
Abstract
The present work aimed to investigate the influence of flow geometry on volume instability associated to a linear polydimethylsiloxane (PDMS). To do so, a convergent radial flow was created at the die entrance. The performed particle image velocimetry (PIV) recordings under unstable flow regime, in capillary rheometer, characterized by the new entrance zone, show a new pattern of streamlines above the die and a disappearance of the vortex developed in the corner of the reservoir. Photographs of the extrudate strands obtained at the die exit depict a new morphology of defect which appears with a well-established radial flow. These results led to the correlation agreement between the gross melt fracture and the flow instability at the entrance zone. It also proved the importance of elongational and shear components linked to the upstream flow in the appearance and development of volume distortion.
Similar content being viewed by others

Introduction
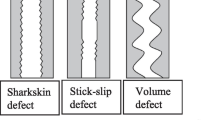
The production rate of polymer extrusion is limited by the appearance of flow instabilities. A sharkskin or surface melt fracture is observed at moderate extrusion rates and manifests as fine and periodic distortion on the extrudate surface (Weill 1980; Elkissi et al. 1997; Goutille et al. 2003; Miller and Rothstein 2004; Miller et al. 2006; Ansari et al. 2011). This defect is sometimes followed by the triggering of a cyclic melt fracture or stick-slip (Wang and Drda 1996; Wang and Drda 1997; Yang et al. 1998; Doerpinghaus and Baird 2003). For a higher regime, gross melt fracture defect, characterized by a wavy distortion, affects the whole volume of the extrudate evolving toward chaotic distortion. These phenomena have been the subject of numerous studies (Tordella 1969; Ballenger and White 1971; Oyanagi 1973; Bergem 1976; Piau et al. 1990; Muller and Vergnes 1996; Legrand and Piau 1998; Wassner et al. 1999; Sentmanat and Hatzikiriakos 2004; Combeaud 2004; Ayadi et al. 2011; Elgasri et al. 2011; Ketata et al. 2017). Regarding the sharkskin defect, the origin is located at the die exit under the effect of local stress concentrations in the melt near the exit singularity (Elkissi and Piau 1996; Elkissi et al. 1997; Allal et al. 2006). However, for the most researchers, the occurrence of the gross melt fracture is admitted to be initiated at the die entry (Tordella 1969; Ballenger and White 1971; White 1973; Oyanagi 1973; Bergem 1976; Piau et al. 1988; Piau et al. 1990; Elkissi et al. 1993; Legrand and Piau 1998; Wassner et al. 1999). Optical observations, such us birefringence (Muller and Vergnes 1996; Legrand and Piau 1998; Goutille et al. 2003) and laser Doppler velocimetry (Rothstein and Mckinley 2001), have shown that the onset of gross melt fracture is accompanied by an upstream instability which may occur when the elongational stress exceeds a critical condition. Recently, particle-tracking velocimetric (PTV) method adopted to characterize the behavior of entangled melts in an extrusion set up (Zhu et al. 2013) showed that the gross melt fracture originates the unstable strain localization involving chain disentanglement. On the other hand, this instability has been correlated with secondary flow (vortex) instability, and a volume distortion was reported to be initiated by a periodic discharge of vortex into the main stream (Meh 1997; Koopmans 2002; Combeaud 2004).
Many researchers have tried to mitigate the upstream instability by modifying the geometry of the die entrance. Bagley and Schreiber (1961) and Den Otter (1970) have examined the role of shear stress and deformation in the axisymmetric contraction with a conical entrance. They showed that the decrease in the die entrance angle allowed a reduction of the severity of the gross melt fracture. Some other authors (Done et al. 1983; Piau et al. 2000; Goutille and Guillet 2002) have disposed a porous medium just above the die and they observed, as a consequence, the attenuation or elimination of the gross melt fracture defect. They have suggested that this result should be attributed to chain disentanglement through the porous medium. Piau et al. (2000) have also underlined that the disposition of the porous medium in the die entrance modifies the flow geometry, thus combining the pre-shearing with the reduction of elongation strains which led to the mitigation of gross melt fracture defect.
