
The effect of heat treatment modes of tool steel Fe – 12% Cr – 0.8% Mo – 0.9% V – 1.6% C on its structure and strength is analyzed. The temperatures for quenching and tempering providing maximum hardness and strength and satisfactory ductility are determined.
Similar content being viewed by others


Introduction
The reliability and endurance of machine parts and assemblies depends directly on the quality of their surface, which is characterized by the geometrical parameters and physical and mechanical properties. This concerns in the first turn their functional surface contacting other hard surfaces in operation (rolling and sliding bearings, bushings, gears) or solid, liquid or gaseous environments (abrasive particles, high-velocity streams of a liquid or a gas). Under the conditions of contact loading any kind of wear often causes failure of machine parts and assemblies because of impermissible changes in the sizes or shapes; wear always occurs on the surface [1, 2]. The mechanical and physical properties of the surface layer form when the part is fabricated and then change in service under the action of force, temperature and other factors.
Most machine parts undergo cyclic loads which produce fatigue process in the material, i.e., gradual accumulation of damage changing the properties and causing formation of cracks [1, 3]. Fatigue accompanies the operation of pistons, camshafts and crankshafts, axles, connecting rods, gas turbine blades, compressors, reduction gears and other machine parts and mechanisms. The material of such articles should possess endurance, i.e., capacity to resist fatigue. This property is assessed in terms of the endurance limit, i.e., the stress at which the material withstands a specific number of loading cycles without failure [2, 3]. Cyclic tests commonly involve 1 × 107, 2 × 107 or 1 × 108 cycles. Fatigue fracture differs from fracture under a static load, i.e., (1) occurs at a stress below the yield limit; (2) starts on the surface or near it, and (3) develops in several stages characterized by accumulation of damage in the material and formation of fatigue cracks [1, 4].
These features predetermine the ways for raising the wear resistance and the endurance limit of rubbing parts [5] by (1) raising the ultimate strength of the material by alloying; (2) hardening of the surface layers by surface plastic deformation (SPD), surface hardening or thermochemical treatment (TCT); (3) creation of conditions for deceleration of crack propagation (formation of compressive stresses on the surface). Compressive stresses form on the surface under SPD, surface hardening or TCT (carburizing, carbonitriding, nitriding, cyaniding). An effective means for crack deceleration is creation of fine grains. In some cases, the most suitable technique of surface hardening is SPD, for example, when it is necessary to harden the surface of articles from titanium alloys and stainless steels. The tool for the SPD may be a roll, a ball with a forced rotation axle or without it, a slicker, a mandrel, a striker, etc.
Tools for spinning SPD of articles from titanium alloys and stainless steels are traditionally produced from high-chromium tool steels with ≥ 12% Cr at 1.0 – 1.5% C with high wear and corrosion resistances, elevated heat resistance, and low deformability under the heat treatment [6,7, – 8]. The grades of such steels are standardized by GOST 5950–63.
The high content of chromium provides formation of a protective Cr2O3 chromium oxide film on the surface of the tool in operation. High-chromium tool steels belong to the ledeburitic class, because in the cast condition the primary carbides precipitated during the hardening of the metal form a eutectic, i.e., ledeburite [1, 3]. However, forging disintegrates the eutectic, and the structure of the steel in annealed condition (after the forging) should consist of sorbite-like pearlite with inclusions of excess carbides. All high-chromium die steels contain numerous Cr7C3 carbides. For example, annealed steel Kh12F1 contains 15 – 17% M7C3. Steel Kh12 contains 26 – 30% M7C3, because it has almost twice more carbon than steel Kh12F1 [7, 9]. The high amount of an excess carbide phase (at any mode of heat treatment) is responsible for the high wear resistance of the metal. The capacity of these carbides to transfer partially into the solution (this transfer is the higher, the higher the temperature of heating for quenching) makes it possible to change the properties of the steel and its behavior under the heat treatment by varying the temperature of heating for quenching.
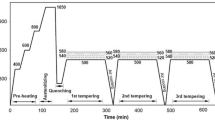
This makes the heat treatment a quite critical operation for formation of the operating properties of reeling rolls. The choice of the mode for quenching and subsequent tempering is very important for obtaining a high hardness and strength and a satisfactory ductility in high-chromium tool steels.
The aim of the present work was to analyze the modes of heat treatment for the required structure, hardness, strength and impact toughness of an experimental high-chromium tool steel Fe – 12% Cr – 1.6% C – 0.8% Mo – 0.9% V – 1.6% C.
Methods of Study
In order to provide a low carbide inhomogeneity and purity with respect to S, P and As admixtures, steel 1.6% C – 12% Cr – 0.8% Mo – 0.9% V has been suggested for the production of tools for surface hardening of articles from titanium alloys and stainless steels by spinning. It differs from steel Kh12MF in higher contents of vanadium and molybdenum and presence of tungsten microadditions. The steel had the following chemical composition as determined with the help of a SPECTROMAXx emission spectrometer in mass percent: 1.592 C, 12.171 Cr, 0.860 V, 0.817 Mo, 0.475 Mn, 0.334 Si, 0.214 Ni, 0.098 Cu, 0.064 W, 0.017 Co, 0.005 Sn, 0.020 As, 0.001 B, 0.040 P, 0.002 S, the remainder Fe.
The specimens were subjected to heat treatment variants presented in Table 1. The structure of the steel after the heat treatment was studied under a NEOPHOT 21 optical microscope. The polished sections were etched in 4% alcoholic solution of HNO3. The structure parameters were assessed by comparing to the scales standardized by GOST 8233–56. The nonmetallic inclusions were identified according to GOST 1778–70. The Rockwell hardness was determined using a TPTC hardness tester for scale C in accordance with the requirements of GOST 9013–59.
The tests for uniaxial tension were performed in an UTC 111.2 electromechanical testing machine at room temperature for standard Gagarin five-fold specimens with functional part 25 mm long, 5 mm in diameter and M8 threaded heads (GOST 1497–84). The speed of loading by the active grip was 3 mm/min. The longitudinal (axial) deformation of the functional part of the specimen was detected using a TC703 add-on extensometer. At least three specimens in each condition were tested for reliable assessment of the results.
Standard Mesnager specimens were tested for impact bending at room temperature using an INSTRON CEAST 9350 impactor equipped with a striker and a DAS Ceast 16000 system for data processing in accordance with the requirements of GOST 9454–78. The data were recorded at a frequency of 1.0 MHz to provide a 0.001 msec interval between two neighbor points. The fracture surfaces of the tested specimens were studied under a TESCAN scanning electron microscope.
Results and Discussion
The structure of the steel in the initial hot-rolled condition is represented by granular pearlite of 3 divisions of scale 3 of GOST 8233–56 with an average grain diameter 0.6 μm (Fig. 1a). The primary and secondary Cr7C3, Cr23C6 and VC carbides taking at most 15% of the structure form a broken net with individual particles taking 3 divisions of scale 5 of GOST 8233–56 (Fig. 1b). The carbide inhomogeneity corresponds to 3 divisions of scale 6 of GOST 8233–56 and is characterized by a mixed arrangement of the carbides; obvious streaks are accompanied by uniformly distributed carbide particles (Fig. 1c). The size of the carbide particles fluctuates from 1 to 22 μm.

