
Abstract
This study examines the welded joint between P91 steel and Incoloy 800HT using the activated tungsten inert gas (A-TIG) welding process. The focus is on analyzing the microstructure and evaluating the mechanical properties of joints made with different compositions of activating flux. Owing to the reversal of the Marangoni effect in which the conventional direction of molten metal flow in the weld pool is reversed due to the application of oxide-based fluxes, a complete depth of penetration of 8 mm was successfully achieved. Conducting mechanical tests, such as microhardness, tensile, and Charpy impact toughness tests, elucidates the behavior of the welded specimens under different loading conditions. The findings highlight the effects of grain size, dislocations, and the evolution of fine-sized precipitates in the high-temperature matrix. This study highlights the importance of choosing suitable flux compositions to achieve consistent penetration and dilution in the base metals. Insights into different failure modes and the influence of temperature on the tensile strength were evaluated. Beneficial mechanical properties of the joints (meeting the criteria of ISO and ASTM standards) were found: ultimate tensile strength of 585 ± 5 MPa, elongation 38 ± 2%, impact toughness of 96 ± 5 J, and maximum microhardness of 345 ± 5 HV.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The present nuclear plants are concerned with issues like in-service failures, and developments are being made to improve the efficiency of the power plants. The research is going in the direction of cost-saving and reduction in carbon emissions [1]. Metal chemistry intricacies make the study of dissimilar welded joints (DWJ) particularly broad and challenging [2]. One such important category of DWJ is the weld between structural material P91 stainless steel and Incoloy 800HT pipes carrying steam at critical temperatures. P91 is a well-studied material, and all its properties have been reported in the critical work of Pandey et al. [3, 4]. Incoloy 800HT has been a candidate material of choice for Generation IV advanced ultra-supercritical (AUSC) power plants and is being investigated for its properties, such as weldability, high-temperature strength, and thermal stability [5]. The DWJ study gives an insight into the microstructure and mechanical behavior of the weld for their application in nuclear power plants. The weld solidification and the heat-affected zone (HAZ) formation are the main events that help comprehensively understand such joints’ performance [6]. Since P91 steel and Incoloy 800HT are often used in high-temperature and high-corrosion applications, their joining becomes inevitable, making their weldability a critical consideration. P91 steel is majorly employed in the fabrication of structural components designed to operate under 620 ℃. P91 has high strength and offers high-temperature resistance. Incoloy alloys tend to be less expensive than Inconel alloys due to the lower nickel content. The higher ferrous content in Incoloy results in lower corrosion and oxidation resistance but better weldability. Incoloy 800HT has been developed with controlled carbon, aluminum, and titanium content for optimal high-temperature properties, making it an inevitable choice and potential choice of research and development for DWJ. In practical applications, nickel-based alloy welding consumables or transition metals, suitable welding processes are carefully considered to ensure high-quality welds between the creep strength-enhanced ferritic/martensitic steel and Incoloy alloys [7]. Such DWJs are surrounded by various challenges. Hajri et al. [8] reported the premature failure in an in-service DWJ between austenitic stainless steel and ferritic steel using a nickel-based ERNiCr-3 filler due to the presence of thermal stresses and carbon migration. Carbon migration and micro-segregation of alloying elements play an essential role during weld solidification, which affects the microstructure and, hence, the mechanical performance of the weld [9, 10]. Though Incoloy and Inconel belong to the same family of superalloys, the Incoloy alloys possess distinct properties due to higher ferrous content and lower cost.
A handful of work has been published specifically concerning the DWJ between Incoloy alloys and creep strength-enhanced ferritic/martensitic steels. Sayyar et al. [11] put emphasis on the segregation of niobium (Nb) and molybdenum (Mo) into the formation of possible secondary phases, which affects the mechanical performance of the weld. Bhanu et al. [12] reported detrimental hot cracking in the Incoloy 800HT weld obtained by the laser welding process. Pandey et al. [13] stated that in welds involving P91 steel, Type IV failure affects the in-service life due to weakened microstructure in the HAZ region of P91. Type IV failure was found to be optimized through heat treatment. In addition, disparities in the physical characteristics of the base metals, such as variations in melting point and coefficient of thermal expansion, result in solidification cracking [14]. The gas tungsten arc welding (GTAW) or tungsten inert gas (TIG) welding process is commonly employed due to its ability to provide precise and regulated heat input, resulting in high-quality welds for materials with diverse compositions and qualities [15,16,17].
In recent developments, activated tungsten inert gas welding (A-TIG) has been reported to offer lesser thermal stresses, better mechanical strength, and superior weld bead geometry and microstructure [18]. A-TIG welding produces a deeper, narrower weld bead shape due to enhanced weld penetration. The concentrated arc energy and deeper weld penetration in A-TIG welding localize heat input, minimizing the thermal gradient in the weldment. The weld zone and base material experience lower thermal stresses due to this focused heating and cooling cycle. A-TIG welding refines weld bead geometry and microstructure, improving weld joint mechanical qualities. The deeper and thinner weld profile improves load-bearing capacity and fatigue life [19, 20]. Finer grain size and more homogeneous strengthening phase distribution can improve weld tensile strength, ductility, and hardness [15]. To get the best results from A-TIG welding, one must customize the flux composition and welding parameters to the material and application. Kulkarni et al. [21] successfully obtained a DWJ using the Incoloy 800 interlayer and observed improved impact toughness without any significant loss in tensile strength. A-TIG offers higher penetration in a single welding pass using oxide-based activating flux paste by reversal of the Marangoni phenomenon [22,23,24]. The selection of flux composition is an experimental process based on unpredictable dependence on various variables such as welding current, arc voltage, welding speed, and density of flux coating. The material composition and even ambient conditions of welding surroundings may affect the depth of penetration in the A-TIG welding process [25,26,27]. As per general observations reported, the oxygen level in weld metal above 340 ppm at 300 A increases the weld pool surface tension in the center, forcing an inward flow of molten weld and hence reversing the sign of the coefficient of surface tension to positive \(\partial \gamma /\partial T\) [28]. A-TIG welding process could prove to be promising in the development of DWJ, and hence, it requires a more comprehensive study to determine and benchmark the effectiveness of this process. The welding of Incoloy alloy with ferrous alloy using the A-TIG process has not been investigated in depth. Only a handful of publications exist that suggest that the oxide flux will have a similar effect on Incoloy alloys as for high-alloy steels. When utilizing the A-TIG process, the high ferrous content of Incoloy alloys greatly aids in achieving a trebled depth of penetration [29]. TiO2 has been reported to increase the depth of penetration in P91 steel and Incoloy 800H in different reported works of literature to a great extent, also improving the corrosion resistance [30, 31]. The use of SiO2 has proved to be helpful in significantly reducing the angular distortion and increasing the tensile strength in DWJ [32].
This study involves the development of a P91-Incoloy 800HT DWJ using the A-TIG welding process. If a successful DWJ is achieved with superior strength and aesthetics compared to the conventional TIG process, this study will prove to be a benchmark. In the present work, in-depth microstructure characterization was performed to observe the different phases that evolved during the welding process and their effect on the mechanical performance of the weld. The mechanical properties such as tensile strength at room temperature, high-temperature tensile strength, microhardness variation, and impact toughness were investigated. The results will aid in the progressive and robust development of DWJ of P91 and Incoloy 800HT for power plant applications.
2 Experimental procedure
The P91 and Incoloy 800HT base metal plates were brought from the vendor with certified composition. Further, the base plates were studied using the optical emission spectrometer (OES) for their chemical composition, detailed in Table 1.
The P91 was normalized and tempered, while Incoloy 800HT was solution-annealed. The average grain size in the P91 microstructure was observed to be around 18 ± 5 µm, and for Incoloy 800HT grains, it was around 162 ± 5 µm. The base metal plates were also studied for the mechanical properties detailed in Table 2.
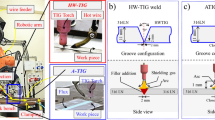
For the experimental purpose, multiple plates of P91 and Incoloy 800HT were extracted on a wire-EDM (electrical discharge machining) in exact dimensions of 100 mm \(\times\) 50 mm \(\times\) 8 mm. The plates were grounded on a surface grinder to maintain a high surface finish and were cleaned in acetone to remove any clinging oil or dirt on the surfaces. The oxide-based fluxes used in this study were vanadium pentoxide (V2O5), chromium (III) oxide (Cr2O3), molybdenum trioxide (MoO3), silicon dioxide (SiO2), titanium dioxide (TiO2), copper (II) oxide (CuO), cobalt oxide (Co3O4), and nickel (II) oxide (NiO). The mentioned oxides were widely reported to give a successful increase in depth of penetration for ferrous and Incoloy alloys [33,34,35,36]. Methanol was used as a solvent to achieve a paste-like consistency. The plates were neatly tacked at the ends, and paste was applied on the surface skillfully using a paintbrush. The setup for welding, as shown in Fig. 1, consisted of a special purpose-automatic welding table with a fixed TIG torch and a copper backing plate. A direct current electrode negative (DCEN) TIG power source with a water-cooled TIG torch was employed in this study. The welding parameters are detailed in Table 3.

