
Abstract
Purpose
A scalable life cycle inventory (LCI) model, which provides mass composition and gate-to-gate manufacturing data for a power electronic inverter unit intended for controlling electric vehicle propulsion motors, was developed. The purpose is to fill existing data gaps for life cycle assessment (LCA) of electric vehicles. The model comprises new and easy-to-use data with sufficient level of detail to enable proper component scaling and in-depth analysis of inverter units. The aim of this article (part II) is to describe the modeling of all production steps and present new datasets. Another objective is to explain the strategies for data collection, system boundaries, and how unit process datasets were made to interact properly with the scalable design model (part I).
Methods
Data for the manufacturing of the inverter unit was collected from a variety of literature, technical specifications, factory data, site visits, and expert interviews. The model represents current levels of technology and modern industrial scale production. Industry data dates back to 2012. Some older literature is referred to, but only if it was found to remain relevant. Upstream, new data has been gathered to the point where the Ecoinvent database can be used to model a full cradle-to-gate inventory. To make the LCI model easy to use, each flow crossing the system boundary is reported with a recommended linked flow to this database.
Results and discussion
The screening and modeling of manufacturing inverter units resulted in a substantial compilation of new inventory data. In close integration with the design model, which is scalable in size over a range of 20–200 kW in nominal power and 250–700 V in DC system voltage (part I), it forms a comprehensive scalable LCI model of a typical automotive power electronic inverter unit intended for traction motor control. New production data covers electroplating of gold, electro-galvanization, machining and anodizing of aluminum, ceramic substrate fabrication, direct copper bonding, photoimaging and regenerative etching, power module assembly with a two-step soldering process, and the assembly of automotive printed circuit boards.
Conclusions
Interviews with experts were found to be vital for effective data collection and the reporting of details a key to maintaining data usability over time, for reuse, rework, and criticism by other LCA practitioners.
Similar content being viewed by others

1 Introduction
1.1 Background
The production of active electronic semiconductor devices, for example, power transistor chips, demands large amounts of chemicals and energy per unit of mass compared to other products (Williams et al. 2002). Similarly, the fabrication and assembly of printed circuit boards (PCBs), as well as the modules for packaging power semiconductors, require a variety of materials, process chemicals, and furnace heat treatments (Sheng and Colino 2005; Coombs 2008), with related environmental impacts. Such electronics play a key role in automotive electric powertrains, to convert currents and voltages and to control the electric motor (Çaǧatay Bayindir et al. 2011; Emadi et al. 2008). However, there is a clear gap in life cycle assessment (LCA) literature on this topic and few studies can be found that focus on automotive power electronics (Hawkins et al. 2012).
Even so, two case studies were published recently. Li et al. (2016) investigated an automotive power module, the main active part of an inverter unit. They include upstream production of material constituents but no processing of parts beyond energy use, and they give few details on the modeling of the manufacturing (Li et al. 2016). Hernandez et al. (2017) studied an inverter operating as a traction motor controller, closely integrated with the electric motor. The manufacturing stages were modeled for energy requirements using the Ecoinvent database (Wernet et al. 2016). This database contains composition and production data for several different PCB components as well as generic production effort datasets for different component types such as capacitors (Wernet et al. 2016). However, important production steps required for the power module are not covered.
Indeed, there is aggregated life cycle inventory (LCI) data for complete automotive power electronic units available in Ecoinvent (Del Duce et al. 2014; Wernet et al. 2016), accounting for scrap losses and production energy use. Still, proper use of these datasets requires additional collection of often inaccessible information, i.e., component mass in combination with electrical requirements, and they are not suitable for scaling since the reference flow is one “kilogram of component,” with a fixed mass composition regardless of the electrical functionality, as discussed in part I of this series. Consequently, there is a lack of manufacturing data for power electronics, particularly for modeling units of varying size and functionality. There is also an overall need for more vehicle production records, as pointed out by both Hawkins et al. (2012) and Del Duce et al. (2014).
However, acquiring new inventory data is both challenging and time consuming (Baumann and Tillman 2004; Finnveden et al. 2009). Conventionally, LCA guidelines and standards specify what types of data to collect (ISO 2006; JRC-IES 2010) or the format and requirements for data documentation (ISO 2002), but descriptions on how to go about to fill the data gaps have been missing. In contrast, acknowledging the lack of data specifically for electric vehicles, the eLCAr guidelines (e-mobility Life Cycle Assessment recommendations) discuss two strategies for deriving new data—theoretical modeling or approximating from similar process data (Del Duce et al. 2013). But modifications of previous database records, or linked complementary modeling, call for deep understanding of existing datasets. Not only information tabulated on unit process level in a standardized format is useful, but also free text descriptions of the acquisition context and possibilities for data treatment, as recognized by the ISO standard for data documentation (ISO 2002) and exemplified by overviewing journal articles describing revisions of and additions to Ecoinvent (Del Duce et al. 2014; Treyer and Bauer 2016a, b).
1.2 Purpose and content: the scalable LCI model and the article series
In response to the lack of data for vehicle power electronics, a scalable LCI model was developed. It provides mass composition and manufacturing data for an inverter unit intended for controlling electric vehicle propulsion motors. The purpose of the model is to provide detailed component inventory data for LCA. It generates data on inverters ranging within 20–200 kW in nominal power and within 250–700 V in DC system voltage. The model results include a complete gate-to-gate inventory covering the production of the inverter, from materials and ready-made subcomponents, to a complete unit. It represents a typical stand-alone three-phase inverter unit with insulated gate bipolar transistors (IGBTs). The model excludes adjacent powertrain components, such as the electric motor, but additional user options allow modifications of the coverage, making it easier to combine the results with other data as if the unit is integrated in another part, e.g., a combined inverter and DC/DC voltage level converter.
Part I of this article series describes the technical design of a typical automotive inverter unit, how it has been represented in the LCI model and the principles for scaling of different subparts. It exemplifies how the model calculates detailed mass composition results for the inverter unit, and compares the model results for different input parameters with data for real and state-of-the-art inverter units published between 2013 and 2016, to validate the model. Challenges in the modeling work and the structure, technical scope, and user options of the LCI data model are explained.
An important overall aim when developing the LCI model was to provide a tool which is easy to use for LCA practitioners and to make the design scalable in size from easily acquired engineering parameters. This required not only mass composition data but also manufacturing data with sufficient resolution to capture the effects of scaling the inverter unit in size, also in production. All manufacturing processes were followed upstream to a point where LCI data for representative material production or subcomponents existed in the Ecoinvent database (Wernet et al. 2016), in order to facilitate the creation of a cradle-to-gate LCI. The inventory model can be downloaded as a Microsoft Excel spreadsheet file.Footnote 1 The manufacturing data can also be used independently, e.g., in LCA studies with identical productions steps for other electronic products.
The aim of this article, part II, is to describe the modeling of power electronics manufacturing, including assembly of PCBs, machining and surface treatment of die cast casing parts, and foremost, the making of the IGBT power module in several steps. The integration of these datasets is what turns the scalable design model (part I) into an LCI model. All new data is described to provide the technical context, but only three actual unit process datasets are reported in this paper, as examples (Table 1). The total data compilation is available in the SPINE@CPM LCA Database, including an underlying model report (Nordelöf and Alatalo 2017). Also in this paper, the selection of system boundaries for manufacturing is explained as well as the proposed use of Ecoinvent for upstream flows of materials, subcomponents, and production efforts, in order to fulfill the intended coverage of all production steps.
In addition, a substantial amount of time was spent on process data collection in this project, both into dead ends and rewarding investigations. Therefore, a subpurpose of this article is to report on experiences and discuss challenges encountered during the data collection procedure and describe how they were overcome, as a contribution to the LCA research practice.
The article series was written for a multidisciplinary audience, to address both LCA practitioners novel to power electronics and electrical power engineers aiming to use LCA results. The associated model report compiles relevant background information and power electronics theory for LCA practitioners, explains and motivates all model assumptions, and provides full descriptions of all gathered data, i.e., information that is too extensive for the scope of the article series (Nordelöf and Alatalo 2017).
2 Methods
2.1 Goal, scope, and interaction with the scalable design model
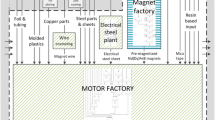
The goal of the LCI model is to fill existing data gaps for LCA of electric vehicles by representing a typical power electronic inverter unit intended for controlling electric vehicle propulsion motors. It provides mass and manufacturing data for a stand-alone three-phase inverter with IGBTs. The size of the unit is calculated from specific power and voltage requirements. It is a gate-to-gate LCI, predominantly with input of semiprocessed materials but also subparts ready for electronics assembly. Other life cycle stages, i.e., use and end-of-life treatment, are excluded. Figure 1 shows an overview of the modeled technical system.

