
Abstract
A model is presented for the dewatering of a saturated two-phase medium in a screw press. The model accounts for the detailed two-phase rheological behaviour of the pressed material and splits the press into two zones, an initial well-mixed constant-pressure region followed by an axial transport region in which the total pressure steadily increases. In this latter region, a slowly varying helical coordinate transformation is introduced to help reduce the dynamics to an annular bi-axial compression of the two-phase medium. Unlike previous modelling, the transition point between the two zones is determined self-consistently, rather than set a priori, and the pressure along the length of the press is deduced from the rheology of the two-phase flow rather than averaging the two-phase dynamics over a cross section of the press. The model is compared to experimental observations of the dewatering of a paper-making fibre suspension and of a clay slurry, and is shown to reproduce operational data.






Similar content being viewed by others
Notes
Note that if the solid stress is rate dependent (\(\varLambda \ne 0\) in (46)), then \(\phi _\mathrm{{T}}\) is not immediately prescribed by \({P_\mathrm{{in}}}\), but also depends on the local strain rate at the transition point \(q_\mathrm{{T}}\) (requiring us to solve (44) and (46) with \(P={P_\mathrm{{in}}}\) for both \(\phi =\phi _\mathrm{{T}}\) and \(u(r,q_\mathrm{{T}})\)).
References
Schwartzberg HG (1997) Expression of fluid from biological solids. Sep Purif Rev 26:1–213
Ward JA (1976) Processing high oil content seeds in continuous screw presses. J Am Oil Chem Soc 53:261–264
Singh J, Bargale PC (2000) Development of a small capacity double stage compression screw press for oil expression. J Food Eng 43:75–82
Shirato M, Murase T, Iwate M (1983) Pressure profile in a power-law fluid in constant-pitch, straight-taper and decreasing pitch screw extruders. Int Chem Eng 23:323–332
Wang F, Melson A (1995) Canola paste extrusion for feeding supercritical extractors. Can J Phys 73:304–309
Yu Q, Hu G-H (1997) Development of a helical coordinate system and its application to analysis of polymer flow in screw extruders. Part I. The balance equations in a helical coordinate system. J Non-Newton Fluid Mech 69:155–167
Béreaux Y, Moguedet M, Raoul X, Charmeau JY, Balcaen J, Graebling D (2004) Series solutions for viscous and viscoelastic fluids flow in the helical rectangular channel of an extruder screw. J Non-Newton Fluid Mech 123:237–257
Vadke VS, Sosulski FW, Shook CA (1988) Mathematical simulation of an oilseed press. J Am Oil Chem Soc 65:1610–1616
Omobuwajo TO, Ige MT, Ajayi AO (1999) Theoretical prediction of extrusion pressure and oil flow rate during screw expeller processing of palm kernel seeds. J Food Eng 38:469–485
Willems P, Kuipers NJM, de Haan AB (2009) A consolidation based extruder model to explore GAME process configurations. J Food Eng 90:238–245
Shirato M, Murase T, Hayashi N, Miki K, Fukushima T, Suzuki T, Sakakibara N, Tazima T (1978) Fundamental studies on continuous extrusion using a screw press. Int Chem Eng 18:680–688
El Idrissi B, Loranger E, Lanouette R, Bousquet J-P, Martinez DM (2019) Dewatering parameters in a screw press and their influence on the screw press outputs. Chem Eng Res Des 152:300–308
Landman KA, Sirakoff C, White LR (1991) Dewatering of flocculated suspensions by pressure filtration. Phys Fluids A 3:1495–1509