Experimental details of A-TIG welding process
The welded joints were visually inspected to identify any surface cracking and porosity. The weldment was then cut on a wire-EDM for different sample extraction. The samples were mirror-polished manually and etched for metallographic examination. Firstly, Vilella’s reagent was used to reveal the presence of martensite, and then electrolytic etching in 10% oxalic acid solution was performed to reveal the microstructure. Advanced electron microscopy techniques such as field emission scanning electron microscopy (FE-SEM) and transmission electron microscopy (TEM) were employed for in-depth investigations.
3 Results and discussion
3.1 Base material
The optical and FESEM micrographs of the base materials involved in this study have been characterized elsewhere. The P91 steel offers lower thermal expansion coefficient and higher thermal conductivity. These properties make P91 an optimal choice for high-temperature structural materials in power plants. The presence of microalloying elements such as V and Nb in P91 improves its creep resistance as it plays an important role in the evolution of submicron particles known as MX-type carbonitrides (where, M = Nb, V; X = C, N). These particles are reported to be of size less than 0.1 µm. Further, the P91 microstructure has abundant M23C6 carbides along the lath and prior austenite grain boundaries (PAGBs). The Incoloy 800HT, a nickel–iron-chromium (Ni–Fe-Cr) alloy, is in solution-annealed condition. Incoloy 800HT microstructure offers austenitic structure grain of larger size. Also, due to solution annealing during the production stage of Incoloy 800HT, the microstructure shows the presence of twin grains. The microstructure of Incoloy 800HT is well distributed with TiN and (Ti, Cr)C particles. The highly controlled Al + Ti content in Incoloy 800HT composition provides high impact toughness, and high Ni and Cr content gives superior oxidation resistance and elevated temperatures. The equilibrium phase diagram of both the base metals was generated with the help of Thermo-Calc software. Figure 2a shows the average of all the phases predicted for P91 at different temperatures, and similarly, Fig. 2b shows for Incoloy 800HT. For P91, in the suggested operating temperature limit, the bcc and M23C6 phases are dominant, and as temperature increases, intermetallic compounds are indicated [37]. Incoloy 800HT was predicted with the major presence of fcc and M23C6. M23C6 offers pinning action at the grain boundaries [38].

Equilibrium phase diagram for a P91 and b Incoloy 800HT
Further, the EBSD analysis of the base metal microstructure was performed and shown in Fig. 3. The Fig. 3a shows the IPF map of P91 base metal to be observed with random grain orientation. Figure 3b shows that the LAGBs are predominantly present in the martensitic microstructure of P91. The phase map (Fig. 3c) of the P91 shows the dominant presence of the bcc phase, while the fcc fraction of 0.001 is present in the form of precipitates decorated in the laths [39]. In contrast, Fig. 3d shows the IPF of Incoloy 800HT base metal with random orientation of grains. Figure 3e shows the maximum presence of HAGBs in the austenitic microstructure of the Incoloy 800HT. The fcc phase is the only dominant phase in Incoloy 800HT, as demonstrated in Fig. 3f.

P91 base metal a IPF map, b IQ + grain boundary map, c phase map, and Incoloy 800HT d IPF map, e IQ + grain boundary map, f phase map
To achieve the complete penetration up to a depth of 8 mm, various flux combinations were tried. The initial effect of each flux on the base metals’ penetration depth was studied [40]. Then effect of each flux on the depth of penetration on dissimilar welding of the base metals was observed, as shown in Fig. 4. There was no arc blow due to the difference in conductivity of the two-base metal. Also, the copper backing plate was used as a precautionary measure. However, the flux that could release more oxygen was observed to form slightly better. Inspired by these observations and performances, a multicomponent flux (30%TiO2 + 20%NiO + 20%SiO + 10%V2O5 + 5%Cr2O3 + 5%MoO3 + 5%Co3O4 + 5%CuO) was finally used. The composition of the multicomponent flux was able to give a complete and uniform depth of penetration (DOP) for the P91-Incoloy 800HT dissimilar welded joint. As some fluxes could generate more DOP in a specific base metal, a uniform dilution and penetration were obtained from the multicomponent flux. The macroscopic image of the final welded joint is shown in Fig. 4j. It shows almost equal dilution from the P91 and Incoloy 800HT base metal. The observations suggest that flux may act differently based on the composition of the base metals, so it becomes necessary to prepare a flux composition such that it affects both the base metals similarly. The A-TIG process observes enhanced DOP owing to the two major phenomena. First is the arc constriction phenomenon, which occurs due to the electronegativity of the flux used. The vapors from the flux during welding form an electronegative surrounding around the arc, which pushes the arc radially inwards. A second significant phenomenon in the picture is the reverse Marangoni convection. The Marangoni phenomenon is the surface tension-driven action, denoted as thermos-capillary convection. The flux results in the liberation of surface active element oxygen within the weld pool, thereby altering the surface tension gradient from negative to positive. The phenomenon described involves the movement of molten metal within the weld pool, which is characterized by lower surface tension towards the higher surface tension, specifically the warmer liquid weld pool. The observed flow pattern exhibits an inward direction, starting from the uppermost region of the weld pool and extending towards the center. The major observations from using single component flux were that NiO gave a uniform dilution, while TiO2 and V2O5 gave maximum DOP in the two parent base metals. Co3O4 also gave promising DOP and uniform dilution. SiO2 had a positive effect on the DOP but dilution was more in the P91 base metal. The added cause may be that SiO2 failed to control the arc blow. MoO3 responded like SiO2, but more dilution was observed in the Incoloy 800HT base metal.