Overview of the technical system boundaries for the collected production data, including different main information sources, and how the LCI model has been linked to existing datasets in the Ecoinvent database (Wernet et al. 2016)
The model has no geographical areas or sites defined for the production steps. The intention was to keep it representative on a global level, yet within the context of an industrialized country (see Section 2.4). Transportation of goods is not included, but expected to be added by the user if found relevant for the study in which the model is used. For the technical scope, the modeling of manufacturing processes was cautiously surveyed to interact properly with the scaling of the design, i.e., the level of detail allows for an appropriate account of the function in each production step. For example, in the process of making a circuit pattern on the power module substrate (shown in the etching dataset of Fig. 3), photoimaging data relates to the area being patterned, whereas the subsequent etching step is reported per unit of mass being removed. Consequently, the etching unit process dataset has dual reference flows, i.e., mass and area. This is a key feature of the LCI model. Although built with conventional unit processes, it keeps track of multiple parameters in the process flows, to adjust the representation of manufacturing in agreement with the scalable design model (part I). Examples are given in Table 1a, b.
Time-wise, both design and manufacturing data represent the current level of technology. Measured data from industry dates back to 2012. Many technical reports, datasheets, and research articles are from the same time period. However, older literature sources are also referred to, if they were judged to remain relevant, such as the extensive textbook on power modules by Sheng and Colino (2005) describing the standard power module design, which has remained similar since the 1990s (Tan et al. 2010; Volke and Hornkamp 2012).
2.2 Production activities and upstream links to Ecoinvent
As a general approach, manufacturing data was compiled to properly account for the scaling of the design, whereafter the model was expanded upstream to establish the system boundary where relevant and explicit matching flows for the input of semiprocessed materials or complete subparts were found in the Ecoinvent database (Wernet et al. 2016). Using the LCI model for a full cradle-to-grave LCA requires the gate-to-gate inventory to be linked to datasets representing both upstream and downstream processes. Downstream, the user is expected to model the inverter unit in a use phase context and further treatment when the unit is ready for disposal. Upstream, the user is recommended how to make use of Ecoinvent to establish a cradle-to-gate model.
In addition to material input, the gate-to-gate model accounts for the input of processing supplies, both energy and materials, and outputs in the form of emissions and wastes. To make the model easy to use, all inputs and outputs are reported with a recommendation for a linked flow in Ecoinvent version 3 (Wernet et al. 2016) (marked as E3 in the model report), except in cases where it is suggested that the user should make a deliberate methodological selection. This is then noted as optional, e.g., for electricity use in production.
Ecoinvent also offers a set of activities that reshape and integrate several singular material flows into more aggregated subproducts in a certain type of production effort or service activity. The model makes use of several such Ecoinvent datasets, since they were found to provide the best available data for how to model certain material transformations and the production of several subparts from their material constituents. An extended system boundary was defined to include these activities in a separate list of the LCI model file, to avoid confusion and make a distinction from the regular system boundary (the technical boundary referred to so far), as shown in Fig. 1. The reason for the two separate boundary setup is the formulation of these transformation activities and production efforts in Ecoinvent. They are formatted as services that reshape 1 kg of input raw material or semifinished product into 1 kg of output product (Hischier 2007; Steiner and Frischknecht 2007; Classen et al. 2009), but they do not include the materials and products being reshaped. Instead, they include energy use, wastes, and emission and compensate for losses in terms of material input for the product. As a result, the process reference flow represents the activity and not the output product. This is also the case when expressed as a mass, see for example, the description of “hot rolling” in Classen et al. (2009) or capacitor production in Hischier et al. (2007). The same setup was used in the previously mentioned LCI model of an electric traction motor (Nordelöf et al. 2018; Nordelöf and Tillman 2018). As an important note, these definitions are not consistent throughout all production efforts applied (Wernet et al. 2016). For explicit details, e.g., the different formats of the metal forming activities and the conversion of plastics, please refer to the original sources (Classen et al. 2009; Hischier 2007; Hässig and Primas 2007; Steiner and Frischknecht 2007).
In practical terms, the activities of the extended system are provided as recommendations for users to accurately model input to the inventoried gate-to-gate model (i.e., that of the regular system boundary), similar to other upstream flows. For users without access to Ecoinvent, wishing to model upstream flows by linking to another database, this makes the summary page of the LCI model file improper to use, but exact information about the input to each unit process can be found on the other pages of the file.
Finally, the choice of Ecoinvent, as the recommended basis for linked flows and the extended system boundary activities of the LCI model, will make it possible to conduct a qualitative uncertainty assessments of each flow in the inventory according to the Ecoinvent pedigree matrix (Wernet et al. 2016), as support for any user wishing to include uncertainty assessment based on error propagation using computational mathematics.
2.3 Data collection strategies
Two categories of data were identified during the work with the LCI model project: manufacturing data and equipment design data. For both categories, it was necessary to gather both descriptive and quantitative information. The design data is described in article part I. For the remainder of this paper (part II), manufacturing process data is in focus.
Data for the production of the inverter unit was collected from literature, technical specifications, factory data, site visits, and expert interviews. Two main strategies can be recognized for different datasets, using alternative starting points: either factory visits or textbook descriptions. Data for the surface mounting of PCBs and the assembly of the complete inverter unit was gathered from the facilities at Aros Electronics AB in Mölndal, Sweden (Aros 2013, 2014a, b, c, d, e, f, g; Edgren 2014, 2015, 2017; Stena 2014; Welin 2014a, b). The company designs and assembles PCBs and inverter units for control of electric machines in the range of 0.1–30 kW for automotive and other industry. The information included energy consumption charts, purchase summaries, process descriptions, and general explanations about electronics manufacturing. Factory data was supplemented with facts in specifications of machines and process chemicals and with descriptions from literature. Figure 1 specifies the main information sources for different blocks of data.
For the production of the power module, the strategy was reversed. Textbook descriptions and scientific articles were used as primary data sources, with the addition of experts’ descriptions, for example, regarding sintering and direct bonding of the ceramic substrate (Lenz 2014; Hedlund 2017). For some selected processes, data from the Aros plant was reworked to represent similar but not identical processes, e.g., in soldering of the chips of the power module.
For the aluminum casing, raw data collected for the preparation of electrical machine housings (Nordelöf et al. 2017; Nordelöf and Tillman 2018) was reused to compile a new dataset for machining. Complete datasets for die casting of aluminum and spray painting were also taken from Nordelöf et al. (2017) and Nordelöf and Tillman (2018). Electroplating is a key step in the production of several parts. A dataset for nickel plating had been established by Moing et al. (2009). It was simplified for the model, and it also served as a reference when using theory for electrolysis to establish new datasets for gold plating and electro-galvanization.
2.4 Representativeness of collected data and studied manufacturing procedures
The manufacturing methods used in the LCI model represent industrial scale production. In cases where different manufacturing routes were found to be equally common, effort was put into establishing manufacturing datasets that conform to the design modeling presented in part I. Moreover, considering the focus on scaling throughout both papers in the series, it is worth mentioning that the scale of production, e.g., in terms of underlying data for equipment type and energy use, is kept constant and represents high volume production for each unit process of in the LCI model. Still, the function of each unit process has been expressed such that when the design shifts in mass or dimensions, this becomes correctly modeled in the throughput of each step.
In terms of geography, collected data represents industrialized countries. The data sources for the design model (part I) were provided by a German electronics manufacturer with global operations (Infineon 2012, 2014; Volke and Hornkamp 2012). The data for the DC link capacitors also derives from global companies (Epcos 2017; Kemet 2017). The main literature source of power module manufacturing is a North American text book (Sheng and Colino 2005). General practices in electronics production, building services, and assembly procedures describe the conditions of a Swedish electronics factory (Aros 2016).
3 Representation of supplied electronic subcomponents
3.1 IGBT chips, printed circuit boards, and surface mounted board components
Semiconductors are produced from silica sand. Highly purified silicon crystals are doped and sliced into wafers, in turn fabricated to contain hundreds of devices. It is a very energy and material intensive process (Murphy et al. 2003; Williams et al. 2002). For the LCI model, this production was placed outside the system boundary and the user is referred to an Ecoinvent dataset for complete wafer production of integrated circuits (ICs) (Hischier et al. 2007; Wernet et al. 2016). However, there are differences between wafers intended for ICs and power IGBTs. The Ecoinvent dataset represents a method (the Czochralski process) for the crystal production that yields too many impurities compared to the ultrapure silicon required for IGBTs (Volke and Hornkamp 2012). No data was found for an evaluation of this difference, but higher purity typically requires more processing. In contrast, Schmidt et al. (2012) highlight that semiconductor manufacturing practices progress steadily and find that the Ecoinvent dataset (Hischier et al. 2007) is already a high estimate for energy use and emissions.
