
Abstract
The emergence of innovative high-performance stainless steels is essential at the forefront of material science. This research highlights the meticulous development of a novel high-Mn-N Ni-free austenitic stainless steel via the powder bed fusion laser–based (PBF-LB) technique. We strategically optimized the laser parameters, achieving ultralow porosity and a refined microstructure with defects under 2%. Comprehensive analysis revealed superior dendritic cellular formations at melt pool boundaries, underlining our method’s precision. Unveiling the strength of this novel steel, sample S11 (scanning speed of 800 mm/s and laser power of 147 W) showed a remarkable tensile strength of 1190 ± 20 MPa and an impressive elongation to fracture of 35 ± 3%. Interestingly, twin formations became evident under external loads, enhancing mechanical resistance while preserving ductility. Advanced quantification methods were employed to ensure accuracy, especially for low atomic number elements, overcoming previous measurement constraints. This pioneering study introduces a game-changing austenitic Ni-free stainless steel enriched by Mn and N. It sets a new benchmark in material development and application, synergizing exceptional mechanical attributes with robust ductility.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The nickel-free austenitic stainless steel has garnered attention not only in the medical but also in the automotive and transportation sectors, among others, as noted by Romero-Resendiz et al. [1], due to its distinctive combination of strength, ductility, and corrosion resistance. A significant concern with the commonly used 316L stainless steel (S31603) in biomedical applications is the nickel sensitivity exhibited by some individuals. Additionally, Noh et al. [2] found that hydrogen (H) charging can destabilize the austenite (γ) phase in high-Mn stainless steels. This destabilization reduces stacking fault energy (SFE) and encourages ε-martensite transformation. Against this backdrop, and given the price volatility of nickel, researchers have been investigating manganese as a viable, cost-effective replacement. While not as efficient as nickel in stabilizing austenitic microstructures, nitrogen addition can enhance manganese [3]. Specifically, Cheng et al. [3] reported that nickel-free high-nitrogen austenitic steel processed by a powder bed fusion laser–based system (PBF-LB) yielded an increase in hardness of over 70% and a yield strength increment of approximately 59% compared to standard SS316L. Similarly, Toor et al. [4] introduced a high-manganese-nitrogen duplex stainless steel for automotive applications, demonstrating enhanced mechanical strength and comparable corrosion resistance to standard SS304 but at a reduced cost. Given these advancements, high-Mn-Ni-free austenitic stainless steel fortified with nitrogen emerges as a potential alternative to conventional 316L, particularly in custom biomedical implants.
The powder bed fusion laser–based (PBF-LB) additive manufacturing (AM) process offers numerous advantages, including compatibility with various materials and creating parts with complex, customized geometries. During the PBF-LB of the conventional 316L steel, rapid solidification leads to the retention of Ni within the solid matrix instead of its evaporation. Gorji et al. [5] found that nickel and iron levels remain consistent in virgin and recycled steel powders. However, the PBF-LB process results in the diffusion of Fe, Cr, and Mn to the surface of the powder grains, pushing Ni away from the surface, which was corroborated by the observed decrease in nickel oxide in the recycled powder. Consequently, a high N content of approximately 0.87 wt.% is achieved in austenitic steel. Zhao et al. [6] investigated the effect of nitrogen content on medium-carbon ferritic-pearlitic steel. They found that while it marginally improved the steel’s strength, the toughness was significantly reduced due to enhanced dislocation locking effects by interstitial nitrogen atoms. On the other hand, Nage et al. [7] studied the impact of nitrogen addition on austenitic stainless steel welds. They found that increased nitrogen content significantly improved the weld’s ultimate tensile strength and ductility, with more pronounced effects observed in the 904 L weld compared to the 317 L weld.
Identifying the optimal processing parameters in PBF-LB is crucial for producing high-quality, porosity-free components with exceptional mechanical and corrosion properties. This remains the primary challenge in its commercial development. It is well established that a material’s final properties are determined by its microstructure and porosity, regulated by processing parameters such as laser power, scanning speed, hatching distance, and layer thickness. Moreover, a nonequilibrium microstructure resulting from extreme solidification rates (106 K.s−1) and temperature gradients may exhibit properties that differ from conventional materials [8]. Sato et al. [9] investigated solute segregation around the melt pool boundary of 316L austenitic stainless steel processed by PBF-LB. They discovered that Cr and Mo solute segregation formed solidification cellular microstructures with a 300-nm cell distance, accompanied by Mn distribution along the lamellar boundaries and dislocation cell walls. This nanoscale microstructure enhances strength, hardness, and ductility. High-Mn austenitic steels are also known to exhibit superior strength and ductility via the TWIP (twinning-induced plasticity) mechanism. Gao et al. [10] highlighted deformation mechanisms in PBF-LB samples, notably achieving a UTS of 1210 ± 19 MPa.
Meanwhile, Boes et al. [11] explored the PBF-LB processing of nitrogen-alloyed high-strength austenitic stainless steel, observing attributes such as a yield strength of 689 ± 68 MPa and tensile strength of 985 ± 107 MPa. Boes et al. [12] successfully fabricated crack-free nitrogen-alloyed stainless steel samples with over 0.2 wt.% carbon in a nitrogen atmosphere using PBF-LB, emphasizing the correlation between a sample’s nitrogen content and its solubility in the liquid phase. In a related vein, gas-nitrided 316L steel exhibited increasing mechanical strengths with increasing nitrogen content [13], with notable figures such as a yield strength of 555.9 ± 12.3 MPa.
Recently, many experts have raised concerns about the stainless steel often used, called 316L, especially regarding its use in medical tools and devices. Some people can have bad reactions to the nickel in this steel. Plus, the cost of nickel keeps changing substantially. Therefore, in this study, we decided to try something new. We looked into using manganese, which is more stable in price, to replace nickel and create a safer kind of steel. We named this new steel “high-Mn-N Ni-free austenitic stainless steel.” Using a PBF-LB method, we made samples of this steel. We changed the laser settings to see which ones gave the best results—fewer flaws and more strength. After making the samples, we checked their structure and tested how strong they were. Our findings showed that this new manganese-based steel could be a great choice for applications such as medical tools, airplanes, and buildings because it is strong and flexible and does not rust easily.
2 Methodology
2.1 Powder bed fusion laser–based system (PBF-LB) processing
The Printdur® HSA Ni-free powder, a nickel-free, high-strength, stainless, austenitic steel, was developed by DEW, a subsidiary of the Swiss Steel Group [14]. This formulation, specially tailored for AM applications, builds upon the foundational work of Berns et al. [15], showcasing the company’s commitment to advancing and adapting existing concepts for modern applications. Its certified chemical composition by weight is as follows: 0.4% C, 0.5% N, 21.2% Mn, 17.4% Cr, 1.8% Mo, and < 0.1% Ni, with Fe making up the remainder. In developing the PBF-LB process for HSA Ni-free powder, we recognized the absence of established PBF-LB manufacturing protocols for this specific material. Consequently, we drew upon optimization studies for 316L stainless steel as a foundational reference, considering its similarity in processing behavior and material characteristics. Thus, the existing literature on 316L stainless steel PBF-LB highlights a wide variation in optimal process parameters, underscoring the need for meticulous optimization for each new material. Table 1 summarizes recent studies, showing diverse ranges and approaches for key parameters such as laser power, scanning speed, hatch spacing, and layer thickness.
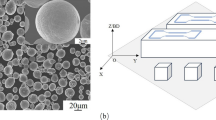
Given the lack of specific precedents for HSA Ni-free, we employed a design of experiments (DOE) approach, adapting parameters from 316L studies while considering the unique properties of our material. Our DOE was a five-level full factorial analysis focusing on laser power and scanning speed, with constant hatch spacing and layer thickness. This method allowed us to explore the interactions between these parameters and their collective impact on the density and microhardness of the printed parts. For our parametric study, all samples were additively processed using an Omnitek 3D printer, model Omnisint 160, equipped with an Nd: YAG laser with a maximum power of 500 W. The laser power (147, 177, 182, 192, 212 W) and scanning speed (800, 900, 1000, 1100, 1200 mm·s−1) were treated as variables to determine the process parameter selection. In contrast, the argon gas atmosphere, layer thickness (30 µm), hatching space (70 µm), and laser beam diameter (143.7 µm) were held constant. As applied in previous research, the PBF-LB process employed a 5-mm short stroke with a 32° rotation scanning strategy between layers [22]. This approach is illustrated in Fig. 1a. The process parameters were used to manufacture twenty-five 10 × 10 × 10 mm3 cubes, as depicted in Fig. 1b.

