
Abstract
Mine plans usually need to consider the tonnage that must be stored in the dumping area and the machine hours required to place material there as a constraint. The Department of Mining Engineering and Mineral Economics was involved in a project, in which the whole mine planning procedure had to start with the dump. To start with a dump, formulating the targets for the mine plan did require some adaptation of the standard mine planning procedure. After a proper set-up, the schedule was updated several times to optimize it. In total, six complete scenarios have been created where the dam could be built in the simulation.
For confidentiality reasons no details on the project location or project coordinator are included in the text.
Zusammenfassung
Halden eines Bergbaubetrieb müssen bei der Abbauplanung und Produktionsplanung als restriktiver Parameter beachtet werden, da sie Ressourcen wie Platz und Maschinenstunden zur Errichtung benötigen. Der Lehrstuhl für Bergbaukunde, Bergtechnik und Bergwirtschaft war in ein Projekt involviert, wo die Halde im Fokus der Abbauplanung stand. Im Gegensatz zur herkömmlichen Planung, war die Zielsetzung des Abbauplans nicht eine Verkaufstonnage, sondern die Zusammensetzung der Halde. Diese Herangehensweise erforderte eine Adaptierung des Standard-Prozedere. Nach einem umfassenden Set-up wurde der Plan durch Iterationen optimiert. Schlussendlich konnten sechs komplette Szenarien ausgearbeitet werden.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The target of a standard mine planning procedure is to deliver a sellable product. It is linked to the sales targets, which define a quantity with a certain quality to be delivered at a specific point in time to one or several customers. The mine plan needs to provide these tons, taking into account several constraints, like available budget, spatial constraints, existing machines, or accessible manpower, to name just a few. The production schedule usually tries to find a (near) optimum sequence for the mining blocks, respecting pushback designs and final pit designs, as well as financial constraints with a given number of available machines and manhours. As a side effect of the planned mining activities, a dump is created. Besides stability aspects, mine plans usually need to consider the tonnage that must be stored in the dumping area and the machine hours required to place and, in some cases, also compact material there. The Department of Mining Engineering and Mineral Economics was involved in a project, in which the whole mine planning procedure had to start with the dump.
2 Project Outline
For this special case, the project’s aim was to create a dam. Material for this dam was derived from a nearby quarry. In difference to a standard mining operation, the compound of the dam (= the dump) was key. The task for the department team was to verify the pushback design provided, to calculate machine hours, to validate the suggested fleet, and to provide all results in a visually appealing way.
3 Planning Procedure
The mine schedule creation was supported by the Datamine Studio OPFootnote 1. Its short-term scheduling functionality proved to be sufficient to produce a profound result. Some estimations were different from a standard mine planning process:
-
The compound of the dump was key.
-
Although it was a green field project, the time frame (LOMFootnote 2) was only five years.
-
There was no detailed geological model available (nor necessary).
By using the software application, machine hours could be scheduled in a dynamic and flexible way, while automated cross-checks prohibited exceeding of capacities or ignoration of dependencies.
A further constraint was linked to the mine calendar. Mining was only allowed between April and November with preventive maintenance scheduled off shift. Each day had five hours downtime.
In a first step, provided pushback designs were implemented and optimized with the mine planning software.
The next step was to create a geological model. Unlike a ‘normal’ deposit block model, the one established for the project merely included volume and two sorts of material. The difference of the material types showed in the density applied, the loading capacity, and the processing flow. In this special case, there was one limiting layer separating the two material types. Any material above the layer had a better loading capacity (time assigned for loading it was multiplied with a factor < 1), and only needed to pass one processing step before going to the dump. Material below the layer required blasting and went through the complete processing plant.
Based on the information from the block model and respecting the constraints of the pushback designs, mining blocks were created. In this project, approximately 3000 blocks had to be scheduled. The size of the mining blocks was linked to the size of one blast.
4 Set-up
Short-term scheduling requires a proper set-up. It provides the necessary structure for the production, like haul routes and destinations, and helps to implement targets for products as well as limits for destinations. With a sophisticated software like Datamine Studio OP, a good set-up also enables automated checks during the scheduling process.
The calendar set-up limited the total hours according to the constraints, as mentioned above. Climate conditions required downtime to be planned from December to March (winter break). Usually, subsequent periods are not scheduled with the same level of detail as the initial one or two years. In this case, all five years were scheduled with the same resolution.
For this specific project, two main destinations were defined: the processing plant and the dump. Material could be delivered directly to the dump, provided that the mined quality matched the compound restrictions for the current phase of the dam. All other material needed to be dumped at the processing plant, respecting the processing capacity. After the processing, this material was loaded again and transported to the dam. Additionally, several intermediate stockpiles were planned to fulfill the quality targets for the dam construction material. All destinations needed to be linked and limited to specific periods, especially the temporary stockpiles.