The surface mount devices (SMDs) on the PCBs are of two types: active (ICs, transistors, and diodes) and passive (resistors, capacitors, inductors, transformers, and connectors). Active SMDs consist of doped silicon, similar to the IGBT chips. But they are miniaturized in size, sometimes weighing only a few milligrams. This mass includes a copper frame, gold wire, and a plastic body (Coombs 2008). Resistors and capacitors are often made of ceramic materials with metal terminals (Panasonic 2008; TDK 2010). Larger capacitors can also be made as SDMs (see Section 3.2). Inductors and transformers comprise coils of copper wound around an iron core (Würth Elektronik 2014; Epcos 2016). Typically, SMDs are stored on a carrier tape, which is wound on a reel, ready for pick and place mounting during PCB assembly.
The PCBs of the inverter unit consist of a six layered laminated sandwich construction of woven fiberglass cloths impregnated with epoxy resin (FR-4 type, flame retardant) (Coombs 2008). Copper conductors are built up in patterns between the substrate layers, either in a subtractive etching process or in an additive, plating process. A final solder mask is applied to protect the board from short circuits and wear. For the making of PCB panels and SMDs, the model refers to existing Ecoinvent datasets (Wernet et al. 2016).
3.2 DC link capacitor fabrication
Power film capacitors are made by stacking or rolling polypropylene dielectric films with a layer of metal into capacitor elements. The film is extruded and cut to proper size before a thin layer of electrode material, aluminum or zinc, is vacuum deposited on one side (Vishay 2012; Epcos 2013; Cornell Dubilier 2016). As an alternative, metal foils are fabricated separately and wound together with the film. Flat windings in brick packages are made by compressing cylindrical rolls (Montanari et al. 2008; Epcos 2015). The capacitor end faces are sprayed with a metal, for example, a tin-copper mixture, to connect the electrode layers on each side and further to the terminals (Epcos 2013, 2015; Livingston 2014). The elements are dried to avoid oxidation before they are packaged in the plastic frame and sealed with a polyurethane potting resin (Epcos 2013).
Article part I describes the composition of the DC link capacitor and how it is scaled in size. For the production, linked flows in Ecoinvent were identified for all constituents except for the polyurethane resin, where additional data was gathered from Axson (2013). Next, it was recognized that the Ecoinvent activity “capacitor production, auxilliaries and energy use” (Hischier et al. 2007; Wernet et al. 2016) provides average data for all relevant steps in the production of film capacitors. Although old (collected 1998–2005), it was judged as being representative and the currently best available data for the DC link capacitor fabrication. The activity is a production effort of the type explained in Section 2.2. It was included within the extended system boundary.
4 Modeling the production of parts for protection, cooling, and interconnection
4.1 General processing of steel, copper, and brass parts
Copper foils, plates, and bars are made from rolled sheets that are shaped by cutting, punching, or drilling. Hot and cold rolling steps include heating and chemical and mechanical surface treatments (Classen et al. 2009). Copper wire production begins with the rolling of rods followed by cutting and iterative drawing to attain the desired wire size (Classen et al. 2009). Cable glands are made by casting or extruding brass followed by turning (CMP 2015). As shown in Fig. 2, all making of copper and brass parts was modeled by linking to Ecoinvent activities for metal working and forming within the extended system boundary. Figure 2 illustrates the flow through production activities for the copper parts.

Production activities for copper available in Ecoinvent 3 (Wernet et al. 2016), specified per kilogram of material being processed. These activities were included within the extended system boundary of the LCI model to account for general processing of copper parts
Steel terminals, screws, and washers were modeled in a similar way, starting from low-alloyed carbon steel, via hot rolling and section bar rolling, before parts are forged, threaded, cut, and drilled in the final step (Fig. 2).
4.2 The making of plastic parts and foils
Injection molding and extrusion are common methods to form plastics and elastomers from granulates (Hischier 2007). Three subparts in the inverter unit are made of molded plastics: the power module frame and lid and the nylon lamellar inserts of the cable glands. For the frame and lid molding, polyphenylene sulfide (PPS) powder is mixed with glass fiber and a small amount of flame retardant diantimony trioxide.
Extrusion is used for making the PET (polyethylene terephthalate) foils of the laminated bus bar, hard nylon spacers, and soft silicone rubber o-rings and gland seals. The two types of processing were included in the LCI model with ready-made Ecoinvent activities (Wernet et al. 2016) within the extended system boundary. All ingredients have recommended links to Ecoinvent substance flows. Diantimony trioxide was approximated with pure antimony metal, since their production is related (Grund et al. 2012).
4.3 Casting, machining, and coating the aluminum casing
As a simplification, both the air-cooled and the liquid cooled aluminum casings are supposed to be made by die casting. Extrusion is presumably a more common method of making heat sinks with fins, but casting was found more representative for the design of the housing compartment and the liquid cooled heatsink. In the next step, casings with liquid cooling go to spray painting, whereas those that are air cooled go to anodizing. Indeed, the latter coating type is more common for extruded parts, but it can also be used for castings (Davis 1993).
The procedure and data for die casting of aluminum were included as described in Nordelöf and Tillman (2018). Having left the casting foundry, the casing parts go to a workshop for machining and coating. Parts are machined and trimmed in a fully automatized multioperating machine. In this case, original raw data for the machining of electric motor housings (Karlsson 2013; Walter 2015, 2016) was reworked into a new dataset representative for the inverter casing geometry. Larger die cast parts have less excess material per kilogram of die cast metal compared to small parts. Surface trimming is the most time-consuming step.
For spray painting, it is possible to use either a powdered resin or a liquid varnish, i.e., where resin is provided in solution with a solvent. As for die casting, data for spray painting of machine housings was judged relevant and adopted from Nordelöf and Tillman (2018).
However, new data was collected for anodizing. The surface must be clean and free of oxides, so the process begins with chemical cleaning (Davis 1993). Next, the part is immersed in an acid solution and acts as the anode of an electrochemical process. Electricity is applied to build a protective oxide layer on the surface. The process can be made selective by masking some areas with a polyester tape, for example, where thermal interface material is applied in the final inverter unit assembly. In the final step, the pores of the oxide layer are closed by immersing the part in a bath of boiling water (Davis 1993; Shang et al. 2016). Full details representative for anodizing of auto parts were gathered from Davis (1993) but judged valid by comparison with newer publications (Osborn 2014; Shang et al. 2016).
4.4 Electroplating and electro-galvanization
Thin metal coatings on other metal surfaces can be achieved in a process called electroplating, i.e., using electricity and an electrolyte bath of metal salts (Moing et al. 2009; Schlesinger and Paunovic 2010). This technique is used to apply nickel on copper and brass and gold over nickel and for electro-galvanization, i.e., very thin (under 20 μm) zinc coatings on threaded steel parts (Schlesinger and Paunovic 2010; Walraven 2011). All surfaces have to be cleaned, first in an alkaline solution to remove grease and then in an acid solution to remove oxides, sometimes electrolytically (Moing et al. 2009; Schlesinger and Paunovic 2010). The latter step is called activation and is especially important when gold is plated on nickel, as the nickel otherwise might peel off (Schlesinger and Paunovic 2010). In functional plating (for industrial purposes), nickel plating baths are often based on (nickel) sulfamate, gold baths are cyanide-based, and zinc in solution with acid chloride is common for galvanization (Schlesinger and Paunovic 2010). The procedure requires frequent rinsing with pure water causing “drag-out” losses to the wastewater, and electroplating facilities can be expected to include both local water treatment and end-of-pipe cleaning systems for air emissions (Moing et al. 2009; US EPA 1996). Even so, small residues of metals and chemicals may pass through the systems and become emissions. The amount of metal plated on the surface is directly proportional to the quantity of electricity used, in accordance with Faraday’s law for electrolysis, with bath efficiencies around 95% (Schlesinger and Paunovic 2010).
LCI data for nickel plating and cleaning was available from Moing et al. (2009). It was moderately simplified and supplemented, for example, by suggesting links to wastewater treatment. The complete process was judged equally valid for plating on brass and the cleaning process valid for electro-galvanization.
A new dataset was established for gold plating in a bath with gold(I)potassium cyanide, including activation of the nickel surface before plating, by applying Faraday’s law for electrolysis and using information from multiple sources (LabChem 2013; Moing et al. 2009; Schlesinger and Paunovic 2010; US EPA 1996, 2016). Gold plating was found to be more energy efficient than nickel plating, both because of very high bath efficiencies (above 99%) and the difference in the oxidation state. As an example, the dataset for gold electroplating is presented in Table 1a.
New data was also gathered for the electro-galvanization of steel. Electricity use was rescaled from Moing et al. (2009) using Faraday’s law, while bath and emissions data was collected from Schlesinger and Paunovic (2010) and the US EPA (1996, 2016). No indication of airborne emissions of zinc was found.
4.5 Bus bar lamination
Lamination refers to the manufacture of a composite product where the benefits of different material properties are combined in a multiple-layer structure (Storm 2016). Laminated bus bars consist of layers with copper conductors and dielectric foils with good mechanical robustness, insulation, and conductivity. Extruded foils are cut, coated with an adhesive, and heated, before they are stacked and compressed together with ready-made nickel plated copper parts (Vanhoutte and Roelandt 2009; Storm 2016). Ecoinvent was found to provide a suitable dataset for the bus bar lamination process, “laminating service, foil, with acrylic binder” (Wernet et al. 2016). This activity includes cutting and spray coating of foils and heating and pressing of the complete structure. It was included within the extended system boundary of the model, as explained in Section 2.2.