a Schematic diagram of short strokes with 32° rotation between layers strategy PBF-LB scan pattern. b Batch of cubes produced with different laser powers and scanning speeds
2.2 Microstructural and mechanical property characterization
Metallographic specimens were cut using a SiC disk cutter, ground with SiC emery paper up to 1200 grit, and polished with 6, 3, and 1 μm diamond paste for microstructural characterization of the cross-sections in the as-built direction. Aqua regia etching (a mixture of HCl and HNO3 in a 1:3 weight proportion) revealed the grain boundaries.
The microstructure of the powder and additively manufactured samples was examined using a Quanta 200FEG scanning electron microscope with energy-dispersive spectroscopy (EDS). The distribution of alloying elements was characterized. Carbon and nitrogen concentrations were also determined using a Thermo FlashSmart 2000 CHNS/O elemental analyzer utilizing the combustion analysis method.
The powder’s median particle size (D50) was assessed through ImageJ software, referencing SEM images, even though common practice often involves using a Master Sizer. Our examination also covered chemical composition, particle size distribution, particle morphology, and powder microstructure. The particle size distribution, deduced from the morphological analysis of 70,000 particles from the provided batch, aligns with the producer’s catalog, specifying a distribution range of 10–53 μm.
The porosity distribution of the cube samples at the middle cross-section was measured using low-magnification photos (1.3 × 1.0 mm2) taken with a Pantech visible light microscope (VLM) in stitching mode and processed using ImageJ software [23]. Each sample provided at least 50 images. The total sample porosity was calculated as the ratio of the total defect area to the entire sample area, as illustrated in Eq. 1. Agaspore represents the area of the gas pore, Aunmelted particles denotes the area of unmelted particles, and Alackoffusion signifies the area associated with lack of fusion.
A Zeiss EVO MA15 scanning electron microscope was utilized to examine the morphology, microstructure, local chemical composition distribution, and crystal orientation maps (EBSD). The ATEX©—Analysis Tools for Electron and X-ray diffraction software was employed to process and analyze the EBSD data [24]. TEM samples were prepared using the Thermo Fisher Scientific Helios NanoLab 660, which employs a focused ion beam (FIB) technique. Subsequent imaging of these samples was carried out with a JEOL JEM-2100 transmission electron microscope (TEM).
X-ray diffraction (XRD) analysis was conducted to determine the phases present in the microstructure using a Bruker Discover D8-Advance diffractometer. XRD measurements were performed over a 2θ range of 30° to 100°, with a step size of 0.02°, a time per step of 2 s, and a scanning speed of 1°/min. The diffractometer was operated at 40 V and 40 mA using Cu radiation (λ = 0.1540598 nm). The stress-free value of the lattice parameter ahkl was determined from the plot against the Sin2Ɵ-linear fit method and the value of a0 [25, 26]. To anticipate the potential phase transformation and intermetallic precipitation, the thermodynamic phase transformation diagrams and time–temperature-transformation (TTT) diagrams for a specific chemical composition were simulated using the JMatPro software [27].
In response to the constraints of powder quantity and our focus on exploring a wide range of material properties, we strategically selected the best process parameter configurations for uniaxial tensile tests. The tensile tests were conducted on dog-bone samples with dimensions of 3-mm thickness, 6-mm width, and an initial length of 15 mm, adhering to a slimness ratio (k) of 3.53 [28]. These tests followed the ASTM E8/E8M standard [29], employing a strain rate of 1 mm.min−1. We reported the average results of three tensile tests to balance the comprehensive analysis with our resource constraints. This approach was deemed sufficient to provide reliable insights into the tensile properties of the material under study.
A meticulous preparation of the sample surfaces was undertaken to ensure accurate and representative Rockwell C hardness (HRC) measurements. Initially, all faces of the as-built cubic samples were ground using #600 and #1200 SiC emery paper grits to achieve a uniform surface finish. Subsequently, the samples were polished with aluminum suspension to attain a well-polished surface suitable for hardness testing. Rockwell C hardness measurements were performed following the surface preparation using the ACC-HR150A equipment. To understand the material’s hardness profile comprehensively, tests were conducted at three randomly selected sites on each phase of the samples. This approach was designed to capture the variability and uniformity of hardness across different material regions. The data reported in our study represent an aggregate result derived from 18 indentations across all the samples. This method of averaging ensures that our findings reflect the overall hardness characteristics of the material rather than being limited to a specific region.
3 Results and discussion
3.1 Comprehensive morphological and chemical analysis of gas-atomized metal powders
Figure 2a illustrates the morphology of the gas-atomized powders we received. Most of these particles are uniformly spherical with smooth surfaces. However, we also observed some elliptical and irregular angular structures. Figure 2b, highlighted by the yellow arrow, shows small satellites and elongated particles with varied aspect ratios, indicating deviations in particle shape. Gao et al. [30] highlighted those variations in powder particle morphology, particularly aspect ratios, directly influence their flow properties. They observed that transitioning the particle shape from a sphere to a polyhedron can notably impact the avalanche angle in a rotating drum due to increased particle interlocking. Comparing nitrogen-atomized and argon-atomized powders, they also noted that the former displayed reduced flow properties because of their lower aspect ratios.

