
Abstract
In this study, the static recrystallization behavior of cold-rolled Mg-6Al-3Sn alloy has been studied during annealing in the temperature range of 200-400 °C. The role of Mg17Al12 precipitation during recrystallization is discerned. A significant drop in the grain size has been reported post-recrystallization. The results suggest that the recrystallization predominately started at the prior grain boundaries and within the twin boundaries. Recrystallization at lower temperatures was found to be incomplete despite holding for a longer duration. However, at higher temperatures, the recrystallization was observed to be complete in shorter times. The role of concurrent precipitation during recrystallization has been ascertained.
Similar content being viewed by others


Introduction
In recent years, magnesium alloys have received tremendous attention owing to the potential of significant weight savings. They are considered to be the promising materials for many applications including portable electronic appliances, aerospace engineering and automotive industries (Ref 1). However, hexagonal close packed (HCP) Mg alloys exhibit poor formability at the ambient temperature due to the limited number of active slip systems (Ref 2). It is known that the formability of these alloys can be enhanced via elevated temperature processing by facilitating the activation of additional deformation modes (Ref 2). Thus, significant efforts have been made to improve the formability of magnesium alloys by conventional thermo-mechanical processing, such as extrusion, rolling and forging (Ref 3). The improvement in the properties can be attributed to the obtained microstructure after dynamic recrystallization (DRX), which results in the significant grain refinement. Additionally, severe plastic deformation processes, such as equal-channel angular pressing (ECAP) (Ref 4), high pressure torsion (Ref 5), asymmetric rolling (Ref 6) and friction stir processing (Ref 7), have been adopted to obtain ultrafine-grained Mg alloys. Although several investigations (Ref 8,9,10,11,12,13,14) exist on the DRX behavior of hot-worked magnesium alloys under different processing conditions, a very limited number of studies have been conducted to examine the static recrystallization of cold-rolled magnesium alloy (Ref 15,16,17,18,19,20). This is primarily due to the limited ductility of magnesium alloys at low temperatures. Nonetheless, with the recent interest in the development of ductile magnesium alloys (Ref 21,22,23,24,25), the static recrystallization behavior of cold-rolled magnesium alloy is important to investigate.
It is known that the most common commercial magnesium alloys are based on the Mg-Al system. However, they exhibit poor strength at elevated temperatures due to the formation of Mg17Al12 phase having a low melting temperature of 437 °C. Additionally, it is reported that this phase coarsens at temperatures higher than 120 °C (Ref 26, 27). Recently, tin has been suggested as an alloying addition to magnesium to overcome the aforementioned issues due to the formation of Mg2Sn precipitates having a relatively higher melting temperature (770 °C). Therefore, it is expected that the thermally stable Mg2Sn precipitates will enhance the mechanical properties and creep strength of newly developed Mg-Al-Sn system. In this study, Mg-6Al-3Sn (AT63) alloy was chosen to investigate the static recrystallization behavior of cold-rolled alloy. In the past, some efforts have been made to investigate the mechanical properties and texture evolution of AT63 alloy (Ref 6, 28,29,30,31,32). However, there is no systematic investigation that examines the role of concurrent precipitation during static recrystallization of cold-rolled AT63 magnesium alloy.
In this study, cold-rolled AT63 magnesium alloy was annealed both isothermally and isochronally at a range of temperatures (200-400 °C) for different durations. The purpose of this is to investigate the role of concurrent precipitation on the recrystallization kinetics and microstructure evolution.
Experimental Methodology
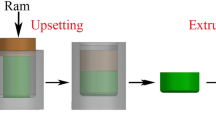
The as-cast AT63 (Mg-6 wt.%Al-3 wt.%Sn) magnesium alloy (supplied by Venuka Engineering, Chennai, India) was used as a starting material. The samples were first homogenized and partially solutionized at 410 °C for 24 h. The purpose of this heat treatment was to uniformly distribute the solute elements in the matrix and to dissolve the Mg17Al12 phase completely into the solution. The samples were subsequently cold-rolled up to 22-25% reduction in 18-20 passes. After rolling, the samples were annealed in the furnace (Nabertherm, GmBH) in the temperature range of 200-400 °C followed by water quenching. Figure 1 shows a schematic summarizing the steps involved in the processing of the alloy.