5 Manufacturing of the power module
The process flow described in this chapter is presented in Fig. 3 (corresponding to Sections 5.1 and 5.2) and continues in Fig. 4 (Section 5.3). Between Figs. 3 and 4, parts are electroplated as described in Section 4.4.

Overview of the DCB manufacturing steps

The power module assembly
5.1 Production of the ceramic substrate
The ceramic substrate is fabricated from aluminum oxide powder in a tape casting process (Blackwell 2000). The powder is ball milled into a slurry with a solvent, a binder, a plasticizer, and a dispersant (Bengisu 2001).
The slurry is casted and flattened by a blade into a tape, before it is dried and stamped into the desired shape.
Next, the substrate is sintered in air at 1600–1700 °C. Sintering times can differ from 20 to 60 min for small batches (Bengisu 2001) up to 24 h for industrial scale furnaces with large continuous throughput of substrates (Hedlund 2017). During sintering, the “green body” densifies to its final substrate shape. The organic components added to the slurry evaporate during drying or burn-out in the sintering step (Blackwell 2000).
All steps of this process are very similar to those of other thin ceramic products, for example, substrates made of yttria-stabilized zirconia (YSZ) (Yuping et al. 2000; Bengisu 2001; Pehnt 2003). Consequently, data for the energy consumption of the sintering process was adapted from the making of solid oxide YSZ ceramics, including slurry mixing and milling, tape casting, stamping, drying, and a 24-h sintering cycle with an average output of more than 10 m2 total substrate area per hour (Hart et al. 2000). The originally stated energy use of 22.6 kWh/m2 for a 500-μm-thick substrate (Hart et al. 2000), became 21 kWh/m2 after an adjustment for material density. The slurry recipe was gathered from Yuping et al. (2000). Waste and emission figures were established from general data about ceramic (European Comission 2007) and constituents’ specifications (ScienceLab 2013a, b; Vanderbilt 2014; Haynes 2016). Twenty percent of the dispersant mass evaporates as ammonia and the remainder as volatile organic compounds. For the binder and plasticizer, it was assumed that half of the carbon content will decompose into carbon monoxide and the other half into carbon dioxide.
5.2 Direct copper bonding and the making of the conducting pattern
Copper foils are bonded to both sides of the ceramic substrate in a “direct copper bonding” process. The parts are cleaned, stacked, and sent into a furnace with nitrogen or argon gas and a very precise amount of oxygen (0.4% by mass) (Burgess and Neugebauer 1973; Ning et al. 2003; Torrey Hills 2017). The temperature cycle is regulated to oxidize the copper in a thin layer on the surface of the foils. It melts just above 1065 °C and forms a “eutectic” layer (Burgess and Neugebauer 1973). The temperature must remain below 1083 °C to avoid all the copper melting. The total cycle is typically 5.5 h long and takes place in a belt furnace (BTU 2013; Lenz 2014; Ning et al. 2003; Torrey Hills 2017). It results in a strong bond, and the final part is referred to as a direct copper bonded substrate (DCB).
The data for the direct bonding process was gathered and established from several sources. Batch-wise ultrasonic cleaning using various chemicals was based mainly on Ning et al. (2003) and Unger and Landis (2014). The underlying data for the energy estimation for the furnace bonding cycle was gathered from an experiment made by Franz and Weilguni (2011), where multiple-layered co-fired ceramic substrates were laminated in an industrial belt furnace (BTU 2013). They report the electricity use for heating and for running compressors, the sample size and the throughput, over 24 h of furnace operation. Using this data, a simple furnace model was created, where the temperature in different zones was rescaled and the throughput remodeled based on geometry. Ventilation data was adapted from Aros (see Section 6.1) and nitrogen use from Ghasemi et al. (2008).
In the next step, the upper copper foil of the DCB is turned into a conducting pattern by photoimaging and etching. The DCB is cleaned and coated with an UV reactive and etching-resistant organic “photoresist” (OECD 2004; Coombs 2008). The coating process involves heating, either as pre-baking or drying. The resist is adhered to the copper in a desired image by exposure to UV light through a mask. Non-adhered resist is washed away with a “developer.” The DCB is dried before the upper foil is etched in the exposed pattern to remove copper and create a circuit design. Cupric chloride is a common etching solution, which can be operated with continuous regeneration (Cakir 2006; Coombs 2008; Chemcut 2012). Regenerative systems based on chlorine gas are common because of low cost and easy control, but the method is sometimes avoided for safety reasons (Cakir 2006). The process requires continuous addition of water and chlorine gas. Hydrochloric acid is used to increase the etch rate (Chemcut 2012). The copper that is etched off the DCB can be recovered as excess cupric chloride.
Finally, a stripper is used to remove the remaining photoresist. There are many options for chemicals used as resists, developers, and strippers. Among the latter two, carbonate or hydroxide of sodium or potassium is common (Coombs 2008; Kuehr and Williams 2003; OECD 2004). There are also several water rinsing steps.
The foils of the DCB were assumed to cover 95% of the substrate area (both sides) before etching and 90% after etching (KCC 2012). Specific data for all steps in patterning the DCB was not found. Instead, data from different references was combined. The oven drying procedure was adapted (rescaling with temperature) from Aros data, and the energy required for UV exposure was found negligible. The quantity of processing chemicals was based on patterning of semiconductor wafers (Williams et al. 2002) but reworked to account for one surface layer only (Greig 2007; Mack 2006). Due to the many different possible options, the photoresist compound is not explicitly specified. Instead, the recommend linked flow to Ecoinvent (Wernet et al. 2016) states an average organic chemical. Air emissions from drying of resist were included (OECD 2004). The regenerative etching was modeled with data from Chemcut (2010, 2012) and water use adopted from electroplating (Moing et al. 2009). The data compiled for the patterning step is provided in Table 1b, as an example of unit process data.
5.3 Power module assembly
The fabrication of the power module requires several different bonding processes (Fig. 4). Soldering is often used to attach the power chips to the DCB (chip soldering) and the DCB to the baseplate (system soldering) (Volke and Hornkamp 2012; Sheng and Colino 2005). This is conducted using a two-step approach, with chip soldering in the first step, and system soldering in the second. In the latter, it is important to avoid the chip solder remelting since chips might shift out of position, leading to failure during operation. Traditionally, lead-based solders with 25–40 °C difference in melting points were used (Olszewski 2006; Sheng and Colino 2005). The shift to lead-free bonding became a challenge, since all standard solders have melting points within 218–240 °C (Sheng and Colino 2005). However, newer production methods have evolved that can create joints withstanding above 400 °C without melting, using standard lead-free solders and ordinary reflow temperatures of 240–260 °C (Guth et al. 2010; Volke and Hornkamp 2012; Khaja et al. 2013). The key is to make the solder joint very thin (10–15 μm) and to apply pressure or vacuum during the reflow process, so that thin alloy phases of solder and the bonded metals occur in the joint, called “diffusion soldering.” This is primarily used for the chip attachment but is also possible for system soldering. The main disadvantage is costly equipment (Sheng and Colino 2005).
For the LCI model, it is assumed that the chip attachment is achieved in a combined vacuum and “vapor-phase soldering” (VPS) diffusion process, i.e., a vaporized liquid is used to transfer heat to the soldering object (Leicht and Thumm 2008; Khaja et al. 2013). In addition, a thin layer (20 μm) of solder paste is stencil printed very precisely onto the DCB and the chips are machine-positioned (Khaja et al. 2013; Sheng and Colino 2005).
In the next step, the baseplate is stencil printed and placed in a fixture together with the DCB, and these go through system soldering in a convection reflow oven with nitrogen atmosphere. The reflow soldering data from Aros (see Section 6.1) was judged to be a good representation for the system soldering process, since the temperature profile and the oven type are identical. It was also used as an estimate for the chip soldering process, based on a comparison of vacuum VPS technique with convection reflow soldering at similar temperatures. Vacuum VPS soldering is more efficient (IBL 2017; Leicht and Thumm 2008) while the time required for diffusion soldering is longer (Coombs 2008; Khaja et al. 2013), and, by coincidence, the two factors were found to balance each other numerically. However, vacuum VPS does not require nitrogen flow gas.
Stencil printing requires cleaning of stencils and frames. There are also cleaning steps for the power module before and after the soldering. Pre-solder cleaning was modeled as ultrasonic aqueous cleaning followed by a vacuum furnace bake for 4 h at 150 °C (Sheng and Colino 2005). Postsolder cleaning is conducted using acetone and isopropanol and was based on the dataset for photoimaging (Table 1b).