Hewitt DR, Paterson DT, Balmforth NJ, Martinez DM (2016) Dewatering of fibre suspensions by pressure filtration. Phys. Fluids 28:063304
Paterson D, Eaves TS, Hewitt DR, Balmforth NJ, Martinez DM (2019) Flow-driven compaction of a fibrous porous medium. Phys Rev Fluids 4:074306
Waldron RA (1958) A helical coordinate system and its applications in electromagnetic theory. Quart J Mech Appl Math 11:438–461
Batchelor GK (1967) An introduction to fluid dynamics. Cambridge University Press, Cambridge
Terzaghi K (1943) Theoretical soil mechanics. Wiley, New York
Drew DA (1983) Mathematical modeling of two-phase flow. Ann Rev Fluid Mech 15:261–291
Buscall R, White LR (1987) The consolidation of concentrated suspensions. Part I. The theory of sedimentation. Phys Chem Condens Phase 83:873–891
Lobosco V, Kaul V (2001) An elastic/viscoplastic model of the fibre network stress in wet pressing: part 1. Nord Pulp Pap Res J 16:12–17
Ruth BF (1935) Studies in filtration III. Derivation of general filtration equations. Ind Eng Chem 27:708–723
Acknowledgements
Financial support from Valmet Ltd. and the Natural Sciences and Engineering Research Council is gratefully acknowledged. TSE and DMM would like to thank Mr J.P Bouquet, Dr R. Lanouette, Dr E. Loranger, and Mr B. El Idrissi for access to pilot-plant data and for a number of fruitful discussions on press operation.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendices
A: Calculus of the coordinate transformation
1.1 A.1: Basis vectors
A general position vector written in the local helical coordinates with respect to the Cartesian basis vectors \(({\hat{\mathbf{x}}},{\hat{\mathbf{y}}},{\hat{\mathbf{z}}})\) is given by
The un-normalised basis vectors of the local helical coordinates are given by \(\mathbf {e}_i = \partial \mathbf {x}/\partial x^{i}\) so that
The normalised unit vectors \(({\hat{\mathbf{e}}}_r,{\hat{\mathbf{e}}}_\varphi ,{\hat{\mathbf{e}}}_\xi )\) can be obtained via \(\mathbf {e}_i = h_i {\hat{\mathbf{e}}}_i\) (no summation), where the scale factors \(h_i\) are given by \((h_r,h_\varphi ,h_\xi ) = (1,A(\hat{r},\varphi ),1)\), and
The vectors \(\mathbf {e}_i\) are the covariant basis vectors for this coordinate system. We will also make use of the contravariant basis vectors \(\mathbf {e}^i\) defined such that \(\mathbf {e}^i \varvec{\cdot }\mathbf {e}_j = \mathbf {e}_j \varvec{\cdot }\mathbf {e}^i = \delta ^i_j\), where \(\delta ^i_j\) is the Kronecker delta symbol. It is straightforward to verify that the contravariant basis vectors are given by
We also introduce the two metric tensors \(g_{ij} = \mathbf {e}_i \varvec{\cdot }\mathbf {e}_j\) and \(g^{ij} = \mathbf {e}^i \varvec{\cdot }\mathbf {e}^j\) so that
Finally, we must compute the Christoffel symbols \(\varGamma ^k_{ij}\), defined by \(\partial \mathbf {e}_i / \partial x^j = \varGamma ^k_{ij}\mathbf {e}_k\) (summing over k). The only non-zero symbols are
where we associate \((1 \mapsto r, 2\mapsto \varphi , 3 \mapsto \xi )\).
A general vector \(\mathbf {v}\) can be written either as \(\mathbf {v} = v^i \mathbf {e}_i\) or as \(\mathbf {v} = v_i \mathbf {e}^i\). The physical components of \(\mathbf {v}\) are most readily obtained via \(\hat{v}^i = h_i v^i\) (no summation). Additionally, we may convert between the two components using the metric tensors, \(v_i = g_{ij}v^j\) and \(v^i = g^{ij}v_j\).
