
Abstract
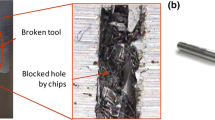
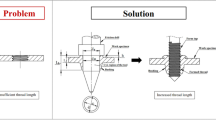
Review of the available literature has revealed that limited data has been reported on tool wear pattern of twist drills and hole quality for the case of deep hole drilling of AISI 1045. Considering that AISI 1045 has widespread applications as mould material, this paper presents the findings of an experimental investigation on the performance of high-speed steel twist drills of 10-mm diameter for drilling deep holes with L/D >10 in AISI 1045. It is found that the combination of the lowest spindle speed (200 rpm), feed rate (10 mm/min) and peck depth (3 mm) results in better tool life producing 32 holes. Maintaining the lowest spindle speed and feed rate and an increase in peck depth from 3 to 5 mm deteriorated tool life by ~18% due to restricted cooling during the cut. All variable factors were found to be significant with feed rate showing the highest percentage contribution (PCR) of ~50%. Evaluation of the cutting tool indicated fracture at the chisel edge and built-up edge (BUE) formation in all trials. As for the hole quality, it is seen that test performed at 5-mm peck depth outperforms the test conducted at 3 mm producing better surface finish and less errors associated with diameter, roundness and cylindricity. This can be attributed to lesser numbers of times the tool re-engages with workpiece for the case of higher peck depth to reach desired depth thus translating into better stability and reduced errors. A strain hardened layer extending up to the depth of 300 μm was observed irrespective of peck depth and number of holes drilled. Approximately, 30% higher hardness on average was observed in close vicinity of the machined surface (within 30 μm).
Similar content being viewed by others

References
Tonshoff HL, Spintig W, Konig W, Neises A (1994) Machining of holes development in drilling technology. Ann CIRP 43(2):551–561
Heinemann RK, Hinduja S, Barrow G, Petuelli G (2006) The performance of small diameter twist drills in deep-hole drilling. ASME J Manuf Sci Eng 118:884–892
Wosniak FA, Polli ML, Beltrao PAC (2016) Study on tool wear and chip shapes in deep drilling of AISI 4150 steel. J Braz Soc Mech Sci Eng 38:473–480
Aized T, Amjad M (2013) Quality improvement of deep hole drilling process of AISI D2. Int J Adv Manuf Technol 69:2493–2503
Biermann D, Iovkov I (2015) Investigation on the formation of straight deviation in MQL deep hole drilling of thin walled aluminium components. Prod Eng Res Dev 9:527–535
Biermann D, Kirschner M, Eberhardt D (2014) A novel method for chip formation analyses in deep hole drilling with small diameters. Prod Eng res Devel 8:491–497
UNISIG Tech Deep hole drilling technical information http://www.unisig.com/gundrilling-education/what-is-gundrilling.php. Accessed 16 Aug 2016.
Kim DW, Lee YS, Park MS, Chu CN (2009) Tool life improvement by peck drilling and thrust force monitoring during deep-micro-hole drilling of steel. Int J Mach Tools Manuf 49:246–255
Heinemann RK, Hinduja S (2009) Investigating the feasibility of DLC-coated twist drills in deep-hole drilling. Int J Adv Manuf Technol 44:862–869
Petuelli G, Nentwig C (2012) Deep-hole drilling in stainless steel with small diameter twist drills. Adv Mater res 433-440:552–557
Kaplan Y, Motorcu AR, Nalbant M, Okay S (2015) The effects of process parameters on acceleration amplitude in the drilling of cold work tool steels. Int J Adv Manuf Technol 80:1387–1401
Baghlani V, Mehbudi P, Akbari J, Nezhad EZ, Sarhan AAD, Hamouda AMS (2016) An optimization technique on ultrasonic and cutting parameters for drilling and deep drilling of nickel-based high-strength Inconel 738LC superalloy with deeper and higher hole quality. Int J Adv Manuf Technol 82:877–888
Heinemann RK, Hinduja S (2007) Effect of tool coatings on the performance of small diameter drills in drilling deep holes with higher cutting speeds. In: Proceedings of the 35th international MATADOR conference 2007, Manchester, United Kingdom
Heinemann RK, Hinduja S, Barrow G, Petuelli G (2006) Effect of MQL on the tool life of small diameter twist drills in deep-hole drilling. Int J Mach Tools Manuf 46:1–6
Meusburger Material grades http://www.meusburger.com/fileadmin/user_upload/dateien/materialqualitaeten/Materialgrades_EN.pdf. Accessed on 16 Aug 2016.
AISI 1045 in mould making http://www.steel-wholesale.com/1045-mould-making-steel.html 1045 in mould making. Accessed on 15 Aug 2016.
Bustillo A, Correa M (2012) Using artificial intelligence to predict surface roughness in deep drilling of steel components. J IntellManuf 23:1893–1902
Hussain BA AISI 1045 Medium tensile carbon steel standard specifications http://www.materialgrades.com/aisi-1045-medium-tensile-carbon- steel-standard-specifications-1431.html. Accessed on 18 Nov 2016.
Astakhov VP, Outeiro JC (2008) Tools (geometry and materials) and tool wear. In: Davim JP machining fundamentals and recent advances. Springer, London, pp 29–57
Sultan AZ, Sharif S, Kurniawan D (2015) Effect of machining parameters on tool wear and hole quality of AISI 316L stainless steel in conventional drilling. Proc Manuf 2:202–207
Abdelhafeez AM, Soo SL, Aspinwall DK, Dowson A, Arnold D (2015) Burr formation and hole quality when drilling titanium and aluminium alloys. Proc CIRP 37:230–235
Uhlmann E, Richarz S (2016) Twisted deep hole drilling tools for hard machining. J Manuf Proc 24(1):225–230
Cicek A, Kivak T, Uygue I, Ekici E, Turgut Y (2012) Performance of cryogenically treated M35 HSS drills in drilling of austenitic stainless steels. Int J Adv Manuf Technol 60:65–73
Nan X, Xie L, Zhao W (2016) On the application of 3D finite element modelling for small-diamter hole drilling of AISI 1045 steel. Int J Adv Manuf Technol 84:1927–1939
Ke F, Ni J, Stephenson DA (2006) Chip thickening in deep-hole drilling. Int J Mach Tools Manuf 46:1500–1507
Giasin K, Hodzic A, Phadnis V, Ayvar-Soberanis S (2016) Assessment of cutting forces and hole quality in drilling Al2024 aluminium alloys: experimental and finite element study. Int J Adv Manuf Technol 87(5):2041–2061
Kincioglu S, Mendi F, Cicek A, Akincioglu G (2013) ANN-based prediction of surface and hole quality in drilling of AISI D2 cold work tool steel. Int J Adv Manuf Technol 68:197–207
Meral G, Sarikaya M, Dilipak H, Seker U (2015) Multi-response optimization of cutting parameters for hole quality in drilling of AISI 1050 steel. Arab J Sci Eng 40:3709–3722
Nazir A (2015) Effect of Cutting Parameters on Process Responses in Deep Hole Drilling of 1045 Medium Carbon Steel. MSc Thesis University of Engineering and Technology Lahore Pakistan.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Khan, S.A., Nazir, A., Mughal, M.P. et al. Deep hole drilling of AISI 1045 via high-speed steel twist drills: evaluation of tool wear and hole quality. Int J Adv Manuf Technol 93, 1115–1125 (2017). https://doi.org/10.1007/s00170-017-0587-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-017-0587-4