Gas-atomized stainless steel powders: a micrographs showing the morphology of particles and b satellites, c particle size distribution, and d microstructure of the powder particles
In contrast, the latter, with its higher aspect ratios, demonstrated improved flow. While particles are typically assumed to be spherical in morphology, defects during the gas-atomizing process can lead to particle shape and packing density deviations. Nonetheless, our findings confirm that atomization can produce many spherical powders.
Krakhmalev et al. [31] utilized spherical gas-atomized powder with volume equivalent diameters of d10 = 4.6 µm, d50 = 13.0 µm, and d90 = 27.5 µm. For PBF-LB manufacturing, they recommended a particle size distribution in the narrow range of 15–63 µm to achieve higher packing density, enhanced flowability, and optimized mechanical properties, as illustrated in the frequency histogram in Fig. 2c. Based on approximately 700 measurements, the median particle size (D50 value) is determined to be 20.9 ± 5.0 µm. Additionally, the particle size distribution shows a D10 value of 9–11 µm, a D50 value of 19–23 µm, and a D90 value of 28–41 µm in diameter. Such a uniform distribution aids in consistent melting, efficient interlayer bonding, minimal void formation, and superior mechanical performance.
DebRoy et al. [32] underscored the significance of transient, three-dimensional temperature fields for understanding solidification parameters and their influence on metallurgical quality, such as microstructures and mechanical properties. Variations in composition can notably impact the solidification microstructure, corrosion resistance, and mechanical attributes. Fedina et al. [33] emphasized that powder bed porosity and oxide content contribute to spatter generation. As temperatures rise, gases between particles can expand, potentially leading to spatter ejection. Furthermore, oxide films on the particle surface can hinder wetting with prior powder layers and the substrate, resulting in defect formation.
Additionally, reduced powder-substrate adhesion can compromise the quality of the powder layer. For the gas-atomizing process discussed, rapid solidification at 105–107 K.s−1 rates results in near-spherical structures (Fig. 2a, b), including small satellites and elongated particles with varying aspect ratios. Figure 2d shows the microstructure of metal powder particles formed during the droplet solidification process. The nature and formation of these boundaries remain unclear, but factors such as thermal stresses from high gradients might play a role in dislocation distribution. It is not uncommon for particles to exhibit multiple nucleation sites, resulting from diverse dendritic colonies sprouting from various initiation points. The brisk cooling during the solidification phase gives rise to a submicron mesh of cellular, columnar, and reticulated structures—often less than 500 nm in size—interspersed with secondary dendritic arms. The observation is significant that the cellular/dendritic architecture is predominantly dictated by factors such as the temperature gradient at the solid–liquid interface, the nuanced microsegregation of the alloy, and the dendritic growth velocity. Furthermore, the exceedingly high cooling rate (105–107 K.s−1) typical of gas atomization can result in solute-enriched boundaries ahead of the solid–liquid interface, mainly due to the limited diffusion of certain atoms (such as Mn) within the liquid phase, culminating in the formation of a supersaturated solid solution.
Figure 3a presents the average chemical composition of the analyzed powder, as gauged by EDS. The powder is characterized by 22.0% wt. Mn is crucial for maintaining a stable FCC (austenite phase) structure, and 20.0% wt. Cr, which bestows the austenitic stainless steel with superior corrosion resistance. The inclusion of 2.2% wt. Mo promotes the dispersion of nanosized particles embedded in the austenitic lattice. To ascertain the precise content of carbon (C) and nitrogen (N), a combustion analysis was conducted on the MnN powders, revealing a composition of 0.42 ± 0.08 wt.% C and 0.58 ± 0.08 wt.% N. The synergistic effect of C and N on the mechanical attributes of Mn stainless steel is profound, directly influencing its strength and ductile characteristics. Key aspects to note include:
-
Strengthening: The introduction of carbon and nitrogen instigates the formation of stable carbides and nitrides within the steel matrix. These precipitates bolster the material’s strength by obstructing dislocation movement via precipitation hardening.
-
Solid solution strengthening: When dissolved in the steel matrix, carbon and nitrogen play a pivotal role in solid solution strengthening. This phenomenon is attributed to the solute atoms (C and N) inducing lattice distortion, hindering dislocation movement, and consequently amplifying the material’s intrinsic strength.
-
Austenite stabilization: Nitrogen serves as an efficient stabilizing agent for austenite in Mn stainless steel, favoring the creation of a durable, face-centered cubic (FCC) austenitic phase, which translates to a more malleable microstructure. While carbon, too, lends stability to the austenite phase, its potency is overshadowed by that of nitrogen.
-
Grain refinement: The amalgamation of carbon and nitrogen can facilitate grain refinement within Mn stainless steel. A more refined grain structure augments the yield strength and bolsters the material’s resilience against crack propagation.

a Average chemical composition using the EDS method, wt.%. b Thermodynamic phase transformation diagram. c Time‒temperature-transformation (TTT) diagram
Figure 3b shows the thermodynamic phase transformation diagram, with Fig. 3c depicting the time‒time–temperature-transformation (TTT) diagram. These figures corroborate the formation of various phases in tandem with their respective cooling rates. Given the rapid nature of PBF-LB processing, a partitioning gradient of alloying elements can emerge, especially MnCrSiN, which predominantly forms at the boundaries of FCC austenite. This gradient supports the nucleation of nitrides such as Cr2N, CrN, Mn3N, and Fe2N, as well as nitride carbides such as M7(CN)3 and M23(CN)6, where M represents Cr, Fe, and Mo [34,35,36]. Consequently, we can expect a range of Cr-Mn-Mo carbide-nitride transitional particles to materialize, in addition to the presence of austenite and δ-ferrite.
Zhang et al. [37] designed a medium-Mn steel with exceptional ductility and strength by introducing a unique preexisting structure followed by specific annealing processes. Their study detailed the microstructural evolution, Mn segregation, and mechanical behavior. The heterogeneous austenite structure in this steel enabled multistage transformation-induced plasticity effects during tensile tests, among other mechanisms. These synergistic effects enhanced the ductility of the steel without compromising strength, outperforming other medium-Mn steels. Considering these findings, carbide formations in stainless steel can impact corrosion. The current powder formulation, enriched with nitrogen, enhances the material resistance, while certain element segregations, such as Cr, Mo, and Si, in interdendritic domains might jeopardize the mechanical properties.
The manifestation of various phases is a complex interplay between the segregation of alloying elements within the laser-deposited grains and the solidification dynamics of the melt pool. For instance, the enrichment of Mn, C, and N fosters the emergence of carbides and carbonitrided particles. In contrast, Cr, Mo, and Si are more inclined to segregate within the nanostructured δ-BCC ferrite regions.
3.2 Optimizing PBF-LB settings: a deep dive into laser power and scanning speed parameters
3.2.1 Fine-tuning PBF-LB parameters: the interplay of laser power and scanning speed
In PBF-LB manufacturing, parameters such as laser power and scanning speed significantly influence manufacturing defects. Caiazzo et al. [38] demonstrated that the volumetric energy density (VED) can explain variations in factors such as surface roughness and pore size, offering a tool for managing multiple process parameters simultaneously. However, de Leon Nope et al. [34] highlighted that while VED can be a preliminary optimization tool, its efficacy varies depending on the parameter combinations, emphasizing the unique effects of parameters like hatch distance and laser power on outcomes like porosity. This complexity reinforces the need to understand each parameter’s role in optimizing the PBF-LB process, as shown by Fonseca et al. [22], who assessed how varying laser power and scan speed affected attributes such as microstructure and hardness. In the equation, P is the laser power (W), ν is the scanning speed (mm/s), h is the hatching space (mm), and l is the layer thickness (mm).
The volumetric energy density (VED) is instrumental in determining the final surface quality, pore formation, and hardness values of a PBF-LB product. Pore formation is intrinsically tied to VED: a reduced VED often correlates with increased porosity due to the lack of fusion (LOF). Commonly, when the laser power is set low and the scanning speed is high, leading to lower VED values, the resultant product tends to exhibit increased porosity [22]. In contrast, high laser power and slow scanning speeds (translating to high VED values) can produce a taut melting pool, triggering a keyhole conduction mode. Our experimental design encompassed 25 distinct exposure parameters, detailed in Table 2. While the exposure laser power and scanning speed were variables in our experiments, the hatching space and layer thickness remained constant. VED values oscillated between 58.33 J/mm3 in sample S51 and 126.19 J/mm3 in sample S15 to provide perspective on the range.
3.2.2 Understanding porosity and elemental evaporation in PBF-LB processes
To ensure optimal mechanical properties in additive-manufactured components, it is imperative to reduce porosity. Thus, the objective is to produce samples with minimal porosity and small pore sizes. As an illustration, Fig. 4 analyzes the pore size distribution and unmelted particles (LOFs) for all cubic samples. It should be highlighted that approximately ten threshold images were captured for each sample, but only one representative image for each condition is shown for clarity.

Binarized image (1.3 × 1.0 mm2) of samples illustrating the relative porosity of each set of parameters
During PBF-LB processes, if settings are not optimized, certain alloying elements, such as manganese, might evaporate due to high temperatures. As Klapczynski et al. [39] observed, such evaporation can alter the alloy’s chemical makeup, affecting its microstructure and mechanical properties and even introducing defects such as a lack of fusion and porosity. Wang et al. [40] further highlighted the significance of material composition and environmental conditions on evaporation. They presented a comprehensive evaporation model that factored in ambient gas and material composition. They provided insights into how these variables influence key processes such as recoil pressure and mass loss rate, especially under near-vacuum conditions. Given these findings, chemical composition assessments were conducted on samples S11 and S15 using EDS-SEM and combustion analysis to further understand the effects of element evaporation and parameter modifications.
Figure 5a showcases the empirical chemical breakdown of the S11 sample. Here, Mn recorded a concentration of 19.1 wt.%, translating to an evaporation reduction of 13%. In tandem, combustion analysis highlighted a diminished N concentration, clocking at 0.507 wt.%, signifying a decrease of 12.6%. It is pertinent to highlight that nitrogen reintegration in the PBF-LB/M melt pool can instigate pore creation. On the other end of the spectrum, the S15 sample, processed under a more robust laser power, manifested dips in Mn and N concentrations—17.4 wt.% and 0.444 wt.%, respectively. This corresponds to evaporation percentages of 20.9% and 23.5% for Mn and N, respectively, as evident in Fig. 5b. Such revelations underline that Mn evaporation and nitrogen reamalgamation in the melt pool accentuate heightened thermal input, bearing implications for microstructure, properties, and the emergence of fabrication imperfections.

