
Abstract
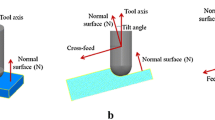
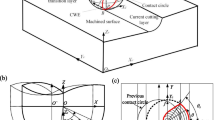
This paper presents an investigation of nonplanar tool-workpiece interactions in free-form milling using a ball-end cutting tool, a technique that is widely applied in the manufacturing of dies and molds. The influence of the cutting speed on the cutting forces, surface quality of the workpiece, and chip formation was evaluated by considering the specific alterations of the contact between tool-surface along the cutting time. A trigonometric equation was developed for identifying the tool-workpiece contact along the toolpath and the point where the tool tip leaves the contact with the workpiece. The experimental validation was carried out in a machining center using a carbide ball-end cutting tool and a workpiece of AISI P20 steel. The experimental results demonstrated the negative effect of the engagement of the tool tip into the cut on machining performance. The length of this engagement depends on the tool and workpiece curvature radii and stock material. When the tool tip center is in the cut region, the material is removed by shearing together with plastic deformation. Such conditions increase the cutting force and surface roughness and lead to an unstable machining process, what was also confirmed by the chips collected.
Similar content being viewed by others

References
Boujelbene M, Moisan A, Tounsi N, Brenier B (2004) Productivity enhancement in dies and molds manufacturing by the use of C1 continuous tool path. Int J Mach Tools Manuf 44:101–107
Souza AF, Bodziak B (2012) Advanced free form manufacturing by computer aided systems—Cax. In: Murat Gokcek. (Eds.), Mechanical Engineering. Nigde University. INTECH. pp. 555–586. doi 10.5772/36324
Chiang S-T, Tsai C-M, Lee A-C (1995) Analysis of the cutting for in ball-end milling. J Mater Process Technol 47:231–249
Kaymakci M, Lazoglu I (2008) Tool path selection strategies for complex sculptured surface machining. Mach Sci Technol 12:119–132
Krajanik P, Kopac J (2004) Modern machining of die and mold tools. J Mater Process Technol 157–158:534–552
Aspinwall DK, Dewes RC, NG EG, Sage C, Soo SL (2007) The influence of cutter orientation and workpiece angle on machinability when high-speed milling Inconel 718 under finishing conditions. Int J Mach Tools Manuf 47:1839–1846
Toh C (2005) Design, evaluation, and optimisation of cutter path strategies when high speed milling hardened mold and die materials. Mater Des 26:517–533
Souza AF, Coelho RT, Rodrigues AR (2010) Manufacturing complex geometries using high-speed cutting technology. VDM Verlag. p. 130
Zhang S, Guo YG (2009) An experimental and analytical analysis on chip morphology, phase transformation, oxidation, and their relationships in finishing hard milling. Int J Mach Tools Manuf 49:8505–8813
Bissacco G, Hansen HN, De Chiffre L (2006) Size effect on surface generation in micromilling of hardened tool steel. Ann CIRP 55:593–596
Ducobu F, Filippi E, Rivière L, E (2009) Chip formation and minimum chip thickness in micro-milling. 12th CIRP Conference on modeling of machining operations. Donostia-San Sebastián—Spain
Coelho RT, Souza AF, Roger AR, Rigatti AMY, Ribeiro AAL (2009) Mechanistic approach to predict real machining time for milling free-form geometries applying high feed speed. Int J Adv Manuf Technol 46:1103–1111
Souza AF, Coelho RT (2007) Experimental investigation of feed rate limitations on high-speed milling aimed at industrial applications. Int J Adv Manuf Technol 32:1104–1114
Bouzakis K-D, Aichouh P, Efstathiou K (2002) Determination of the chip geometry, cutting force, and roughness in free form surfaces finishing milling, with ball end tools. Int J Mach Tools Manuf 43:499–514
Lacalle LNL, Lamikiz A, Sáchez I, Bustos IF (2006) Recording of real cutting forces along the milling of complex parts. Mechatronics 16:21–32
Qingyuan C, Jun Z, Shiguo H, Xiaoxiao C (2012) Force coefficients identification considering inclination angle for ball-end finish milling. Precision Engineering. V. 36, DOI 10.1016/j.precisioneng.2011.10.007
Ikua BW, Tanaka H, Obata F, Sakamoto S, Kishi T (2001) Prediction of cutting forces and machining error in ball end milling of curved surfaces—I theoretical analysis. J Int Soc Precis Eng Nanotechnol 25:266–273
Ikua BW, Tanaka H, Obata F, Sakamoto S, kishi T, Ishii T (2002) Prediction of cutting forces and machining error in ball end milling of curved surfaces—II experimental verification. J Int Soc Precis Eng Nanotechnol 26:69–82
Lazoglu I (2003) Sculptured surface machining: a generalized model of ball-end milling force system. Int J Mach Tools Manuf 43:453–462
Fontaine M, Devillez A, Moufki A, Dudzinski D (2006) Predictive force model for ball-end milling and experimental validation with a wavelike form machining test. Int J Mach Tools Manuf 46:367–380
Fontaine M, Moufki A, Devillez A, Dudzinski D (2007) Modeling of cutting forces in ball-end milling with tool-surface inclination Part I: predictive force model and experimental validation. J Mater Process Technol 189:73–84
Fontaine M, Moufki A, Devillez A, Dudzinski D (2007) Modeling of cutting forces in ball-end milling with tool-surface inclination Part II: influence of cutting conditions, run-out, plowing, and inclination angle. J Mater Process Technol 189:85–96
Souza AF (2004) Contribution for free-form milling applying the high-speed cutting technology. Doctored thesis. University of Sao Paulo. 186
Lima VT, Lacerda HB, Lima AM (2003) Análise e predição de forças de corte e vibrações tipo “chatter” no fresamento. In: Congresso brasileiro de engenharia de fabricação. Uberlândia. ABCM. 1 CD-ROM
Ning Y, Rahman M, Wong YS (2001) Investigation of chip formation in high speed end milling. J Mater Process Technol 113:360–367
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
de Souza, A.F., Diniz, A.E., Rodrigues, A.R. et al. Investigating the cutting phenomena in free-form milling using a ball-end cutting tool for die and mold manufacturing. Int J Adv Manuf Technol 71, 1565–1577 (2014). https://doi.org/10.1007/s00170-013-5579-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-013-5579-4