Schematic illustrating the steps involved in the processing of the alloy. Note ‘WQ’ means water quenching
Carl Zeiss inverted optical microscope (OM) and Zeiss EVO 50 Scanning electron microscopy (SEM) were used for microstructural characterization. After mechanical polishing with SiC papers up to 4000 grits, the final polishing was carried out with the colloidal silica (0.03 µm). The samples were then chemically etched with a mixture of 4.2 g picric acid, 10 mL acetic acid, 70 mL ethanol and 10 mL distilled water for optical microscopy and a mixture of 10% HNO3 and 90% ethanol (Nital-based solution) for SEM to reveal the precipitates.
The average size and volume fraction of precipitates were analyzed using ImageJ software. The procedure involved first converting the SEM image into a grayscale image (8-bit). The grayscale image was then segmented using the conventional thresholding technique to obtain black and white image, where precipitates were of black color. Using this image, the area fraction (summation of area occupied by precipitates/total area of the corresponding SEM image) and average area (A) of each precipitate (summation of areas of precipitates/total number of precipitates) can be calculated. Thus, average size (d) of precipitates can be calculated by using the formula (A) = πd2/4; assuming precipitates to be circular. At least 8000 particles were taken into account for calculating the size and area fraction of the precipitates. The grain size was measured using ASTM linear intercept method (Ref 33). At least 500 grains were analyzed for each sample.
Variation in the microhardness of deformed and annealed samples was measured using Vickers hardness tester (Shimadzu) at a 500 g load and a dwell time of 10 s. The average hardness of the samples was calculated from the hardness measurements of at least 20-25 points. An indirect method using indentation hardness values was used to estimate the recrystallized fraction. Many researchers (Ref 3, 19, 34,35,36,37,38,39) have utilized this technique to evaluate the approximate fractional softening which can be considered as the recrystallized fraction. The recrystallized fraction can be expressed as:
where \(H_{t}\) is the microhardness of annealed sample at time t, \(H_{0}\) is the maximum hardness corresponding to the deformed material (t = 0), and \(H_{ \hbox{min} }\) is the hardness of the fully recrystallized sample. Moreover, electron backscatter diffraction (EBSD) measurements were also taken on the selected samples to characterize the recrystallized volume fraction. Here, the recrystallized fraction is based on the line scan analysis, also called as lineal analysis. The analysis is based on distinguishing between the low- and high-angle boundaries, where the fraction of high-angle boundaries is considered as the recrystallized fraction (Ref 40).
Results and Discussion
Initial Microstructure
Figure 2 shows the optical micrographs of as-cast (Fig. 2a) and partially solutionized (Fig. 2b) samples. As can be noticed, the as-cast sample exhibits dendritic structure. However, after solution treatment, the majority of second-phase particles appear to be dissolved (Fig. 2b). The average grain size of this material is ~ 83 µm. Notice that back-scattered electron (BSE) micrograph of as-cast (Fig. 3) sample illustrates the presence of α-Mg, Mg17Al12, and Mg2Sn precipitates. Note that Mg2Sn phase is divorced in nature, which is an irregular-shaped particle. The corresponding EDS elemental mapping (Fig. 3b) shows the distribution of Mg-, Al- and Sn-rich phases. Figure 4 shows the BSE micrograph of the partially solutionized sample. As can be seen with the corresponding EDS elemental mapping (Fig. 4b), the observed particles are mostly Sn-rich. There is no evidence of the presence of Mg17Al12 precipitates, as confirmed from the EDS analysis carried out at point 3 (Mg: 68.1; Al: 5.84; Sn: 26.06; at.%). Further, it should be noted that for this alloy system, neither the binary phase of Al-Sn nor the ternary phase of Mg-Al-Sn has been reported so far (Ref 10, 26, 41, 42).

