
Abstract
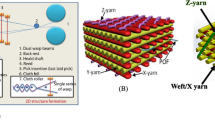
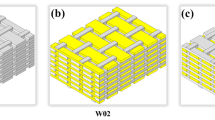
3D woven composites, due to the presence of through-thickness fibre-bridging, have the potential to improve damage tolerance and at the same time to reduce the manufacturing costs. However, ability to withstand damage depends on weave topology as well as geometry of individual tows. There is an extensive literature on damage tolerance of 2D prepreg laminates but limited work is reported on the damage tolerance of 3D weaves. In view of the recent interest in 3D woven composites from aerospace as well as non-aerospace sectors, this paper aims to provide an understanding of the impact damage resistance as well as damage tolerance of 3D woven composites. Four different 3D woven architectures, orthogonal, angle interlocked, layer-to-layer and modified layer-to-layer structures, have been produced under identical weaving conditions. Two additional structures, Unidirectional (UD) cross-ply and 2D plain weave, have been developed for comparison with 3D weaves. All the four 3D woven laminates have similar order of magnitude of damage area and damage width, but significantly lower than UD and 2D woven laminates. Damage Resistance, calculated as impact energy per unit damage area, has been shown to be significantly higher for 3D woven laminates. Rate of change of CAI strength with impact energy appears to be similar for all four 3D woven laminates as well as UD laminate; 2D woven laminate has higher rate of degradation with respect to impact energy. Undamaged compression strength has been shown to be a function of average tow waviness angle. Additionally, 3D weaves exhibit a critical damage size; below this size there is no appreciable reduction in compression strength. 3D woven laminates have also exhibited a degree of plasticity during compression whereas UD laminates fail instantly. The experimental work reported in this paper forms a foundation for systematic development of computational models for 3D woven architectures for damage tolerance.













Similar content being viewed by others

References
Bibo, G.A., Hogg, P.J., Backhouse, R., Mills, A.: Carbon fibre non-crimp fabric laminates for cost effective damage tolerant structures. Composites Science and Technology 58, 129–143 (1998)
Future perspectives for design and testing of wind turbine blades, A white paper on a rational approach to defects and damage tolerance, Det Norske Veritas AS, Report no WTDK-6022,2008. (http://www.dnv.us/binaries/damage_tolerance-white_paper_2008_tcm153-295072.pdf)
D 7136 – “Test Method Measuring the Damage Resistance of a Fiber-Reinforced Polymer Matrix Composite to a Drop-Weight Impact Event,” American Society for Testing and Materials, West Conshohocken, Pennsylvania
Challenger, K.D.: The damage tolerance of carbon fiber reinforced composites—a workshop summary. Composite Structures 6, 295–318 (1986)
Hull, D., Shi, Y.B.: Damage mechanism characterization in composite damage tolerance investigations. Composite Structures 23, 99–120 (1993)
Shyr, T.W., Pan, Y.H.: Impact resistance and damage characteristics of composite laminates. Composite Structures 62, 193–203 (2003)
Edgren, F., Soutis, C., Asp, L.E.: Damage tolerance analysis of NCF composite sandwich panels. Composites Science and Technology 68, 2635–2645 (2008)
Naik. R.A., Logan, C.P., Damage resistant materials for aeroengine applications, AIAA Paper 99–1370, 40th AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics and Materials (SDM) Conference, St. Louis, MO, April 1999
Raju, K.S., Smith, B.L., Tomblin, J.S., Liew, K.H.: Impact damage resistance and tolerance of honeycomb core sandwich panels. Journal of Composite Materials 42(4), 385–411 (2008)
Saito, H., Kimpara, I.: Evaluation of impact damage mechanism of multi-axial stitched CFRP laminate. Composites Part A 37, 2226–2235 (2006)
Prichard, J.C., Hogg, P.J.: The role of impact damage in post-impact compression testing. Composites 21, 503–511 (1990)
Sharif,T., Potluri,P.:Robotic preforming of thick near-net composites, Texcomp 9, October 13–15,2008, Newark, DE
Rosen, B.W: Mechanisms for composite strengthening, in Fiber Composite Materials (ASM,1965) chapter3
Budiansky, B: Micromechanics, Computers and Structures, 16(1),3-12(1983)
Wisnom. M.: The effect of fibre misalignment on the compressive strength of unidirectional carbon fibre/epoxy, Composites, 21(5),403-407 (1990)
Emehel, T.C., Shivakumar, K.N.: Tow collapse model for compression strength of Textile composites. Journal of reinforced Plastics and Composites 16, 86–101 (1997)
Soutis, C., Curtis, P.T.: Prediction of post-impact compressive strength of CFRP laminated composites. Composites Science and Technology 56, 677–684 (1996)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Potluri, P., Hogg, P., Arshad, M. et al. Influence of Fibre Architecture on Impact Damage Tolerance in 3D Woven Composites. Appl Compos Mater 19, 799–812 (2012). https://doi.org/10.1007/s10443-012-9256-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10443-012-9256-9