The assembly process continues when the molded plastic frame with pre-anchored terminals and contacts is attached to the baseplate using screws and a thin layer of adhesive. Subsequently, the module is cleaned again in a process called plasma cleaning—radio frequencies are powered in argon gas—before the upper side of the chips and the DCB circuitry are wire bonded. There are many options for this step, but for this model, ultrasonic wedge bonding was assumed. When applied for copper to copper bonds, it is referred to as ultrasonic welding (Volke and Hornkamp 2012). It is also used for connecting the contacts to the DCB. The number of bonds was approximately related to the chip area. Next, the module is filled with silicone potting gel and cured with UV light (Henkel 2010, 2011; MTA 2014; Wacker 2014; Volke and Hornkamp 2012). Lastly, silicone adhesive is used again to glue the lid onto the frame and seal the power module before it is transported to the inverter assembly.
6 The assembly factory
6.1 Surface mounted assembly of the printed circuit board
Un-mounted PCB panels are divided into boards at the assembly factory. Boards are wiped clean and placed in a stencil printing machine where solder paste is applied. The paste is a mixture of solder metal alloy powder and “flux” with the role to remove impurities. Typically, it consists of alcohols and natural rosins (Coombs 2008). The stencil makes sure that the paste is applied on the pads of the board where the solder joints are to bond the components. For surface mount PCBs complying to automotive thermal requirements, the pad area of a well populated board is only about 20% of the total area (Edgren 2015). Some solder paste is lost during printing and caught in filters during regular ultrasonic stencil cleaning. But most losses are due to disposal of degraded paste (Edgren 2015).
Next, boards are transported by conveyors through a pick-and-place machine, placing the miniature SMDs precisely on the solder paste deposits. The PCBs enter a reflow oven with a nitrogen atmosphere—to prevent oxidation and improve the bonding (Sheng and Colino 2005; Coombs 2008). Peak temperature during the cycle is at most 260 °C and the processing time 5–7 min (Coombs 2008). Most of the flux is evaporated as air emissions. The board passes onto inspection, in circuit testing and conformal coating. The latter means that a polyurethane lacquer or a silicone coating is applied to protect against mechanical wear and various contaminants. Typically, the coating is sprayed onto the PCB with very precise control, only onto selected areas, and with uniform coating. If a lacquer is used, this requires an oven drying and hardening process for about 20 min at 80 °C, where the solvents evaporate.
Data for the PCB assembly was gathered from Aros: site visit notes; electricity consumption charts, purchase summaries, and waste data (Aros 2013, 2014a, b, c, d, e, f, g; Stena 2014; Welin 2014a, b); and through interviews (Edgren 2014, 2015, 2017). The received electronic information extended back to 2007, but the data compilation reflects production during 2013. This data was complemented by multiple machine and process chemicals specifications. As for the power module, the solder paste was modeled to consist of 89% lead-free Sn95.5Ag3.9Cu0.6 solder and 11% flux, matching the existing Ecoinvent dataset (Hischier et al. 2007; Wernet et al. 2016). A paste with similar composition and flux of no-clean type is used at Aros (with 45% denatured alcohol and 55% natural rosin). Hence, the boards need no cleaning of flux residues after reflow. The washings of printing stencils and frames are the main cleaning steps in the PCB assembly, supplemented only by manual wiping of panels and general cleaning of the machinery. Data for the PCB assembly is presented in Table 1c.
The actual solder paste consumption at Aros was not used to estimate the amount of paste used on the PCBs, partly because there was no information to differentiate the amount of board area subject to different soldering processes (reflow, wave, and selective soldering). Also, the component density and the layout of the design vary, depending on the application. Instead, information from Deubzer (2007) and Edgren (2015) was combined to estimate the total paste use for the automotive boards to 94 g/m2, including losses. This equals 84 g/m2 of paste applied on the board after printing and 75 g/m2 of solder on the finished board. Total losses of un-mounted panel, components, and assembled boards are very small, under 0.1% according to Edgren (2014).
6.2 Complete inverter unit assembly and technical building services
In the final assembly, all parts are brought together into one unit, using mostly handheld tools. The thermal interface material (a mix of aluminum oxide, zinc oxide, and silicone oil) is dispensed on the bottom of the casing and spread uniformly before the power module; the DC-link capacitor and cable glands are secured into the housing compartment of the casing. The driver and logic boards are mounted on top of the power module, and the laminated bus bar interconnects the power module, DC-link capacitor, and the terminals.
For the model, it was assumed that the PCBs are connected to the power module using pin connectors instead of being soldered. However, one more bonding step takes place before the final assembly—the external signal connector, which is through-hole soldered to the logic board. This was modeled with an automated selective soldering process based on Aros data. Next, the connector and logic board are mounted in parallel into the housing compartment and the casing wall.
There are several basic functions necessary to running an electronics factory, additional to the specific manufacturing processes. These functions are often referred to as technical building services and relate to the total activity of the plant, including for example, ventilation, lighting, tools, and computers for various work and tasks. At Aros, almost all machines use compressed air in addition to electricity (Edgren 2017). This is generated by a compressor powered by electricity. Consequently, there is an environmental load carried by each unit produced at the factory and the split between them must be decided by means of allocation.
Data for building services was gathered from Aros (Aros 2013, 2014a, b, c, d, e, f, g; Edgren 2014, 2015, 2017; Stena 2014; Welin 2014a, b). The allocation was based on occupied floor area (to link activities to PCB assembly or the mounting of complete inverter units) and calculated per PCB area and the number of complete inverter units (regardless of size), as the best available parameters.
7 Concluding discussion and recommendations
The screening of procedures required to manufacture a power electronic inverter unit and the parallel examination of how to best represent all processing steps for LCA resulted in a substantial compilation of new inventory data. Along with the model of the design, which is scalable in size from easily acquired engineering parameters (part I), it forms a complete LCI model of a typical automotive power electronic inverter unit intended for traction motor control. The new production unit process datasets cover electroplating of gold on nickel; electro-galvanization of steel; machining and anodizing of aluminum casings; ceramic substrate fabrication; direct copper bonding; photoimaging and regenerative etching; power module assembly including cleaning, a two-step soldering process with lead-free solder and ultrasonic wedge bonding; the assembly of surface mount automotive PCBs; and final assembly of the complete unit with building services. In addition, other required steps in the production are included by incorporating adequate existing datasets from literature and by modeling with specific Ecoinvent manufacturing activities. Furthermore, recommendations are made for linked flows in Ecoinvent to represent semiprocessed materials and ready-made subparts.
The data is reported in relatively great detail, both in papers I and II, but foremost in the model report (Nordelöf and Alatalo 2017). One reason is that the target audience is multidisciplinary, with different prior knowledge about power electronics and expected use of the model details. Another motivation is that these documents are intended to cohere and explicate the standardized data documentation (ISO 2002) available directly in the SPINE@CPM LCA database, both for the LCI model and single new unit process datasets. Standardized tabulated information is indeed important, and during the work, it was found very useful when comparing specific properties of already existing datasets, such as temporal validity, geographical coverage, or overviewing technical scope. However, the locked structure also implies fragmentation and sometimes leads to that contextual information is missing. In fact, the project exposed that detailed free text descriptions of data often provided the required clarity and transparency to enable reuse, rework, and criticism of older datasets which is vital to maintaining their usability over time. This can be exemplified by several Ecoinvent datasets where reports (Classen et al. 2009; Hischier 2007; Hischier et al. 2007; Hässig and Primas 2007; Steiner and Frischknecht 2007) and journal articles (Del Duce et al. 2014; Muller et al. 2016) were found to provide context and explain specific details and features of different datasets much more comprehensibly than the information provided on unit process level (Wernet et al. 2016). Consequently, LCA practioners compiling inventory data are recommended to complement any standardized records with free text which describes the datasets in a broader context, including motives behind assumptions and procedural details.
The two different starting points for the data collection—the Aros factory data as one root source and a few main literature data sources as the other—both exemplify the need for “data building,” as discussed by Nordelöf and Tillman (2018). Data building can be regarded as a combination of the two strategies suggested by the eLCAr guidelines (Del Duce et al. 2013) for data collection, i.e., theoretical modeling and approximating from similar data (see Section 1.1). More precisely, it means to combine and adapt existing or newly gathered data from different sources to fit together in one process dataset, sometimes requiring recalculations based on theory. Often in LCA literature, a typical data collection procedure is depicted as uncomplicated, where a complete and ready-to-use LCI dataset can be acquired from one single source, or at least several sources describing the same process or facility (Nordelöf and Tillman 2018). And indeed, with quick look at one example, the data gathered from the Aros factory for PCB assembly can be viewed as complete from one single source, but when going into details there was a need for adaption and supplements. This was illustrated during the modeling of solder paste application where literature data (Deubzer 2007) and expert judgments (Edgren 2015) had to be combined with the factory data, in order to model the processes in line with the inverter design. A benefit of data building is that the dataset can be made flexible and relevant.