Optical micrographs of (a) as-cast and (b) solutionized AT63 magnesium alloy

(a) BSE image of as-cast AT63 alloy, (b) magnified image of a selected region in (a) and the corresponding EDS elemental maps. EDS analysis at points 1 and 2 confirms the presence of Al-rich (Mg: 63.6; Al: 35.8; Sn: 0.6; at.%) and Sn-rich (Mg: 71.8; Al: 10.7; Sn: 17.5; at.%) phases, respectively

(a) BSE image of solutionized AT63 alloy at low magnification, (b) BSE image at high magnification and the corresponding EDS elemental maps
Deformed Microstructure
Figure 5 shows the microstructure of cold-rolled AT63 magnesium alloy. The deformed microstructure can be characterized by the presence of profuse twinning. The occurrence of fine-scale twinning in the form of twin bundles and twin–twin intersections can be observed (see arrows in Fig. 5).

The microstructure of as-deformed AT63 magnesium alloy. Note RD and TD refer to the rolling direction and the transverse direction, respectively
Isothermal and Isochronal Annealing: Hardness Variation
Figure 6 shows the microhardness values for cold-rolled samples after isothermal annealing at different temperatures. A substantial drop in the hardness can be observed with an increase in the annealing time and temperature. In this plot, the recovery process is noticeable for the samples annealed at low temperatures (200 and 225 °C) for shorter annealing times. It can be characterized by a little change in the hardness owing to the rearrangement of defects in the deformed microstructure. In general, the extent of recovery depends upon the stacking fault energy (SFE) of the system. Mg alloys of AT series have SFE values of ~ 121 mJ/m2 (Ref 43), suggesting moderate recovery kinetics. Many researchers (Ref 10, 19, 44,45,46,47) have reported that for magnesium alloys, recovery and recrystallization processes generally overlap. Normally, in materials with high SFE, the recovery occurs much faster. Hence, it does not overlap with the recrystallization process. However, magnesium has a low-medium SFE and thus undergoes sluggish recovery. Hence, it is expected that in such situation recrystallization would start much before the end of recovery. Thus, it is very difficult to separate them, which is also the case in the present study. Further, it should be noticed that the maximum drop in the hardness value for the samples annealed at 200 °C is significantly less as compared to annealing at other temperatures. This will be discussed later in more detail. For the temperature range 225-400 °C, a significant drop in hardness (i.e., from ~ 76 HV for cold-rolled to ~ 55 HV for annealing time of 1 h) values can be noticed. This drop in hardness can be attributed to the combined effect of recovery and recrystallization processes. Further, the drop in the hardness is not significant even after annealing for 100 h, which can be related to the grain growth.

Isothermal annealing on cold-rolled samples for different temperatures at different times. Note that the hardness values for as-rolled and solutionized samples are indicated by arrows
Figure 7 shows the results of 1-h isochronal annealing on deformed samples at different temperatures. A substantial drop in the hardness can be noticed in the temperature range of 75-400 °C. These changes can be related to recrystallization and grain growth.

Isochronal annealing on cold-rolled samples at different temperatures for 1 h. The plotted curve is shown only to guide eyes
Quantification of Recrystallization
The recrystallized volume fraction of the sample is estimated from the hardness data using Eq 1. Figure 8 shows the variation of the recrystallized fraction as a function of annealing time at different temperatures. Note that for the calculation of recrystallized volume fraction, Hmin in Eq 1 was taken as 50 HV for all the annealing temperatures. It is evident from Fig. 8 that the samples recrystallized significantly faster at higher temperatures. For instance, at 400 °C it takes only 10 s for the material to be fully recrystallized. It is interesting to see the recrystallization fraction is almost constant at 200 °C after 10 h of annealing. This is discussed in detail in the next section.

Recrystallized volume fraction as a function of annealing time for different temperatures. Note that the plotted curve through the data points is only for guiding eyes
In order to further verify the calculations of recrystallized volume fraction using hardness data, EBSD has been utilized on the selected samples. Figure 9(a), (b) and (c) shows the band contrast map of the samples recrystallized at 200, 225 and 250 °C for 1 h, 40 min and 1 h, respectively. It was observed that ~ 41, ~ 59 and ~ 87% of sample recrystallized at 200, 225 and 250 °C, respectively. These results are consistent with the data presented above (using hardness data) where 49, 53 and 90% of samples were estimated to be recrystallized at these temperatures, respectively.