In the same context, Ayadi et al. (2011), Elgasri et al. (2011), and Ketata et al. (2017) have recently imposed a convergent radial flow at the die entrance in order to raise shear deformations compared with those of elongation at the entrance region. The analysis of the effect of the clearance width of radial flow on the appearance and development of helical defect shows that the melt fracture as well as its amplitude can clearly be mitigated if the radial flow gap is reduced. Therefore, they linked the volume defect and its aspect to the shear and elongational component of the radial flow.
In the present work, the geometry of the die entrance was modified by imposing a convergent radial flow. Thus, we investigated the effect of the new entry flow on the appearance and development of the wavy melt fracture defect. To do this, a series of extrusion experiments were performed using a capillary rheometer setup. Besides, the PIV method was applied to cutch velocity fields of radial flow. To explain the new obtained extrudate morphologies, the velocity vector maps have been used as evidence.
Experimental materials
Fluid used
The tested material is a linear PDMS marketed under the name Pure Silicone Fluid (PSF) 1.000.000 cSt. This polymer has the advantage of being transparent and melts at room temperature, and thus, the heat application is not necessary to perform extrusion. A summary of its main characteristics (Ketata et al. 2017) is shown in Table 1. The PDMS is also known for its thermal, chemical and mechanical stability.
where η0 is the zero shear viscosity, Mw is the average molecular weight, and Ip is the polydispersity.
The PDMS was seeded with microspheres of polyamide in order to carry out the particle image velocimetry (PIV) measurements. The approximate diameter of these particles was 20 μm, and they were of about 0.03% in weight. This quantity is necessary for flow observations and velocity measurements, and it is not enough to modify the flow characteristics or the behavior of the test fluid.
Experimental apparatus
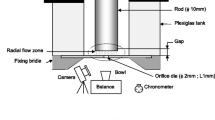
The tested fluid was held in a reservoir and forced to flow through a capillary die by a flux of pressurized nitrogen (Fig.1). The experiments were run under constant pressure condition at room temperature.

Experiment device
The reservoir is made up of transparent plexiglass. Its internal diameter is 20 mm, and its height is 100 mm. To obtain a radial flow at the entrance of the capillary die, a 10-mm diameter Inox rod was introduced in the reservoir. The gap width of the radial flow is the field between the extremity of the rod and the plane of the die. In addition, to reduce considerably the diffused light and then to ensue the PIV experiments, the 2 ± 0.03-mm diameter and 0.45 ± 0.05-mm long die was made of anodized aluminum, while the rod was painted in matte black. Finally, the extruded fluid was directly timed and weighed and then the average mass flow rate was evaluated.
Visualization
To identify and visualize the extrusion defects at the die exit, a digital camera Nikon D200 equipped with a variable focal lens 18/70, was placed just outside the capillary die to film the extrudate. However, for the flow upstream observation, a double-pulsed laser Nd-YAG (30 mJ per pulse), of 532 nm wavelength and 5 ns pulse emission time, was used. The laser light sheet was focused onto the center of the die using a half-cylindrical lens. The fluid motion was followed using a double frame camera PCO 1600 equipped with 1200 × 1600 pixel CCD captor. This camera was coupled to 18/70 zoom and two spacers of 36 mm and 12 mm of length. A mini-synchronizer was adopted for synchronization between the camera and the laser (Fig. 2).

PIV configuration. a Bottom view of the experimental set up. b Side view of the experimental set up: adjustment of the laser beam
Devices used in visualization and imaging
In this study, particle image velocimetry (PIV) observations were achieved in a meridian plan of the axisymetric reservoir so that the velocity maps would be displayed in two dimensions.
In order to establish the velocity field as well as the flow streamlines, the PIV parameters were adjusted according to the shear rate.