Microstructure of the tool steel in the initial hot-rolled condition: a) general view; b) carbide net; c) carbide inhomogeneity; d) nonmetallic inclusions.
The steel contains nonmetallic inclusions (Fig. 1d), i.e., point carbides (2b divisions), point oxides (5b divisions), streak oxides (5b divisions), undeformed silicates (4b divisions), and sulfides (4b divisions) (GOST 1778–70). The hardness of the steel in the hot-rolled state is only 24 HRC.
In addition to a quite high strength (σr = 695 MPa, σ0.2 = 390 MPa) the hot-rolled steel possesses a high ductility and impact toughness (see Table 1).
Quenching causes some dissolution of carbides and formation of a martensitic structure. For example, after the quenching from 950°C and tempering at 250°C the structure contains latently acicular martensite of division 1 of scale 3 (GOST 8233 – 56) with needle size 0.2 μm (Fig. 2a). In this structural condition the steel has maximum hardness and strength (see the Table 1 and Fig. 3). High tempering after the quenching from 950°C yields fine acicular martensite (scale division 4) with maximum needle size 6 μm (Fig. 2b). The hardness of the steel decreases to 38.5 HRC and the strength characteristics to 42% as compared to the properties obtained after the tempering at 250°C (see Table 1 and Fig. 3).

Microstructure of the tool steel after different treatments: a) quenching from 950°C + tempering at 250°C; b) quenching from 950°C + tempering at 650°C; c) quenching from 1050°C + tempering at 350°C; d) quenching from 1050°C + tempering at 500°C; e) quenching from 1150°C + tempering at 250°C; f) quenching from 1150°C + tempering at 650°C.

Stress-strain diagrams of cylindrical specimens of the tool steel after quenching and various modes of tempering (see Table 1).
After the quenching from 1050°C and tempering at 350°C the structure is represented by fine acicular martensite (division 2 of scale 3 of GOST 8233–56) with maximum length of the needles 2 μm (Fig. 2c). The hardness of the metal increases to 58 HRC and the strength is at a high level. Elevation of the tempering temperature to 500°C increases the needle size to 4 μm (division 3 of scale 3 of GOST 3233–56, Fig. 2d). This inevitably affects the hardness, which becomes lower than after the tempering at 250 and 350°C (see Table 1).
It is known [1, 2] that when the temperature of heating for quenching is increased from 950 to 1150°C, the carbides dissolve intensely and C, Cr and Mo pass into the solid solution. This lowers the martensitic point Ms and, accordingly, increases the content of retained austenite from 40 to 60%. The austenite has a high ductility and a low yield strength and ultimate strength. The presence of retained austenite in the structure provides a high enough level of impact toughness of the steel, but its hardness is not maximum. Therefore, the treatment modes with maximum temperature of heating for quenching 1150°C provide maximum ductility (Fig. 3).
It is known [10, 11] that heating of a quenched steel is accompanied by diffusion of carbon from the supersaturated martensite lattice, which lowers the degree of its tetragonality and the residual internal stresses and causes formation of carbide particles. The rate of the decomposition of the martensite and the carbon content in the latter depend on the heating temperature. The presence of retained austenite and the most unsteady condition of the martensite after the quenching from the maximum heating temperature of 1150°C (Fig. 2e) is responsible for the untypical behavior of the strength of the steel after the high tempering. Increase of the tempering temperature of the steel quenched from 950 and 1050°C lowers the strength and elevates the ductility, whereas after the tempering at 650°C the steel quenched from 1150°C hardens (Figs. 4 and 5). The hardening is connected with the additional formation of carbides and their coagulation. The austenite-martensite matrix of the steel quenched from 1150°C transforms into pearlite with excess particles of cementite under the high tempering (Fig. 2f).