1.2 A.2: Calculus
To write the equations of motion (1)–(4) in terms of the local coordinate system, we require the gradient of a scalar \(\psi \), the divergence of a vector \(\mathbf {v}\), and the divergence of a tensor \(\varvec{S}\). First, we have that
so that \((\hat{\varvec{\nabla }} \psi )_i = \partial \psi /\partial x_i\). To find the physical components of \(\hat{\varvec{\nabla }} \psi \) we first identify \((\hat{\varvec{\nabla }} \psi )^i\) and use the scale factors \(h_i\) to find
Next, we have that
or in terms of physical components,
Finally, we consider tensors written in the form \(\varvec{S} = S^{ij}\mathbf {e}_i \mathbf {e}_j\) so that the physical components are given by \(\hat{S}^{ij} = h_ih_jS^{ij}\) (no summation). We have that
In physical components, this becomes
It is straightforward to demonstrate that this reduces to the formula for cylindrical polar coordinates for which \(\hat{\beta } = 0\) and \(A = \hat{r}\). For the case of an isotropic tensor \(\varvec{S} = \hat{S}\varvec{I}\), this formula reduces to
An important limiting case for the above calculations is that of a constant pitch helix so that \(\hat{\beta }(\varphi ) = \hat{l}\varphi /2\pi \) and \(\hat{\beta }'' = 0\). We may then introduce the pitch angle \(\alpha (\hat{r})\) given by \(\tan (\alpha ) = \hat{l}/2\pi \hat{r}\) so that \(\hat{\beta }' = \hat{r}\tan (\alpha )\) and \(A = \hat{r} \sec (\alpha )\). This allows the above formulae to be written in terms of \(\hat{r}\) and \(\alpha \) only, extending previous work with constant pitch helices [16] by adding the tensor divergence.
B: Details of press geometries and experiments
1.1 B.1: UQTR’s pulp pressing
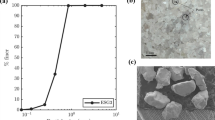
Pilot-plant trials of a screw press were performed at the University of Quebec Three Rivers (UQTR) and reported in [12] for two different pulp suspensions. The trials systematically varied the inlet pressure \(p_\mathrm{{in}}\), counter pressure \(p_\mathrm{{out}}\), and shaft rotation rate \(\varOmega \), and measured as output variables the solid flux through the press, the solid volume fraction of material leaving the press, four pressure measurements at fixed locations along the press, and dewatering flow rates collected over fourteen intervals along the press. The two pulp suspensions we compare to are Northern Bleached Softwood Kraft (NBSK) and Bleached Chemi-Thermo-Mechanical Pulp (BCTMP). The compressive yield stress \(p_\mathrm{{Y}}(\phi )\) and permeability \(k(\phi )\) for each pulp, calibrated following the procedure outlined in [14], are shown in Fig. 7. For each material we take the bulk viscosity to be \(\hat{\varLambda }(\phi ) = \eta \phi ^2\) as in [14] where \(\eta = 10^7\) Pa sec for NBSK and \(3.2 \times 10^8\) Pa sec for BCTMP.

Measurements and fits to compressive yield stress \(p_\mathrm{{Y}}(\phi )\) (left) and permeability \(k(\phi )\) (right) for NBSK and BCTMP pulps. The fit uses \(p_\mathrm{{Y}}(\phi ) = a \phi ^b/(1-\phi )^c\) with \((a,b,c) = (0.6\;\text {MPa},1.84,3.12)\) for NBSK and \((1.09\;\text {MPa},1.96,3.39)\) for BCTMP. For \(k(\phi )\) the fits are \(k(\phi ) = A\log (1/\phi )\exp (-B\phi )/\phi \) with \((A,B) = (3.6\times 10^{-13}\;\text {m}^2,18.52)\) for NBSK and \((1.62\times 10^{-14}\;\text {m}^2,22.91)\) for BCTMP
The geometry of the press itself is shown in Fig. 1 and consists of a 1.45 m long shaft which expands over an intermediate region of its full extent. The pitch of the flight also slowly decreases along the length of the press. The geometrical parameters used in our model comparison are
The basic pitch is therefore \(\hat{l}\approx 0.27\;\mathrm{{m}}\), and the presence of \(\varphi ^2\) in \(\hat{\beta }(\varphi )\) (with a negative coefficient) represents the gradual reduction of the pitch over the eight turns of the flight. The basket radius is \(r_\mathrm{{b}} = 0.115m\) and the small geometrical parameter is \(\delta \approx 0.014\).
The trials varied the rotation rates in the range \(\varOmega \in [2.23,4.63]\) rad/s, inlet pressures \(p_\mathrm{{in}}\in [9.2,30.2]\) kPa, and counter pressures \(p_\mathrm{{out}}\in [200,400]\) kPa.
