
Abstract
WCCo/cBN composites have been considered as a next-generation material for use in cutting-tool edges, being characterized by an optimal combination of hardness and toughness. They can be used instead of WCCo/diamond composites in machining of iron-based materials. The major challenge in sintering these composites is to produce a well-bonded interface between the WCCo matrix and cBN particles. In this study, WCCo/cBN composites were fabricated by the pulse plasma sintering technique. The aim of this work is to obtain sintered parts with density near the theoretical value and with very good contact between the cBN particles and WCCo matrix. cBN/cemented carbide containing 30 vol.% of cBN particles was produced using a mixture of 6 and 12 wt.% Co-added WC powder, with WC grain size of 0.4 μm and cBN powder with grain size ranging from 4 to 40 μm. Scanning electron microscopy (SEM) observations of the microstructure and diffraction phase examinations did not show the presence of hBN phase. The specific heating conditions used to consolidate the material using high-current pulses hamper the transformation of cBN into hBN and ensure a strong bond between the cBN particles and the cemented carbide matrix. Fractures through the WCCo/cBN composite showed that only few cBN particles were torn out from the cemented carbide matrix, with most of them having been cleaved along the fracture plane. This provides evidence that the bond at the WCCo/cBN interface is mechanically strong. Composites sintered at temperature of 1,200 °C under pressure of 100 MPa for 5 min had density near the theoretical value. Increase of the sintering temperature to 1,200 °C resulted in an increase of the hardness to 2,330 HK1 for the WC6Co/cBN(1/3) composite and to 2,160 HK1 for the WC6Co/cBN(37/44) composite.
Similar content being viewed by others


Introduction
Cubic boron nitride is a material next to diamond in hardness [1], but its thermal stability and chemical neutrality are superior to those of diamond. Because of these advantages, cubic boron nitride is widely used for manufacture of cutting tools. Without the use of a catalyst, cubic boron nitride is obtained at temperature between 2,300 and 3,300 °C and pressure of 6–10 GPa as a result of the phase transformation of hBN with hexagonal structure into a cBN regular structure [2] or, with the participation of a catalyst, at a temperature between 1,000 and 1,700 °C under pressure of 2–6 GPa [3]. cBN produced without participation of a catalyst can be sintered in the form of polycrystalline plates suitable for use as cutting tools. When produced with the participation of a catalyst, cBN has the form of a powder with grain size ranging from 10 nm to 2 μm. Composites sintered from this powder using high-melting materials (most often titanium and its compounds) as a binding phase are also used in cutting tools [4]. However, to avoid the transformation of cBN into low-hardness hBN, they must be sintered under pressure of 5–6 GPa, which substantially increases their production cost.
Another material widely used for cutting tools is tungsten carbide, which is the next hardest material after cBN. Tungsten carbide is commonly sintered with cobalt as the binding phase. Thanks to its high hardness, good resistance to frictional wear, and high resistance to cracking, over 50 % of cutting tools are made of cemented carbide. Its hardness can be significantly increased by replacing part of the carbide phase with cubic boron nitride, which is several times harder. In addition, the cBN particles can considerably increase the fracture toughness of the material due to the crack deflection effect, wherein crack energy is absorbed [5].
cBN/WCCo composites cannot however be produced by conventional sintering, which is conducted at temperature between 1,300 and 1,500 °C in the presence of the liquid phase [6], since within this temperature range, cBN undergoes transformation into hBN, and the presence of the cobalt-rich liquid phase enhances this transformation rate.
Composites with cBN particles dispersed in cemented carbides, known as cubic boron dispersed carbides (CBDC), were obtained by Martinez and Eceberria [5] by sintering using the method of hot isostatic pressing (HIP) at temperature between 1,100 and 1,200 °C under pressures of up to 200 MPa. The CBDC composites thus obtained were dense, and no phase transformation of cBN into hBN took place during the sintering process. Yaman et al. [7] obtained a CBDC composite using WC-6 wt.% Co powder and a cBN powder with grain size of 0.8 and 5 μm, sintering the powders by the spark plasma sintering (SPS) method at temperature of 1,300 °C and pressure of 75 MPa. Shi et al. [8] sintered CBDC composites using a nanocrystalline (WC-10 wt.% Co) powder and a CBN powder with titanium-covered grains with size of 150–375 μm. The sintering process was conducted by the SPS method at temperature of 1,240 °C.
In the present experiments, boron nitride dispersed cemented carbides (BNDCC) composites were sintered by the pulse plasma sintering (PPS) method, which uses periodic high-current electric pulses generated by discharging a capacitor battery. The energy of several kJ stored in the capacitors is delivered during several hundred microseconds, creating specific sintering conditions. The PPS method has been used for sintering a wide variety of materials, such as nanocrystalline cemented carbides [9], WC/Ti-cBN [10], WCCo/diamond [11], and Cu/diamond [12] composites.
The aim of the present study is to determine the optimum parameters for sintering the composites with cBN particles dispersed in a cemented carbide matrix using the PPS method. The effect of sintering temperature on the phase composition of the composites with various grades of cBN powder added and with various cobalt contents in the cemented carbide matrix was examined.
Experimental procedures
BNDCC composites were produced using a mixture of WC powder, Co powder, and cBN powder of various grades. Table 1 lists the powder grades used for the fabrication of the BNDCC composites.
The WC powder with 6 and 12 wt.% cobalt added was mixed using cemented carbide balls (ball-to-powder mass ratio of 1:1) in a Turbula mixer at rotational speed of 70 rpm for 10 h. Then, the mixture was mixed with 30 vol.% of cBN powder particles using the same mixing parameters. Figure 1 shows SEM images of the cBN powders used in the experiments. The compositions of the mixtures of the powders are given in Table 2.