Macrographs of weld beads observed with a no flux, b NiO, c CuO, d SiO2, e TiO2, f MoO3, g Cr2O3, h V2O5, i Co3O4, j multicomponent flux
3.2 P91 weld interface
The microscopic images are arranged in Fig. 5a such that the grain growth at the P91 weld interface and the heat-affected zone (HAZ) formation near it are observed and distinguished. The grain growth in the WFZ was observed cellular substructure [41]. The cellular dendritic structure grows from the P91 weld interface inwards to the center of WFZ. Some columnar dendrites were also witnessed near the weld interface region. The weld interface was distinct and continuous, and it was free from any formation of unmixed zones reported as macrosegregation in multi-pass TIG welding [42]. Though some regions of the weld interface had planar growth, and formation of a Type-II boundary was observed [43]. The HAZ region form near the weld interface in the P91 side had the characteristic formation of different zones due to exposure to varying transformational temperatures. The coarse grain heat-affected zone (CGHAZ) was present near the weld interface with a larger grain size and untempered lath martensite. The grain size gradually decreases over a wide fine-grain heat-affected zone (FGHAZ) region. The partial dissolution of precipitates restricts the grain growth in the FGHAZ region. The intercritical heat-affected zone (ICHAZ) is a thin region found at the end of FGHAZ, with more precipitate density and coarsened precipitates. After ICHAZ region, over-tempered grains were present in the microstructure. The HAZ region formation has been widely characterized elsewhere [12, 44]. Apart from the width of the HAZ region formation, no distinct feature formation was observed. Hence, HAZ region is not characterized further in the present study. Figure 5b shows the micrograph of the P91 weld interface and elemental variation present across the weld interface region. The elemental mapping shows that WFZ has less Fe concentration and more Cr and Ni concentration, accounting for the austenitic mode of solidification in the WFZ, while Mo is almost uniformly distributed across the weld interface.

P91 weld interface a stitched optical micrograph, b FE-SEM micrograph with line mapping
The P91 weld interface in the DWJ was further characterized through the electron backscatter diffraction (EBSD) technique. Figure 6a shows an image quality (IQ) map of the P91 weld interface, with contrast distinction at the weld interface. Figure 6b shows an inverse pole figure (IPF) showing a random orientation of grains in the HAZ region, while in the WFZ, dendrites have grown into packets, and individual packets seem to have a preferred average grain orientation. The grain boundary map in Fig. 6c shows the presence of low-angle grain boundaries 1–5° (LAGBs), medium-angle grain boundaries 5–10° (MAGBs), and high-angle grain boundaries 15–180° (HAGBs) [11, 45, 46]. The P91 HAZ region dominates the presence of LAGBs and then HAGBs. HAGBs have resulted from the grain growth in the CGHAZ region and the dissolution of Cr-rich precipitates. The major presence of LAGBs assures the mechanical performance of the DWJ. The kernel average misorientation map in Fig. 6d again shows the presence of the high dislocation density in the P91 HAZ region due to thermal stresses experienced during welding. These dislocations in the HAZ region tend to interact with each other, forming a network with the grains and leading to changes in mechanical properties, such as an increase in the microhardness of the region. The phase map (Fig. 6e) shows WFZ near the P91 weld interface being completely fcc due to the austenitic mode of solidification, with a minor presence in the P91 HAZ region just near the interface due to the formation of minor unmixed zones. This also suggests that some martensitic solidification may have occurred at the P91 weld interface. The presence of HAGB near the weld interface also infers that the formation of migrated grain boundaries may have originated from a parent solidified grain boundary in the WFZ [47].

P91 weld interface a IQ map, b IPF map, c IQ + grain boundary map, d KAM map, e phase map
3.3 Incoloy 800HT weld interface
The Incoloy 800HT weld interface was observed to have a more uniform elemental distribution across the weld interface. The WFZ near the weld interface has a dominant cellular dendritic structure. The Incoloy 800HT HAZ region adjacent to the Incoloy 800HT weld interface had stable austenitic microstructure, as no overall change in the austenitic grain was observed in the HAZ region. The HAZ in Incoloy 800HT DWJ is prone to sensitization and liquation, but the A-TIG process seems to tackle these defects due to a single TIG pass heat input and thermal stresses were induced. The weld interface was continuous, free from the formation of any unmixed or partially mixed region. The elemental uniformity suggests that the Incoloy 800HT had more dilution and contribution than the WFZ (Fig. 7). From the EBSD scan, Fig. 8a shows an IQ micrograph of the Incoloy 800HT weld interface. The IPF map in Fig. 8b shows random orientations of the grain in the Incoloy 800HT HAZ region while the dendritic packets were arranged in a preferred orientation of < 100 > at the weld interface, suggesting extensive growth of the austenitic grain in some areas of the weld interface. In the grain boundary map in Fig. 8c, it is necessary to observe that the significant grain boundaries are HAGBs both in the HAZ region and the WFZ region near the Incoloy 800HT weld interface. HAGBs are familiar to alloys with composition including nickel, chromium, and iron as they have a strong affinity for a specific crystallographic orientation, which leads to preferential formation of HAGBs during solidification and processing of Incoloy and Inconel alloys. Though HAGBs may act as barriers to grain boundary migration and recrystallization process, they might also promote segregation of microalloying elements [48]. Figure 8d shows the KAM map reflection of the presence of dislocation debris in the HAZ grains and grain boundaries, which may be due to the segregation of some microalloying elements such as Ti, C, Nb, and Mo. The phase map in Fig. 8e shows the complete presence of the fcc phase while a very minor fraction of precipitates is bcc. It was observed that columnar grains were growing from the Incoloy 800HT HAZ grain at the interface without any interruptions and had a preferred orientation at the interface. This is because of the competitive mechanism of grain growth, where grains the preferably orientated along the thermal gradient to grow rapidly [49]. As a result, fcc grain in the WFZ at the weld interface shows < 001 > growth direction nearly parallel to the flow direction gradient of the heat [50].

