
Abstract
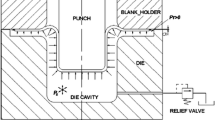
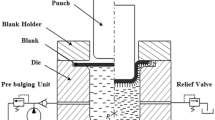
Nowadays, due to the demand for lightweight construction and fuel consumption reduction, especially in automotive and aerospace industries, the use of aluminum alloys has drawn much attention. Nevertheless, poor formability at room temperature is the main drawback of using these alloys. To overcome the problem, the work material is formed at elevated temperatures. In the present paper, Hydrodynamic Deep Drawing assisted by Radial Pressure (HDDRP) process has been selected over other forming methods. The aim of the study is to investigate the applicability of this process in conjunction with warm forming. For this purpose, experimental and numerical attempts have been made on warm forming of flat-bottom cylindrical cups in isothermal condition. At first, a series of warm hydroforming experiments were performed to determine the effect of tool temperature and forming speed on the thickness distribution of the final part and on the required forming load. Then, a set of finite element analyses (FEA) were performed using ABAQUS explicit to extend the findings. The Response Surface Method (RSM) was then used to build the relationship between the input parameters such as temperature and forming speed, and output responses including minimum part thickness and maximum punch force. It is demonstrated that the required forming force was decreased with increase in punch speed and tool temperature. Additionally, minimum thickness of the part is increased with increasing temperature and decreasing punch speed. Studying the Limiting Drawing Ratio (LDR) revealed that elevating the forming temperature causes reduction in LDR, while rising the punch speed leads to a slight enhancement in it. For the evaluation of part dimensional changes after forming, springback analysis was done via studying the through-thickness hoop stress distribution. It is found that using warm isothermal HDDRP in high forming rate results in more uniform stress distribution and lower level of stress and so a better springback behavior.
Similar content being viewed by others

References
Abedrabbo N, Pourboghrat F, Carsley J (2006) Forming of aluminum alloys at elevated temperatures–part 1: material characterization. Int J Plast 22:314–341
Mahabunphachai S, Koç M (2010) Investigations on forming of aluminum 5052 and 6061 sheet alloys at warm temperatures. Mater Des 31:2422–2434
Palumbo G, Tricarico L (2007) Numerical and experimental investigations on the warm deep drawing process of circular aluminum alloy specimens. J Mater Process Technol 184:115–123
Naka T, Yoshida F (1999) Deep drawability of type 5083 aluminium–magnesium alloy sheet under various conditions of temperature and forming speed. J Mater Process Technol 89:19–23
Yoshihara S, Nishimura H, Yamamoto H, Manabe K-I (2003) Formability enhancement in magnesium alloy stamping using a local heating and cooling technique: circular cup deep drawing process. J Mater Process Technol 142:609–613
Kim HJ, Choi SC, Lee KT, Kim HY (2008) Experimental determination of forming limit diagram and springback characteristics of AZ31B Mg alloy sheets at elevated temperatures. Mater Trans 49:1112–1119
Siegert K, Jäger S, Vulcan M (2003) Pneumatic bulging of magnesium AZ 31 sheet metals at elevated temperatures. CIRP Ann Manuf Technol 52:241–244
Gedikli H, Cora ÖN, Koç M (2011) Comparative investigations on numerical modeling for warm hydroforming of AA5754-O aluminum sheet alloy. Mater Des 32:2650–2662
Groche P, Huber R, Doerr J, Schmoeckel D (2002) Hydromechanical deep-drawing of aluminium-alloys at elevated temperatures. CIRP Ann Manuf Technol 51:215–218
Siegert K, Jäger S (2004) Warm forming of magnesium sheet metal, SAE Technical Paper
Lang L, Danckert J, Nielsen KB (2004) Investigation into hydrodynamic deep drawing assisted by radial pressure: Part I. Experimental observations of the forming process of aluminum alloy. J Mater Process Technol 148:119–131
Salahshoor M, Gorji A, Bakhshi-Jooybari M (2015) The study of forming concave-bottom cylindrical parts in hydroforming process. Int J Adv Manuf Technol 79:1139–1151
Abedrabbo N, Pourboghrat F, Carsley J (2007) Forming of AA5182-O and AA5754-O at elevated temperatures using coupled thermo-mechanical finite element models. Int J Plast 23:841–875
W. A. B. D.S. (1957) Fields, Proceedings American Society for Testing and Materials. vol 57 p 1259
Naka T, Hino R, Yoshida F (2000) Deep drawability of 5083 Al-Mg alloy sheet at elevated temperature and its prediction. Key Eng Mater 177:485–490
Takuda H, Fujimoto H, Hatta N (1998) Modelling on flow stress of Mg–Al–Zn alloys at elevated temperatures. J Mater Process Technol 80:513–516
Choi H, Koç M, Ni J (2008) A study on warm hydroforming of Al and Mg sheet materials: mechanism and proper temperature conditions. Ann Arbor 1001:48109–2136
Kim HS, Koc M, Ni J, Ghosh A (2006) Finite element modeling and analysis of warm forming of aluminum alloys: validation through comparisons with experiments and determination of a failure criterion. J Manuf Sci Eng 128:613–621
Grèze R, Manach P, Laurent H, Thuillier S, Menezes L (2010) Influence of the temperature on residual stresses and springback effect in an aluminium alloy. Int J Mech Sci 52:1094–1100
Lang L, Danckert J, Nielsen KB (2004) Investigation into sheet hydroforming based on hydromechanical deep drawing with uniform pressure on the blank. Proc Inst Mech Eng B J Eng Manuf 218:833–844
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Khosrojerdi, E., Bakhshi-Jooybari, M., Gorji, A. et al. Experimental and numerical analysis of hydrodynamic deep drawing assisted by radial pressure at elevated temperatures. Int J Adv Manuf Technol 88, 185–195 (2017). https://doi.org/10.1007/s00170-016-8753-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-016-8753-7