SEM images of cBN powders used for producing BNDCC composites: a 1/3 μm, b 37/44 μm
The powder mixtures were sintered to obtain samples 20 mm in diameter and 1.8 mm high. The composites were sintered at temperatures of 1,100, 1,150, and 1,200 °C, whereas cemented carbides with 6 and 12 wt.% cobalt added were sintered at temperature of 1,100 °C. The sintering process was conducted in a PPS apparatus in vacuum of 5 × 10−3 Pa using a graphite die. Figure 2 shows a schematic diagram of a cycle of the sintering process.

Schematic representation of the PPS process
In the first stage of the process, the powder mixture was heated to temperature of 600 °C (at heating rate of 700 °C/min) and maintained at this temperature under load of 60 MPa for 3 min to remove absorbed gasses from the powder mixture. The pressure was increased to 100 MPa, and the sample was heated to the sintering temperature (at heating rate of 340 °C/min), which was maintained for 5 min. In the final stage, the samples were cooled to room temperature in vacuum of 5 × 10−3 Pa under load of 100 MPa. Table 3 gives the sintering process parameters used for the BNDCC composites and cemented carbides.
The phase composition of the sintered materials was determined with a Philips PW 1140 X-ray diffractometer equipped with a PW1050 goniometer using Co Kα radiation. The microstructure and chemical composition were examined in a Hitachi S3500N scanning electron microscope equipped with a Noran Vantage EDS-Thermo system designed for chemical analyses. Hardness was determined using a ZWICK hardness meter under load of 1 kg (the size of the indent was 84 μm at 2,100 HK1). The density of the composites was measured by immersing the samples in water and using Archimedes’ principle; the measured density values were compared with the theoretical density calculated from the rule of mixtures (Table 2).
Results and discussion
Figure 3 shows the density of the composites as a function of their sintering temperature for various grades of cBN powder added to the cemented carbide matrix enriched with 6 or 12 wt.% of cobalt.

