
Abstract
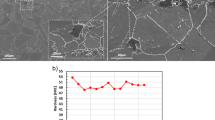
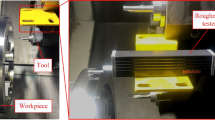
Following a brief review on the turning of nickel-based superalloys, the paper evaluates the machinability and workpiece surface integrity of a powder metallurgy HIP-ed (PHIP) RR1000 alloy, involving two phases of turning experiments using TiN/Al2O3/Ti(C,N) coated carbide inserts. Based on a maximum flank wear criteria of 200 μm, tool life exceeded 40 min when operating at or below 100 m/min; however, Taylor tool life curves were extremely steep. At a feed rate of 0.08 mm/rev, workpiece surface roughness was ~ 0.5 μm Ra. Tests at cutting speeds of 80 m/min or less with new tools showed the ‘best/acceptable’ surface integrity with no visible white layer or plucking and a maximum distorted layer of ~ 6 μm deep. In contrast, the surfaces produced using worn tools at a cutting speed of 100 m/min showed a distorted layer of ~ 20 μm deep with evidence of surface laps and plucking to a depth of ~ 15 μm.
Article PDF
Similar content being viewed by others

Avoid common mistakes on your manuscript.
References
Reed RC (2006) The Superalloys fundamentals and applications. Cambridge University Press, Cambridge
M’Saoubi R, Axinte D, Soo SL, Nobel C, Attia H, Kappmeyer G, Engin S, Sim WM (2015) High performance cutting of advanced aerospace alloys and composite materials. CIRP Ann Manuf Technol 64(2):557–580
Thakur A, Gangopadhyay A (2016) State-of-the art in surface integrity in machining of nickel-based super alloys. Int J Mach Tool Manu 100:25–54
Richards N, Currie AM, Aspinwall DK, Smith DJM, Dewes RC (1996) Tool life data when machining nickel based alloys with ceramic cutting tools. In: Proceedings of the thirteenth conference of the Irish manufacturing committee, IMC-13, University of Limerick, Ireland, 4–6 September 1996:13–21
Ulutan D, Ozel T (2011) Machining induced surface integrity in titanium and nickel alloys: a review. Int J Mach Tools Manuf 51:250–280
Ezugwu EO (2005) Key improvements in the machining of difficult-to-cut aerospace alloys. Int J Mach Tools Manuf 45:1353–1367
Xue C, Chen W (2011) Adhering layer formation and its effect on the wear of coated carbide tools during turning of a nickel-based alloy. Wear 270:895–902
Sharman ARC, Hughes JI, Ridgway K (2015) The effect of tool nose radius on surface integrity and residual stress when turning Inconel 718™. J Mater Process Technol 216:123–132
Yazid MZA, Che-Haron CH, Ghani JA, Ibrahim GA, Said AYM (2011) Surface integrity of Inconel 718 when finish turning with PVD coated tools and MQL. Procedia CIRP 19:396–401
Bhatt A, Attia H, Vargas R, Thomson V (2010) Wear mechanisms of WC coated and uncoated tools in finish turning of Inconel 718. Tribol Int 43:1113–1121
Nalbant M, Altin A, Gokkaya H (2006) The effect of cutting speed and cutting tool geometry on machinability properties of nickel-base Inconel 718 super alloys. Mater Des 28(4):1334–1338
Axinte DA, Andrews P, Li W, Gindy N, Withers PJ (2006) Turning of advanced Ni based alloys obtained via powder metallurgy route. CIRP Ann Manuf Technol 55(1):117–120
Zhou JM, Bushlya V, Peng RL, Johansson S, Avdovic P, Stahl J-E (2011) Effects of tool wear on subsurface deformation of nickel-based superalloy. Procedia CIRP 19:407–413
Uhlmann E, Ederer G (2001) High speed turning of Inconel 718. Ind Diam Rev 61(/3):169
Zhou JM, Bushlya V, Stahl J-E (2012) An investigation of surface damage in the high speed turning of Inconel 718 with use of whisker reinforced ceramic tools. J Mater Process Technol 212:372–384
Ezugwu EO, Bonney J, Fadare DA, Sales WF (2005) Machining of nickel-base, Inconel 718, alloy with ceramic tools under finishing conditions with various coolant supply pressures. J Mater Process Technol 162–163:609–614
Outerio JC, Pina JC, M’Saoubi R, Pusavec F, Jawahir IS (2008) Analysis of residual stresses induced by dry turning of difficult-to-machine materials. CIRP Ann Manuf Technol 57:77–80
Kamata Y, Obikawa T (2007) High speed MQL finish-turning of Inconel 718 with different coated tools. J Mater Process Technol 192-193:281–286
Attia H, Tavakoli S, Vargas R, Thomson V (2010) Laser assisted high-speed finish turning of superalloy Inconel 718 under dry conditions. CIRP Ann Manuf Technol 59:83–88
Silva JM, Claudio RA, Brito SE, Branco CM, Byrne J (2006) Characterization of powder metallurgy (PM) nickel base superalloys for aeronautical applications. Mater Sci Forum 514–516:495–499
Hessel SJ, Voice W, James AW, Blackham SA, Small CJ, Winstone MR (1997) Nickel alloy for turbine engine component, European Patent Specification, EP 0 803 585 B1. European Patent Office, Int Cl. C22C 19/05. Application number: 97302518.2. Date of filing: 14/04/1997. Date of publication: 09/02/2000.
Hardy MC, Zirbel B, Shen G, Shankar R (2004) Developing damage tolerance and creep resistance in a high strength nickel alloy for disc applications. In: Proceedings of the 10th International Symposium on Superalloys (Superalloys 2004), Pennsylvania, USA 83–90
Seco Tools, Material Background—The essential material characteristics of RR1000, www.secotools.com/de, accessed 2015
Soo SL, Hood R, Aspinwall DK, Voice WE, Sage C (2011) Machinability and surface integrity of RR1000 nickel based superalloy. CIRP Ann Manuf Technol 60(1):89–92
Sandvik Coromant, Sandvik Coromant grades information sheet, 2016
Li W, Withers PJ, Axinte D, Preuss M, Andrews P (2009) Residual stresses in face finish turning of high strength nickel-based superalloy. J Mater Process Technol 209:4896–4902
Khidhir BA, Mohamed B (2010) Machining of nickel based alloys using different cemented carbide tools. JESTEC 5/3:264–271
International Organization for Standardization (1993) ISO 3685 Second edition 1993-11-1 Tool-life testing with single point turning tool
Acknowledgements
The authors would like to thank Rolls–Royce plc and in particular to Dr. Wayne Voice for the provision of workpiece material and technical advice. Additional thanks are due to Sandvik Coromant for the supply of tooling and Seco Tools for supply of the Jetstream tool holders.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Hood, R., Soo, S.L., Aspinwall, D.K. et al. Tool life and workpiece surface integrity when turning an RR1000 nickel-based superalloy. Int J Adv Manuf Technol 98, 2461–2468 (2018). https://doi.org/10.1007/s00170-018-2371-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-018-2371-5