Using the data building approach, the role of expert consultation cannot be underestimated as a method to clarify specific details, to provide general technical information as a basis for assumptions and simplifications, and to confirm examples of practices or procedural descriptions provided by research articles and textbooks, as in the case when Lenz (2014) confirmed the industrial relevance of the precise DCB bonding heat cycle described in a journal article by Ning et al. (2003).
Finally, it was found that modeling of furnace processes in different stages of electronics manufacturing is a challenge. Frequent reasonability checks were required, because results were non-intuitive. A good example is given by the energy per square meter of product required for sintering ceramic substrates at 1600–1700 °C for 24 h (21 kWh/m2), which is much lower compared to the total energy for the surface mounting of PCBs, where reflow soldering at 260 °C and oven drying of the conformal coating at 80 °C, taking a total time of less than 30 min, are the main consumers of energy (46 kWh/m2). The key observation is that energy consumption per unit is always highly dependent on the throughput, i.e., the ability to utilize the furnace efficiently in terms of load rate and stand-by time.
8 Accessing the LCI model file and model report
The life cycle inventory model file (Nordelöf 2017) and the model report (Nordelöf and Alatalo 2017) can be downloaded from the SPINE database provided by Swedish Life Cycle Center:
http://cpmdatabase.cpm.chalmers.se/Scripts/sheet.asp?ActId=JT-2017-06-26-43
Notes
Available from the SPINE@CPM LCA Database provided by the Swedish Life Cycle Center at: http://cpmdatabase.cpm.chalmers.se/Scripts/sheet.asp?ActId=JT-2017-06-26-43
References
Aros (2013) Main electricity consumers at Aros Electronics AB. 2013. Aros Electronics AB, Mölndal, Sweden. (Data chart for the electricity use of the five most electricity consuming units during Q1-Q4 2012, at Aros Electronics AB)
Aros (2014a) Avfallsartikelnr med intäktspriser. September 3, 2014. Aros Electronics AB, Mölndal, Sweden (Definition of waste catagories to be sent off to different treatment facitilities)
Aros (2014b) Elförbrukning 2014 exkluderat fjärrvärme. 28 August, 2014. Aros Electronics AB, Mölndal, Sweden. (Monthly summary chart of electricity consumption at Aros Electronics AB, Q1-Q3)
Aros (2014c) Main electricity consumers at Aros Electronics AB. 2014. Aros Electronics AB, Mölndal, Sweden. (Data chart for the electricity use of the five most electricity consuming units during Q1-Q2 2014, at Aros Electronics AB)
Aros (2014d) Nitrogen - Mängdberäkning. 2014. Aros Electronics AB, Mölndal, Sweden. (Data chart for the conversion of nitrogen use between different units and liquid nitrogen purchase data for 2013)
Aros (2014e) PCB production and consumables, summary datasheet 2007–2013. 2014. Aros Electronics AB, Mölndal, Sweden. (Company data summary for all manufacturing related procurement for 2007–2013)
Aros (2014f) Purchase data for unmounted printed circuit boards, detailed datasheet for 2013–2014. 2014. Aros Electronics AB, Mölndal, Sweden. (Company data chart for PCB procurement for 2013–2014)
Aros (2014g) Purchased goods and services, detailed datasheet for 2013. 2014. Aros Electronics AB, Mölndal, Sweden. (Company data chart for all manufacturing related procurement for 2013)
Aros (2016) Working with Aros—keeping our customers at the forefront. Aros Electronics AB. http://www.aros.se/working_with_aros. Accessed April 12 2017
Axson (2013) RE 12840 Polyol RE 1010 isocyanate electrical polyurethane resin, two-component—cold curing, rigid. 23 October, 2013. Axson Technologies, France. (Product information datasheet, document no. TDS10F0102)
Baumann H, Tillman A-M (2004) The hitch Hiker’s guide to LCA—an orientation in life cycle assessment methodology and application. Studentlitteratur, Lund
Bengisu M (ed) (2001) Engineering ceramics. Schuler GmbH & Springer Berlin Heidelberg, Heidelberg. https://doi.org/10.1007/978-3-662-04350-9
Blackwell GR (ed) (2000) The electronic packaging handbook. Electronics Handbook Series. CRC Press LCC, Boca Raton
BTU (2013) Controlled Atmosphere Furnace. 4 April, 2013. BTU International, Inc, Massachusetts, USA. (Belt furnace technical information and sales broschure)
Burgess JF, Neugebauer CA (1973) Direct bonding of metals with a metal-gas eutectic. USA Patent 3,744,120
Çaǧatay Bayindir K, Gözüküçük MA, Teke A (2011) A comprehensive overview of hybrid electric vehicle: powertrain configurations, powertrain control techniques and electronic control units. Energy Convers Manage 52(2):1305–1313
Cakir O (2006) Copper etching with cupric chloride and regeneration of waste etchant. J Mater Process Technol 175(1–3):63–68
Chemcut (2010) CHEMCUT regeneration models 903, 907C, 907H. March, 2010. Chemcut Corporation, Pennsylvania, USA. (Company saled brochure, Rev B2 0310)
Chemcut (2012) Technical information bulletin 8—process guidelines for cupric chloride etching 2012. Chemcut Corporation, Pennsylvania, USA. (Company white paper)
Classen M, Althaus H-J, Blaser S, Scharnhorst W, Tuchschmid M, Jungbluth N, Emmenegger MF (2009) Life cycle inventories of metals. March, 2009: Ecoinvent report No. 10. Swiss Centre for Life Cycle Inventories, Dübendorf, Switzerland. (Data v2.1 )
CMP (2015) CMP Cable Glands & Accessories. July, 2015. CMP Products, Newcastle, United Kingdom. (Product catalog, document no. TPC 200 - ISSUE1–08/15)
Coombs CF (ed) (2008) Printed circuits handbook, 6th edn. The McGraw-Hill Companies, New York
Cornell Dubilier (2016) Power film capacitor application guide. CDE Cornell Dubilier. http://www.cde.com/resources/catalogs/filmAPPguide.pdf. Accessed 14 Sep 2016
Davis JR (ed) (1993) Aluminum and aluminum alloys. ASM Specialty Handbook ASM International, USA
Del Duce A, Egede P, Öhlschläger G, Dettmer T, Althaus H-J, Bütler T, Szczechowicz E (2013) eLCAr—guidelines for the LCA of electric vehicles. January 31, 2013: proj. no. 285571. (Report from project “E-mobility life cycle assessment recommendations”, funded within the European Union Seventh Framework Programme—FP7/2007-2013)
Del Duce A, Gauch M, Althaus H-J (2014) Electric passenger car transport and passenger car life cycle inventories in Ecoinvent version 3. Int J Life Cycle Assess 21:1314–1326. https://doi.org/10.1007/s11367-014-0792-4
Deubzer O (2007) Explorative study into the sustainable use and substitution of soldering metals in electronics: ecological and economical consequences of the ban of lead in electronics and lessons to be learned for the future. Delft University of Technology, Delft
Edgren PJ (2014) Manufacturing Process Manager at Aros Electronics AB, Mölndal, Sweden. Personal communication during site visit with Nordelöf A. September 3rd and November 17th, 2014
Edgren PJ (2015) Manufacturing Process Manager at Aros Electronics AB, Mölndal, Sweden. Personal communication during site visit with Nordelöf A. May 13th, 2015
Edgren PJ (2017) Manufacturing Process Manager at Aros Electronics AB, Mölndal, Sweden. Personal telephone communication with Nordelöf A. January 11th and 19th, 2017
Emadi A, Young Joo L, Rajashekara K (2008) Power electronics and motor drives in electric, hybrid electric, and plug-in hybrid electric vehicles. IEEE Trans Ind Electron 55(6):2237–2245. https://doi.org/10.1109/tie.2008.922768
Epcos (2013) EPCOS product brief 2014: film capacitors—PCC power capacitor chip for 650-VR semiconductor modules in e-mobility applications. October 2013. Epcos AG, TDK Group, Munich, Germany. (Product brief)
Epcos (2015) Film capacitors—general technical information. September 2015. Epcos AG, TDK Group, Munich, Germany (Technical information brochure)
Epcos (2016) SMT current sense transformers. May, 2016. Epcos AG, TDK Group, Heidenheim, Germany. (Product technical information, series/type B82801A)
Epcos T (2017) About Epcos. Epcos AG, TDK Group. https://en.tdk.eu/tdk-en/180332/company/epcos-worldwide-. Accessed 12 April 2017
European Comission (2007) Reference document on best available techniques in the ceramic manufacturing industry. 2007. The European IPPC Bureau at the Institute for Prospective Technological Studies, Sevilla
Finnveden G, Hauschild MZ, Ekvall T, Guinée J, Heijungs R, Hellweg S, Koehler A, Pennington D, Suh S (2009) Recent developments in life cycle assessment. J Environ Manag 91(1):1–21
Franz M, Weilguni M (2011) Energy consumption and CO2 emissions in the life cycle of LTCC substrates based on small batch production. E I Elektrotech Inf tech 128(11):404–407