The upstream flow was examined with large interrogation areas of 128 × 128 pixels. The vortex adjacent to the die, which has a relatively low shear rate, was analyzed with middle size interrogation areas of 64 × 64 pixels. Interrogation windows were overlapped by 50% to increase the number of interrogation areas and thus obtain more information of the displayed region. The time intervals between two images (Δt) were chosen in such a way that the maximal displacement (Δx) of the particles is about 1/8 of the interrogation edge, in order to improve the image processing quality (Eqs. (1–2)). Therefore, several time intervals, see Table 2, were chosen based on the speed of the flow area to be visualized: to describe the far away flow from the entrance zone, the interval time was determined considering the internal radius of the reservoir containing the polymer. However, to allow the description of the flow around the centerlines, the die radius was adapted to the calculation of the used interval time. For the observation of the flow on the recirculation zones, where the flow velocity is too low, a long enough time interval for the displaced particle to be in the second image was considered.
Therefore, the unstable flow visualization was performed with a 10-Hz laser frequency. The latter was selected because it is the greatest possible frequency offered by the equipment. As for the extruded strand frequency, it may be calculated using Eq. (3) and the parameters defined in Fig. 3. Using undulated strands photos in Fig. 5, the frequency values obtained for the larger three gaps (infinite, 5, and 3 mm) are almost identical with less than 1% difference (see Table 3).

Geometrical characteristics of helical defect (Ketata et al. 2017)
It is assumed that the upstream die flow instability is asymmetrical and can better fit in a meridian plane than in any other one. Therefore, it is very difficult to have a zero phase shift with this meridian plane for two reasons. The first is that the instability frequencies are not integers (or multiples of the 10 Hz frequency). The second is that even if the frequency is an integer of 10, the most obvious instability can be visualized on the focal line of the camera, which means that there will be no information loss. To remedy this issue, we took a large number of available image pairs and adjusted them as an integer number fraction of 120 Hz which is the frequency of the gross melt fracture defect (Eq. (3), (Fig. 3)).
where Qv is the volume flow rate, V is the flow velocity in the reservoir, Vmax is the maximal flow velocity, R is the radius of the area through which the fluid flows, ρ is the density of the tested polymer, Δx is the maximal displacement of particles, and Δt is the time between two consecutive images.
where λ is the helix pitch of the helical defect shape, φmax is the large diameter of the helical defect shape, and φmin is the small diameter of the helical defect shape.
Results
Flow curves and observations at the die exit
Figure 4 shows the flow curves of the PDMS extruded through the capillary die, with and without rod at the die entrance. The used gaps are 1, 2, 3, 5 mm, and ∞ (corresponding to the experiments without rod).

Effect of gaps on the PDMS curve flow and PIV application domain
In Fig. 4, one can note that the flow curves are continuous. For a constant mass flow rate, the total pressure drop was increased when the gap was reduced. However, the strand photographs show, for all the gaps just like for the experiments without rod, the three known aspect defects (surface, helical, and chaotic morphologies) expect the stick-slip instability as the experiments were probably performed using a thin orifice die. In this study, we shed the light on the gross melt fracture defect.
Figure 5 shows photographs of the extrudate strands taken at a constant flow rate which is about 2.71 ± 0.04 g/s. This latter corresponds to the trigger of the gross melt fracture defect for the experiment without rod. However, one can see that imperfection appears with less important amplitude and high frequency when the radial flow is created and especially when the distance between the die and the rod extremity is reduced. It is worth noting that instability is easily identifiable, with large gap (gap infinity, gap 5 mm), through the features of a regular and periodic helix. Then, the amplitude of the helix imperfection decreases more and more with the decrease of the gap width, until its disappearance at a 1-mm gap. However, it should be noted that for smaller gaps (2 and 1 mm), the extrudate defect cannot be related to a volume or surface instability. Indeed, defects are neither periodic cracks as those observed for surface defects nor rough undulations as those observed for volume defects. In other words, the irregularities amplitudes are larger than those of the cracking sharkskin and smaller than a helical defect (Fig. 5d–e). However, for intermediate gaps (5 and 3 mm), the irregularities seem to be a combination or a superposition of both surface and volume defects, where they appear simultaneously (Fig. 5b–c). So, for a constant flow rate, with the establishment of the new entrance zone, the extrudate strand morphology is modified at the die exit, and the severity of the gross melt fracture defect is relieved. Therefore, we can say that as the gap decreased, the default no longer involves the strand whole volume, but rather the external layer of the extruded strand of the polymer. This is why we tend to say that it belongs to the surface.

