
Abstract
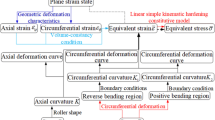
The continuous and synchronous calibration process for straightness and roundness of LSAW (longitudinally submerged arc welding, LSAW) pipes with three rollers is a bidirectional reciprocating bending process. It includes both axial and circumferential directions. It is particularly important to reveal the deformation mechanism, which provides theoretical support for the calibration process to be applied to actual production. Based on this, through the combination of references, theoretical analysis and numerical simulation, the deformation mechanism is analyzed in this paper. The whole deformation process of pipe is modeled and then numerically simulated with FEM software of ABAQUS. The results show that reciprocating bending can eliminate the difference of initial curvature, so that the axial curvature and circumferential curvature are unified to the same direction and value, respectively. The calibration process of LSAW pipes is realized by the synergy between the axial reciprocating bending straightening process and the circumferential reciprocating bending rounding process. The simulation and experimental results support the theoretical results, and the deformation is mainly caused by axial stress and circumferential stress.
















Similar content being viewed by others
References
Deng D, Murakawa H, Liang W (2008) Numerical and experimental investigations on welding residual stress in multi-pass butt-welded austenitic stainless-steel pipe. Comput Mater Sci 42(2):234–244. https://doi.org/10.1016/j.commatsci.2007.07.009
Law M, Prask H, Luzin V, Gnaeupel-Herold T (2006) Residual stress measurements in coil linepipe and girth welded pipe. Mater Sci Eng, A 437(1):60–63. https://doi.org/10.1016/j.msea.2006.04.062
Yaghi A, Hyde TH, Becker AA, Sun W, Williams JA (2008) Residual stress simulation in thin and thick-walled stainless steel pipe welds including pipe diameter effects. Int J Press Vessels Pip 83(11–12):864–874. https://doi.org/10.1016/j.ijpvp.2006.08.014
ANSI/API Specification 5L (2012) Specification for line pipe (forty-fifth edition). Washington DC, United States
Yin J, Zhao J, Qu XY, Zhai RX (2011) Springback analysis of expanding and setting round for large diameter pipe. J Mech Eng 47(12):32–42. https://doi.org/10.3901/JME.2011.12.032
Yin J, Zhao J, Sun HL, Zhan PP (2011) Precise compression and setting round by mould for large pipes. Opt Precis Eng 19(9):2072–2078. https://doi.org/10.3788/OPE.20111909.2072
Zhao J, Zhan PP, Ma R, Zhai RX (2012) Control strategy of over-bending setting round for pipe-end of large pipes by mould press type method. Trans Nonferrous Metals Soc China 22(S2):329–334. https://doi.org/10.1016/S1003-6326(12)61727-0
Zhao J, Zhan PP, Ma R, Zhai RX (2013) Quantitative prediction of reduction in large pipe setting round process. Chin J Mech Eng (Eng Ed) 26(4):722–729
Zhao J, Zhan PP, Ma R, Zhai RX (2014) Prediction and control of springback in setting round process for pipe-end of large pipe. Int J Press Vessels Pip 116(1):56–64. https://doi.org/10.1016/j.ijpvp.2014.01.006
Zhao J, Yu GC, Ma R (2016) A mechanical model of symmetrical three-roller setting round process: The static bending stage. J Mater Process Technol 231:501–512. https://doi.org/10.1016/j.jmatprotec.2016.01.002
Yu GC, Zhao J, Xing JJ, Zhao FP, Li SL (2017) Research on the symmetrical three-roller setting round process. J Mech Eng 53(14):136–143. https://doi.org/10.3901/JME.2017.14.136
Zhao J, Song XK (2014) Control strategy of multi-point bending one-off straightening process for LSAW pipes. Int J Adv Manuf Technol 72(9–12):1615–1624. https://doi.org/10.1007/s00170-014-5776-9
Zhao J, Song XK, Cao HQ, Liu J (2014) Press straightening control strategy of multi-step three-point bending for LSAW pipes. J Harbin Inst Technol 46(1):90–96. https://doi.org/10.11918/j.issn.0367-6234.2014.01.016
Zhao J, Song XK, Cao HQ, Liu J (2014) Principle of multi-point bending one-off straightening process for longitudinally submerged arc welding pipes. J Mech Eng 50(2):92–97. https://doi.org/10.3901/JME.2014.02.092
Yu GC, Zhai RX, Zhao J, Ma R (2018) Theoretical analysis and numerical simulation on the process mechanism of two-roller straightening. Int J Adv Manuf Technol 94(9):4011–4021. https://doi.org/10.1007/s00170-017-1120-5
Liu ZJ, Ma LD, Li JH, Du YK, Meng ZJ (2020) Accuracy analysis of six skewed-roll straightening process of tube. J Iron Steel Res 32(9):55–61. https://doi.org/10.13228/j.boyuan.issn1001-0963.20200014