Yield strength of the tool steel as a function of the temperatures of tempering conducted after quenching from 950°C (1), 1050°C (2) and 1150°C (3).

Yield strength of the tool steel as a function of the temperature of heating for quenching after tempering at 250°C (1), 350°C (2), 500°C (3), and 650°C (4).
The steel for reeling tools used for surface hardening of articles from titanium alloys and stainless steels should possess a high hardness and strength for enhanced wear resistance in combination with satisfactory ductility and impact toughness. This combination is provided by quenching from 1050°C and subsequent tempering at 350 and 500°C.
Conclusions
1. The structure of the tool steel 1.6% C – 12% Cr – 0.8% Mo – 0.9% V in the initial condition after hot forging is represented by granular pearlite with a broken carbide net. The size of the particles of Cr7C3, Cr23C6 and VC carbides fluctuates from 2 to 22 μm and their total content does not exceed 15%. The hardness of the steel after hot forging is 24 HRC. It has a high ultimate strength (σr = 695 MPa) and a satisfactory ductility (δ = 13%, δu = 11%, ψ = 22%).
2. Quenching from 950 and 1050°C followed by low tempering provides a maximum strength due to formation of fine acicular martensite. The steel exhibits maximum ductility due to formation of tempered martensite with residual austenite after the quenching from 1150°C followed by low tempering.
3. The nonequilibrium state of the martensite supersaturated with alloying elements and the retained austenite after quenching from 1150°C cause hardening of the steel under the subsequent tempering due to additional formation of carbides and their coagulation and due to formation of cementite in the pearlitic matrix.
4. An optimum mode of heat treatment of the tool steel for formation of a hardness of 58 – 60 HRC and combination of high hardness and wear resistance with satisfactory ductility and impact toughness is oil quenching from 1050°C followed by tempering at 350 – 500°C.
References
Yu. A. Geller, Tool Steels [in Russian], Metallurgiya, Moscow (1975), 584 p.
A. P. Gulyaev, Physical Metallurgy [in Russian], Metallurgiya, Moscow (1986), 544 p.
G. A. Vorob’eva, Tool Materials [in Russian], Politekh, St. Petersburg (1980), 244 p.
B. N. Arzamasov, A. I. Krasheninnikov, and Zh. P. Pastukhova, Fundamentals of the Science of Materials [in Russian], Izd. MVTU Im. Baumana, Moscow (1994), 336 p.
V. N. Zhuravlev and O. I. Nikolaeva, Steels for Machine Building [in Russian], Mashinostroenie, Moscow (1981), 293 p.
V. G. Sorokin and M. A. Gervas’ev, Steels and Alloys. A List of Grades [in Russian], Intermet Engineering, Moscow (2001).
M. I. Goldshtein, S. V. Grachev, and Yu. G. Veksler, Special Steels [in Russian], Mashinostroenie, Moscow (1985), 408 p.
D. M. Mordasov and S. V. Zotov, “Thermocycling treatment of dies from steel Kh12MF to be used for hot deformation,” Vest. TGTU, 22(3), 481 – 490 (2016).
C. Liu, C. Li, S. Zhang, et al., “Effect of heat treatment on the microstructure and mechanical properties of carbon steel with ultrahigh carbon content,” Metalloved. Term. Obrab. Met., No. 12, 52 – 5 (2020).
M. V. Maisuradze, M. A. Ryzhov, E. V. Antakov et al., “Special features of transformations of supercooled austenite in advanced structural steels,” Metalloved. Term. Obrab. Met., No. 7, 29 – 38 (2020).
Author information
Authors and Affiliations
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 8, pp. 21 – 26, August, 2022.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Shveikin, V.P., Kuznetsov, V.P., Kamantsev, I.S. et al. Effect of Heat Treatment on the Structure and Mechanical Properties of Tool Steel 1.6% C – 12% Cr – 0.8% Mo – 0.9% V. Met Sci Heat Treat 64, 441–445 (2022). https://doi.org/10.1007/s11041-022-00828-4
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-022-00828-4