Extrudate morphology evolution at a constant flow rate Qm = 2.7 ± 0.1 g/s
PIV results
To obtain additional information on the dynamic response of the polymer, the PIV method was used. Flow observations were achieved for a constant flow rate of 2.7 ± 0.1 g/s for gaps ∞, 5, and 3 mm.
Direct and filtered vector maps (via windows velocity filter with a validation of 76%), associated to the flow without rod, are depicted in Fig. 6. As it can be seen, there is no significant difference between the two vector maps (Fig. 6a–b). It may be noted that except for a few vectors whose magnitude and direction are disturbed, a great similarity of velocity in the fields is clearly noticeable from both maps which means that streamlines can be easily guessed. This finding was noted for all obtained vector maps in this work. In what follows, we presented the obtained results of PIV vector map in the raw state (i.e., direct vector map) without alterations.

Velocity field for the flow in the reservoir at 13 bars and 2.68 g/s. a Raw vector map. b Corrected vector map
The vector maps obtained for the PDMS extruded with the three configurations (without rod ∞ and gaps, 5 and 3 mm) show that the flow just above the capillary die is basically non-symmetrical (Figs. 7, 8, and 9).

Velocity maps describing the flow around the axis between 6.5 D above the orifice and the orifice for the PDMS extruded without rod, at 13 bars and 2.68 g/s. a Zone between 3.3 D and 6.5 D. b Entrance zone. c Non-Newtonian vortex

Velocity maps describing the flow around the axis between 6.5 D above the orifice and at the orifice for the PDMS extruded with gap = 5 mm, at 18 bars and 2.6 g/s. a zone between 3.3D and 6.5D. b Entrance zone. c Around the centerline. d Non-Newtonian vortex

Velocity maps describing the flow around the axis for the PDMS extruded with gap = 3 mm, at 20 bars and 2.75 g/s. a Zone between 3.3 D and 6.5 D. b Entrance zone. c Around the centerline. d Non-Newtonian vortex
For the extrusion without rod, it can be seen that far from the contraction (3.5 and 6.5 D, Fig. 7a), the flow seems to be symmetric and steady. However, for the field below 3.3 D, the flow is clearly influenced by the presence of the upstream contraction (Fig. 7b): the shear rate is very insignificant and as a consequence, the fluid undergoes high elongation. This influence is more and more important as the fluid moves toward the orifice. Besides, a secondary flow (vortex) can be seen to develop near the die entry and to extend to the corner of the reservoir (Fig. 7c–d). According to Fig. 7e, the obtained extrudate can be clearly remarked to be unstable.
When introducing the rod, the PDMS undergoes a transition from an annular (Figs. 8a and 9a) to a radial flow (Figs. 8b and 9b). It should be noted that after introducing the rod, the symmetrical flow zone, located to the right of the rod, was deleted because this region is not lit and thus cannot be explored.
Before proceeding with the interpretations of the radial flow effect on the strand morphology, an important observation on the vortex evolution should be underlined. Indeed, the vector maps, associated to the corner of the reservoir (Figs. 8d and 9d), show the suppression of the vortex which is due to the formation of the radial flow at the die entrance. However, the extruded strand surface is affected by the flow instability (Figs. 8d and 9d or 5 b and c) upstream the die orifice, where the vortex recirculation cannot contribute if it already exists. This result is in agreement with the literature (Carrot and Guillet 2000; Koopmans 2002; Barnes 2003). These illustrations consider that the non-Newtonian vortex does not contribute to the flow instability and interpret its size in terms of elongational components intensifying in the entrance zone.