Wang CG, Yu GC, Wang W, Zhao J (2018) Deflection detection and curve fitting in three-roll continuous straightening process for LSAW pipes. J Mater Process Technol 255:150–160. https://doi.org/10.1016/j.jmatprotec.2017.11.060
Wang CG, Zhang ZY, Zhai RX, Yu GC, Zhao J (2018) Cross-sectional distortion of LSAW pipes in over-bend straightening process. Thin-Walled Struct 129(AUG.):85–93. https://doi.org/10.1016/j.tws.2018.03.016
Cui F, Yang HL (2015) New understanding in the field of straightening theory. Heavy Mach 2–5. https://doi.org/10.3969/j.issn.1001-196X.2015.01.001
Huang XY, Yu GC, Zhai RX, Ma R, Zhou C, Gao CL, Zhao J (2021) Roller design and numerical simulation of three-roller continuous and synchronous adjusting straightness and roundness process on LSAW pipes. J Mech Eng 57(10):148–159. https://doi.org/10.3901/JME.2021.10.148
Huang XY, Yu GC, Zhao J, Mu ZK, Zhang ZY, Ma R (2020) Numerical simulation and experimental investigations on a three-roller setting round process for thin-walled pipes. Int J Adv Manuf Technol 107:355–369. https://doi.org/10.1007/s00170-020-05087-2
Huang XY, Zhao J, Yu GC, Meng QD, Zhai RX (2021) Three-roller continuous setting round process for longitudinally submerged arc welding pipes. Trans Nonferrous Metals Soc China 31(5):1411–1426. https://doi.org/10.1016/S1003-6326(21)65586-3
Zhao J, Yu GC, WANG HR (2017) A roller-type continuous and synchronous calibrating straightness and roundness equipment and processing method for pipes. Hebei: CN106623507A
Zhao J, Cao HQ, Zhan PP, Ma R (2012) Pure bending equivalent principle for over-bend straightening and its experimental verification. J Mech Eng 48(8):28–33. https://doi.org/10.3901/JME.2012.08.028
Zhao J, Yin J, Ma R, Ma LX (2011) Springback equation of small curvature plane bending. Sci China Technol Sci 54:2386–2396. https://doi.org/10.1007/s11431-011-4447-4
Acknowledgements
The authors would like to thank the National Natural Science Foundation of China and National Natural Science Foundation of Hebei province for their financial support.
Funding
This project was funded and supported by National Natural Science Foundation of China [grant number 52005431] and National Natural Science Foundation of Hebei province [grant number E2020203086].
Author information
Authors and Affiliations
Contributions
Xueying Huang was involved in the conceptualization, methodology, validation, formal analysis, investigation, data curation, writing—original draft, writing—review and editing, software and visualization. Gaochao Yu contributed to the conceptualization, methodology, formal analysis, supervision and writing—review and editing. Chunge Wang helped in the conceptualization, methodology, formal analysis and supervision. Jun Zhao contributed to the conceptualization, methodology, formal analysis and supervision.
Corresponding author
Ethics declarations
Ethical approval
The authors declare that this manuscript was not submitted to more than one journal for simultaneous consideration. Also, the submitted work is original and not have been published elsewhere in any form or language.
Consent to participate and publish
The authors declare that they participated in this paper willingly and the authors declare to consent to the publication of this paper.
Conflict of interest
We declare that we have no financial and personal relationships with other people or organizations that can inappropriately influence our work, there is no professional or other personal interest of any nature or kind in any product, service and/or company that could be construed as influencing the position presented in, or the review of, the manuscript entitled, “Deformation mechanism analysis of three-roller continuous and synchronous calibration process of straightness and roundness for LSAW pipes.” The authors declare that there is no conflict of interests regarding the publication of this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Highlights
• Through the combination of references, theoretical analysis and numerical simulation, the deformation mechanism of the calibration process has been analyzed.
• The deformation mechanism analysis provides theoretical guidance for the application of the process to actual production.
• The analysis method provides a new idea for simplifying the problem of three-dimensional deformation.
Rights and permissions
About this article

Cite this article
Huang, X., Yu, G., Wang, C. et al. Deformation mechanism analysis of three-roller continuous and synchronous calibration process of straightness and roundness for LSAW pipes. Int J Adv Manuf Technol 121, 1731–1742 (2022). https://doi.org/10.1007/s00170-022-09426-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-09426-3