
Abstract
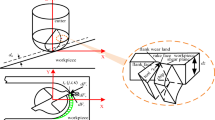
In this paper, an analytical study was performed in order to identify the geometry of the rubbing zone between the flank face of the ball-end tool and the workpiece in terms of radius and altitude from the tool tip point. This research revealed an accurate analytical calculation of the limit angles and altitude of the rubbing zone as a function of cutting parameters. The contact of the tool tip with the workpiece has been investigated experimentally by most researchers without a theoretical model. Furthermore, in addition to the inability of the tool tip to remove material, a noticeable effect of the rubbing zone on the topography, the increasing of cutting forces due to the large zone of rubbing, and the rise of the local cutting temperature have to be avoided. The effect of this contact of the tool flank face on the tool geometry, which favors a flank central wear surrounding the tool tip, was also noted. To validate the model, the simulation results of this analytical model were compared to the experimental studies, and a good agreement was noticed.

















Similar content being viewed by others

Abbreviations
- \(M\) :
-
Point in the intersection between the cutter and the workpiece
- \({R}_{W}\) :
-
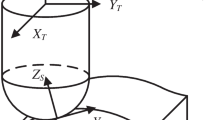
The global coordinate system attached to the workpiece
- \({R}_{H}\) :
-
The local coordinate system attached to the spindle of the mill machine
- \({R}_{C}\) :
-
The local coordinate system centered on the cutter
- \({N}_{f}\) :
-
Teeth number of the tool
- \(z\) :
-
The local height of the point M (mm)
- \(R\left(z\right)\) :
-
The local circumference radius of point \(M\), distance of point \(M\) to axis \({Z}_{C}\) (mm)
- \(\gamma\) :
-
The rake angle (°)
- \(\alpha\) :
-
The clearance angle (°)
- \({i}_{0}\) :
-
The helix angle (°)
- \(t\) :
-
The instant time (s)
- \(\theta (t)\) :
-
Instantaneous rotation angle (°)
- \(\varphi \left(z\right)\) :
-
The location angle (°)
- \({\varphi }_{d}\) :
-
The location angle in flank face (°)
- \({R}_{d}(z)\) :
-
The local circumference radius (mm) of point in flank face
- \(e\) :
-
Runout error (mm), offset distance between \({Z}_{H}\) axis and \({Z}_{C}\) axis
- \(\rho\) :
-
The initial eccentricity angle (°), measured at t = 0, between \({Y}_{C}\) axis and \({Y}_{H}\) axis
- \(\chi\) :
-
Oriented angle between flank face and tool path (°)
- \({V}_{f}\) :
-
The feed rate (mm/min)
- \({f}_{z}\) :
-
Feed per tooth per revolution (mm/z)
- \({\theta }_{e}(z)\) :
-
Start rubbing angle of the flank face with non-milled material (°)
- \({\theta }_{s}(z)\) :
-
Finish rubbing angle of the flank face with non-milled material (°)
- \({R}_{lim}\) :
-
Limit effective radius of rubbing zone (mm)
- \({z}_{lim}\) :
-
Limit altitude of rubbing zone (mm)
References
Lee P, Altintaş Y (1996) Prediction of ball-end milling forces from orthogonal cutting data. Int J Mach Tools Manuf 36(9):1059–1072. https://doi.org/10.1016/0890-6955(95)00081-X
Batista MF, Rodrigues AR, Coelho RT (2017) Modelling and characterisation of roughness of moulds produced by high-speed machining with ball-nose end mill. Proc Inst Mech Eng Part B J Eng Manuf 231(6):933–944. https://doi.org/10.1177/0954405415584898
Fontaine M, Moufki A, Devillez A, Dudzinski D (2007) Modelling of cutting forces in ball-end milling with tool–surface inclination: Part I: predictive force model and experimental validation. J Mater Process Technol 189(1–3):73–84. https://doi.org/10.1016/j.jmatprotec.2007.01.006
Ozturk E, Budak E (2007) Modeling of 5-axis milling processes. Mach Sci Technol 11:287–311. https://doi.org/10.1080/10910340701554808
Ahmadi K, Ismail F (2011) Analytical stability lobes including nonlinear process damping effect on machining chatter. Int J Mach Tools Manuf 51(4):296–308. https://doi.org/10.1016/j.ijmachtools.2010.12.008
Budak E, Tunc LT (2009) A new method for identification and modeling of process damping in machining. J Manuf Sci Eng 131(5):051019. https://doi.org/10.1115/1.4000170