Experimental chemical composition analyses using both EDS and combustion analysis of a S11 (147 W; 800 mm/s) and b S15 (212 W; 800 mm/s)
3.2.3 Influence of laser parameters on porosity reduction and mechanical integrity
Figure 6a maps the average porosity trends across distinct printing scenarios. A variance in porosity is observed, ranging from a modest 0.02% to a more pronounced 0.35%, contingent upon the tailored laser power and scanning pace. Intriguingly, sample S51 registered the peak porosity, resulting from employing the minimal laser power setting of 147 W in tandem with the swiftest scanning rate of 1200 mm/s. A closer look at the dataset indicates that porosity diminishes when the laser power is kept invariant, and the scanning speed decelerates. This effect is exemplified in sample S11, which, at a scanning pace of 800 mm/s, exhibits a porosity of just 0.02%.

VLM images of gas porosity and LOF defects of a S51 (1200 mm/s, 147 W) and b S52 (1200 mm/s, 177 W) samples
Similarly, another set of parameters—900 mm/s coupled with 177 W—achieved the same low porosity benchmark. Given the scant porosity in samples such as S11 and S22, one can anticipate an enviable blend of strength and pliability attributed to the delay in void merging, which acts as a precursor to crack inception, thereby forestalling abrupt component failures.
These results demonstrate the impact of processing parameters on porosity. The results indicate that the lowest porosity levels (~ 0.014%) were exhibited by three distinct parameters: S11 (147 W; 800 mm/s), S22 (177 W; 900 mm/s), and S55 (212 W; 1200 mm/s). Sample S55 displayed slightly larger pores, which may act as stress concentrations during straining, resulting in compromised mechanical properties. A reduced porosity is expected to delay crack nucleation and decrease the crack propagation rate, ultimately leading to enhanced fracture toughness. The formation of pores can be attributed to the entrapment of inert gas during the joining and solidification processes of a new powder layer beneath the preceding bulk layer and nitrogen recombination in the melt pool. However, by adjusting the processing parameters, particularly in samples S11 and S22, the porosity percentage was successfully reduced, and the proportion of pores significantly decreased.
3.2.4 Process parameters, defect formation, and hardness variability in PBF-LB manufactured samples
Figure 7 illustrates that the lack of fusion (LOF) defects in samples S51 (147 W; 1200 mm/s) and S52 (177 W; 1200 mm/s) are undesirable for structural applications, as they act as stress concentrators, increasing the likelihood of crack nucleation and leading to part rejection. Low laser power and high scanning speed typically result in insufficient or incomplete fusion defects. Ahmed et al. [41] investigated the PBF-LB parameter selection for AISI 316L steel to manufacture parts with the highest build density and optimal energy density distribution. They reported that lower heat input values lead to voids and LOF defects due to an unstable melt pool, resulting in microsegregation of alloying elements. Additionally, high scanning speeds cause reduced laser penetration depth and poor layer bonding, which could explain the presence of pores and LOF defects, particularly at layer bonding sites, as seen in Fig. 7. The pores and LOF defects at the interface zone might form due to differences in physical properties between adjacent powders, such as shape, thermal expansion coefficient, and diffusion, resulting in defective melting. Moreover, the propensity to form cracks at the melt pool interface heightens alloying segregation and residual stress.

a Porosity fraction distribution and b Rockwell C hardness distribution of additively manufactured samples
Figure 7b displays the variations in Rockwell C hardness for as-built samples produced with different manufacturing parameters, namely, laser power and scanning speed. The highest hardness value (~ 33.3 HRC) was observed in sample S35 (212 W; 1000 mm/s), while the lowest hardness (~ 27.7 HRC) was found in sample S51 (147 W; 1200 mm/s). Although minor hardness variations exist across manufacturing parameters, a direct relationship between process parameters and hardness is evident. In steel, hardness is closely tied to the nitrogen content present in solid solution. Funch et al. [42] demonstrated that by employing high-temperature solution nitriding, the surface hardness can be notably enhanced through controlled nitrogen introduction while preserving a fine structure within the primary austenite grains. However, monitoring the atmosphere during high-temperature PBF-LB 316L stainless steel treatments is vital. When performed in a vacuum, austenitization can result in surface nitrogen loss, but this can be avoided by conducting the treatment in a controlled low-nitrogen atmosphere. Thus, an increased VED might promote nitrogen recombination within the melt pool, leading it to evaporate from the interior to the surface, which could diminish strength and hardness. Conversely, a higher VED leads to a larger molten pool with elevated peak temperatures and slower cooling rates. The increased heat accumulation and slower cooling rates promote larger grain sizes and lower hardness levels.
As previously discussed, input processing parameters such as laser power and scanning speed influence the characteristics of parts manufactured using PBF-LB. The process parameters used in samples S11 and S22 presented the optimal results and the corresponding porosity (S11 0.0145 ± 0.005; S22 0.0185 ± 0.005) and hardness (S11 31.1 ± 0.2 and S22 30.7 ± 0.2). They were chosen to produce tensile test samples to analyze the microstructural features and mechanical behavior. The processing parameters were selected based on the lowest porosity and moderate hardness values. Furthermore, the microstructure and crystallographic data of these two selected samples will be examined in subsequent analyses.
3.2.5 Integrated discussion on the evolution of porosity concerning process parameters and volumetric energy density
In exploring the porosity evolution in our PBF-LB-manufactured samples, we observed a critical interplay between process parameters, particularly scanning speed and laser power, and the resulting VED. Our analysis, supported by the data presented in the table, highlights a clear quantitative and qualitative relationship between these factors and the porosity within the samples. Quantitatively, samples with lower VED, such as S51 (58.33 J/mm3), exhibited significantly higher porosity (0.2%), indicating insufficient energy input for complete melting and solidification. Conversely, samples like S11 and S22, with higher VEDs of 87.5 J/mm3 and 93.65 J/mm3, respectively, demonstrated notably lower porosity percentages (0.01494% and 0.02089%), suggesting more effective melting and densification of the material.
Qualitatively, the data reveals that as laser power increases and scanning speed decreases, leading to a higher VED, there is a corresponding reduction in porosity. This trend is likely due to the enhanced energy input facilitating a more stable and consistent melt pool, which is crucial for achieving a denser, more homogeneous microstructure. In conclusion, the analysis indicates that samples S11 and S22 emerged as the best options for further exploration of microstructural and mechanical properties. Their optimal combination of process parameters resulted in a desirable balance of low porosity and appropriate hardness, making them ideal candidates for in-depth material characterization and performance evaluation.
3.3 Microstructural analyses
3.3.1 Influences of heat input on melt pool morphologies and microstructural features in PBF-LB samples
Figure 8 shows the microstructural features and melt pool morphologies of samples S11 and S22. From the SEM images, sample S11 displays tighter melt pool boundary spacing, attributed to its slightly reduced heat input compared to S22. For sample S22, a higher heat input leads to increased remelting and reheating across multiple layers, producing a broader melt pool and notable thermal gradient. Cheloni et al.’s [43] model highlights how temperature rises in successive tracks within the same layer due to heat accumulated from earlier consolidation efforts. This leads to an observed melt pool overlap of approximately 40% in certain parameter combinations.

