
Abstract
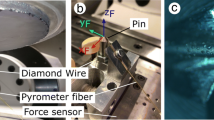
Analysis of the highest temperature in the machining processes, namely the flash temperature, helps to understand the physics of the process, to improve cutting tool geometry, and to achieve high performance machining. In the present work, the interaction between cutting grain and workpiece material in grinding process is analyzed. Single diamonds are considered for machining, which operates in comparison to other measurements in the range of grinding speed. The highest temperature in the grain-material interaction and cutting forces are measured. In order to measure the flash temperature, an innovative method to measure and analyze the temperature through the diamond grain in the cutting zone by a two-color pyrometer is proposed. Furthermore, cutting forces are measured simultaneously. In order to measure the temperature in the cutting zone, an accurate connection between diamond and pyrometer fiber is required. Thus, the diamond tool holders are manufactured by electrical discharge machining (EDM) milling in deionized water. A 0.5-mm-diameter hole is drilled in each holder to connect the diamond precisely to the pyrometer fiber. Machining processes are performed with 30 μm depth of cut, cutting length of 20 mm, and cutting speed of 65 m/s on Ti6Al4V. The cutting tool is fixed, and the shape of the rotating workpiece is optimized. The diamond holder with the specific shape is designed and manufactured. Quasi-static, dynamic, modal, and harmonic response analyses are performed in order to reduce vibrations and chattering. The measured flash temperature is 1380 °C and cutting normal, tangential, and axial forces are measured.
Similar content being viewed by others


References
Sutter G, Ranc N (2010) Flash temperature measurement during dry friction process at high sliding speed. Wear 268(11–12):1237–1242
Childs PRN Practical temperature measurement. 2001. Oxford: Oxford : Butterworth-Heinemann
Mller B, Renz U (2001) Development of a fast fiber-optic two-color pyrometer for the temperature measurement of surfaces with varying emissivities. Rev Sci Instrum 72(8):3366–3374
Kops L, Shaw MC (1982) Thermal radiation in surface grinding. CIRP Ann 31(1):211–214
Akbari M, Buhl S, Leinenbach C, Wegener K (2016) A new value for Johnson Cook damage limit criterion in machining with large negative rake angle as basis for understanding of grinding. J Mater Process Technol 234:58–71
Ueda T, Hosokawa A, Yamamoto A (1985) Studies on temperature of abrasive grains in grinding—application of infrared radiation pyrometer. CODEN: JEFIA8 107(2):127–133
Ueda T, Hosokawa A, Yamamoto A (1986) Measurement of grinding temperature using infrared radiation pyrometer with optical fiber. CODEN: JEFIA8 108(4):247–251
Hebber RR, Chandrasekaar S, Farris TN (1992) Ceramic grinding temperatures. J Am Ceram Soc 75(10):2742–2748
Chandrasekar S, Farris TN, Bhushan B (1990) Grinding temperatures for magnetic ceramics and steel. JOTRE9: J TRIBOL-T ASME 112(3):535–541
Xu X, Malkin S (2001) Comparison of methods to measure grinding temperatures. J MANUF SCI E-T ASME 123(2):191–195
Malkin S, Guo C (2008) Grinding technology : theory and application of machining with abrasives. 2nd ed. ed. Industrial Press, New York
Blok H (1963) The flash temperature concept. Wear 6(6):483–494
Tapetado A, García E., Díaz-Álvarez J, Miguélez MH, and Vazquez C (2016) Optical-fiber pyrometer positioning accuracy analysis. in Sixth European Workshop on Optical Fibre Sensors (EWOFS'2016). SPIE.p. 4
Vázquez C, Pérez-Prieto S, López-Cardona J, Tapetado A, Blanco E, Moreno-López J, Montero D, Lallana P (2018) Fiber-optic pyrometer with optically powered switch for temperature measurements. Sensors 18(2):483
Tala M, Bertrand G, Hassan P (2017) Temperature measurement of flat glass edge during grinding and effect of wheel and workpiece speeds. MeScT 28(6):065008
Liu D, Wang G, Nie Z, Rong Y (2016) An in-situ infrared temperature-measurement method with back focusing on surface for creep-feed grinding. Measurement 94:645–652
Di Ilio A, Paoletti A, Sfarra S (2018) Monitoring of MMCs grinding process by means of IR thermography. Procedia Manuf 19:95–102