Incoloy 800HT weld interface FE-SEM micrograph with line mapping

Incoloy 800HT weld interface a IQ map, b IPF map, c IQ + grain boundary map, d KAM map, e phase map
3.4 Weld fusion zone (WFZ)
The Thermo-Calc-based data was observed to analyze the possibly present phases in the A-TIG WFZ. In Fig. 9a, the possible phases in the matrix were fcc_A1 (gamma prime) in supersaturated solid solution and ordered gamma prime (L12) intermetallic phase. The intermetallic phase is known to precipitate inside the gamma matrix, providing strength to the WFZ. The volume fraction of the gamma phases increases in the matrix at higher temperatures. Both phases may contribute to higher yield strength, but the fcc_A1 phase is also known to cause interphase brittle failure at high temperatures, as predicted. At high temperatures, the formation of σ-phase was predicted for Incoloy 800HT, which forms majorly in the dendritic regions of the WFZ [51]. The WFZ solidification behavior was analyzed with the help of Scheil-Gulliver simulation equations, assuming complete diffusion in the liquid phase having a uniform composition [52]. Also, from Fig. 9b, thermodynamic simulation in Thermo-Calc shows equilibrium and non-equilibrium behavior of the WFZ solidification at around 1510 ℃. The equilibrium solidification begins with the formation of ferrite (L → L + δ) in the liquid phase at 1510 ℃. Which completes at 1460℃, then the solidification temperature range (STR) for this reaction to complete was disparaged at 50 ℃ [53]. The STR, as per Scheil-Gulliver simulation, was 280 ℃. It predicted the reaction L + δ → L + γ. Further, solidification proceeds with segregation and continues until the austenite (γ) phase is introduced and until twofold saturation between both phases δ and γ is reached. The solidification ends with invariant reaction L + γ → (L + γ + M7C3) at around 1230 ℃. The solidification process was terminated when the fraction of the solid reached 1.

a Equilibrium phase diagram for WFZ. b Equilibrium calculations and Scheil-Gulliver simulation indicating WFZ solidification microstructure evolution
In Fig. 10a, the WFZ was found with the dominant presence of cellular dendritic growths with the presence of a few columnar dendrites near the weld interface. It was noted that the dendrites were grouped or arranged in packets. The solidified grain boundaries (SGBs) are the high-angle boundaries of the packets. Solidified sub-grain boundaries (SSGBs) were identified as region/liquid, solidifying the last between the two dendrites. The SGB shown in Fig. 10b micrograph has precipitates deposited over it. Also, small cuboidal precipitates were observed in the WFZ. EDS analysis of the WFZ suggests heavy dilution of Incoloy 800HT in the WFZ. Hence, the austenitic mode of solidification of WFZ occurred. The EBSD scan IQ map in Fig. 11a is the quality micrograph of the WFZ with clearly visible SGBs surrounding the dendrite packets. The IPF map of the WFZ in Fig. 11b shows the grain is preferably orientated in < 111 > direction, and few are also oriented in < 101 > direction. Figure 11c shows the major presence of HAGBs in the WFZ. The SGBs in the WFZ contribute to HAGBs, while a few SSGBs were categorized as MAGBs and LAGBs. The KAM map in Fig. 11d shows a non-uniform distribution of dislocation debris in a few grain or dendritic regions. The SGBs have some local lattice distortions. The phase map in Fig. 11e demonstrates the predominant prevalence of the fcc phase, with just a nominal proportion of precipitates exhibiting the bcc phase. The generated inverse pole density function (IPDF) plot of WFZ in Fig. 12a shows a clear preferred orientation of grains in WFZ in < 111 > direction. The orientation distribution function (ODF) sections (φ = 0°, 45°, 65°) in Fig. 12b help in analyzing the development of crystallographic texture in the solidified WFZ. The WFZ has shown an austenitic mode of solidification, so the texture of the WFZ was characterized thorough {001} < 100 > cubic texture, {001} < 100 > Goss texture, {112} < 111 > copper texture, and {111} < 211 > R texture components. Overall, a weaker texture was observed in the WFZ. In Fig. 13a, the TEM micrograph shows the SGB in WFZ decorated with Ti–rich precipitates. Figure 13b shows a cuboidal precipitate in the WFZ, possibly TiC. The cuboidal particle is surrounded by heavy dislocations. While comparing different sections of ODF, the copper texture component hints at high ductility in the WFZ, and the brass component was associated with high mechanical strength. High temperatures and quick cooling can affect the microstructure and crystallographic texture of base metals during welding. The welding process can create new grains and rearrange existing grains, creating a complicated and often uneven microstructure. Goss texture may be seen in the WFZ under certain conditions. However, the base metals’ composition and welding process conditions substantially influence its development.

WFZ a optical micrograph, b FE-SEM micrograph with EDS

WFZ a IQ map, b IPF map, c IQ + grain boundary map, d KAM map, e phase map

WFZ a IPDF plot, b ODF sections (φ = 0°,45°, 65°)

WFZ a SGB observed in TEM micrograph with elemental mapping, b cuboidal precipitate micrograph with SAD pattern and mapping
3.5 Tensile strength
The tensile tests were carried out on specimens prepared as per the ASTM A370 standards [54] for room temperature and high-temperature specimens, and a subsize specimen was extracted to observe the failure in the WFZ, as shown in Fig. 14. Figure 14 also indicates the specimens in after testing state, and different failure locations were clearly identified from the visual observation. Table 4 summarizes the tensile properties of the tests conducted. The flat as-welded (AW) standard specimen failed from the weakest link of the DWJ, i.e. the Incoloy 800HT base metal side. The observed UTS for the AW standard specimen was 585 ± 5 MPa with YS of 197 ± 5 MPa. The subsize AW specimen failed from the WFZ, giving a remarkable UTS of 706 ± 5 MPa. The specimens were observed with 38% and 36% elongation, respectively. The high-temperature tests were carried out to analyze the DWJ behavior at elevated temperatures. The tests at 650 ℃ showed failure from the P91 base metal side, and the apparent reason was the limited operating temperature of the P91. The specimen at 650 ℃ gave a UTS of 178 ± 5 MPa and YS and 44 ± 10 MPa. While at 550 ℃, the round high-temperature specimen failed from the Incoloy 800HT side, giving a UTS of 306 ± 5 MPa and YS of 56 ± 10 MPa. Both high-temperature specimens showed the flow stress anomaly [55]. Microalloying elements, such as Cr, prefer to segregate along dissociated dislocations at elevated temperatures to lower the stacking fault energy in this occurrence. The matrix’s low stacking fault energy facilitates the initiation of deformation twins at high temperatures. Type B + C serrations were observed at a temperature of 550 ℃ (Fig. 14c). Type B serrations correspond to the phenomenon in which the movement of dislocations is hindered, resulting in a decrease in flow stress as unpinning occurs. Type C serrations occur because of dislocation unlocking at elevated temperatures [56]. At a temperature of 650 ℃ (Fig. 14c), the specimen exhibited Type A + B serrations. These serrations were caused by periodic deformations along the specimen’s gauge length, resulting in locking Type A serrations [5]. The engineering stress–strain curves for the tested specimens are plotted in Fig. 15. In the fractography investigation, Fig. 16a shows the fracture surface of the flat AW standard specimen with the presence of dimples and voids. The specimen shows complete ductile behavior that is also reflected from the fractured surface. The flat AW subsize specimen (Fig. 16b) shows mixed-type fracture, ductile being a major mode of fracture [57]. It was also observed with cleavage facets. The brittle nature could be due to the stress concentration around any secondary phases formed in the WFZ, which may have provided the nucleation site to form a micro crack. For round high-temperature specimens, 550 ℃ (Fig. 16c), the failure surface of Incoloy 800HT shows a mixed mode of failure and ductile being dominant. The Incoloy 800HT matrix at high temperature was observed with the evolution of fine-sized precipitates and, due to the coarsening of secondary phases present in the matrix, promoted the crack propagation along the weak planes in the crystal lattice. At 650 ℃ (Fig. 16d), the perfect cup-cone type failure surface was observed, representing the ductile mode of failure from the P91 side. The P91 at this temperature is reported to experience carbide precipitation at grain boundaries and matrix, this led to grain coarsening and grain boundary migration. Further, grain boundaries act as nucleating sites for void formation as grain size increases due to coarsening. Similar results were reported using the A-TIG welding technique, where the UTS of the WFZ increased significantly [58, 59].