SEM microstructure and melt pool after etching. a S11 (147 W, 800 mm/s). b S22 (177 W, 900 mm/s)
Moreover, melt pool dimensions, especially depth and temperature, show a significant increase with increasing laser power, while increasing scanning speed results in a reduced melt pool size but increased hardness. It is more accurate to characterize the spacing in sample S11 based on its melt pool boundary spacing, which measures approximately 25–35 µm. For sample S22, the melt pool boundary spacing lies in the 45–60 µm range. These distinctions help us understand how varying heat inputs can influence the resulting microstructures in PBF-LB processes. The potential effects of energy densities on residual stresses and solidification cracks warrant further investigation. While no solidification cracks were detected in these samples, it would be beneficial to substantiate these observations with residual stress measurements or relevant literature references in future studies.
3.3.2 Crystallographic analysis: austenitic phase characteristics and lattice parameter variations in PBF-LB samples
Figure 9a reveals the presence of face-centered cubic (FCC) austenite phase families (crystal symmetry of Fm-3 m) in the XRD patterns obtained for both samples. No secondary phases or precipitates were detected in the as-built samples, indicating that a fully austenitic microstructure developed under both selected manufacturing parameters. Further analysis of the XRD data reveals variations in the austenite lattice parameter (atomic configuration) as a function of the applied heat input during PBF-LB manufacturing. Due to local specific thermal histories, the lattice parameter may exhibit slight variations from diffraction peak angles. The mean lattice parameter for both samples was calculated using the Sin2θ-linear fit method and is displayed in Fig. 9b. The results show that the mean austenitic lattice parameter of sample S11, produced with lower heat input, is higher than that of sample S22. The lattice expansion of austenite can be attributed to the supersaturation of interstitial elements, such as nitrogen, in austenitic stainless steel. In other words, a smaller melt pool and lower temperature gradient in sample S11 lead to a higher cooling rate and a saturated austenitic lattice due to an increased content of alloying elements. Conversely, higher heat input and a larger melt pool result in a slower cooling rate, allowing alloying elements to partition out and reduce the austenite lattice parameter.

a XRD patterns and b lattice parameter calculation based on the Sin2θ-linear fit method of two selected samples, S11 and S22
3.4 Uniaxial tensile performance
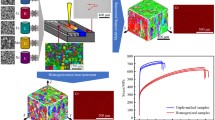
Tensile tests were conducted on both samples S11 and S22 at room temperature, highlighting the impressive mechanical properties of our novel austenitic stainless MnN steel. Figure 10 presents the engineering stress–strain curves, which reveal a 7% increase in heat input (from 147 W, 800 mm/s to S22 177 W, 900 mm/s), resulting in an increase of 4% in elongation at fracture (from 34.4 ± 0.4 to 38.4 ± 0.4%). These results demonstrate the excellent stability of strength and elongation concerning the selected processing parameters. Austenitic phase matrix structures with outstanding tensile properties are highly attractive for various industries and applications, as they enhance formability, shear, and bending capabilities. The as-built stainless MnN steel achieved superior mechanical resistance and ductility compared to other high-nitrogen steels reported in the literature [44,45,46]. Lei et al. [46] investigated high-nitrogen MnN steel (0.1C-11Mn-22Cr-0.7N-3Ti wt.%) using laser-arc hybrid welding, achieving an ultimate tensile strength of 1072 MPa and a 14% area reduction before fracture. Yang et al. [47] studied the mechanical properties of high-nitrogen steel (0.5C-0.4Si-0.6N-22Cr-14Mn-3Mo-0.4 Cu wt.%) through laser direct metal deposition, attaining a UTS of approximately 1160 MPa and 11% elongation at fracture. Furthermore, Zhang et al. [44] designed a heterogeneous medium-Mn steel (0.3C-0.6N-3Al-15Mn-1.1 V-0.07Nb wt.%) that exhibited a UTS of 1035 MPa and 36.7% elongation at fracture following cold rolling and post heat treatment.

a Engineering stress–strain curves and SEM fracture surfaces image of samples b S11 and c S22
Tensile loading failure primarily stems from build defects like gas porosity and LOF at layer boundaries [48,49,50]. Figure 10b and c SEM images depict a ductile fracture mode with features like dimples and shear bands, with no signs of boundary cracking or crack propagation into dendrites. Barkia et al. [48] found dislocation density and deformation mechanisms like mechanical twinning to enhance the ductility and strength of AM 316L steel. Lima et al. [49] showed that grain refinement and increased twin boundaries balance strength and elongation. Varela et al. [50] observed cracks propagating along grain boundaries, emphasizing the role of twin intersections and dislocations in refining grains. Astafurov et al. [51] note that the microstructural inhomogeneity in additively manufactured high-nitrogen steel affects its ductility and strain hardening, with solid solution hardening playing a pivotal role due to the steel’s high-nitrogen content.
In our study, we compared the tensile properties of our novel High-Mn-N Ni-free austenitic stainless steel against those of conventional 316L stainless steel processed via selective laser melting. This comparison is essential given the unique composition of our alloy, particularly the substitution of nickel (Ni) with manganese (Mn). We theorize that this substitution reduces the stacking fault energy (SFE), which enhances twinning-induced plastic deformation and improves mechanical properties. Our experimental results reflect this hypothesis, with our samples exhibiting a tensile strength of 1190 ± 20 MPa and an elongation at fracture of 35 ± 3%. To provide a frame of reference, typical 316L stainless steel produced through selective laser melting shows yield strengths in the range of 450 to 600 MPa, ultimate tensile strengths between 580 and 850 MPa, and elongation percentages ranging from 30 to 48% [17, 52,53,54]. Compared to these figures, our modified alloy demonstrates significantly higher tensile strength and maintains a comparable level of elongation. This outcome underlines the successful enhancement of mechanical properties achieved through our innovative alloy design.
Concerning the stress–strain curves, our analysis predominantly focused on the plastic deformation region rather than the elastic portion. This decision was guided by the fact that the elastic modulus of steel, typically around 200 GPa, is relatively consistent across different processing conditions and thus exhibits less variability. By concentrating on the plastic deformation characteristics, we could more effectively capture the nuances and variations in material properties influenced by our unique alloy composition and processing conditions. This focus yields deeper insights into the material’s behavior under operational stress. In summary, the superior tensile strength coupled with the maintained elongation of our high-Mn-N Ni-free austenitic stainless steel showcases the effectiveness of our material modifications. These enhancements in mechanical properties position our alloy as a promising candidate for applications that require high strength and ductility.
3.4.1 Microstructural examination and crystallographic insights: from melt pool dynamics to grain orientation in PBF-LB sample S11
The as-built microstructure of sample S11, produced using PBF-LB, is illustrated in Fig. 11. Semicircular melt pool boundaries and sequential layer banding are distinguishable in this image. Two distinct microstructures, consisting of very fine cellular/dendritic structures, are observed. A relative image reveals that the selected manufacturing parameters for S11 lead to the curvature of banding, particularly at melt pool boundaries. Cellular/dendritic structures arising from melt pool solidification show chemical microsegregation similar to those observed in casting and welding [55]. These structures predominantly nucleate at the melt pool boundaries, growing toward its center. These structures exhibit an ultrafine dendritic appearance due to the ultra-fast cooling rates in the PBF-LB process [8]. Qu et al. [56] identified that the white regions surrounding these AISI 316L stainless steel dendrites are enriched with Cr and Mn, while the darker matrix is Fe-rich. This behavior is influenced by various factors, including texture formation due to dendritic epitaxial growth and the effects of dislocation structures. Less than 0.22% of the analyzed sample (S11) displayed processing defects, such as micropores and inhomogeneous areas, with no observed microcracks.