Band contrast maps for the samples annealed at (a) 200 °C, 1 h (b) 225 °C, 40 min and (c) 250 °C for 1 h
Microstructure Evolution: Optical and SEM Microscopy
On the basis of annealing temperature, the recrystallization behavior can be distinctly looked into three temperature regimes: low (200 °C), moderate (225 and 250 °C) and high (300, 350, 400 °C) temperatures.
Recrystallization Behavior at 200 °C
As indicated earlier, the recrystallization at 200 °C does not complete even after the prolonged duration. Figure 10 shows the optical micrographs of samples annealed at 200 °C for different times. There is evidence of recrystallization occurring within twin boundaries and at prior grain boundaries (Fig. 10). Further, qualitatively it can be seen that the fraction of recrystallization increases with increasing annealing time (Fig. 10). It should be noted that despite an early start (1 min) of recrystallization, it never completes even after holding for a long period (150 h) of time. This is consistent with the recrystallized fraction estimated from the hardness data as presented in the last section. In order to understand the role of precipitation in recrystallization, the SEM micrographs of precipitate distribution under similar conditions were captured. Figure 11 shows the SEM images of cold-rolled samples annealed at 200 °C for different times. As can be seen initially very fine and fewer precipitates are present. However, as the annealing time progresses, the size and number density of these precipitates increase significantly. This can be quantitatively seen in Fig. 11f.

The optical micrographs of samples annealed at 200 °C for (a) 1 min (b) 1 h (c) 42 h and (d) 150 h

SEM micrographs for samples deformed and annealed at 200 °C for (a) 1 h, (b) 18 h, (c) 43 h, (d) 70 h, (e) 150 h and (f) calculated precipitate size and volume %
Moreover, it should be noted that the precipitates are mostly distributed at the grain boundaries and twin boundaries (Fig. 11a, b, c, d and e). The sluggishness of recrystallization observed at 200 °C can be attributed to the concurrent precipitation. These precipitates are likely to arrest the movement of the grains as the recrystallization progresses. The results presented in the previous section are consistent with these observations. A similar trend was also observed in a microalloyed steel where the recrystallization kinetics was reported to be very fast at high temperature when there was no interference with precipitation (Ref 48). However, at lower temperatures, precipitation occurs concurrently with recrystallization and thereby hinders the recrystallization.
Recrystallization Behavior at 225 and 250 °C
At these temperatures, recrystallization tends to complete but with a very slow rate. Figure 12 shows the microstructure evolution at 225 °C as a function of annealing time. For an annealing time of 10 min, the recrystallization at prior grain boundaries (GB) and within twins can be clearly seen (see Fig. 12a, c and d). On comparing the microstructures of the samples annealed at 225 °C for 10 min (Fig. 12a) and 200 °C for 150 h (Fig. 10d), it can be observed that recrystallization is almost complete for the former, whereas the latter shows only around 63% (according to Fig. 8). This suggests that recrystallization is more sensitive to temperature than time. With further increase in annealing time at 225 °C, the recrystallization tends to complete. The average grain size of this sample after recrystallization was found to be ~ 8 µm. Note that there is a substantial drop in grain size from an initial value of 83 to 8 µm.

Optical micrographs for samples annealed at 225 °C for (a) 10 min, (b) 12 h, while (c) and (d) EBSD-IPF maps for samples annealed at 225 °C for 40 min. Note the image presented in (d) is an enlarged view of yellow section highlighted in (c). The RD and TD refer to the rolling direction and the transverse direction, respectively
Figure 13 shows the microstructure for the sample annealed at 250 °C for 3 min. As can be seen, the recrystallization is fully completed after 3 min (Fig. 13). The average grain size was found to be 9 µm. With an increase in annealing temperature from 200 to 250 °C, the number of precipitates was observed to decrease as shown in Fig. 14. Very few precipitates are forming inside the grains, and most of them are observed at grain boundaries. This can be seen more quantitatively in Fig. 14c, where it can be noticed that the maximum volume fraction of precipitates at 250 °C is ~ 0.02 as compared to ~ 0.09 for samples annealed at 200° C (Fig. 11f).