Relative density versus temperature of composites sintered with various grades of cBN powder and cemented carbide matrix with 6 and 12 wt.% Co added
The density of the WC6Co/cBN(1/3) and WC6Co/cBN(37/44) composites (for designations, see Table 1) was below the theoretical density (TD), being 92.6 % of TD for the WC6Co/cBN(1/3) composite and 98.6 % of TD for the WC6Co/cBN(37/44) composite, whereas without cBN addition, the density of cemented carbide + 6 wt.% Co sintered at 1,100 °C by PPS was 14.85 g/cm3 (99.5 % TD) and that of cemented carbide containing 12 wt.% Co was 14.33 g/cm3. This indicates that addition of cBN particles decreases the sinterability compared with the cemented carbide itself. Figure 4 shows SEM images of the fracture surface of cemented carbide with 6 and 12 wt.% Co added.

SEM micrograph of the fracture surface of cemented carbides sintered at T = 1,100 °C for t = 5 min: a 6 wt.% Co, b 12 wt.% Co
When the sintering process was conducted at temperature of 1,150 °C, the density of the WC6Co/cBN(37/44) composite increased to 100 % of TD and that of the WC6Co/cBN(37/44) composite increased to 96.5 % of TD. However, further increase of the sintering temperature to 1,200 °C decreased the density to 98.7 % of TD for the WC6Co/cBN(37/44) composite and 95.2 % of TD for the WC6Co/cBN(1/3) composite. It might be supposed that this density decrease could be connected with partial transformation of cBN to hBN during sintering at 1,200 °C, but diffraction examinations of these composites did not show the presence of the hBN phase (Fig. 5). It should, however, be realized that the diffraction peaks from the hBN phase may be very weak because of the very high absorption coefficient of the WC phase.

XRD diagrams: a WC6Co/cBN(1/3) composite, b WC6Co/cBN(37/44) composite, sintered at 1,200 °C
According to Ref. [6], the presence of a cobalt-rich liquid phase enhances the transformation rate of cBN into hBN phase. The presence of the liquid cobalt phase during pulse plasma sintering is due to the specific heating method used while sintering the material. In the PPS method, the powder is heated by periodically repeated electric current pulses with amplitude of about 50 kA and pulse duration of about 0.5 ms. Just as in the field assisted sintering technique (FAST) and SPS methods, the surfaces of the material grains are heated temporarily to very high temperature, of the order of several thousand degrees Celsius [13]. After the current flow stops, the temperature decreases very quickly to the assumed sintering temperature. The appearance of the liquid cobalt phase in the PPS process was also confirmed by the present experiments, since the WC grains visible in the microstructure of the cemented carbides that were PPS-sintered at temperature of 1,100 °C (Fig. 4) were evenly surrounded by the binding cobalt phase, providing evidence that the high-current pulse sintering proceeded with participation of a liquid cobalt phase. When the sintering process occurs without participation of the liquid phase, cobalt usually occurs in the form of agglomerates and is distributed nonuniformly in the cemented carbide matrix [5], even though the sintering process is conducted at temperature of 1,100 °C, which is below the melting point of cobalt.
The density decrease as a result of increasing the sintering temperature from 1,150 to 1,200 °C cannot be connected with partial transformation of cBN into hBN phase because, in contrast to Ref. [6], the present study did not confirm that the cobalt phase, at the temperatures employed here, enhances the transformation rate of cBN into hBN phase. XRD examinations of an additionally prepared mixture of Co and cBN powders [70 vol.% Co/30 vol.% cBN(1/3)] sintered at temperature of 1,200 °C for 5 min did not show the presence of hexagonal boron nitride (red vertical line—hBN phase) (Fig. 6).

X-ray diffraction diagrams of the Co70cBN sintered at 1,200 °C
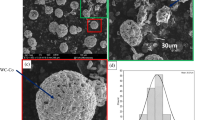
Observations of the fracture surface of composites sintered at temperature of 1,200 °C also did not reveal the presence of hBN phase (which could be visible as flakes) on the surface of cBN particles. Figure 7 shows SEM images of the fracture surface of the WC6Co/cBN(1/3) and WC6Co/cBN(37/44) composites.