SEM images of the as-built microstructure of the S11 sample coupled with the EBSD map
The build direction (BD) orientation image mapping (OIM) of sample S11 is shown in Fig. 12a. The predominance of vertically elongated austenite grains aligned with the BD is illustrated. Consecutive melt pools were deposited layer by layer, resulting in an oriented solidified melt pool structure parallel to the BD. The preferred solidification direction, parallel to the heat transfer direction, could generate a dominant crystallographic texture. Consequently, the Z-direction (//BD) inverse pole figure (IPF) and (100) and (111) pole figures were calculated and are presented in Fig. 12b and d, respectively. The results reveal this region’s dominance of (001) and (111) grains. In the solidification process of AM 316L SS, a transformation from cellular/columnar to dendritic growth occurs, forming nanoscale dendrites [47]. The dendrites, associated with an FCC structure, highlight the significance of the (001) planes, which exhibit minimal atomic close-packing and maximum interatomic spacing. Conversely, (111) grains parallel to the BD are the most atomic close-packed planes with minimal interatomic spacing, which could be associated with the heat-affected zone beneath consecutively deposited melt pools.

a Build direction orientation image mapping, b Z-direction inverse pole figure, c disorientation, and d (111) and (100) pole figures of the S11 sample
This observation indicates that the freshly solidified grains originated and grew on the previously solidified (001) elongated austenite grains, adopting their orientation into the (111) planes parallel to the BD (and heat transfer direction). Meanwhile, no evidence suggests that columnar grains directly followed the heat-flow path during the deposition of subsequent layers, developing without interference from the melt pool boundaries, consistent with Tian’s work [36]. Low-angle boundaries (LABs, misorientation angles ranging between 3° and 15°) and high-angle boundaries (HABs, misorientation angles greater than 15°) are represented by thin and thick black lines, which correspond to thermal contraction-induced crystal defects resulting from the rapid cooling rate during the PBF-LB process. The disorientation between the mean grain orientation and neighboring pixels was estimated and is shown in Fig. 12b to display the accumulation of crystallographic defects. The mean disorientation within the grain is less than 5°, indicating that recrystallized-recovered austenitic grains formed under the selected manufacturing parameters of the S11 sample. However, some defect pile-ups (indicated by black arrows) are observed. The highest distortion, approximately 13°, is located near the grain boundary in the (001) grains. Thus, the highest lattice distortion occurred in the least atomic-packed planes without an activated slip system, accumulating crystallographic defects (such as dislocations), which could generate stress concentration.
3.4.2 Microstructural examination and crystallographic insights: from melt pool dynamics to grain orientation in PBF-LB sample S22
Figure 13 presents the microstructure of the as-built S22 sample. A higher laser power and a lower scanning speed resulted in greater heat input and an enlarged melting powder bed compared to the S11 sample. The comparison of melt pool boundaries in the two samples clearly illustrates the impact of heat input on microstructural alterations. Simultaneously, a relatively slower solidification rate was achieved due to the larger melt pool, increasing the size of the melting zone. Solidification tracks were well-organized parallel to the BD, and adjacent melt pools were well-connected, as displayed in Fig. 13—additionally, a fine cellular morphology formed due to the high cooling rate during nonequilibrium solidification.

SEM images of the as-built microstructure of the S22 PBF-LBed sample coupled with the EBSD map
Conversely, the high-temperature local gradient coupled with directional solidification led to a columnar/dendritic structure, which was effectively analyzed using the EBSD technique. Red lines indicate the elongated intergranular cells parallel to heat transfer. A negligible proportion of pores and no LOF defects were observed in this sample. However, the pore was located at the triple-junction point of the melting pool boundaries.
Figure 14a, as analyzed by the EBSD technique, reveals refined columnar austenitic grains aligned with the BD. A mixed columnar and cellular structure with a broader distribution of grain sizes than in the S11 sample can be attributed to the higher energy density in sample S22. The deviation of columnar grains from the ideal (001)//BD is noticeable. A higher heat input results in a larger heat-affected zone or possibly a remelting zone, forming a newly developed subdendritic structure. The sample with a higher heat input had a finer columnar and dendritic structure. The higher energy input leading to a relatively more homogeneous element distribution in a larger melting pool area explains the observed behavior.

a BD orientation image mapping, b disorientation, c Z-direction inverse pole figure, and d (111) and (100) pole figures of the S22 sample
Consequently, both the temperature and the lifetime of the molten pool are significantly constrained due to the diffusion coefficient and diffusion distance of interstitial alloying elements. Furthermore, dislocations are prompted to migrate toward interfaces and boundaries, reducing dislocation cell sizes. The highest local lattice disorientation displayed in Fig. 14b could also be attributed to the intrinsic differences between preformed and reformed dendritic austenite during subsequent layer solidification, which induces greater lattice curvature and, therefore, more significant disorientation. Boundaries, dislocation walls, and potential intermetallic precipitates act as hardening barriers by preventing grain sliding and dislocation movement, significantly impacting the strain-hardening mechanism and the overall strength of the resulting materials. As a result, higher mechanical resistance is anticipated based on these analyses.
The microstructural changes at 2 mm below the fracture surface of the tensile test sample were characterized using high-resolution SEM and are displayed in Fig. 15. Austenitic grains elongated along the tensile direction, with numerous deformation bands, dislocation tangles, and nanotwins observed. Nanotwin thicknesses ranged from 200 to 300 nm, while intertwin spacings were distributed between 30 and 50 nm. It has been reported that nanotwins form due to the sparse distribution of planar dislocations along {111}γ planes, promoting uniform plastic deformation and preventing stress localization. Furthermore, several dislocation tangles were found between mechanical twins, enhancing work hardening by acting as effective barriers to dislocation gliding. During the initial uniaxial tensile stage, Masoumi et al. [57] highlighted the dominance of planar dislocation slip, leading to the formation of Taylor lattice structures, primary twins, and subsequent secondary twins with associated stacking faults. As the strain increased, a complex dislocation arrangement emerged, eventually forming a noncrystalline structure with varied orientations. Molecular dynamics analyses identified the initial nucleation of specific dislocation types, progressing to the formation of Hirth dislocations, contributing to strain hardening. Initially, planar dislocation slip led to dislocation pile-ups and dipole bundles, forming a low-energy Taylor lattice structure along specific directions. As the strain increased, the formation of secondary twins with stacking faults was promoted, resulting in a more complex dislocation arrangement. It finally led to the development of a noncrystalline structure with multiple orientations. Molecular dynamics analyses demonstrated that deformation began with the nucleation of Shockley partial dislocations, followed by the creation of Hirth dislocations, which caused strain hardening in the system.

