
Abstract
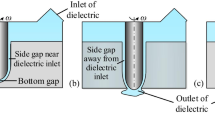
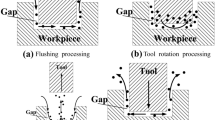
In the machining of micro-hole by micro-EDM, the narrow and uniform side gap leads to the difficulty in removing discharge debris from the working area, which causes frequent occurrence of abnormal discharges such as short circuit. In this study, a three-dimensional model with alternating side gap was proposed, based on which the flow field and movement of discharge debris in working gap were analyzed. Simulation results showed that the alternating side gap changed the flow field pattern in bottom gap, and the flow velocities both in bottom gap and side gap were increased as the enlargement of eccentric radius. In addition, when the alternating side gap was adopted, the concentration of debris particles in the bottom gap was dramatically decreased due to the improvement of flow field in the working gap, and the percentage of escaped debris particles was increased. Verifying experiments were carried out and the influences of alternating side gap on the micro-hole machining performances were addressed, which showed that both the material removal rate and aspect ratio of micro-hole were improved as the eccentric radius increases. Nevertheless, the eccentric radius still needs to be determined reasonably in consideration of the wear of electrode.
Similar content being viewed by others

References
Li CJ, Li Y, Tong H, Zhao L, Kong QC, Wang ZQ (2016) An EDM pulse power generator and its feasible experiments for drilling film cooling holes. Int J Adv Manuf Technol 87(5–8):1813–1821
Liu HS, Yan BH, Huang FY, Qiu KH (2005) A study on the characterization of high nickel alloy micro-holes using micro-EDM and their applications. J Mater Process Technol 169(3):418–426
Masuzawa T (2000) State of the art of micro machining. CIRP Ann-Manuf Technol 49(2):473–488
Li ZY, Wei XT, Sun JJ, Zang CW, Fu CH, Guo YB (2016) Process capability and effect size of vacuum extraction shaped tube electrolytic drilling of Inconel alloy for high-performance cooling hole. Int J Adv Manuf Technol 85(9–12):2557–2566
Jahan MP, Wong YS, Rahman M (2009) A study on the quality micro-hole machining of tungsten carbide by micro-EDM process using transistor and RC-type pulse generator. J Mater Process Technol 209(4):1706–1716
D’Urso G, Maccarini G, Ravasio C (2016) Influence of electrode material in micro-EDM drilling of stainless steel and tungsten carbide. Int J Adv Manuf Technol 85(9–12):2013–2025
Ay M, Çaydaş U, Hasçalık A (2013) Optimization of micro-EDM drilling of Inconel 718 superalloy. Int J Adv Manuf Technol 66(5–8):1015–1023
Abbas NM, Solomon DG, Bahari MF (2007) A review on current research trends in electrical discharge machining (EDM). Int J Mach Tools Manuf 47(7):1214–1228
Moses MD, Jahan MP (2015) Micro-EDM machinability of difficult-to-cut Ti-6Al-4V against soft brass. Int J Adv Manuf Technol 81(5–8):1345–1361
Tiwary A, Pradhan B, Bhattacharyya B (2015) Study on the influence of micro-EDM process parameters during machining of Ti-6Al-4V superalloy. Int J Adv Manuf Technol 76:151–160
Fu XZ, Zhang Y, Zhang QH, Zhang JH (2013) Research on piezoelectric self-adaptive micro-EDM. Procedia CIRP 6:303–308
Yahagi Y, Koyano T, Kunieda M, Yang XD (2012) Micro drilling EDM with high rotation speed of tool electrode using the electrostatic induction feeding method. Procedia CIRP 1:162–165
Liao YS, Liang HW (2016) Study of vibration assisted inclined feed micro-EDM drilling. Procedia CIRP 42:552–556
Zhao WS, Wang ZL, Di SC, Chi GX, Wei HY (2002) Ultrasonic and electric discharge machining to deep and small hole on titanium alloy. J Mater Process Technol 120(1):101–106
Ichikawa T, Natsu W (2013) Realization of micro-EDM under ultra-small discharge energy by applying ultrasonic vibration to machining fluid. Procedia CIRP 6:326–331
Yu ZY, Zhang Y, Li J, Luan J, Zhao F, Guo D (2009) High aspect ratio micro-hole drilling aided with ultrasonic vibration and planetary movement of electrode by micro-EDM. CIRP Ann-Manuf Technol 58(1):213–216
Yu ZY, Rajurkar KP, Shen H (2002) High aspect ratio and complex shaped blind micro holes by micro EDM. CIRP Ann-Manuf Technol 51(1):359–362
Plaza S, Sanchez JA, Perez E, Gil R, Lzquierdo B, Ortega N, Pombo I (2014) Experimental study on micro EDM-drilling of Ti6Al4V using helical electrode. Precis Eng 38(4):821–827
Hung JC, Lin JK, Yan BH, Liu HS, Ho PH (2006) Using a helical micro-tool in micro-EDM combined with ultrasonic vibration for micro-hole machining. J Micromech Microeng 16(12):2705
Mastud SA, Kothari NS, Singh RK, Joshi SS (2015) Modeling debris motion in vibration assisted reverse micro electrical discharge machining process (R-MEDM). J Microelectromech S 24(3):661–676
Cetin S, Okada A, UNO Y (2004) Effect of debris distribution on wall concavity in deep-hole EDM. JSME Int J C 47(2):553–559
Wang J, Han FZ (2014) Simulation model of debris and bubble movement in consecutive-pulse discharge of electrical discharge machining. Int J Mach Tools Manuf 77:56–65
Okada A, Uno Y, Onoda S, Habib S (2009) Computational fluid dynamics analysis of working fluid flow and debris movement in wire EDMed kerf. CIRP Ann-Manuf Technol 58(1):209–212
Wu MH, Wang YG, Zhao FL (2009) Wear mechanism and preventive measure of electrode in micro-EDM. Appl Mech Mater 16:540–543
Wang YG, Zhao FL, Wang J (2009) Wear-resist electrodes for micro-EDM. Chinese J Aeronaut 22(3):339–342
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Li, Z., Bai, J. Influence of alternating side gap on micro-hole machining performances in micro-EDM. Int J Adv Manuf Technol 94, 979–989 (2018). https://doi.org/10.1007/s00170-017-0959-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-017-0959-9