Tensile specimen preparation and testing a prepared specimen schematic, b AW standard flat room temperature specimen, c AW subsize flat room temperature specimen, d high-temperature (550 ℃) round tensile specimen, e high-temperature (650 ℃) round tensile specimen

Engineering stress–strain curves for tested tensile specimens

FE-SEM micrographs a AW standard flat room temperature specimen, b AW subsize flat room temperature specimen, c high-temperature (550 ℃) round tensile specimen, d high-temperature (650 ℃) round tensile specimen
3.6 Microhardness
The Vickers microhardness measurements were performed across the WFZ of the DWJ. The indents were taken at a 0.5 mm gap, as shown through the schematic in Fig. 17. Also, a significant variation in the microhardness was witnessed in the P91 HAZ region of the DWJ. The peak microhardness of 345 ± 5 HV was found in the CGHAZ region, and a minimum of 210 ± 5 HV in the ICHAZ region. The FGHAZ region in P91 HAZ had an average microhardness of 265 ± 10 HV. The WFZ was observed with an average microhardness of 227 ± 10 HV. The maximum value of 260 ± 5 HV was observed near the center of the WFZ. The Incoloy 800HT HAZ was observed with a stable microstructure, so the average microhardness variation in the region was 181 ± 10 HV, similar to the average microhardness of 178 ± 10 HV observed in the Incoloy 800HT base metal side. The CGHAZ in the P91 HAZ experienced high levels of microhardness due to the formation of untempered martensite. ICHAZ drop was witnessed due to the presence of over-tempered martensite in the region. Hence, PWHT is recommended to homogenize the variation observed in P91 HAZ [60, 61]. The WFZ also witness an odd increase in microhardness in the WFZ center, probably due to the formation of secondary phases in the dendritic cores [62, 63]. For the A-TIG welding technique, if compared with conventional welding techniques, the HAZ region witnessed less severe variation in the microhardness, and the peak microhardness recorded for the CGHAZ region was also comparatively less [39, 64,65,66].

Contour microhardness variation plot for the P91 and Incoloy 800HT DWJ
3.7 Impact toughness
The AW specimens were subjected to impact toughness testing with a V-notch machined along the WFZ. The specimen prepared per the ASTM A370 standard is displayed in Fig. 18a. Also, the fractured specimen after the impact is shown in Fig. 18a. It was determined that the AW specimen had a ductile mechanism of failure since it had shear lips and a lateral expansion. The fracture traveled completely along the WFZ. The specimen had an impact toughness rating of 96 ± 5 J. This suggests that the DWJ between P91 and Incoloy 800HT had a significant impact toughness to surpass the benchmarked toughness standards of 47 J as per the EN ISO 3580:2017 records and 41 J as per American Society of Mechanical Engineers (ASME) boilers and pressure vessel code [67, 68]. The WFZ fractured surface was observed with a mixed mode of failure in the fractography (Fig. 18b) [69]. The results are in coherence with the observations reported for a similar A-TIG DWJ with Incoloy 800 interlayer [70], where the high impact toughness and dominant ductile behavior were attributed to the formation of austenitic structure and multiple slip systems in the fcc phase observed in the WFZ.