SEM images of the fracture surface of: a WC6Co/cBN(1/3) composite, and b WC6Co/cBN(37/44) composite sintered at 1,200 °C; c, d show higher magnifications of a and b, respectively
As can be seen from Fig. 7, the cBN particles are uniformly distributed in the cemented carbide matrix. No pores or hBN precipitates are visible around the cBN particles, which are firmly bound with the cemented carbide matrix. Only a few cBN particles torn out from the matrix can be seen on the fracture surface, while, during the fracture, most of them broke across the crystal but remained embedded in the matrix.
The density of the composite with the matrix with 12 wt.% Co added (Fig. 3) increases with increasing sintering temperature. When sintered at 1,100 °C, the WC12Co/cBN(37/44) composite has density of 11.12 g/cm3, i.e., exceeding the theoretical value by about 0.4 %, but when this composite was sintered at 1,200 °C, its density increased to 11.34 g/cm3, which is higher than the theoretical value by about 2.3 %. It might be supposed that this increase of density during sintering at 1,200 °C is due to the formation of a new phase with higher density. However, examination of the phase composition of this composite did not reveal any new phases (Fig. 8), the only phases identified in the composite being cBN, WC, and Co. The same assumption can be make as in the case of the WC6Co/cBN(1/3) and WC6Co/cBN(37/44) composites, i.e., that the diffraction peaks from the hBN phase may be very weak because of the very high absorption coefficient of the WC phase.

X-ray diffraction diagrams of the WC12Co/cBN(37/44) composite sintered at 1,200 °C
Figure 9 shows SEM images of the fracture surface of the WC12Co/cBN(37/44) composite. It can be seen that, just as for the composite with 6 wt.% of Co, the cBN particles are uniformly distributed in the cemented carbide matrix and are well bound with it, with only a few particles being torn out of the matrix. Most of the particles broke across the crystal but remained embedded in the matrix. When observing the cBN particles at greater magnification, we can see regions on their surfaces corresponding to the binding cobalt phase, which is a constituent of the matrix (Fig. 8b).

SEM images of a fracture of the WC12Co/cBN(37/44) composite sintered at 1,100 °C
The EDS analysis (Fig. 10) and the point EDX analysis (Fig. 11) of these regions revealed the presence of cobalt and tungsten.

Surface of a fracture of the WC12Co/cBN(37/44) composite sintered at 1,100 °C (EDS)

Point EDX analysis of the WC12Co/cBN(37/44) composite sintered at 1,100 °C
Based on the microstructural observations, and analysis of the phase composition and element distribution in the cBN/WCCo composite with the cemented carbide matrix enriched with 12 wt.% of Co, we can suppose that the density higher than the theoretical value is due to the formation of an intermetallic phase (WCoB, W2CoB2) which strongly binds cBN with the cemented carbide.
Phases of this kind have been observed to form in sinters obtained by sintering WC, Co, and TiB2 powders at temperature of 1,400 °C [14]. These phases can also occur as a result of reaction between BN and liquid cobalt and tungsten dissolved in it. In PPS sintering, the appearance of the liquid cobalt phase is associated with a rapid increase of the temperature by up to several thousand degrees Celsius during the flow of the current pulse through the material. This was demonstrated in our earlier study devoted to sintering of composites with a cemented carbide matrix containing dispersed diamond particles [11]. Figure 12 shows the variation of the hardness of the BNDCC composites with the sintering temperature for the various grades of cBN powder dispersed in cemented carbide matrix with 6 and 12 wt.% of Co added. Irrespective of the cBN powder grade or cobalt content, the hardness of the composites increased with increasing sintering temperature. The composites with 6 wt.% Co matrix sintered at temperature of 1,100 °C showed lower hardness than cemented carbide (2,110 HK1): the hardness of the WC6Co/cBN(1/3) composite was 2070 HK1, and that of the WC6Co/cBN(37/44) composite was 1,990 HK1. Increase of the sintering temperature to 1,200 °C resulted in an increase of the hardness to 2,330 HK1 for the WC6Co/cBN(1/3) composite and to 2,160 HK1 for the WC6Co/cBN(37/44) composite. For the composites with cemented carbide + 12 wt.% Co matrix, those sintered at 1,100 °C had hardness of 1,880 HK1, which increased to 1,950 HK1 for the composite sintered at 1,200 °C. The hardness of the WC12Co/cBN(37/44) composite sintered at 1,100 °C exceeded (by about 340 HK1) that of the cemented carbide + 12 wt.% Co sintered at the same temperature. This increase in hardness may be due to the occurrence of the WCoB phase, whose hardness is on the order of 4,500 kg/mm2, but diffraction examinations of these composites did not show the presence of the WCoB phase. It should, however, be realized that the diffraction peaks from the WCoB phase may be very weak because of the very high absorption coefficient of the WC phase.