Microstructural change at 2 mm below the fracture surface of the tensile test sample
4 Conclusion
Using the powder bed fusion laser–based (PBF-LB) technique, our study meticulously fabricated high-Mn-N Ni-free austenitic stainless steel components. We delineated our investigation into four crucial areas: understanding the gas-atomized metal powders, perfecting the PBF-LB settings, detailed microstructural analyses, and evaluating uniaxial tensile performance. From our rigorous examination, the salient findings include the following:
-
Our settings limited defects to under 2%, maintaining material integrity.
-
Identified dendritic structures leading to microsegregation; higher energy densities suggested remelting occurrences.
-
Rapid cooling culminated in a saturated austenitic structure due to the interplay of melting dynamics.
-
Inadequate PBF-LB settings might induce Mn evaporation, influencing material properties and risking pore formation.
-
Our prime sample, S11, achieved a tensile strength of 1190 ± 20 MPa and 35 ± 3% elongation at fracture, with fractures indicating ductile behavior.
-
Deformation bands, dislocation tangles, and nanotwins were pinpointed as catalysts for work hardening.
-
Our findings anchor this research as a reference for endeavors in austenitic stainless steel manufacturing and its prospective industrial applications.
Data availability
The datasets used or analyzed during the current study are available from the corresponding author upon reasonable request.
References
Romero-Resendiz L, El-Tahawy M, Zhang T et al (2022) Heterostructured stainless steel: properties, current trends, and future perspectives. Mater Sci Eng R Reports 150. https://doi.org/10.1016/j.mser.2022.100691
Noh HS, Kang JH, Kim KM, Kim SJ (2019) The effects of replacing Ni with Mn on hydrogen embrittlement in Cr-Ni-Mn-N austenitic steels. Corros Sci 152:93–100. https://doi.org/10.1016/j.corsci.2019.03.012
Cheng B, Wei F, Teh WH et al (2022) Ambient pressure fabrication of Ni-free high nitrogen austenitic stainless steel using laser powder bed fusion method. Addit Manuf 55:102810. https://doi.org/10.1016/j.addma.2022.102810
Toor I-H, Hyun PJ, Kwon HS (2008) Development of high Mn-N duplex stainless steel for automobile structural components. Corros Sci 50:404–410. https://doi.org/10.1016/j.corsci.2007.07.004
Gorji NE, O’Connor R, Mussatto A et al (2019) Recyclability of stainless steel (316 L) powder within the additive manufacturing process. Materialia 8:100489. https://doi.org/10.1016/j.mtla.2019.100489
Zhao F, Liu X, Zhang Z, Xie J (2022) Effect of nitrogen content on the mechanical properties and deformation behaviors of ferritic-pearlitic steels. Mater Sci Eng A 855:143918. https://doi.org/10.1016/j.msea.2022.143918
Nage DD, Raja VS, Raman R (2006) Effect of nitrogen addition on the microstructure and mechanical behavior of 317L and 904L austenitic stainless steel welds. J Mater Sci 41:2097–2112. https://doi.org/10.1007/s10853-006-3150-5
Hooper PA (2018) Melt pool temperature and cooling rates in laser powder bed fusion. Addit Manuf 22:548–559. https://doi.org/10.1016/j.addma.2018.05.032
Sato K, Takagi S, Ichikawa S, Ishimoto T (2023) Microstructure and solute segregation around the melt-pool boundary of orientation-controlled 316L austenitic stainless steel produced by laser powder bed fusion Materials (Basel) 16. https://doi.org/10.3390/ma16010218
Gao J, Jiang S, Zhao H et al (2023) Enhancing strength and ductility in a near medium Mn austenitic steel via multiple deformation mechanisms through nanoprecipitation. Acta Mater 243:118538. https://doi.org/10.1016/j.actamat.2022.118538
Boes J, Röttger A, Theisen W (2020) Microstructure and properties of high-strength C + N austenitic stainless steel processed by laser powder bed fusion. Addit Manuf 32:101081. https://doi.org/10.1016/j.addma.2020.101081
Boes J, Röttger A, Theisen W et al (2020) Gas atomization and laser additive manufacturing of nitrogen-alloyed martensitic stainless steel. Addit Manuf 34:101379. https://doi.org/10.1016/j.addma.2020.101379
Boes J, Röttger A, Becker L, Theisen W (2019) Processing of gas-nitrided AISI 316L steel powder by laser powder bed fusion – microstructure and properties. Addit Manuf 30:100836. https://doi.org/10.1016/j.addma.2019.100836
Deutsche Edelstahlwerke Specialty Steel GmbH & Co. KG, Printdur® HSA (2020) High strength, stainless, austenitic steel for additives. Addit Manuf. https://www.dew-powder.com/fileadmin/files/metallpulver.de/documents/Publikationen/Englisch/Printdur_HSA_AE.pdf. Accessed 10 Jan 2022
Berns H, Riedner S, Gavriljuk V et al (2011) Microstructural changes in high interstitial stainless austenitic steels due to ballistic impact. Mater Sci Eng A 528:4669–4675. https://doi.org/10.1016/j.msea.2011.02.062
Liverani E, Toschi S, Ceschini L, Fortunato A (2017) Effect of selective laser melting (SLM) process parameters on microstructure and mechanical properties of 316L austenitic stainless steel. J Mater Process Technol 249:255–263. https://doi.org/10.1016/j.jmatprotec.2017.05.042
Larimian T, Kannan M, Grzesiak D et al (2020) Effect of energy density and scanning strategy on densification, microstructure and mechanical properties of 316L stainless steel processed via selective laser melting. Mater Sci Eng A 770:138455. https://doi.org/10.1016/j.msea.2019.138455
Liu J, Song Y, Chen C, et al (2020) Effect of scanning speed on the microstructure and mechanical behavior of 316L stainless steel fabricated by selective laser melting Mater Des 186. https://doi.org/10.1016/j.matdes.2019.108355
Tucho WM, Lysne VH, Austbø H et al (2018) Investigation of effects of process parameters on microstructure and hardness of SLM manufactured SS316L. J Alloys Compd 740:910–925. https://doi.org/10.1016/j.jallcom.2018.01.098
Sun Z, Tan X, Tor SB, Yeong WY (2016) Selective laser melting of stainless steel 316L with low porosity and high build rates. Mater Des 104:197–204. https://doi.org/10.1016/j.matdes.2016.05.035
Yakout M, Elbestawi MA, Veldhuis SC (2019) Density and mechanical properties in selective laser melting of Invar 36 and stainless steel 316L. J Mater Process Technol 266:397–420. https://doi.org/10.1016/j.jmatprotec.2018.11.006
Fonseca EB, Gabriel AHG, Araújo LC et al (2020) Assessment of laser power and scan speed influence on microstructural features and consolidation of AISI H13 tool steel processed by additive manufacturing. Addit Manuf 34:101250. https://doi.org/10.1016/j.addma.2020.101250
Schneider CA, Rasband WS, Eliceiri KW (2012) NIH Image to ImageJ: 25 years of image analysis. Nat Methods 9:671–675. https://doi.org/10.1038/nmeth.2089
Beausir B, Fundenberger JJ (2017) Analysis tools for electron and x-ray diffraction, ATEX - software. Université de Lorraine - Metz, France
Cappuccio G, Terranova ML (1965) V school on X-ray diffraction from polycrystalline materials - thin film characterization by advanced X-ray diffraction techniques. Laboratori Nazionali di Frascati, Frascati - Italy
Oponowicz A, Marciszko-Wiąckowska M, Baczmański A et al (2020) Gradient of residual stress and lattice parameter in mechanically polished tungsten measured using classical X-rays and synchrotron radiation. Metall Mater Trans A Phys Metall Mater Sci 51:5945–5957. https://doi.org/10.1007/s11661-020-05967-y
Saunders N, Guo Z, Li X et al (2003) Using JMatPro to model materials properties and behavior. Jom 55:60–65. https://doi.org/10.1007/s11837-003-0013-2
Moura LS, Vittoria GD, Gabriel AHG et al (2020) A highly accurate methodology for the prediction and correlation of mechanical properties based on the slimness ratio of additively manufactured tensile test specimens. J Mater Sci 55:9578–9596. https://doi.org/10.1007/s10853-020-04654-y
ASTM E8, (2010) ASTM E8/E8M standard test methods for tension testing of metallic materials 1. Annu B ASTM Stand 4(02):1–27. https://doi.org/10.1520/E0008
Gao MZ, Ludwig B, Palmer TA (2021) Impact of atomization gas on characteristics of austenitic stainless steel powder feedstocks for additive manufacturing. Powder Technol 383:30–42. https://doi.org/10.1016/j.powtec.2020.12.005