Regarding the appearance of the flow at the die entrance, it can be seen that when the gap width decreases, the radial flow is so well-established that it changes the streamlines of the flow. Therefore, the dissymmetry of the flow is reduced and limited at the entrance region when the radial flow is obviously established. Indeed, Fig. 9b–c show that the radial flow inlet seems to be characterized by a steady and regular streamlines and that dissymmetry is closely located at the entrance of the die. This change of the flow aspect, which is the consequence of the decrease of the radial flow gap, induces a modification on the extrudate morphology. At a constant flow rate and from gap infinity to gap 3 mm, through gap 5 mm, the associated strand defect is mitigated (little amplitude and high frequency) as the clearance is smaller (Fig. 5a–c or Figs. 7d, 8d, and 9d). This changing morphology is more established for experiments with small clearance as observed from the strand of gap 3 mm (Figs. 9d or 5c). These observations confirm, once again, the conclusions drawn by Ayadi et al. (2011) when the observed defects are attributed to the surface of the strand rather than its volume. In other words, the defect pertains to the external layer of the polymer extrudate.
The radial flow–expected deformations can be seen as simultaneous shearing and elongation deformations (Ayadi et al. 2011) with a predominance of the first. These two deformation types, developed in the entrance zone, become increasingly important when the radial flow is increasingly imposed on small gaps. Thus, the preponderance of elongational deformations observed in a sudden flow contraction (Fig. 7b) is broken by the modification of the die entrance following the introduction of the rod, thus allowing the shear strains to take over gradually as the gap decreases. These shear strains are increasingly closer to the lip of the die when the gap decreases, and can be easily seen from the obtained vector maps (Figs. 8c and 9c). So, in terms of spatial location, the deformation concentration, mainly elongation(s) in the case of a configuration without rod, slides from the centerline axis to the edge of the die orifice where the entrance region becomes a radial flow following the rod introduction. In this case, we can say that because of the radial flow in the upstream zone, a new stress distribution is established: elongational as well as shear stresses tend to concentrate near the lip of the capillary die. The associated defect no longer affects the whole volume of the extruded strand of the polymer, but rather, the volume of its external layer.
It can be concluded that when the flow instability is upstream, the die, being the consequence of an elongation deformation, affects the whole volume in this area and consequently affecting the totality of the extruded strand volume. In contrast, in case of a radial deformation in the nearby area of the die lips, instability will not affect the whole volume but just the external layer of the extruded strand of the polymer.
Indeed, a recent study (Zhu et al. 2013) illustrates that the origin of shear banding in linear chain melts is a localized chain disentanglement which depends on the degree of polymer entanglement: the degree of strain localization increases with the level of chain entanglement. Besides, the PTV observations in this study indicate that the well-entangled polymer melts undergo shear yielding and internal strain localization at the entry region before entering the die. Thus, it is possible to relate the observed effects on melt fracture type instability to the convergent radial flow created upstream the die, considering the PDMS entanglement degree. In other words, a well-entangled PDMS extruded through small gaps of radial flow can provide an extrudate exhibiting a combination of volume and surface instabilities, at the die exit, since shear deformations are well-developed at the die entrance (shear deformations originating from both the high degree of entanglement and the well-established radial flow). However, this cannot be proven unless a low molar mass PDMS is investigated.
Conclusion
In the present paper, the influence of the flow geometry on the volume instability associated to a linear PDMS was investigated. To do so, the entrance zone of the capillary die was modified by imposing a convergent radial flow. The obtained flow curves and photographs of extrudates at the die exit prove the importance of the upstream region in the appearance and development of the gross melt fracture defect. The PIV recording in unstable flow shows two major results: Owing to the radial flow created at the die entrance, a new pattern of streamlines above the die appeared and a disappearance of vortex developed in the corner of the reservoir, have been shown. Indeed, changing the upstream flow of the die significantly affects the strand morphology. The vortex, however, has nothing to do with the alterations. These changes are more visible when the radial flow is well-established like the case of a little clearance of the imposed radial flow.