Hardness versus sintering temperature of the BNDCC composites with cBN powders of various grades and the cemented carbide matrix with 6 and 12 wt.% Co added
Table 4 compares the hardness of BNDCC composites obtained by various investigators under nonequilibrium thermodynamic conditions of cBN.
The hardness of composites with similar matrix chemical composition and similar cBN powder grade but sintered by the HIP and SPS methods is slightly lower than that of the composites sintered by PPS. The sintering time for the PPS and SPS methods is, however, more than ten times shorter than that required for the HIP method.
Conclusions
Composites containing the cBN phase dispersed in cemented carbide matrix were consolidated by the PPS method under nonequilibrium thermodynamic conditions of cBN. The composites sintered at temperature of 1,200 °C under pressure of 100 MPa for 5 min had density near the theoretical value. SEM observations of the microstructure and diffraction phase examinations did not show the presence of hBN phase. The specific heating conditions used to consolidate the material, using high-current pulses, hamper the transformation of cBN into hBN and ensure a strong bond between the cBN particles and cemented carbide matrix.
References
Sumiya H, Uesaka S, Satoh S (2000) J Mater Sci 35:1181. doi:10.1023/A:1004780218732
Petrusha I (2000) Diam Relat Mater 9:1487
Shipilo VB, Ignatenko OV, Anichenko NG, Azarko II (2005) Inorg Mater 41:713
Angseryd J, Elfwing M, Olsson E, Andrén HO (2009) Int J Refract Met Hard Mater 27:249
Martínez V, Echeberria J (2007) J Am Ceram Soc 90:415
Upadhyaya GS (1998) Cemented carbides production, properties and testing. Noyes, Bracknell
Yaman B, Mandal H (2009) Mater Lett 63:1041
Shi XL, Shao GQ, Duan XL, Yuan RZh (2007) Key Eng Mater 336–338:1053
Kupczyk J, Michalski A, Siwak P, Rosinski M (2011) J ASTM Int 8(2)
Rosinski M, Michalski A, Szawlowski J (2011) Key Eng Mater 484:130
Michalski A, Rosiński M (2008) J Am Ceram Soc 91(11):3560
Ciupinski L, Siemiaszko D, Rosinski M, Michalski A, Kurzydlowski KJ (2009) Adv Mater Res 59:120
Shi XL, Shao GO, Duan XL, Xiong Z, Yang H (2006) Diam Relat Mater 15(10):1643
Saez A, Arenas F (2003) Int J Refract Met Hard Mater 21:13
Acknowledgements
This work was supported by project no. 0611/R/T02/2009/06 of the Polish Ministry of Science and Higher Education.
Open Access
This article is distributed under the terms of the Creative Commons Attribution License which permits any use, distribution, and reproduction in any medium, provided the original author(s) and the source are credited.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 2.0 International License (https://creativecommons.org/licenses/by/2.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
About this article
Cite this article
Rosinski, M., Michalski, A. WCCo/cBN composites produced by pulse plasma sintering method. J Mater Sci 47, 7064–7071 (2012). https://doi.org/10.1007/s10853-012-6532-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-012-6532-x