Krakhmalev P, Fredriksson G, Svensson K et al (2018) Microstructure, solidification texture, and thermal stability of 316 L stainless steel manufactured by laser powder bed fusion. Metals (Basel) 8:643–664. https://doi.org/10.3390/met8080643
DebRoy T, Wei HL, Zuback JS et al (2018) Additive manufacturing of metallic components – process, structure and properties. Prog Mater Sci 92:112–224. https://doi.org/10.1016/j.pmatsci.2017.10.001
Fedina T, Sundqvist J, Powell J, Kaplan AFH (2020) A comparative study of water and gas atomized low alloy steel powders for additive manufacturing. Addit Manuf 36:101675. https://doi.org/10.1016/j.addma.2020.101675
Zhang T, Wu J, Jin L et al (2019) Enhancing the mechanical and anticorrosion properties of 316L stainless steel via a cathodic plasma electrolytic nitriding treatment with added PEG. J Mater Sci Technol 35:2630–2637. https://doi.org/10.1016/j.jmst.2019.07.031
Young AM, Kral MV, Bishop CM (2022) Carbide formation accompanying internal nitridation of austenitic stainless steel. Mater Charact 184:111662. https://doi.org/10.1016/j.matchar.2021.111662
Tian J, Chen K, Li H, Jiang Z (2022) Suppressing grain boundary embrittlement via Mo-driven interphase precipitation mechanism in martensitic stainless steel. Mater Sci Eng A 833:142529. https://doi.org/10.1016/j.msea.2021.142529
Zhang X, Dai H, Wang X et al (2023) Effect of droplet transition on arc morphology, Mn evaporation and microstructure during the CMT welding with high nitrogen Cr-Mn steel. J Manuf Process 85:527–543. https://doi.org/10.1016/j.jmapro.2022.12.003
Caiazzo F, Alfieri V, Casalino G (2020) On the Relevance of volumetric energy density in the investigation of Inconel 718 laser powder bed fusion. Materials (Basel) 13:1303. https://doi.org/10.3390/ma13030538
Klapczynski V, Courtois M, Meillour R et al (2022) Temperature and time dependence of manganese evaporation in liquid steels Multiphysics modelling and experimental confrontation Scr Mater 221:114944. https://doi.org/10.1016/j.scriptamat.2022.114944
Wang L, Zhang Y, Yan W (2020) Evaporation model for keyhole dynamics during additive manufacturing of metal. Phys Rev Appl 14:1. https://doi.org/10.1103/PhysRevApplied.14.064039
Ahmed N, Barsoum I, Haidemenopoulos G, Al-Rub RKA (2022) Process parameter selection and optimization of laser powder bed fusion for 316L stainless steel: a review. J Manuf Process 75:415–434. https://doi.org/10.1016/j.jmapro.2021.12.064
Funch CV, Somlo K, Christiansen TL, Somers MAJ (2022) Thermochemical post-processing of additively manufactured austenitic stainless steel. Surf Coatings Technol 441:128495. https://doi.org/10.1016/j.surfcoat.2022.128495
Cheloni JPM, Fonseca EB, Gabriel AHG, Lopes ÉSN (2022) The transient temperature field and microstructural evolution of additively manufactured AISI H13 steel supported by finite element analysis. J Mater Res Technol 19:4583–4597. https://doi.org/10.1016/j.jmrt.2022.06.143
Zhang J, Xu Y, Wang Y, Wang S (2023) Achieving heterogeneous TWIP/TRIP steel with 1GPa strength and 72% ductility by introducing austenite + martensite lamella structure. Mater Charact 197:112709. https://doi.org/10.1016/j.matchar.2023.112709
Yang K, Chen M, Wang Z et al (2023) Influence mechanisms of underwater hyperbaric environment on nitrogen behavior, phase evolution, and mechanical properties of high nitrogen steel repaired by underwater laser direct metal deposition. Mater Sci Eng A 24:144967. https://doi.org/10.1016/j.msea.2023.144967
Lei Z, Li B, Wu S et al (2021) Effects of MnN powder on the microstructure and properties of high nitrogen steel joint via laser-arc hybrid welding. Opt Laser Technol 138:106877. https://doi.org/10.1016/j.optlastec.2020.106877
Yin H, Yang J, Zhang Y et al (2022) Carbon nanotube (CNT) reinforced 316L stainless steel composites made by laser powder bed fusion: Microstructure and wear response. Wear 496–497:204281. https://doi.org/10.1016/j.wear.2022.204281
Barkia B, Aubry P, Haghi-Ashtiani P et al (2020) On the origin of the high tensile strength and ductility of additively manufactured 316L stainless steel: multiscale investigation. J Mater Sci Technol 41:209–218. https://doi.org/10.1016/j.jmst.2019.09.017
Lima MNDS, Loureiro RDCP, Béreš M et al (2022) Influence of cold deformation on microstructure, crystallographic orientation and tensile properties of an experimental austenitic Fe-26Mn-0.4C steel. J Mater Res Technol 19:7–19. https://doi.org/10.1016/j.jmrt.2022.05.020
Varela LB, Tressia G, Masoumi M et al (2021) Roller crushers in iron mining, how does the degradation of Hadfield steel components occur? Eng Fail Anal 122:105295. https://doi.org/10.1016/j.engfailanal.2021.105295
Astafurov S, Astafurova E, Reunova K et al (2021) Electron-beam additive manufacturing of high-nitrogen steel: microstructure and tensile properties. Mater Sci Eng A 826:141951. https://doi.org/10.1016/j.msea.2021.141951
Spierings AB, Herres N, Levy G (2011) Influence of the particle size distribution on surface quality and mechanical properties in AM steel parts. Rapid Prototyp J 17:195–202. https://doi.org/10.1108/13552541111124770
Wang D, Yang Y, Su X, Chen Y (2012) Study on energy input and its influences on single-track, multi-track, and multi-layer in SLM. Int J Adv Manuf Technol 58:1189–1199. https://doi.org/10.1007/s00170-011-3443-y
Jia H, Sun H, Wang H et al (2021) Scanning strategy in selective laser melting (SLM): a review. Int J Adv Manuf Technol 113:2413–2435. https://doi.org/10.1007/s00170-021-06810-3
Šmíd M, Koutný D, Neumannová K et al (2023) Cyclic behaviour and microstructural evolution of metastable austenitic stainless steel 304L produced by laser powder bed fusion. Addit Manuf 68:103503. https://doi.org/10.1016/j.addma.2023.103503
Qu H, Li J, Zhang F, Bai J (2022) Anisotropic cellular structure and texture microstructure of 316L stainless steel fabricated by selective laser melting via rotation scanning strategy. Mater Des 215:110454. https://doi.org/10.1016/j.matdes.2022.110454
Masoumi M, Rahmati S, Dalmonico GML, Tochiro LA (2023) Microstructural evolution and twins formation under tensile test of Ni-free Mn-N austenitic stainless steel using laser powder bed fusion method. Mater Lett 341:134243. https://doi.org/10.1016/j.matlet.2023.134243
Acknowledgements
We thank the LNNano – Brazilian Nanotechnology National Laboratory (CNPEM/MCTI) during the use of the electron microscopy open access facility through the projects SEM-FIB-C1-20210529, and the IPT – Instituto de Pesquisas Tecnológicas for analyzing the carbon and nitrogen concentrations. We sincerely thank Swiss Steel Holding AG for generously providing the powder material, Printdur HSA, used in this research. We also acknowledge Raul Gaspari Santos from the Federal Institute of São Paulo for conducting the tensile tests and Joyce Passos for the data processing. Julian Avila is a Serra Húnter Fellow.
Funding
Open Access funding provided thanks to the CRUE-CSIC agreement with Springer Nature. The work was financially supported by the São Paulo Research Foundation, FAPESP (grants 2021/02926–4 and 2020/09079–2), and the National Council of Scientific and Technological Development, CNPq (grants 304157/2020–1 and 306960/2021–4).
Author information
Authors and Affiliations
Contributions
LAT: methodology, visualization, writing – review and editing, formal analysis. AHGG: visualization, writing – review and editing, formal analysis. MT: writing – review and editing, formal analysis. RSDC: visualization, writing – review and editing, formal analysis. ESL: visualization, writing – review and editing, formal analysis. JAA: methodology, conceptualization, writing – review and editing, formal analysis. MM: methodology, conceptualization, supervision, writing – original draft, formal analysis.
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Tochiro, L.A., Gabriel, A.H.G., Terada, M. et al. Powder bed fusion of high-Mn-N Ni-free austenitic stainless steel: achieving low porosity and high mechanical strength through process parameter selection. Int J Adv Manuf Technol 131, 1377–1396 (2024). https://doi.org/10.1007/s00170-024-13073-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-024-13073-1