
Abstract
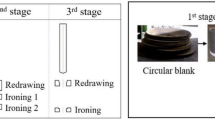
Mass production of CNG pressure vessels requires an accurate understanding of process effective parameters. In this paper, the finite-element method has been used to study the vessel manufacturing parameters. The FE model has been verified by experimental results. The entire manufacturing process, including deep drawing, redrawing and ironing, of an aluminum liner sample of CNG pressure vessels (without spinning) have been simulated. The deep drawing process has been modeled by using three types of dies: flat, conical and tractrix; then drawing force and wall thickness variations have been compared. In order to achieve the final diameter of the liner, the redrawing process has been implemented in a conical die. To obtain a uniform wall thickness, the ironing process has been simulated in two stages, and the required force and die angle for each process have been extracted. The result of this work presents an integrated perspective for decision-making on the manufacturing of CNG liners.
Similar content being viewed by others

References
Woo DM (1964) Analyses of cup drawing process. J Mech Eng Sci 116–131
Hibbit HD, Marcal PV, Rice JR (1970) A finite element formulation for problems of large strains & large displacements. Int J Solids Strc 1069–1089
Kobayashi S, Altan T (1989) Metal forming and finite element method. University Press, Oxford
Colgan M, Monaghan J (2003) Deep drawing process: analysis and experimental. J Mat Pro Tech 35–41
Saniee F, Montazeran MH (2003) A comparative estimation of the forming load in the deep drawing process. J Mat Pro Tech 555–561
Woo DM (1964) The analysis of ax symmetric forming of sheet metal and the hydrostatic bulging process. Int J Mech Sci 303–317
Shawki SA (1961) The laws of deep drawing without blank holder. Mitt Forschunges blechverarbeitung 18:229–237
Fogg B, Busby WH (1968) Tooling for the deep drawing of high speed steel and Tool steel. University of Salford Internal Research
Narayanasamy R, Sowerby R (1995) Wrinkling behavior of cold rolled sheet metals when drawing through a tractrix die. J Mat Proc Tech 49:199–211
Narayanasamy R, Sowerby R (1994) Wrinkling of sheet metals when drawing through a conical die. J Mat Proc Tech 41:275–290
Wang J, Wu X, Thompson PF, Filtman A (2000) A neutral networks approach to investigating the geometrical influence on wrinkling in sheet metal forming. J Mat Proc Tech 105:215–220
Haverbeck K (1961) Bending sheet metal round convex edges. Mitt Forschungsges Blechverabeitung 12/13:150–156
Al-Makky M, Woo DM (1980) Deep drawing through tractrix dies. Int J Mech Sci 40(8):793–804
Huang YM, Li CL (1999) An elasto-plastic finite-element analysis of the metal sheet redrawing process. J Mat Pro Tech 26:53–80
Chang DF, Wang J (1998) Analyses of draw-redraw processes. Int J Mech Sci 40:793–804
Sven K, Mustafa A, Gary L, Kinzelc, Taylan A (2000) Numerical and experimental investigation of redrawing of sheet metals. J Mat Pro Tech 17–24
Hill R (1950) The mathematical theory of plasticity. Oxford University Press
Campion D (1980) Deep drawing and ironing-theory and practice. Sheet Met Ind 57:111–119
Chang D (1998) An analytical model of the ironing process including redundant work effect. J Mat Pro Tech 75:253–258
Fukui S (1970) Analytical study of wall ironing, considering work hardening. CIRP 18:593–599
Odell EI (1978) A study of wall ironing by the finite element technique. J Eng Ind ASME 31–36
Huang YM, Yuung-Hwa L, Jia-Wine C (1991) An elasto-plastic finite element and experimental study of the ironing process. J Mat Pro Tech 53–80
Wagner RH, Chenot JL (2001) Metal forming analysis. Cambridge University Press
Kampus Z, Kuzman K (1992) Experimental and numerical analysis of deep drawing of relatively thick sheet metal. J Mat Process Tech 34:133–140
Bittner B (1977) Estimated limit conditions by the deep drawing without blank holder of rounds cups in anschlag. Thesis, Karl Max-Stadt
Wanheim T, Bay N (1978) A model for friction in metal forming processes. CIRP 27.1:189–194
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Sedighi, M., Rasti, M. An investigation on manufacturing process parameters of CNG pressure vessels. Int J Adv Manuf Technol 38, 958–964 (2008). https://doi.org/10.1007/s00170-007-1139-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-007-1139-0