Ueda T, Sato M, Sugita T, Nakayama K (1995) Thermal behaviour of cutting grain in grinding. CIRP Ann-Manuf Technol 44(1):325–328
Lin J (1995) Inverse estimation of the tool-work interface temperature in end milling. Int J Mach Tools Manuf 35(5):751–760
Ueda T, Sato M, Nakayama K (1998) The temperature of a single crystal diamond tool in turning. CIRP Ann 47(1):41–44
Huo D (2013) Micro-cutting: fundamentals and applications. John Wiley & Sons
Coates PB (1981) Multi-wavelength pyrometry. Metrologia 17(3):103–109
Khan MA, Allemand C, Eagar TW (1991) Noncontact temperature measurement. I. Interpolation based techniques. RScI 62(2):392–402
Davies MA, Ueda T, M'Saoubi R, Mullany B, Cooke AL (2007) On the measurement of temperature in material removal processes. CIRP Ann-Manuf Technol 56(2):581–604
Touloukian YS and DeWitt DP, Thermal radiative properties—metallic elements and alloys. 1970
Viacheslav Lel, Fire-3, Faseroptisches Zwei-Farben Pyrometer, Rwth Aachen University-Wsa, Editor. 2007
Transchel R, Stirnimann J, Blattner M, Bill B, Thiel R, Kuster F, Wegener K (2012) Effective dynamometer for measuring high dynamic process force signals in micro machining operations. Procedia CIRP 1(Supplement C):558–562
Akbari M., Thermomechanical analysis of machining and brazing. 2016: ETH Zürich. 147
Astakhov VP, Geometry of single-point turning tools and drills : fundamentals and practical applications. Springer series in advanced manufacturing. 2010: London : Springer 565
ANSYS Inc, Mechanical Application Documentation, Release 18.2. 2018, Canonsburg, PA 15317, USA
Jimin H and Zhi-Fang F., Modal analysis, ed. Jimin he and Zhi-fang Fu. 2001, Oxford: Oxford : Butterworth-Heinemann
ANSYS Inc, Theory Reference for the Mechanical APDL and Mechanical Applications, ed. Peter Kohnke. 2009, USA: SAP IP. P. 1226
Tawakoli T, Hadad MJ, Sadeghi MH, Daneshi A, Stöckert S, Rasifard A (2009) An experimental investigation of the effects of workpiece and grinding parameters on minimum quantity lubrication—MQL grinding. Int J Mach Tools Manuf 49(12):924–932
Fedoseev DV, Vnukov SP, Bukhovets VL, Anikin BA (1986) Surface graphitization of diamond at high temperatures. SuCT 28(2):207–214
Yu ZY, Masuzawa T, Fujino M (1998) Micro-EDM for three-dimensional cavities - development of uniform wear method. CIRP Ann Manuf Technol 47(1):169–172
Kliuev M, Boccadoro M, Perez R, Dal Bó W, Stirnimann J, Kuster F, Wegener K (2016) EDM drilling and shaping of cooling holes in Inconel 718 turbine blades. Procedia CIRP 42:322–327
Buhl S, Failure mechanisms of heavily-loaded brazed diamonds. Fertigunstechnik, Diss ETH No 20386. 2012, Duesseldorf, Germany VDI Verlag Gmbh 147
Evans T and James P. A study of the transformation of diamond to graphite. in Proc R Soc Lond A. 1964. The Royal Society.P. 260–269
Seal M (1963) The effect of surface orientation on the graphitization of diamond. Phys Status Solidi B 3(4):658–664
Davies G and Evans T. Graphitization of diamond at zero pressure and at a high pressure. in Proc R Soc Lond A. 1972. The Royal Society.P. 413–427
J. E (1992) Field. Academic Press, The properties of natural and synthetic diamond
Akbari M, Knapp W, Wegener K (2016) Comparison of transparent objects metrology through diamond cutting edge radii measurements. CIRP-JMST 13:72–84
Taylor Hobson Ltd, Form Talysurf Series 2, Operator's Handbook, No. K505/9. Taylor/Hobson precision Ltd,: Leicester, England, LE4 9JQ
Weller Tools US, STATION 50/60W 120V WES51, catalog number WES51. 2018
Acknowledgements
The authors would like to thank MTTRF for their support for 5-axis machining center of Mori-Seiki NMV5000 DCG-MTTRF and support from Fredy Kuster, Marco Boccadoro, Sandro Wigger, Daniel Spescha, Lukas Seeholzer, and Michael Steck.
Author information
Authors and Affiliations
Corresponding authors
Rights and permissions
About this article

Cite this article
Akbari, M., Kliuev, M., Boos, J. et al. Temperature and force measurements in single diamond scratch tests. Int J Adv Manuf Technol 96, 4393–4405 (2018). https://doi.org/10.1007/s00170-018-1930-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-018-1930-0