a Tested specimen schematic and fractured surface. b FE-SEM micrographs of V-notch Charpy impact toughness specimen
4 Conclusions
This study explores the development of dissimilar welded joints between P91 steel and Incoloy 800HT using activated gas tungsten arc welding (A-TIG). It delves into the intricacies of the process and its implications. Through extensive testing, valuable insights have been gained into the behavior of the weld under different conditions. This has shed light on the complex relationship between microstructure and mechanical properties, revealing important findings.
-
The elemental mapping highlighted the role of microalloying elements such as Ti, C, Nb, and Mo in promoting dislocation debris and grain boundary migration within the heat-affected zones. The findings from the microstructure characterization shed light on the complex details of phase transformations, grain boundaries, and elemental distribution within the dissimilar welded joint. These insights are crucial for understanding the structural and mechanical behavior of the welded materials. The findings are key for fine-tuning welding parameters, bolstering the strength of welds, and enhancing the effectiveness of joining different metals in high-temperature scenarios.
-
EDS analysis indicated heavy dilution of Incoloy 800HT in the WFZ, leading to an austenitic mode of solidification in the region.
-
Observations were made regarding the elemental composition, specifically noting lower Fe concentration and higher Cr and Ni content in the WFZ. These variations were found to have an impact on the phase transformation that occurs during welding. FE-SEM micrographs provided insights into the presence of grain boundaries and dendrite packets in the WFZ, highlighting the crystalline structure and grain boundary characteristics.
-
The EBSD analysis revealed a cellular dendritic structure growth from the weld interface in P91 steel, indicating the microstructural evolution in the weld zone. Preferential grain orientation in the < 111 > and < 101 > directions was observed in the weld fusion zone (WFZ), influencing the mechanical properties of the junction.
-
The tensile tests revealed that the AW standard specimen failed at the weakest link in the dissimilar welded joint (DWJ), specifically at the Incoloy 800HT base metal side. The ultimate tensile strength (UTS) of the AW standard specimen was measured to be 585 ± 5 MPa with a yield strength (YS) of 197 ± 5 MPa. The subsize AW specimen, on the other hand, exhibited a remarkable UTS of 706 ± 5 MPa with significant elongation values of 38%.
-
Microhardness measurements across the weld fusion zone (WFZ) of the DMW displayed significant variations, with the peak microhardness of 345 ± 5 HV found in the coarse grain heat-affected zone (CGHAZ) region and a minimum of 210 ± 5 HV in the intercritical heat-affected zone (ICHAZ) region.
The findings emphasize the importance of understanding microstructural features and how they affect mechanical properties in dissimilar welded joints. The study shows that flux composition is crucial to base metal penetration and dilution, which improves weld integrity. Failure mode analysis has revealed how stress concentration affects fracture initiation and spread, enhancing our understanding of weld behavior under diverse loads. This study helps optimize A-TIG welding for P91 and Incoloy 800HT. The findings have significant implications for applications requiring high-temperature resistance and mechanical durability of the tested combination of materials welded by the A-TIG process.
Data availability
The raw/processed data required to reproduce these findings cannot be shared at this time due to technical or time limitations.
References
Abe F (2015) Research and development of heat-resistant materials for advanced USC power plants with steam temperatures of 700 °C and above. Engineering 1:211–24. https://doi.org/10.15302/J-ENG-2015031
Shen J, Taek Choi Y, Gonçalves R, Schell N, Yang J, Zeng Z et al (2024) Synergistic effects of Monel 400 filler wire in gas metal arc welding of CoCrFeMnNi high entropy alloy. Mater Des 242:112996. https://doi.org/10.1016/j.matdes.2024.112996
Pandey C, Mahapatra MM, Kumar P, Saini N (2018) Some studies on P91 steel and their weldments. J Alloy Compd 743:332–364. https://doi.org/10.1016/j.jallcom.2018.01.120
Pandey C, Giri A, Mahapatra MM (2016) Evolution of phases in P91 steel in various heat treatment conditions and their effect on microstructure stability and mechanical properties. Mater Sci Eng A 664:58–74. https://doi.org/10.1016/j.msea.2016.03.132
Wright JK, Carroll LJ, Cabet C, Lillo TM, Benz JK, Simpson JA et al (2012) Characterization of elevated temperature properties of heat exchanger and steam generator alloys. Nucl Eng Des 251:252–260. https://doi.org/10.1016/J.NUCENGDES.2011.10.034
Mayr P, Schlacher C, Siefert JA, Parker JD (2019) Microstructural features, mechanical properties and high temperature failures of ferritic to ferritic dissimilar welds. Int Mater Rev 64:1–26. https://doi.org/10.1080/09506608.2017.1410943
Bhanu V, Gupta A, Pandey C (2022) Role of A-TIG process in joining of martensitic and austenitic steels for ultra-supercritical power plants -a state of the art review. Nucl Eng Technol. https://doi.org/10.1016/j.net.2022.03.003
Al Hajri M, Malik AU, Meroufel A, Al-Muaili F (2015) Premature failure of dissimilar metal weld joint at intermediate temperature superheater tube. Case Stud Eng Fail Anal 3:96–103. https://doi.org/10.1016/j.csefa.2015.03.006
Akram J, Kalvala PR, Misra M, Charit I (2017) Creep behavior of dissimilar metal weld joints between P91 and AISI 304. Mater Sci Eng A 688:396–406. https://doi.org/10.1016/j.msea.2017.02.026
Natesh M, Manikandan M (2020) Influence of filler wires to suppress the microsegregation and to improve mechanical properties of conventional arc-welded nickel-based superalloy Incoloy 20. Trans Indian Inst Met 73:1333–1362. https://doi.org/10.1007/s12666-020-01964-2
Sayyar N, Shamanian M, Niroumand B, Kangazian J, Szpunar JA (2020) EBSD observations of microstructural features and mechanical assessment of INCOLOY 825 alloy/AISI 321 stainless steel dissimilar welds. J Manuf Process 60:86–95. https://doi.org/10.1016/j.jmapro.2020.10.042
Bhanu V, Fydrych D, Gupta A, Pandey C (2021) Study on microstructure and mechanical properties of laser welded dissimilar joint of P91 steel and Incoloy 800HT nickel alloy. Materials (Basel) 14:5876. https://doi.org/10.3390/ma14195876
Pandey C, Mahapatra MM, Kumar P, Saini N (2017) Effect of normalization and tempering on microstructure and mechanical properties of V-groove and narrow-groove P91 pipe weldments. Mater Sci Eng A 685:39–49. https://doi.org/10.1016/J.MSEA.2016.12.079