Optical micrograph of samples annealed at 250 °C for 3 min

SEM micrographs of samples deformed and annealed at 250 °C for (a) 1 h and (b) 70 h and (c) calculated precipitate size and volume %
Recrystallization Behavior Between 300 and 400 °C
The recrystallization kinetics between 300 and 400 °C is very rapid. This is evident from Fig. 15 where annealing for very short duration results in a complete recrystallized microstructure (see Fig. 15a, c and e). It should be noted that during these temperatures one would not expect any interference in recrystallization due to precipitation. Further annealing between 300 and 400 °C results in coarsening of grains as evident from Fig. 15b, d and f. Table 1 summarizes the measured grain size values from fully recrystallized samples annealed between 300 and 400 °C. Overall, a significant grain refinement has occurred with cold rolling and annealing approach with the lowest value of ~ 11 µm for samples annealed at 300 °C for 3 min.

Optical micrographs of samples annealed at (a) 300 °C, (b) 350 °C and (c) 400 °C as a function of annealing time
Conclusions
In this work, the recrystallization behavior of cold-rolled AT63 Mg alloy has been studied in the temperature range of 200-400 °C. The following are the key conclusions that can be drawn from this work:
-
1.
A significant drop in the grain size, i.e., from 83 to 8 µm, was observed with the cold rolling and annealing approach.
-
2.
Twin boundaries and grain boundaries are found to be the prominent sites for nucleation of recrystallization in the AT63 alloy.
-
3.
Estimation of recrystallized volume fraction with the hardness data was found to be consistent with the reported estimation from the EBSD measurements.
-
4.
Recrystallization at 200 °C was found to be incomplete despite holding for long periods. One may relate this to the pinning of grain boundaries owing to concurrent precipitation.
-
5.
At higher recrystallization temperatures, the amount of precipitation decreases which results in faster recrystallization kinetics. The recrystallization at 300 °C was reported to be complete within 3 min.
References
E. Aghion and B. Bronfin. Magnesium Alloys Development Towards the 21st Century, in Materials Science Forum, Trans Tech Publ., 2000
H. Zhang et al., Improved Mechanical Properties of AZ31 Magnesium Alloy Sheets by Repeated Cold Rolling and Annealing Using a Small Pass Reduction, Mater. Sci. Eng. A, 2015, 637, p 243–250
H. Chao et al., Static Recrystallization Kinetics of a Heavily Cold Drawn AZ31 Magnesium Alloy Under Annealing Treatment, Mater. Charact., 2011, 62(3), p 312–320
S. Biswas, S.S. Dhinwal, and S. Suwas, Room-Temperature Equal Channel Angular Extrusion of Pure Magnesium, Acta Mater., 2010, 58(9), p 3247–3261
S.A. Torbati-Sarraf and T.G. Langdon, Properties of a ZK60 Magnesium Alloy Processed by High-Pressure Torsion, J. Alloys Compd., 2014, 613, p 357–363
H.-Y. Wang et al., Achieving a Weak Basal Texture in a Mg-6Al-3Sn Alloy by Wave-Shaped Die Rolling, Mater. Des., 2015, 88, p 157–161
W. Woo, Severe Plastic Deformation Using Friction Stir Processing, and the Characterization of Microstructure and Mechanical Behavior Using Neutron Diffraction, Ph.D. thesis, University of Tennessee, Knoxville, 2006
S. Xu et al., Recrystallization Mechanism of As-Cast AZ91 Magnesium Alloy During Hot Compressive Deformation, Mater. Sci. Eng. A, 2009, 527(1), p 52–60