Ghasemi H, Sani MF, Kokabi A, Riazi Z (2008) Alumina-copper eutectic bond strength: contribution of preoxidation, cuprous oxides particles and pores. In: Proceedings of Materials & AustCeram 2007, Sydney, Australia, 4–6 July 2007. Australian Ceramic Society, Institute of Materials Engineering Australasia
Greig WJ (2007) Integrated circuit packaging, assembly and interconnections. Springer US, New York
Grund SC, Hanusch K, Breunig HJ, Uwewolf H (2012) Antimony and antimony compounds. Ullmann’s encyclopedia of industrial chemistry, vol 4. Wiley-VCH Verlag GmbH & Co, Weinheim
Guth K, Siepe D, Görlich J, Torwesten H, Roth R, Hille F, Umbach F (2010) New assembly and interconnections beyond sintering methods. Paper presented at the 6th International Conference on Integrated Power Electronics Systems, Nuremberg, Germany
Hart N, Brandon N, Shemilt J (2000) Environmental evaluation of thick film ceramic fabrication techniques for solid oxide fuel cells. Mater Manuf Process 15(1):47–64. https://doi.org/10.1080/10426910008912972
Hässig W, Primas A (2007) Life cycle inventories of comfort ventilation in dwellings 2007: Ecoinvent report no. 25. Swiss Centre for Life Cycle Inventories, Dübendorf, Switzerland. (Data v2.0)
Hawkins T, Gausen O, Strømman A (2012) Environmental impacts of hybrid and electric vehicles—a review. Int J Life Cycle Assess 17(8):997–1014
Haynes WM (2016) CRC handbook of chemistry and physics, 97th edn. CRC Press, Taylor and Francis Group, LLC, Boca Raton
Hedlund A (2017) General manager, CeramTec Scandinavia. Personal communication with Nordelöf A. February 8th, 2017
Henkel (2010) Technical data sheet LOCTITE® 5055™. July 2010. Henkel Corporation, United States. (Product datasheet)
Henkel (2011) Loctite—product description sheet loctite UV conveyor, part 1241543. December 2011. Henkel Corporation, USA. (UV conveyor datasheet, ref. no. 8903205)
Hernandez M, Messagie M, De Gennaro M, Van Mierlo J (2017) Resource depletion in an electric vehicle powertrain using different LCA impact methods. Resour Conserv Recy 120:119–130
Hischier R (2007) Life cycle inventories of packagings and graphical papers—part II, plastics. 2007: Ecoinvent report no. 11. Swiss Centre for Life Cycle Inventories, Dübendorf, Switzerland. (Data v2.0)
Hischier R, Classen M, Lehmann M, Scharnhorst W (2007) Life cycle inventories of electric and electronic equipment: production, use and disposal. December, 2007: Ecoinvent report 18. Swiss Centre for Life Cycle Inventories, Dübendorf, Switzerland. (Data v2.0)
IBL (2017) VAC745/765—premium vacuum vapor phase machine. 2017. IBL Löttechnik GmbH, Germany (Vacuum VPS machine specfication)
Infineon (2012) HybridPACK™—application note: hybrid kit for HybridPACK™1—evaluation kit for applications with HybridPACK™1 module. March 2012. Infineon Technologies AG, Munich, Germany. (Application note, v2.5 2012–03-30)
Infineon (2014) HybridPACK™—Application note: hybrid kit for HybridPACK™2—evaluation kit for applications with HybridPACK™2 module. August 2014. Infineon Technologies AG, Munich, Germany. (Application note, v2.4, 2014–08-11)
ISO (2002) Environmental management—life cycle assessment—data documentation format, ISO/TS 14048:2002(E). STD-899752, 2002–02-13. International Organization for Standardization, Geneva, Switzerland
ISO (2006) Environmental management—life cycle assessment—principles and framework, ISO 14040:2006. STD-46612, 2006-10-05. International Organization for Standardization, Geneva, Switzerland
JRC-IES (2010) International Reference Life Cycle Data System (ILCD) handbook—general guide for life cycle assessment—provisions and action steps. First edn. March, 2010: EUR 24378 EN. European Commission—Joint Research Centre—Institute for Environment and Sustainability, Publications Office of the European Union, Luxembourg
Karlsson P (2013) Mätning vid Malmköpings Mekaniska Werkstad AB. 2013. Industriell Laststyrning. (Measurement charts for energy and power consumption as part of an energy survey at Malmköpings Mekaniska Werkstad AB)
KCC (2012) Technical specification of DCB substrates. 2012. KCC Corporation, Jeonju, South Korea. (Technical specification, 12–001)
Kemet (2017) History of KEMET. Kemet Corporation. http://www.kemet.com/. Accessed April 12 2017
Khaja AS, Kaestle C, Reinhardt A, Franke J (2013) Optimized thin-film diffusion soldering for power-electronics production. In: Proceedings of the 36th International Spring Seminar on Electronics Technology, 8–12 May 2013. pp 11–16. https://doi.org/10.1109/ISSE.2013.6648206
Kuehr R, Williams E (eds) (2003) Computers and the environment: understanding and managing their impacts. Eco-efficiency in industry and science, vol 14. Springer Netherlands. https://doi.org/10.1007/978-94-010-0033-8
LabChem (2013) Hydrochloric acid, 50% v/v—safety data sheet. March 7, 2013. LabChem Inc., Zelienople, Pennsylvania, USA (MSDS for 50% HCl by volume, in solution. In accordance with Federal Register / Vol. 77, No. 58 / Monday, March 26, 2012)
Leicht H, Thumm A (2008) Today’s vapor phase soldering-an optimized reflow technology for lead free soldering. In: SMTA International Conference Proceedings, London
Lenz R (2014) Technical expert at projects & sales of large muffle furnaces for DCB application, semiconductor & microelectronics, centrotherm photovoltaics AG, Blaubeuren, Deutschland. Personal communication with Nordelöf A. October 29th, 2014
Li J, Wang C, Zhang B (2016) Life cycle assessment of a typical electric vehicle IGBT module. Mater Sci Forum 847:398–402
Livingston (2014) Automatic metal spraying machine. Model: LSSP-500A. Livingston Industrial Co., Ltd. http://www.livingston.com.tw/capacitors/pdf-machine/W52-Spray-SP500.pdf. Accessed 9 Septmeber 2014
Mack CA (2006) Field guide to optical lithography, vol FG06. SPIE field guides. SPIE—The International Society for Optical Engineering, Bellingham, Washington
Moing A, Vardelle A, Legoux JG, Themelis NJ (2009) LCA comparison of electroplating and other thermal spray processes. Paper presented at the Thermal Spray 2009: Expanding thermal spray performance to new markets and applications (ASM international), Las Vegas
Montanari D, Saarinen K, Scagliarini F, Zeidler D, Niskala M, Nender C (2008) Film capacitors for automotive and industrial applications. In: CARTS Europe 2008, Helsinki, Finland, 20–23 October 2008. Curran Associates, Inc., pp 70–84
MTA (2014) Soldering & Dispensing. 3 April, 2014. MTA Automation Inc., Unitechnologies SA, Connecticut, USA. (Product catalog for selective soldering and dispensing equipment)
Muller S, Lesage P, Ciroth A, Mutel C, Weidema BP, Samson R (2016) The application of the pedigree approach to the distributions foreseen in Ecoinvent v3. Int J Life Cycle Assess 21:1327–1337
Murphy CF, Kenig GA, Allen DT, Laurent J-P, Dyer DE (2003) Development of parametric material, energy, and emission inventories for wafer fabrication in the semiconductor industry. Environ Sci Technol 37(23):5373–5382
Ning H, Ma J, Huang F, Wang Y, Li Q, Li X (2003) Preoxidation of the Cu layer in direct bonding technology. Appl Surf Sci 211(1–4):250–258
Nordelöf A (2017) Scalable power electronic inverter LCI model.xlsm [Online]. Version 1.0. Gothenburg, Sweden: environmental systems analysis; Chalmers University of Technology. Distributed by the Swedish Life Cycle Center. Available: http://cpmdatabase.cpm.chalmers.se/Scripts/sheet.asp?ActId=JT-2016-06-21-39. (Gate to gate life cycle inventory in Microsoft Excel macro-enabled worksheet)
Nordelöf A, Alatalo M (2017) A scalable life cycle inventory of an automotive power electronic inverter unit—technical and methodological description, version 1.0. 2017: ESA report no. 2016:5. Department of Energy and Environment, Divisions of Environmental Systems Analysis & Electric Power Engineering, Chalmers University of Technology, Gothenburg, Sweden
Nordelöf A, Tillman A-M (2018) A scalable life cycle inventory of an electrical automotive traction machine—part II: manufacturing processes. Int J Life Cycle Assess 23(2):295–313
Nordelöf A, Grunditz E, Tillman A-M, Thiringer T, Alatalo M (2017) A scalable life cycle inventory of an electrical automotive traction machine—technical and methodological description, version 1.01. 2017: ESA report no. 2016:4 (version 1.01 updated 2017). Department of Energy and Environment, Divisions of Environmental Systems Analysis & Electric Power Engineering, Chalmers University of Technology, Gothenburg, Sweden
