
Abstract
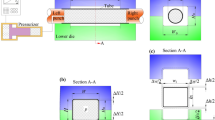
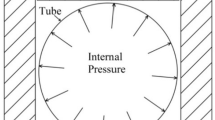
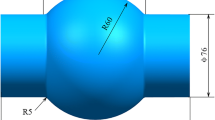
Numerical simulation and experimental methods were conducted to study the non-uniform thickness during hydroforming of a rectangular cross-sectional component by using a bent tube, which is thickened inside and thinned outside. A method of changing the contact sequence of the tube to the die surface is proposed to improve thickness distribution of hydroformed part. There are four contact sequences, Side-and-Side (SS), Side-and-Fillet (SF), Fillet-and-Side (FS) and Fillet-and-Fillet (FF), that are proposed through the preform shape for a rectangular section. The effect of contact sequence on thickness distribution was studied. The results show that SF or FF contact sequence makes the fillet corner contact with the die surface first and suppresses the further thinning in hydroforming. On the contrary, SF or SS contact sequence makes the straight side of the bend inside contact with the die surface first and benefits the full deformation of the thickening region in hydroforming. Among them, the SF contact sequence is the best for the uniformity of thickness, and SF and FF contact sequences are useful to ensure the minimum thickness of the section and help to avoid cracking defects. On the basis of it, two contact sequences, SS and FF, were applied to an instrument panel bar, respectively. There is a cracking defect in the circular section for the SS sequence, while there is no defect in the straight and circular sections for the FF sequence. And the sound part is successfully developed and applied to the assembly of the instrument panel bar of Chrysler 300C car in mass production.
Similar content being viewed by others
References
Koç M, Altan T (2001) An overall review of the tube hydroforming (THF) technology. J Mater Process Technol 108(3):384–393
Yuan SJ (2007) Innovative process in tube hydroforming and applications. Proc 2nd Int Conf New Forming Technol, Bremen, Germany, 1–10
Kim HY, Park JK, Lee MG (2014) Phase transformation-based finite element modeling to predict strength and deformation of press-hardened tubular automotive part. Int J Adv Manuf Technol 70(9):1787–1801
Chu GN, Liu G, Liu WJ, Yuan SJ (2012) An approach to improve thickness uniformity within tailor-welded tube hydroforming. Int J Adv Manuf Technol 60(9):1247–1253
Yuan SJ, Han C, Wang XS (2006) Hydroforming of automotive structural components with rectangular sections. Int J Mach Tools and Manuf 46(11):1201–1206
Koç M, Altan T (2002) Prediction of forming limits and parameters in the tube hydroforming process. Int J Mach Tools Manuf 42(1):123–138
Hwang YM, Chen WC (2005) Analysis on tube hydroforming in a square cross-sectional die. Int J Plast 21(9):1815–1833
Hoffmann A, Birket A (2001) Design guidelines for hydroformed structural components of aluminum. Proc 2nd Int Conf Hydroforming, Fellbach, Germany, 323–338
Tomizawa A, Uchida M, Kurokawa H, Kojima M, Inoue S (2008) Development of hydroforming technologies in Sumitomo, Japan. Proc 5th Int Conf Hydroforming, Fellbach, Germany, 45–60
Hama T, Asakawa M, Makinouchi A (2004) Investigation of factors which cause breakage during the hydroforming of an automotive part. J Mater Process Technol 150(1–2):10–17
Kim J, Kang BS, Hwang SM (2002) Preform design in hydroforming by the three-dimensional backward tracing scheme of the FEM. J Mater Process Technol 130–131:100–106
Xie WC, Han C, Chu GN, Yuan SJ (2015) Research on hydro-pressing process of closed section tubular parts. Int J Adv Manuf Technol 80(5):1149–1157
Kim SH (2007) Tool design for the tubular press forming of a rear suspension member with the finite element analysis. J Mater Process Technol 192–193(10):181–187
Han C, Yuan SJ (2008) Reduction of friction and calibration pressure by section preform during hydroforming of tubular automotive structural components. Adv Mater Res 46:143–150
Ren N, Yang H, Zhan M, Zhang ZY, Qin YT, Jiang HM, Diao KS, Chen XP (2013) Strain distribution characteristics of welded tube in NC bending process using experimental grid method. Int J Adv Manuf Technol 66(5–8):635–644
Green DE, Angara TS, Nurcheshmeh M, Wormald T (2012) A practical method to evaluate the forming severity of tubular hydroformed parts. Int J Adv Manuf Technol 62(9):965–980
Zhang WW, Han C, Xie WC, Yuan SJ (2014) The effect of springback of CNC bending on hydro-formed sub-frame and compensation methods. J Harbin Institute Technol 46(7):36–39
Bihamta R, Bui Q, Guillot M, D'Amours G, Rahem A, Fafard M (2015) Global optimization of the production of complex aluminium tubes by the hydroforming process. J Manuf Sci Technol 9:1–11
Gao L, Strano M (2004) FEM analysis of tube pre-bending and hydroforming. J Mater Process Technol 151(1):294–297
Oliveira DA, Worswick MJ (2009) Tube bending and hydroforming of aluminium alloy S-rails. Int J Mater Form 2(3):197–215
Abrantes JP, Szabo-Ponce A, Batalha GF (2005) Experimental and numerical simulation of tube hydroforming (THF). J Mater Process Technol 164–165:1140–1147
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interests
The authors declare that they have no competing interests.
Rights and permissions
About this article

Cite this article
Han, C., Feng, H., Yan, L.D. et al. Thickness improvement in non-homogeneous tube hydroforming of a rectangular component by contact sequence. Int J Adv Manuf Technol 92, 2667–2675 (2017). https://doi.org/10.1007/s00170-017-0362-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-017-0362-6