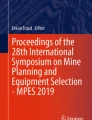
A haulage route network was created (Fig. 1). The network contained strings, representing the real roads that trucks and loading machines need to drive. This means that strings and bench exits changed between periods, giving various travel lengths, applicable speed, and total cycle times. Furthermore, the small bench width at the opening of new levels required a one-way system. So, while scheduling mining blocks, the travel roads towards the destinations needed to be different from the routes used by empty trucks. The network had a great impact on the machine hours for the scenarios as the performance of empty and loaded trucks (based on a rimpull and retarder diagram) was directly linked to the real distance and gradient derived from the strings. Availability and utilization ratios were also included in the calculation. It was assumed that all loading cycles were affected by a ‘learning curve’. This was respected by a factor, additionally limiting any performance during the first periods.

Screenshot of the first period’s bench design with haulage routes network for several mining phases. Truck symbols represent bench exits and labels show that they change according to available access ramps for the benches. 2100E and 2120B are currently available for the active period
Another challenge was the change in volume. Material from the quarry was blasted (increase in volume) and then compacted when dumped at the dam (decrease in volume). This affected any haulage, storage, and processing capacities. To avoid using assumed swelling and compaction factors, all scheduling activities, performance computation, and capacity limits were ton-based instead of volume-based.
5 Scheduling
Scheduling was performed manually. Each mining block was selected and virtually mined. For every block, the destination was assigned considering also intermediate stockpiles, which were valid only for certain periods. The manual scheduling also helped to respect machine paths, so an excavator would not jump between benches on the same day (Fig. 2).

Path of the excavator. It is important that the excavator does not “jump” between benches without calculating additional moving time
In some areas of the mine, it was necessary to maintain haulage routes (especially ramps) as long as possible. Of course, in all parts of the quarry, any undermining of blocks was avoided.
The time required to mine all tons of a block was based on four parameters. The first was the haulage network. It defined the length and gradient each machine had to travel. The second factor was the capacity of trucks, defining the number of trips each truck had to drive in order to move the scheduled tons. The third parameter was the time defined for loading, queuing, and dumping. The loading was also adjusted by the rock type. The last influencing factor was the possible driving speed. The maximum speed was limited by a speed limit throughout the quarry with computed acceleration based on the performance diagrams for loaded/unloaded trucks.
The software also logs the tons for each destination and compares it to the processing capacity and the total capacity. This was an important safety check during scheduling.
The scheduling for one period continued until one of the following three events occurred: The necessary tonnage for building the dam was reached or the processing capacity of the processing plant was almost exceeded or the contingent of machine hours or truck hours for the period was fully utilized.
In difference to a standard mine plan where later periods are scheduled in weeks or months, all days were scheduled here in detail. This fact also increased the computation time for each scenario and any changes.
The standard performance reduction due to operating efficiency was implemented during the set-up.
6 Result
The schedule was updated several times to optimize it. In total, six complete scenarios have been created. They helped to analyze the sensitivity of the whole mine plan in respect to specific changes in the set-up. For example, the influence of number of trucks or the capacity per truck were investigated. Also, several speed limits and performance reductions due to the sea-level of the operation were analyzed.
As a result, the dam could be built in the simulation with material from the quarry. For some periods, bottlenecks were identified.
The software allowed a visualization of the dump and the pit. Computed machine hours could be exported and used to calculate personnel requirements and necessary maintenance or consumption of spare parts. For some auxiliary machines, like a water cart or the fuel truck, the required machine hours were merely based on a linear assumption.
7 Conclusions
To start with a dump, the process of formulating targets for the mine plan required some adaptation compared to the standard mine planning procedure. Requirements of the dam were translated into some sort of sales-targets and met via an optimized mine schedule. A proper and sophisticated set-up helped to avoid major errors while scheduling and to stay as realistic as possible.
The geologic model was sufficient, but not very detailed.
Scheduling all days for five years increased the overall computation time for each scenario. This also affected any changes. The level of detail proofed to be necessary, though. For some days, problems linked to access benches or bottlenecks in the destination capacities could be identified and solved. The computed machine hours and truck hours helped to check on the proposed size of the fleet and suggested machine types.
Notes
Datamine Studio OP Version 2.6.40.
Life Of Mine.
Funding
Open access funding provided by Montanuniversität Leoben.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Haindl, A. The Dump is the Target—A Reversed Mine Plan. Berg Huettenmaenn Monatsh 168, 71–74 (2023). https://doi.org/10.1007/s00501-022-01316-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00501-022-01316-1