Nordelöf A, Grunditz E, Tillman A-M, Thiringer T, Alatalo M (2018) A scalable life cycle inventory of an electrical automotive traction machine—part I: design and composition. Int J Life Cycle Assess 23(1):55–69
OECD (2004) Series on emission scenario documents no. 9. Emission scenario document on photoresist use in the semiconductor manufacturing. OECD Environmental Health and Safety Publications. 24 June, 2004: ENV/JM/MONO(2004)14. Environment directorate, environmental health and safety division, Organisation for Economic Co-operation and Development (OECD), Paris, France
Olszewski M (2006) High-temperature high-power packaging techniques for HEV traction applications. November 2006. Oak Ridge National Laboratory, US Department of Energy, USA
Osborn JH (2014) Understanding and specifying anodizing: what a manufacturer needs to now... 2014. Corporation O, Novato, California, USA. (Company white paper)
Panasonic (2008) Thick film chip resistors. July 2008. Panasonic, Japan. (Specification for surface mounted resistors)
Pehnt M (2003) Assessing future energy and transport systems: the case of fuel cells. Part I: methodological aspects. Int J Life Cycle Assess 8(5):283–289
Schlesinger M, Paunovic M (eds) (2010) Modern electroplating, 5th edn. John Wiley & Sons, Ltd., Hoboken
Schmidt M, Hottenroth H, Schottler M, Fetzer G, Schlüter B (2012) Life cycle assessment of silicon wafer processing for microelectronic chips and solar cells. Int J Life Cycle Assess 17(2):126–144
ScienceLab (2013a) Material safety data sheet: glycerin MSDS. 21 May, 2013. Sciencelab.com, Inc., Houston, Texas, USA. (MSDS of glycerin)
ScienceLab (2013b) Material safety data sheet: vinyl acetate MSDS. 21 May, 2013. Sciencelab.com, Inc., Houston, Texas, USA. (MSDS of glycerin)
Shang Y, Wang L, Niu D, Liu Z, Wang Y, Liu C (2016) Effects of additive for anodizing electrolyte on anodic film of high silicon aluminum alloy. Int J Electrochem Sci 11(2):1549–1557
Sheng WW, Colino RP (2005) Power electronic modules—design and manufacture. CRC Press LLC, Boca Raton
Steiner R, Frischknecht R (2007) Metals processing and compresses air supply. 2007: Ecoinvent report no. 23. Swiss Centre for Life Cycle Inventories, Uster, Switzerland. (Data v2.0)
Stena (2014) Aros Electronics AB (Hämtställe 55807051), 20130101–20131231. 2014. Stena innovative recycling. (Data chart summarizing the amount of waste collected at Aros Electronics AB during 2013)
Storm (2016) Laminated bus bar insulation. Storm Power Components. http://stormpowercomponents.com/assets/content/downloads/Laminated-Product-Guide_3.2.pdf. Accessed 23 Nov 2016
Tan KL, Vivet L, Morelle JM, Pierre B, Bienve-Nu Y, Kaabi A (2010) Innovative materials of automotive power packaging. In: Integrated Power Electronics Systems (CIPS), 2010 6th International Conference on, 16–18 March 2010. pp 1–7
TDK (2010) Ceramic chip capacitors environmental information. July 2010. TDK Components USA, Inc., TDK Corporation of America, Lincolnshire, Illinois, USA. (MLCC Application Notes)
Torrey Hills (2017) Influence of firing temperature and atmospheric conditions on the processing of directly bonded copper (DBC). February 3, 2017. Torrey Hills Technologies, LCC, San Diego, California. (White paper series from furnace manufacturer)
Treyer K, Bauer C (2016a) Life cycle inventories of electricity generation and power supply in version 3 of the Ecoinvent database—part I: electricity generation. Int J Life Cycle Assess 21(9):1236–1254
Treyer K, Bauer C (2016b) Life cycle inventories of electricity generation and power supply in version 3 of the ecoinvent database—part II: electricity markets. Int J Life Cycle Assess 21(9):1255–1268
Unger SR, Landis AE (2014) Comparative life cycle assessment of reused versus disposable dental burs. Int J Life Cycle Assess 19(9):1623–1631
US EPA (1996) Emission factor documentation for AP-42, section 12.20, final report. July, 1996: EPA Contract 68-D2-0159. Office of Air Quality Planning and Standards, Emission Factor and Inventory Group,, The U.S. Environmental Protection Agency (EPA), USA. (Work Assignment No. III-01, MRI Project No. 4603–01)
US EPA (2016) e-CFR, Title 40: protection of environment, part 413—electroplating point source category. U.S. Government Publishing Office for the U.S. Environmental Protection Agency. https://www.ecfr.gov/. Accessed 31 Oct 2016
Vanderbilt (2014) Material Safety Data Sheet: DARVAN® 821A. 11 June, 2014. Vanderbilt Minerals, LLC, Norwalk, Conneticut, USA (MSDS of ammonium polyacrylate solution, for dispersing applications)
Vanhoutte C, Roelandt J-P (2009) Laminated bus bar assembly. United States of America Patent
Vishay (2012) General technical information—film capacitors. 2012. Vishay Roederstein, Vishay Intertechnology, Pennsylvania, USA. (Product group technical description, doc. no. 26033)
Volke A, Hornkamp M (2012) IGBT modules—technologies, driver and application. 2nd edn. Infineon technologies AB, Munich, Germany
Wacker (2014) Technical data sheet for SEMICOSIL® 912. 1.1, 6 November 2014. Wacker Chemie AG, München
Walraven (2011) Data sheet surface treatment. March, 2011. Walraven Better Installation Systems, Walraven Ltd., United Kingdom
Walter M (2015) CEO and owner, ELMO, Malmköpings Mekaniska Werkstad AB, Flen, Sweden. Personal communication with Nordelöf A. August 27th, October 10th and November 4th, 2015
Walter M (2016) CEO and owner, ELMO, Malmköpings Mekaniska Werkstad AB, Flen, Sweden. Personal communication with Nordelöf A. January 29th, and February 2nd and 8th, 2016
Welin P (2014a) Mätning/uppskattning av årselförbrukningen 2012-2013 vid Aros Electronics AB. 3 September, 2014. Aros Electronics AB. (Data from supplier's online electricity consumption charts, broken down and complemented with machine data, for the energy and power use at Aros Electronics AB)
Welin P (2014b) Mätning/uppskattning av årselförbrukningen 2014 vid Aros Electronics AB. 17 November, 2014. Aros Electronics AB. (Data from supplier’s online electricity consumption charts, broken down and complemented with machine data, for the energy and power use at Aros Electronics AB)
Wernet G, Bauer C, Steubing B, Reinhard J, Moreno-Ruiz E, Weidema B (2016) The Ecoinvent database version 3 (part I): overview and methodology. Int J Life Cycle Assess 21(9):1218–1230
Williams ED, Ayres RU, Heller M (2002) The 1.7 kilogram microchip: energy and material use in the production of semiconductor devices. Environ Sci Technol 36(24):5504–5510
Würth Elektronik (2014) Material declaration datasheet: WE-PD PE tube metal base 1210, 1245, 1260, 1280 size. 11 August, 2014. Würth Elektronik eiSos GmbH & Co. KG, Waldenburg, Germany. (Material content declaration for SMD shielded power inductor)
Yuping Z, Dongliang J, Greil P (2000) Tape casting of aqueous Al2O3 slurries. J Eur Ceram Soc 20(11):1691–1697
Acknowledgements
I would like to express my gratitude to the Area of Advance Energy at Chalmers University of Technology for funding the project. I am grateful to all data providers, especially Per Johan Edgren at Aros Electronics AB.
Author information
Authors and Affiliations
Corresponding author
Additional information
Responsible editor: Zbigniew Stanislaw Klos
Preamble
This is the second article in a series of two presenting a new scalable life cycle inventory (LCI) data model of a power electronic inverter unit for control of electrical machines in vehicles, available to download. In part II, it is described how new production datasets were compiled from literature and factory data to cover the manufacturing chain of all parts, including the power module fabrication, mounting of printed circuit boards and the complete assembly. Part II also explains the data collection methods, system boundaries, and how to link the gate-to-gate inventory to the Ecoinvent database in order to establish a complete cradle-to-gate LCI. Part I presents how the LCI model was established, how it is structured, and the type of results it provides, including a validating comparison with real world inverter units. Part I also covers design data and the principles for scaling of the main active parts—the power module and the DC link capacitor.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Nordelöf, A. A scalable life cycle inventory of an automotive power electronic inverter unit—part II: manufacturing processes. Int J Life Cycle Assess 24, 694–711 (2019). https://doi.org/10.1007/s11367-018-1491-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11367-018-1491-3