Q. Ma et al., Twinning-Induced Dynamic Recrystallization in a Magnesium Alloy Extruded at 450 °C, Scr. Mater., 2011, 65(9), p 823–826
A.S.H. Kabir et al., Effect of Strain-Induced Precipitation on Dynamic Recrystallization in Mg-Al-Sn Alloys, Mater. Sci. Eng. A, 2014, 616, p 252–259
X. Li et al., Influence of Second-Phase Precipitates on the Texture Evolution of Mg-Al-Zn Alloys During Hot Deformation, Scr. Mater., 2012, 66(3), p 159–162
P. Changizian, A. Zarei-Hanzaki, and H. Abedi, On the Recrystallization Behavior of Homogenized AZ81 Magnesium Alloy: The Effect of Mechanical Twins and γ Precipitates, Mater. Sci. Eng. A, 2012, 558, p 44–51
M. Qing et al., Grain Refining and Property Improvement of AZ31 Mg Alloy by Hot Rolling, Trans. Nonferr. Met. Soc. China, 2009, 19, p s326–s330
Y. Wang, Y. Xin, and Q. Liu, Annealing Induced Concentration of Basal Poles Toward the Normal Direction of a Hot Rolled Mg-5.7 Zn Plate, J. Alloys Compd., 2016, 666, p 341–345
J. Jain, W. Poole, and C. Sinclair, A Study on the Static Recrystallization of Cold Rolled Magnesium Alloy AZ 80, Magnes. Technol., 2006, 2006, p 147–152
H.-F. Sun, H.-Y. Chao, and E.-D. Wang, Microstructure Stability of Cold Drawn AZ31 Magnesium Alloy During Annealing Process, Trans. Nonferr. Met. Soc. China, 2011, 21, p s215–s221
Z.R. Zeng et al., Texture Evolution During Static Recrystallization of Cold-Rolled Magnesium Alloys, Acta Mater., 2016, 105, p 479–494
L. Lu et al., Effect of Annealing on Microstructure Evolution and Mechanical Property of Cold Forged Magnesium Pipes, Mater. Des., 2012, 39, p 131–139
C. Su, L. Lu, and M. Lai, Recrystallization and Grain Growth of Deformed Magnesium Alloy, Philos. Mag., 2008, 88(2), p 181–200
A.S.H. Kabir et al., Influence of Static Precipitation on Microstructure and Texture of Annealed Cold-Rolled Mg-Al-Sn Alloys, Metall. Mater. Trans. B, 2015, 46(4), p 1674–1683
H.-Y. Wang et al., Influence of Grain Size on Deformation Mechanisms in Rolled Mg-3Al-3Sn Alloy at Room Temperature, Mater. Sci. Eng. A, 2011, 528(29), p 8790–8794
N. Stanford and M.R. Barnett, The Origin of “Rare Earth” Texture Development in Extruded Mg-Based Alloys and Its Effect on Tensile Ductility, Mater. Sci. Eng. A, 2008, 496(1), p 399–408
A. Luo, R. Mishra, and A. Sachdev, High-Ductility Magnesium-Zinc-Cerium Extrusion Alloys, Scr. Mater., 2011, 64(5), p 410–413
S.R. Agnew et al., Enhanced Ductility in Strongly Textured Magnesium Produced by Equal Channel Angular Processing, Scr. Mater., 2004, 50(3), p 377–381
G. Gaurav et al., Synthesis and Effect of Misch Metal on Mechanical Properties of Conventional Cast Mg-Al-Zn-Sn-Pb Alloy System, Proc. Inst. Mech. Eng. Part L: J. Mater. Des. Appl., 2015, 231(7), p 627–637
F. Wang et al., Microstructure, Mechanical Properties and First-Principle Analysis of Vacuum Die-Cast Mg-7Al Alloy with Sn Addition, Rare Met., 2015. https://doi.org/10.1007/s12598-015-0585-3
P. Poddar and K. Sahoo, Microstructure and Mechanical Properties of Conventional Cast and Rheocast Mg-Sn Based Alloys, Mater. Sci. Eng. A, 2012, 556, p 891–905
L. Zhang et al., Twinning and Mechanical Behavior of an Extruded Mg-6Al-3Sn Alloy with a Dual Basal Texture, Mater. Sci. Eng. A, 2013, 578, p 14–17
D. Luo et al., Microstructure Evolution and Tensile Properties of Hot Rolled Mg-6Al-3Sn Alloy Sheet at Elevated Temperatures, Mater. Sci. Eng. A, 2015, 643, p 149–155