As a consequence, flow instabilities must be correlated to flow structure and stress distribution in the upstream region. In other words, the gross melt fracture is linked to shear and elongational components of radial flow. The change in the entrance geometry and so in the flow structure of the entrance zone, by imposing a convergent radial flow, results in a change of stress distribution as well as the defect morphology. In the case of extrusion through abrupt contraction, the elongational component amount is important and the instability volume is obvious. When a radial flow is imposed, the shear component amount becomes more important than that of elongation, and the defect appears as a superposition between surface and volume instabilities.
References
Allal A, Lavernhe A, Vergnes B, Marin G (2006) Relationships between molecular structure and sharkskin defect for linear polymers. J Non Newtonian Fluid Mech 134:127–135
Ansari M, Hatzikiriakos SG, Sukhadia AM, Rohlfing DC (2011) Rheology of Ziegler Natta and metallocene high-density polyethylenes: broad molecular weight distribution effects. Rheol Acta 50(1):17–27
Ayadi A, Elgasri S, Mezghani A, Castro M, Elhaouani F (2011) Effect of radial flow in the die entrance region on gross melt fracture of PDMS extrudate. J. Non Newtonian Fluid Mech. 166:661–666
Bagley EB, Schreiber HP (1961) Effect of die entry geometry on polymer melts fracture and extrudate distortion. Trans Soc Rheol 5:341–353
Ballenger TF, White JL (1971) The development of the velocity field in polymer melts in a reservoir approaching a capillary die. J Appl Polym Sci 15:1949–1962
Barnes HA (2003) A review of the rheology of filled viscoelastic systems. Rheol Rev 2003:1–36
Bergem N (1976) Visualization studies of polymer melt flow anomalies in extrusion. In: Proceedings of the VIIth International Congress on Rheology. Chalmers University of Technology, Gothenburg, pp 50–54
Carrot C, Guillet J (2000) Viscoélasticité non linéaire des polymères fondus, Techniques de l’Ingénieur, traité Plastiques et Composites, AM 3630
Combeaud C (2004) Study of volume instabilies in extrusion of polypropylene and polystyrene, PHD, University of Mines
Den Otter JL (1970) Mechanisms of melt fracture. Plast Polym:155–168
Doerpinghaus PJ, Baird DG (2003) Comparison of the melt fracture behavior of metallocene and conventional polyethylenes. Rheol Acta 42(6):544–556
Done DS, Baird DG, Average AE (1983) The influence of porous media on the flow of polymer melts in capillaries. Chem Eng Commun 21:293–309
Elgasri S, Ayadi A, Elhaouani F (2011) Effect of die geometry on helical defect during extrusion of PDMS across a radial flow upstream the contraction. J Non Newtonian Fluid Mech 166:1415–1420
Elkissi N, Piau JM (1996) Stability phenomena during polymer melt extrusion. In: Piau JM, Agassant JF (eds) Rheology for polymer melts processing. Elsevier, Amsterdam
Elkissi N, Piau JM, Attane P, Turrel G (1993) Shear rheometry of polydimethysiloxanes. Master curves and testing of Gleissle and Yamamoto relations. Rheol Acta 32:293–310
Elkissi N, Piau JM, Toussaint F (1997) Sharkskin and cracking of polymer melt extrudates. J Non Newtonian Fluid Mech 68(2–3):271–290
Goutille Y, Guillet J (2002) Influence of filters in the die entrance region on gross melt fracture: extrudate and flow visualization. J Non Newtonian Fluid Mech 102:19–36
Goutille Y, Majesté JC, Tassin JF, Guillet J (2003) Molecular structure and gross melt fracture triggering. J Non Newtonian Fluid Mech 111:175–198
Ketata M, Ayadi A, Elkissi N, Bradai C (2017) Effect of rheological and physical properties on mitigation of melt fracture instability during extrusion of polymer melts through a radial flow die. Rheol Acta 56:341–350. https://doi.org/10.1007/s00397-017-0995-2