Sonawane HA, Joshi SS (2012) Analysis of machined surface quality in a single-pass of ball-end milling on Inconel 718. J Manuf Process 14(3):257–268. https://doi.org/10.1016/j.jmapro.2012.03.003
Tuysuz O, Altintas Y, Feng H-Y (2013) Prediction of cutting forces in three and five-axis ball-end milling with tool indentation effect. Int J Mach Tools Manuf 66:66–81. https://doi.org/10.1016/j.ijmachtools.2012.12.002
Sai L, Bouzid W, Dessein G (2017) Cutter workpiece engagement region and surface topography prediction in five-axis ball-end milling. Mach Sci Technol 22(2):181–202. https://doi.org/10.1080/10910344.2017.1337131
Sai L, Belguith R, Baili M, Dessein G, Bouzid W (2018) An approach to modeling the chip thickness and cutter workpiece engagement region in 3 and 5 axis ball end milling. J Manuf Process 34:7–17. https://doi.org/10.1016/j.jmapro.2018.05.018
Sai L, Belguith R, Baili M, Dessein G, Bouzid W (2019) Cutter-workpiece engagement calculation in 3-axis ball end milling considering cutter runout. J Manuf Process 41:74–82. https://doi.org/10.1016/j.jmapro.2019.03.025
Ahmed F, Kumaran ST, Ahmad F (2022) Analysis of wear mechanisms and chip morphology during machining of tool steel using TiAlSiCrN-coated WC-Co ball end mills. https://doi.org/10.21203/rs.3.rs-1144076/v1
Zhou L, Deng B, Peng F, Yan R, Minghui Y, Sun H (2020) Analytical modelling and experimental validation of micro-ball-end milling forces with progressive tool flank wear. Int J Adv Manuf Technol 108(9–10):3335–3349. https://doi.org/10.1007/s00170-020-05574-6
Ning L, Veldhuis SC (2006) Mechanistic modeling of ball end milling including tool wear. J Manuf Process 8(1):21–28. https://doi.org/10.1016/S1526-6125(06)70098-6
Sai L, Belguith R, Baili M, Dessein G, Bouzid W (2020) The effect of high-speed milling on surface roughness of 42CrMo4 hardened steel using a ball nose end-mill cutter. In: Proceedings of the 8th Conference on Design and Modeling of Mechanical Systems, CMSM'2019, March 18–20, Hammamet, Tunisia Design and Modeling of Mechanical Systems - IV, Springer International Publishing, pp 375–381. https://doi.org/10.1007/978-3-030-27146-6_40
Belguith R (2019) Effets du comportement de la machine et des paramètres d’usinage sur la topographie des surfaces obtenues par fraisage à grande vitesse avec des fraises à bout sphérique monoblocs,” Toulouse INP. [Online]. Available: http://www.theses.fr/2019INPT0127. Accessed 13 Oct 2022
Arizmendi M et al (2008) Model development for the prediction of surface topography generated by ball-end mills taking into account the tool parallel axis offset. Experimental validation. CIRP Ann 57(1):101–104. https://doi.org/10.1016/j.cirp.2008.03.045
Gao P et al (2017) Effects of machining inclination angles on microgroove quality in micro ball end milling of Ti-6Al-4V. Int J Adv Manuf Technol 92(5–8):2725–2734. https://doi.org/10.1007/s00170-017-0305-2
Fard MJB, Bordatchev EV (2013) Experimental study of the effect of tool orientation in five-axis micro-milling of brass using ball-end mills. Int J Adv Manuf Technol 67(5–8):1079–1089. https://doi.org/10.1007/s00170-012-4549-6
Chen N, Chen M, Wu C, Guo Y, Wang Y (2016) The design and optimization of micro polycrystalline diamond ball end mill for repairing micro-defects on the surface of KDP crystal. Precis Eng 43:345–355. https://doi.org/10.1016/j.precisioneng.2015.08.015
Funding
This work is carried out with the support and funding allocated to the Unit of Mechanical and Materials Production Engineering (UGPMM/UR17ES43) by the Tunisian Ministry of Higher Education and Scientific Research.
Author information
Authors and Affiliations
Contributions
All the above mentioned authors contributed to the manuscript equally.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Regaieg, A., Belguith, R., Sai, L. et al. Geometric modeling of the rubbing zone limits in 3-axis ball-end milling. Int J Adv Manuf Technol 125, 5557–5570 (2023). https://doi.org/10.1007/s00170-023-11037-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-11037-5