1.2 B.2: Clay pressing of Shirato et al. [11]
Shirato et al. [11] consider screw-press dewatering of a clay slurry. The dewatering length of their press is 0.499 m and is represented by the geometrical functions
The flights do not converge along the 22 turns of the flight; the constant pitch is \(\hat{l} = 0.0234\) m. The basket radius is \(r_\mathrm{{b}} = 12\) mm and the shaft slowly expands from \(\hat{r}_\mathrm{{w}}=6\) to 10 mm. The small parameter is \(\delta \approx 2.3 \times 10^{-4}\).
The calibration according to the methodology of Ruth [22] of \(p_\mathrm{{Y}}(\phi )\) and \(k(\phi )\) for their Clay slurry is quoted as
C: A model for bi-axial compression
In this appendix we consider a further simplification of the screw-press model in which the gap of the helical channel becomes sufficiently small that all curvature effects become negligible. We also ignore the churning section and consider only the dynamics of the shunting zone. In this circumstance, the model collapses to that for a fixed-rate filtration problem in a rectangular box, with the along-press coordinate q playing the role of time. The box may compress bi-axially, however, either by a reduction of its height or width, which divorces the problem from previous models of filtration [13, 14]. With the current model we investigate the effects of the ratio of width-reduction and height-reduction rates on the dewatering dynamics in order to draw general conclusions about optimal press design. However, as a novel model for bi-axial filtration, the analysis is self-contained and not only applicable to a screw press, leading us to present a somewhat general discussion.
1.1 C.1: Further simplification of the screw-press model
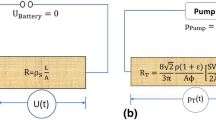
When the gap between the shaft and the basket is relatively narrow, the helical coordinates reduce (locally) to Cartesian coordinates describing each cross section. If we further replace q explicitly by a time-like coordinate t, then the model for the shunting zone simplifies to
for a two-dimensional box of width \({ W}(t)\), in which the vertical coordinate is \(0< y < h(t)\), and the upper surface \(y=h(t)\) is permeable (i.e. \({ W}\) and h are equivalent to \(l(1-b)\) and \(1-r_\mathrm{{w}}\), respectively, and \(r=r_\mathrm{{w}}+y\)). The boundary conditions are therefore
where p(y, t) is the pore pressure. The total compressive load is
given that \(\partial (P+p)/ \partial y = 0\). The factor \(\dot{{ W}}/{ W}\) represents the effect of the closing impermeable side walls of the box (assuming once more that the material remains uniform across the width of the box).
For constant velocity bi-axial compression, we set (dimensionally) \(\hat{\dot{h}}(t) = -V\cos (\psi )\) and \(\hat{\dot{{ W}}} = -V\sin (\psi )\), where \(\psi \) is a parameter which measures the relative motion of the side walls to the lid. The velocity scale \(V>0\) is used to non-dimensionalise the velocity fields so that the dimensionless compression time is
where \(h_0\) is the (dimensional) initial height of the box. We consider initially square boxes so that the dimensionless height and width of the box are \(h(t) = 1 - \cos (\psi )t\) and \({ W}(t) = 1-\sin (\psi )t\), respectively. Note that when \(\psi = 0\), only the height decreases and the model reduces to that of Hewitt et al. [14]. If \(\psi = \pi /2\), only the side walls compress the material and the box remains of constant height.
The effective solid network stress is given by
where the dimensionless parameter measuring the relative strength of the rate-dependent stress is given by
and \(\eta \) is the dimensional scale of the bulk viscosity function \(\hat{\varLambda }(\phi )\).