Shah Hosseini H, Shamanian M, Kermanpur A (2016) Microstructural and weldability analysis of Inconel617/AISI 310 stainless steel dissimilar welds. Int J Press Vessel Pip 144:18–24. https://doi.org/10.1016/j.ijpvp.2016.05.004
Singh AK, Dey V, Rai RN (2017) Techniques to improve weld penetration in TIG welding (a review). Mater Today Proc 4:1252–1259. https://doi.org/10.1016/j.matpr.2017.01.145
Shen J, Agrawal P, Rodrigues TA, Lopes JG, Schell N, He J et al (2023) Microstructure evolution and mechanical properties in a gas tungsten arc welded Fe42Mn28Co10Cr15Si5 metastable high entropy alloy. Mater Sci Eng A 867:144722. https://doi.org/10.1016/j.msea.2023.144722
Lopes JG, Agrawal P, Shen J, Schell N, Mishra RS, Oliveira JP (2023) Evolution of microstructure and mechanical properties in gas tungsten arc welded dual-phase Fe50Mn30Co10Cr10 high entropy alloy. Mater Sci Eng A 878:145233. https://doi.org/10.1016/j.msea.2023.145233
Sharma P, Dwivedi DK (2019) Comparative study of activated flux-GTAW and multipass-GTAW dissimilar P92 steel-304H ASS joints. Mater Manuf Process 34:1195–1204. https://doi.org/10.1080/10426914.2019.1605175
Vora JJ, Badheka VJ (2016) Improved penetration with the use of oxide fluxes in activated TIG welding of low activation ferritic/martensitic steel. Trans Indian Inst Met 69:1755–1764. https://doi.org/10.1007/s12666-016-0835-6
Thomas M, Prakash RV, Ganesh Sundara Raman S, Vasudevan M (2018) High temperature fatigue crack growth rate studies in stainless steel 316L(N) welds processed by A-TIG and MP-TIG welding. MATEC Web Conf 165:21014. https://doi.org/10.1051/matecconf/201816521014
Kulkarni A, Dwivedi DK, Vasudevan M (2019) Effect of oxide fluxes on activated TIG welding of AISI 316L austenitic stainless steel. Mater Today Proc 18:4695–4702. https://doi.org/10.1016/j.matpr.2019.07.455
Vidyarthy RS, Dwivedi DK (2016) Activating flux tungsten inert gas welding for enhanced weld penetration. J Manuf Process 22:211–228. https://doi.org/10.1016/j.jmapro.2016.03.012
Sivateja P, Vidyarthy RS (2024) Influential behavior study of fluxes during activated flux tungsten inert gas welding of IRSM 41 steel. J Mater Eng Perform. https://doi.org/10.1007/s11665-024-09178-z
Bušić M, Šolić S, Tropša V, Klobčar D (2024) Influence of flux agent composition on the ionization potential in A-TIG welding of the electrolytic tough pitch copper (Cu-ETP) sheets. J Mater Res Technol 29:1253–1261. https://doi.org/10.1016/j.jmrt.2024.01.155
Berthier A, Paillard P, Carin M, Valensi F, Pellerin S (2012) TIG and A-TIG welding experimental investigations and comparison to simulation. Sci Technol Weld Join 17:609–615. https://doi.org/10.1179/1362171812Y.0000000024
Bhoskar A, Kalyankar V (2024) Effect of powder feed rate on the structure and properties of plasma deposited stellite 6 cladding on SS316L stainless steel substrate. Met Sci Heat Treat 65:691–697. https://doi.org/10.1007/s11041-024-00991-w
Kalyankar V, Bhoskar A (2021) Influence of torch oscillation on the microstructure of Colmonoy 6 overlay deposition on SS304 substrate with PTA welding process. Metall Res Technol 118:406. https://doi.org/10.1051/metal/2021045
Lu S, Fujii H, Nogi K (2004) Marangoni convection and weld shape variations in Ar-O2 and Ar-CO2 shielded GTA welding. Mater Sci Eng A 380:290–297. https://doi.org/10.1016/j.msea.2004.05.057
Niagaj J (2006) Use of A-TIG method for welding of titanium, nickel, their alloys and austenitic steels. Weld Int 20:516–520. https://doi.org/10.1533/wint.2006.3621
Vidyarthy RS, Dwivedi DK (2018) Microstructural and mechanical properties assessment of the P91 A-TIG weld joints. J Manuf Process 31:523–535. https://doi.org/10.1016/j.jmapro.2017.12.012
Sridhar SP, Arun Kumar S, Sathiya P (2016) A study on the effect of different activating flux on A-TIG welding process of Incoloy 800H. Adv Mater Sci 16:26–37. https://doi.org/10.1515/adms-2016-0014
Cheng HK, Yao LT, Chang PC (2012) A study of the performance of dissimilar A-TIG welds. Adv Mater Res 530:74–79. https://doi.org/10.4028/www.scientific.net/AMR.530.74
Kulkarni A, Dwivedi DK, Vasudevan M (2019) Dissimilar metal welding of P91 steel-AISI 316L SS with Incoloy 800 and Inconel 600 interlayers by using activated TIG welding process and its effect on the microstructure and mechanical properties. J Mater Process Technol 274:116280. https://doi.org/10.1016/j.jmatprotec.2019.116280
Vidyarthy RS, Dwivedi DK (2016) Activating flux tungsten inert gas welding for enhanced weld penetration. J Manuf Process 22:211–28. https://doi.org/10.1016/j.jmapro.2016.03.012
Chitharthan S, Divakar S, Thalaieswaran S (2020) TIG and A-TIG welding for Inconel 718 super alloy - a review. Int J Adv Sci Technol 29:2631–2638
Sivakumar J, Vasudevan M, Korra NN (2021) Effect of activated flux tungsten inert gas (A-TIG) welding on the mechanical properties and the metallurgical and corrosion assessment of Inconel 625. Weld World 65:1061–1077. https://doi.org/10.1007/s40194-020-01061-4
Hou JS, Guo JT, Zhou LZ, Ye HQ (2006) Sigma phase formation and its effect on mechanical properties in the corrosion-resistant superalloy K44. Int J Mater Res 97:174–81. https://doi.org/10.3139/ijmr-2006-0031
Isik MI, Kostka A, Eggeler G (2014) On the nucleation of Laves phase particles during high-temperature exposure and creep of tempered martensite ferritic steels. Acta Mater 81:230–240. https://doi.org/10.1016/j.actamat.2014.08.008
Divya M, Das CRR, Albert SKK, Goyal S, Ganesh P, Kaul R et al (2014) Influence of welding process on Type IV cracking behavior of P91 steel. Mater Sci Eng A 613:148–158. https://doi.org/10.1016/j.msea.2014.06.089
Bhanu V, Gupta A, Pandey C (2023) A study comparing the depth of penetration for A-TIG bead on plate welds for P91 and Incoloy 800HT. Proc. Int. Conf. Recent Adv. Mech. Eng, p 183–8.
Kumar S, Yadav V, Sharma S, Pandey C, Goyal A, Kumar P (2021) Role of dissimilar Ni-based ERNiCrMo-3 filler on the microstructure, mechanical properties and weld induced residual stresses of the ferritic/martensitic P91 steel welds joint. Int J Press Vessel Pip 193:104443. https://doi.org/10.1016/j.ijpvp.2021.104443
Wang Y, Shao C, Fan M, Ma N, Lu F (2021) Effect of solidified grain boundary on interfacial creep failure behavior for steel/nickel dissimilar metal welded joint. Mater Sci Eng A 803:140482. https://doi.org/10.1016/j.msea.2020.140482
Lakshmanan V, Sathiya P, Arivazhagan B (2019) Mechanical properties characterisation of dissimilar joint of high-temperature materials using Thermo-Calc Classic (TCC) diagram analysis. Mater High Temp 36:195–211. https://doi.org/10.1080/09603409.2018.1503442
Bhanu V, Malakar A, Gupta A, Pandey C (2023) Electron beam welding of P91 steel and Incoloy 800HT and their microstructural studies for advanced ultra super critical (AUSC) power plants. Int J Press Vessel Pip 205:105010. https://doi.org/10.1016/j.ijpvp.2023.105010