Koopmans R (2002) Engineering techniques, processed plastics and composites, AM3657
Legrand F, Piau JM (1998) Spatially resolved stress birefringence and flow visualization in the flow instabilities of a polydimethylsyloxane extruded through a slit die. J Non-Newtonian Fluid Mech 77:123–150
Meh M (1997) Private communication
Miller E, Rothstein JP (2004) Control of sharkskin instability in the extrusion of polymer melts using induced temperature gradients. Rheol Acta 44(2):160–173
Miller E, Lee SJ, Rothstein JP (2006) The effect of temperature gradients on the sharkskin surface instability in polymer extrusion through a slit die. Rheol Acta 45(6):943–950
Muller R, Vergnes B (1996) Validity of the stress optical law and application of birefringence to polymer complex flows. In: Piau JM, Agassant JF (eds) Rheology for Polymer Processing. Elsevier 5:257–284
Oyanagi Y (1973) A study of irregular flow behavior of high density polyethylene. Appl Polymer Symp 20:123–136
Piau JM, ElKissi N, Tremblay B (1988) Low Reynolds number flow visualization of linear and branched silicones upstream of orifice dies. J Non-Newtonian Fluid Mech 30:197–232
Piau JM, ElKissi N, Tremblay B (1990) Influence of upstream instabilities and wall slip on melt fracture and sharkskin phenomena during silicones extrusion through orifice dies. J Non-Newtonian Fluid Mech 34:145–180
Piau JM, Nigen S, ElKissi N (2000) Effect of die entrance filtering on mitigation of upstream instability during extrusion of polymer melts. J Non-Newtonian Fluid Mech 91:37–57
Rothstein JR, McKinley GH (2001) The axisymmetric contraction expansion: the role of extensional rheology on vortex growth dynamics and the enhanced pressure drop. J Non Newtonian Fluid Mech 98:33–63
Sentmanat M, Hatzikiriakos SG (2004) Mechanism of gross melt fracture elimination in the extrusion of polyethylenes in the presence of boron nitride. Rheol Acta 43:624–633. https://doi.org/10.1007/s00379-004-0359-6
Tordella JP (1969) In: Eirich FR (ed) Unstable flow of molten polymers in rheology, vol V. Academic Press, New York
Wang SQ, Drda PA (1996) Superfluid-like stick-slip transition in capillary flow of linear polyethylene: 1. General features. Macromolecules 29:4115–4119
Wang S, Drda PA (1997) Stick-slip transition in capillary flow of linear polyethylene: 3. Surface conditions. Rheol Acta 36:128–134. https://doi.org/10.1007/BF00366818
Wassner E, Schmidt M, Münstedt H (1999) Entry flow of a low-density polyethylene melt into a slit die: an experimental study by laser-Doppler velocimetry. J Rheol 43(6):1339–1353
Weill A (1980) About the origin of sharkskin. Rheol Acta 19(5):623–632
White JL (1973) Critique on flow patterns in polymer fluids at the entrance of a die and instabilities leading to extrudate distortion. Appl Polym Symp 20:155–174
Yang X, Wang SQ, Halasa A, Ishida H (1998) Fast flow behavior of highly entangled monodisperse polymers. 1. Interfacial stick-slip transition of polybutadiene melts. Rheol Acta 37:415–423
Zhu X, Yang W, Wang S (2013) Exploring shear yielding and strain localization at the die entry during extrusion of entangled melts. J Rheol 57(1):349–364. https://doi.org/10.1122/1.4769898
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Ketata, M., Ayadi, A., Bradai, C. et al. Effect of a radial flow foregoing a capillary die on the behavior of extruded PDMS: velocity field–distorted strand correlation. Rheol Acta 59, 425–434 (2020). https://doi.org/10.1007/s00397-020-01207-7
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00397-020-01207-7