Figure 8 shows example solutions to the bi-axial compression model for suspensions compressed using \(\psi = 0\), \(\pi /4\), and \(\pi /2\). The figure shows the behaviour of relatively slow compaction with \(\gamma = 100\) and relatively fast compaction with \(\gamma = 0.01\). For each case, examples are given for a material with a rate-dependent stress given by \(\varLambda (\phi ) = \phi ^2\), or a material without solid bulk viscosity, \(\epsilon = \varLambda (\phi ) = 0\). The rate-dependent material corresponds to the pulp suspensions used in considering the full screw-press model, with the functional forms of \(\varPi _\mathrm{{Y}}(\phi )\) and \(K(\phi )\) given by the empirical fits found by [14], and an initial solid fraction of \(\phi _0 = 0.025\); we take \(\epsilon = 7\) (which roughly corresponds to NBSK pulp compacted from an initial height \(h_0 = 5.5\)cm). For the rate-independent material we use the fits for \(\varPi _\mathrm{{Y}}(\phi )\) and \(K(\phi )\) found for a suspension of nylon fibres [14], and we set \(\phi _0 = 0.028\).

A schematic of the simplified bi-axial compression model. Solid fraction profiles \(\phi \) against y / h(t) for bi-axial compression with \(\psi = 0\) (a, d), \(\psi =\pi /4\) (b, e) and \(\psi =\pi /2\) (c, f) for each of \(\gamma = 100\) (a–c) and \(\gamma = 0.01\) (d–f). Results shown for pulp (solid) with \(\phi _0 = 0.025\) and nylon (dashed) with \(\phi _0 = 0.028\) at times \(t=0.2\), 0.4, 0.6, and 0.8
The figure shows profiles of solid volume fraction at times \(t=0.2\), 0.4, 0.6, and 0.8 during the compression. We see that for slow compaction at \(\gamma = 100\), the profiles of solid volume fraction remain relatively uniform, with a slight deviation at later times which is particularly clear for width-only compaction, \(\psi =\pi /2\). For rapid compression, although the bulk viscosity \(\varLambda (\phi )\) aids in maintaining the uniformity of the pulp suspension, the lack of a bulk viscosity for nylon fibres results in a boundary layer developing against the permeable surface at \(y=h(t)\). Notably, this boundary layer is thinner and attains higher values of \(\phi \) for width-only compaction, \(\psi =\pi /2\). Evidently, over a wide range of values of \(\gamma \), compression via the side walls alone, \(\psi =\pi /2\), results in ‘worse’ dewatering behaviour in the sense that higher solid volume fractions, and therefore larger compressive loads, develop against the permeable screen.
1.2 C.2: Optimal bi-axial compression
To quantify further the effect of the mode of compression, in Fig. 9 we plot the (dimensionless) power \(\mathcal{W}(\psi )\) required to compact from an initial solid volume fraction of \(\phi _0 = 0.025\) to an average final solid volume fraction of \(\overline{\phi } = 0.12\) as a function of \(\psi \) for an NBSK pulp suspension for various values of \(\gamma \). The power is given by
and the figure shows the power normalised by that used when \(\psi =0\), i.e. by \(\mathcal{W}(0)\). The power increases with \(\psi \), with compression via the side walls using the most power. Additionally, this dependence on \(\psi \) is exaggerated as \(\gamma \) is reduced; when \(\gamma = 0.001\), width-only compaction consumes around three times as much power as height-only compaction.
In terms of press design, the value \(\psi = \pi /4\) represents the shortest length of press for a given area contraction. Figure 9 shows that this choice of \(\psi \) consumes approximately the same amount of power as any \(\psi <\pi /4\), which all represent longer press lengths. This points towards an optimal design of equal rates of geometry reduction due to shaft expansion and the convergence of the helical flight. Additionally, we note that a flight which induces geometry reductions more rapidly than the expanding shaft not only requires a longer press but also consumes more power and reaches higher peak loads. The inset demonstrates that the power usage increases rapidly as \(\gamma \) is decreased, with the scaling \(\mathcal{W}(0)\propto \gamma ^{-1}\) emerging as \(\gamma \rightarrow 0\). Notably, for each value of \(\gamma \), the power consumption remains roughly constant for \(0\le \psi \le \pi /4\), with the dependence on the mode of compression emerging for \(\psi >\pi /4\). Most strikingly, as \(\gamma \rightarrow 0\), the curves \(\mathcal{W}(\psi )/\mathcal{W}(0)\) collapse onto a single line independently of \(\gamma \).

