doi.org/10.1016/0020-7357(82)90026-9
Prisco U (2018) Strain hardening of carbon steel during wire drawing. Mater Res-Ibero-Am J. https://doi.org/10.1590/1980-5373-mr-2017-0303
Haddi A, Imad A, Vega G (2011) Analysis of temperature and speed effects on the drawing stress for improving the wire drawing process. Mater Des 32(8):4310–4315. https://doi.org/10.1016/j.matdes.2011.04.010
Vega G, Haddi A, Imad A (2009) Investigation of process parameters effect on the copper-wire drawing. Mater Des 30(8):3308–3312. https://doi.org/10.1016/j.matdes.2008.12.006
Yang CT (1961) On the mechanics of wire drawing. J Eng Ind 83(4):523–529. https://doi.org/10.1115/1.3664585
Moon C, Kim N (2012) Analysis of wire-drawing process with friction and thermal conditions obtained by inverse engineering. J Mech Sci Technol 26(9):2903–2911. https://doi.org/10.1007/s12206-012-0711-1
Byon SM, Lee SJ, Lee DW, Lee YH, Lee Y (2011) Effect of coating material and lubricant on forming force and surface defects in wire drawing process. T Nonferr Metal Soc 21:s104–s110. https://doi.org/10.1016/S1003-6326(11)61071-6
Strzępek P, Mamala A, Zasadzińska M, Franczak K, Jurkiewicz B (2019) Research on the drawing process of Cu and CuZn wires obtained in the cryogenic conditions. Cryo 100:11–17. https://doi.org/10.1016/j.cryogenics.2019.03.007
Obi AI, Oyinlola AK (1996) Frictional characteristics of fatty-based oils in wire drawing. Wear 194(1):30–37. https://doi.org/10.1016/0043-1648(95)06664-0
Pathan Z, Harne M (2016) A review on wear analysis of wire drawing die. Int Adv Res J Sci Eng Technol 3(1):268–272. https://doi.org/10.17148/IARJSET/ICAME.49
Wright RN (2016) Wire technology: process engineering and metallurgy. Elsevier, Amsterdam
Kim TH, Kim BM, Choi JC (1997) Prediction of die wear in the wire-drawing process. J Mater Process Technol 65(1):11–17. https://doi.org/10.1016/S0924-0136(96)02235-2
Suliga M (2017) The influence of drawing speed on surface topography of high carbon steel wires. Metalurgija 56(1–2):182–184
Atkins AG, Caddell RM (1968) The incorporation of work hardening and redundant work in rod-drawing analyses. Int J Mech Sci 10(1):15–28. https://doi.org/10.1016/0020-7403(68)90039-8
Dieter GE, Kuhn HA, Semiatin SL (2003) Drawing of wire, rod, and tube. In: Dieter GE, Kuhn HA, Semiatin SL (eds) Handbook of workability and process design. ASM International, Materials Park, pp 278–290
Hassan AKF, Hashim AS (2015) Three dimensional finite element analysis of wire drawing process. Univ J Mech Eng 3(3):71–82. https://doi.org/10.13189/ujme.2015.030302
Tan X (2011) Evaluation of friction in upsetting. Prod Eng 5(2):141–149. https://doi.org/10.1007/s11740-010-0287-5
Dörr F, Liewald M (2012) Determination of flow factors for the semi-analytical prediction of friction coefficients. Prod Eng 6(1):19–27. https://doi.org/10.1007/s11740-011-0354-6
Lenard JG (2002) Metal forming science and practice. Elsevier, Amsterdam
Vega G, Haddi A, Imad A (2009) Temperature effects on wire-drawing process: experimental investigation. Int J Mater Form 2(1):229. https://doi.org/10.1007/s12289-009-0468-y
Dixit US, Narayanan RG (2013) Metal forming process. In: Dixit US, Narayanan RG (eds) Metal forming: technology and process modelling. McGraw Hill Education, New York, pp 1–50
Kabayama LK, Taguchi SP, Martínez GAS (2009) The influence of die geometry on stress distribution by experimental and FEM simulation on electrolytic copper wiredrawing. Mater Res-Ibero-Am J 12:281–285. https://doi.org/10.1590/S1516-14392009000300006
Noseda C, Wright RN (2002) The effect of drawing temperature on the properties and annealing response of copper wire. Wire J Int 35(1):74–81
Suliga M (2017) The analysis of force parameters in drawing process of high carbon steel wires in conventional and hydrodynamic dies. Arch Metall Mater 62(4):2231–2236. https://doi.org/10.1515/amm-2017-0329
Rohrmoser A, Kiener C, Hagenah H, Merklein M (2019) Influence of tribological conditions on application relevant component properties of cold forged gears. Prod Eng 13(5):579–588. https://doi.org/10.1007/s11740-019-00909-z
Trauth D, Stanke J, Shirobokov A, Mattfeld P, Klocke F (2016) Analysis of the fluid pressure, load capacity, and coefficient of friction of an elliptic machine hammer peened surface structure in hydrodynamic lubrication. Prod Eng 10(6):539–550. https://doi.org/10.1007/s11740-016-0696-1
Gold PW, Schmidt A, Dicke H, Loos J, Assmann C (2001) Viscosity–pressure–temperature behaviour of mineral and synthetic oils. J Synth Lubr 18(1):51–79. https://doi.org/10.1002/jsl.3000180105
Bair S (2013) Temperature and pressure dependence of viscosity. In: Wang QJ, Chung Y-W (eds) Encyclopedia of Tribology. Springer, Boston, pp 3533–3538. https://doi.org/10.1007/978-0-387-92897-5_597
Author information
Authors and Affiliations
Contributions
All authors have materially participated in the research and article preparation with the same commitment on an equal level.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Prisco, U., Martinez, G.A.S. & Kabayama, L.K. Effect of die pressure on the lubricating regimes achieved in wire drawing. Prod. Eng. Res. Devel. 14, 667–676 (2020). https://doi.org/10.1007/s11740-020-00985-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-020-00985-6