L. Zhang et al., Deformation Mechanisms of a Rolled Mg-6Al-3Sn Alloy During Plane Strain Compression, Mater. Sci. Eng. A, 2013, 578, p 362–369
Y. Kun et al., Discharge Behavior and Electrochemical Properties of Mg-Al-Sn Alloy Anode for Seawater Activated Battery, Trans. Nonferr. Met. Soc. China, 2015, 25(4), p 1234–1240
L. Zhang et al., Slip-Induced Texture Evolution of Rolled Mg-6Al-3Sn Alloy During Uniaxial Tension Along Rolling and Transverse Directions, Mater. Sci. Eng. A, 2014, 597, p 376–380
ASTM E 112-13, Standard Test Methods for Determining Average Grain Size, West Conshohocken, PA, 2014, p 1–28
P.N. Kalu and D.R. Waryoba, A JMAK-Microhardness Model for Quantifying the Kinetics of Restoration Mechanisms in Inhomogeneous Microstructure, Mater. Sci. Eng. A, 2007, 464(1), p 68–75
S.P. Chen et al., Quantification of the Recrystallization Behaviour in Al-Alloy AA1050, J. Mater. Sci., 2002, 37(5), p 989–995
N.A. Raji and O.O. Oluwole, Recrystallization Kinetics and Microstructure Evolution of Annealed Cold-Drawn Low-Carbon Steel, J. Cryst. Process Technol., 2013, 3(04), p 163
X. Ma, et al., Recrystallization Behavior of the Magnesium Alloy ZE20, in Magnesium Technology 2015, Springer, 2015, p 177–182
M. Oyarzábal, A. Martínez-de-Guerenu, and I. Gutiérrez, Effect of Stored Energy and Recovery on the Overall Recrystallization Kinetics of a Cold Rolled Low Carbon Steel, Mater. Sci. Eng. A, 2008, 485(1), p 200–209
T. Sakai et al., Recovery and Recrystallization of Polycrystalline Nickel After Hot Working, Acta Metall., 1988, 36(7), p 1781–1790
F. Humphreys, Review Grain and Subgrain Characterisation by Electron Backscatter Diffraction, J. Mater. Sci., 2001, 36(16), p 3833–3854
R. Mahmudi and S. Moeendarbari, Effects of Sn Additions on the Microstructure and Impression Creep Behavior of AZ91 Magnesium Alloy, Mater. Sci. Eng. A, 2013, 566, p 30–39
E. Doernberg, A. Kozlov, and R. Schmid-Fetzer, Experimental Investigation and Thermodynamic Calculation of Mg-Al-Sn Phase Equilibria and Solidification Microstructures, J. Phase Equilibria Diffus., 2007, 28(6), p 523–535
H.-Y. Wang et al., First-Principles Study of the Generalized Stacking Fault Energy in Mg-3Al-3Sn Alloy, Scr. Mater., 2011, 65(8), p 723–726
E. Sterling, Precipitation and Recrystallization in a Binary Magnesium-Neodymium Alloy, University of British Columbia, Vancouver, 2015
S. Liang, Deformation and Its Effect on Recrystallization in Magnesium Alloy AZ31, Master’s thesis, McMaster University, Hamilton, ON, Canada, 2012
A. Dehghan-Manshadi and P. Hodgson, Dependency of Recrystallization Mechanism to the Initial Grain Size, Metall. Mater. Trans. A, 2008, 39(12), p 2830
S.E. Ion, F.J. Humphreys, and S.H. White, Dynamic Recrystallisation and the Development of Microstructure During the High Temperature Deformation of Magnesium, Acta Metall., 1982, 30(10), p 1909–1919
H.S. Zurob, Y. Brechet, and G. Purdy, A Model for the Competition of Precipitation and Recrystallization in Deformed Austenite, Acta Mater., 2001, 49(20), p 4183–4190
Acknowledgments
The authors acknowledge the facilities at Advanced Center for Materials Science (ACMS) at IIT Kanpur.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Gaurav, G., Sarvesha, R., Singh, S.S. et al. Study of Static Recrystallization Behavior of a Mg-6Al-3Sn Alloy. J. of Materi Eng and Perform 28, 3468–3477 (2019). https://doi.org/10.1007/s11665-019-04104-0
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-019-04104-0