Power consumption \(\mathcal{W}(\psi )\) normalised by \(\mathcal{W}(0)\) during consolidation from \(\phi _0=0.025\) to average solid volume fraction \(\overline{\phi } = 0.12\) as a function of \(\psi \). Plots for an NBSK pulp suspension with \(\epsilon =7\) for \(\gamma = 100\) (dark blue circles), 10 (red squares), 1 (yellow downward triangles), 0.1 (purple leftward triangles), 0.01 (green rightward triangles), and 0.001 (light blue upward triangles). Inset shows power consumption when \(\psi =0\), \(\mathcal {W}(0)\), against \(\gamma \). (Color figure online)
1.3 C.3: Nearly uniform compression
For slow compaction (\(\gamma \gg 1\)), the material remains nearly uniform during consolidation, suggesting that there should be no distinction between the different modes of compression. However, even for \(\gamma =100\), we observe a slight difference between height-only (\(\psi =0\)) and width-only (\(\psi =\pi /2\)) compaction. To further investigate this limit, we repeat the analysis of Sect. 3.2, which leads to
in place of (52), and we have assumed \(\epsilon \ll \gamma \) to simplify the constitutive law. Thence, expanding around the uniform solution \(\overline{\phi }\) and applying the total mass constraint, we integrate to find
implying that the solid fraction at the permeable screen is given by
which increases with \(\psi \) and sets the total load, since \(|\varSigma | \sim \varPi _\mathrm{{Y}}(\phi (h,t))\) in this limit.
For compaction purely through changes in h (\(\psi = 0\)), the departure of \(\phi (h,t)\) from \(\overline{\phi }=\phi _0/wh\) is a factor of \((1-t)^2\) smaller than that for compaction purely through changes in w (\(\psi = \pi /2\)). Intuitively, as \(\psi \) increases, the height of the domain remains larger for longer, and so gradients in \(\phi \) are able to more easily develop over time, thus leading to increased loads and power consumption.

a The function \(B(\phi ) = \int K(\varPhi )\varPi '_\mathrm{{Y}}(\varPhi ) \,\, \mathrm {d}\varPhi \) for pulp (solid) and nylon (dashed). b, c Solid fraction profiles for width-only compaction (\(\psi =\pi /2\)) with \(\gamma =100\) for b pulp and c nylon. Solutions to the full problem (solid) initialised from a solution to (104) with \(\overline{\phi }=0.025\) (pulp) and 0.028 (nylon) and solutions to (104) (dots) at times \(t=0.2\), 0.4, 0.6, 0.7, 0.8, and 0.85. For pulp, there is no solution to (104) at \(t=0.85\)
The improved prediction for the solid fraction in (54) is now replaced by
Examples of dynamics for width-only compaction, \(\psi =\pi /2\), and with \(\gamma =100\) following the solution (104) and departures from it, are shown in Fig. 10. The full solution for nylon is always well represented by (104). For pulp, there is no solution to (104) which accommodates the total mass constraint at \(t=0.85\).
1.4 C.4: Rapid compaction
For rapid compaction, \(\gamma \ll 1\), the effective solid network stress is dominated by the rate-dependent term, that is
Upon substituting this limiting form into Darcy’s law (94) we see that \(\gamma \) drops out of the dynamics in the small \(\gamma \) limit. Additionally, the power reduces to \(\mathcal{W}(\psi ) \propto \epsilon /\gamma \), which rationalises the scaling \(\mathcal{W}(0)\propto \gamma ^{-1}\) evident in the inset in Fig. 9. Given also that the detailed dynamics become independent of \(\gamma \) (since it also drops out of Darcy’s law), it is clear that \(\gamma \) drops out of \(\mathcal{W}(\psi )/\mathcal{W}(0)\) when \(\gamma \ll 1\). Dimensionally, the effective solid network stress is \(\hat{S} = -p_* P \propto V\eta /h_0\) for rapid compaction, and so the power consumption becomes proportional to the compaction rate V.
Rights and permissions
About this article

Cite this article
Eaves, T.S., Paterson, D.T., Hewitt, D.R. et al. Dewatering saturated, networked suspensions with a screw press. J Eng Math 120, 1–28 (2020). https://doi.org/10.1007/s10665-019-10029-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10665-019-10029-3