Zhang Y, Cai Z, Li X, Huo X, Fan M, Li K et al (2021) Investigation on solidification and phase transformation of heterogenous interface structure in dissimilar metal weld between high Cr heat-resistant steel and nickel-based alloy 617. J Manuf Process 62:257–261. https://doi.org/10.1016/J.JMAPRO.2020.11.039
Shamanian M, Mirzaei A, Kangazian J, Szpunar JA (2020) Characterization and mechanical behavior of AISI 316L/Incoloy 825 dissimilar welds processed by friction stir welding. J Manuf Process 55:66–77. https://doi.org/10.1016/j.jmapro.2020.03.045
Santella ML, Swindeman RW, Reed RW, Tanzosh JM, Santella ML, Swindeman RW (2002) et al. Martensite transformation, microsegregation, and creep strength of 9 Cr-1 Mo-V steel weld metal. ASM Proc Int Conf Trends Weld Res: 713–8.
Sujai S, Devendranath RK (2020) Microstructure and properties of nano-SiO2 activated flux TIG (A-TIG) welding of Incoloy 925 joints. J Manuf Process 58:998–1018. https://doi.org/10.1016/j.jmapro.2020.08.061
Siddall JN (2019) Welding, Brazing, and Soldering. Mech Des 155. https://doi.org/10.3138/9781487579890-121
Shin KY, Lee JW, Han JM, Lee KW, Kong BO, Hong HU (2018) Transition of creep damage region in dissimilar welds between Inconel 740H Ni-based superalloy and P92 ferritic/martensitic steel. Mater Charact 139:144–152. https://doi.org/10.1016/j.matchar.2018.02.039
Hsieh C-C, Wu W (2012) Overview of intermetallic sigma () phase precipitation in stainless steels. ISRN Metall 2012:1–16. https://doi.org/10.5402/2012/732471
Lippold JC, Kiser SD, DuPont JN (2011) Welding metallurgy and weldability of nickel-base alloys. John Wiley & Sons. https://doi.org/10.1002/9780470500262
Hu YL, Lin X, Yu XB, Xu JJ, Lei M, Huang WD (2017) Effect of Ti addition on cracking and microhardness of Inconel 625 during the laser solid forming processing. J Alloys Compd 711:267–277. https://doi.org/10.1016/J.JALLCOM.2017.03.355
ASTM E8 (2010) ASTM E8/E8M standard test methods for tension testing of metallic materials 1. Annu B ASTM Stand 4: 1–27. https://doi.org/10.1520/E0008
Bhanu V, Gupta A, Pandey C (2023) Activated-TIG weld characteristics of Incoloy 800HT joint for advanced ultra-supercritical (AUSC) power plant applications. Proc. 76th IIW Annu. Assem. Intl. Conf. Weld. Join. (IIW 2023), p. 16–21.
Liu X, Fan J, Song Y, Zhang P, Chen F, Yuan R et al (2022) High-temperature tensile and creep behaviour of Inconel 625 superalloy sheet and its associated deformation-failure micromechanisms. Mater Sci Eng A 829:142152. https://doi.org/10.1016/J.MSEA.2021.142152
Mittal R, Sidhu BS (2015) Microstructures and mechanical properties of dissimilar T91/347H steel weldments. J Mater Process Technol 220:76–86. https://doi.org/10.1016/j.jmatprotec.2015.01.008
Sharma P, Dwivedi DK (2019) A-TIG welding of dissimilar P92 steel and 304H austenitic stainless steel: mechanisms, microstructure and mechanical properties. J Manuf Process 44:166–178. https://doi.org/10.1016/j.jmapro.2019.06.003
Pavan AR, Sakthivel T, Arivazhagan B, Vasudevan M, Vaishnavi Krupa BR (2023) Microstructures and creep properties of type 316LN stainless steel weld joints. Metall Mater Trans A 54:4868–4890. https://doi.org/10.1007/s11661-023-07208-4
Arivazhagan B, Prabhu R, Albert SK, Kamaraj M, Sundaresan S (2009) Microstructure and mechanical properties of 9Cr-1Mo steel weld fusion zones as a function of weld metal composition. J Mater Eng Perform 18:999–1004. https://doi.org/10.1007/S11665-008-9349-7
Sudha C, Paul VT, Terrance ALE, Saroja S, Vijayalakshmi M (2006) Microstructure and microchemistry of hard zone in dissimilar weldments of Cr-Mo steels. Weld J (Miami, Fla) 85:71s–80s
Bhoskar A, Kalyankar V, Deshmukh D (2023) Metallurgical characterisation of multi-track Stellite 6 coating on SS316L substrate. Can Metall Q 62:665–677. https://doi.org/10.1080/00084433.2022.2149009
Kalyankar V, Bhoskar A, Deshmukh D, Patil S (2022) On the performance of metallurgical behaviour of Stellite 6 cladding deposited on SS316L substrate with PTAW process. Can Metall Q 61:130–144. https://doi.org/10.1080/00084433.2022.2031681
Pandey C (2020) Mechanical and metallurgical characterization of dissimilar P92/SS304 L welded joints under varying heat treatment regimes. Met Mater Trans A 51:2126–2142. https://doi.org/10.1007/s11661-020-05660-0
Shanmugarajan B, Padmanabham G, Kumar H, Albert SK, Bhaduri AK (2011) Autogenous laser welding investigations on modified 9Cr–1Mo (P91) steel. Sci Technol Weld Join 16:528–34. https://doi.org/10.1179/1362171811Y.0000000035
Arivazhagan B, Vasudevan M (2014) A comparative study on the effect of GTAW processes on the microstructure and mechanical properties of P91 steel weld joints. J Manuf Process 16:305–311. https://doi.org/10.1016/j.jmapro.2014.01.003
Tomków J, Rogalski G, Fydrych D, Łabanowski J (2018) Improvement of S355G10+N steel weldability in water environment by Temper Bead Welding. J Mater Process Technol 262:372–381. https://doi.org/10.1016/J.JMATPROTEC.2018.06.034
ASME (2019) ASME Boilers and Pressure Vessel Code. pp 651–652
Anand K, Arun Kumar S, Tamilmannan K, Sathiya P, Arivazhagan B (2016) Metallurgical characterizations and mechanical properties on friction welding of Incoloy 800H joints. J Mater Res 31:2173–2185. https://doi.org/10.1557/jmr.2016.161
Kulkarni A, Dwivedi DK, Vasudevan M (2020) Microstructure and mechanical properties of A-TIG welded AISI 316L SS-Alloy 800 dissimilar metal joint. Mater Sci Eng A 790:139685. https://doi.org/10.1016/j.msea.2020.139685
Acknowledgements
The authors acknowledge IIT Bombay for EBSD and TEM (TEM Sample preparation lab).
Author information
Authors and Affiliations
Contributions
Vishwa Bhanu: investigation, methodology, roles/writing—original draft, writing—review and editing. Manoj J: conceptualization, data curation, formal analysis, investigation, methodology, roles/writing—original draft, writing—review and editing. Ankur Gupta: conceptualization, project administration, resources, software, supervision, validation, visualization, funding acquisition, investigation, roles/writing—original draft, writing—review and editing. Dariusz Fydrych: conceptualization, project administration, resources, software, supervision, validation, visualization, writing—review and editing. Chandan Pandey: conceptualization, project administration, resources, software, supervision, validation, visualization, funding acquisition, investigation, roles/writing—original draft, writing—review and editing.
Corresponding author
Ethics declarations
Ethical approval
Not applicable.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Bhanu, V., Manoj, J., Gupta, A. et al. Microstructural evolution and mechanical behavior of activated tungsten inert gas welded joint between P91 steel and Incoloy 800HT. Int J Adv Manuf Technol 134, 223–244 (2024). https://doi.org/10.1007/s00170-024-14117-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-024-14117-2