
Abstract
Wooden remains of a training acrobatic aircraft, a glider, and a single-seat tailless glider were investigated using visual inspection, microscopic techniques, infrared spectroscopy, mechanical testing, and heat flow thermography. The causes of the three in-flight wing fractures include deviations in wood quality, craftsmanship, and maintenance. During the investigations, several aspects of wood failure analysis were addressed: compression failure, fiber deviations, fatigue of wood, wood-discoloring fungi and wood-destroying fungi, the influence of iron salts, and the failure of bond lines. The article presents a brief overview of some techniques and approaches, presents knowledge gaps in wood failure analysis, and discusses differences in wood failure analysis as compared to the failure analysis of metals and plastics.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
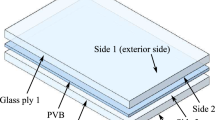
The high compression and tensile strength in the axial direction, the high-strength-to-weight ratio, and the ease of construction and repair make wood an excellent material for aircraft. The complementary properties of special aircraft plywood combined with sophisticated solid wood assembly allow the construction of almost every part of aircraft (Fig. 1). The drawbacks caused by the biological nature of wood, namely its inhomogeneity, anisotropy, and reaction, to moisture can be compensated by using suitable construction, a combination of solid wood, glue-laminated timber, special aircraft plywood (of low thickness and high strength), and rigid testing of every piece. Modern aircraft construction has almost eliminated the use of wood, and it has been replaced by metal and synthetic materials. New wooden aircrafts are restricted to owner-built small planes for education or recreation [1].

Interior of a Fauvel AV-36 CR wing structure. The wing ribs connect the spar (right) and the elevator stringer (left). Only the plywood coverage of the box shaped spar and the stringer are visible here (see Fig. 9 for a cross-section of the spar)
Aircraft incidents in Germany are investigated by the German Federal Bureau of Aircraft Accident Investigation (BFU). In the last years, the BFU requested the Fraunhofer Institute for Wood research to inspect four in-flight wing fractures of wooden aircraft. Final reports (published in German) are available for three of the incidents. These three incidents cover a wide range of wood-related failures. They are presented here as examples for the possibilities and the limitations of failure analysis on wooden aircraft.
CAP 10 B
A CAP 10 B is a single-engine low-wing plane wooden aircraft with fixed tail wheel landing gear (Fig. 2). The aircraft involved in this crash was built in 1995. It was used for acrobatic flight training. The crash occurred in 2001 and caused the death of both the pilot and trainee. Prior to the failure and crash, the aircraft had successfully completed 4413 landings.

Schematic view of a CAP 10B. The position of the initial fracture is highlighted
The left wing of the aircraft broke off during flight, presumably at the start of an acrobatic maneuver [2]. The parts of the aircraft probably reached maximum velocity during the fall in a hyperbolic curve. The impact into trees and on the ground was therefore hard, and only fragments were available for the investigation.
The spar is the principal structural member of the wings. The box-shaped spar of a CAP 10 consists of the upper and the lower spar cap made of glue-laminated Sitka spruce and a lateral plywood cover on both sides (see comparable structure in Fig. 9). The lower spar cap was under tensile stress at the moment of fracture [2]. Considering the usual fracture pattern of spruce, the fracture of the lowermost lamella of the lower spar cap appeared blunt. Fine white lines were already visible with the naked eye on polished sections of the lamella. Microscopy of the lines (Fig. 3) identified the lines as “slip planes”—a buckling of cells caused by axial compression overload [3,4,5].

Slip planes are visible with the naked eye on planed surfaces of the lower spar cap. The microscopic view of a 20-µm-thick slide stained with safranin confirms the buckling of wood fibers
For wood, the curve of the stress–strain relationship in grain direction differs between compression and tensile load. At tensile load, the curve remains almost linear until failure. The corresponding compression curve is linear only to about 50% of the ultimate load [3]. The buckling of earlywood cells (thin-walled cells formed in spring) and subsequent formation of slip planes in the latewood cells (thick-walled cells formed in summer) are a major cause for the nonlinear stress–strain curve and creep of compressed wood. While the slip planes are formed by compression, the tensile strength and especially the impact bending strength are predominantly affected. The impact bending strength of wood slip planes may be reduced by 50% and more [6, 7].
The formation of slip planes is influenced by the stress level, time, cycle intervals, and moisture content of the wood. [8] tested spruce conditioned under rather moist conditions of 85% rel. humidity at a stress excitation level corresponding to 80% of the short-term strength failure. Failure occurred after 26 cycles of 0.01 Hertz (Hz). At a frequency of 10 Hz, it took 4400 cycles to failure. After conditioning at more realistic conditions of 65% rel. humidity, the wood failed after 48 cycles at 0.01 Hz and more than 20,000 cycles at 10 Hz. At special cyclic changing moisture conditions, the first slip planes may even start to develop after 40 weeks with a stress of only 10% of the nominal strength [3], but most authors take 50 to 75% of the nominal strength as a starting point for relevant compression failures [8]. Several mathematical approaches to the compression fatigue of wood have been postulated [8,9,10,11,12]. The inherent complexity of wood (defects, fiber deviations, species, etc.), the unknown history of moisture, and use conditions of most wooden constructions often reduce the practical applicability of these mathematical models in wood failure analysis.
In a standing tree, slip planes may be caused by severe winds, snow, or felling of trees across boulders, as well as rough handling of logs or lumber [6]. In all these cases, the slip planes occur in the outermost zones of the tree or lumber. The growth rings of the wood layers in the spar caps of the CAP 10 B aircraft were oriented radial to the surface of the wood (riftsawn). This orientation is considered optimal for such constructions due to the considerably lower moisture-induced movement in the radial direction of all wood species [13]. With such orientation and approximately 4.5 growth rings per cm, the board covers more than 60 growth rings. Slip planes in a standing tree and during felling are concentrated at the outside of a tree. In the present case, the fracture was blunt over the whole width of the lamella. This observation leaves the occurrence in the stem unlikely and an overload during maneuvers or landing remains as the most probable explanation. This is supported by the knowledge of the high measures of quality control in the building of wooden aircraft. Pronounced slip planes are usually visible with the naked eye on planed surfaces and can hardly be overlooked. According to the manufacturer, the impact bending strength of every plank is tested before cutting the 11-mm-thick boards, and the position and the origin of every of the boards are documented. This demonstrates the high-quality standards for this aircraft. Additionally, the use of several small layers homogenizes possible overlooked shortcomings of the wood quality.
Landings produce an abrupt and high compression of the lower spar cap due to the inertia of the wing mass. In comparison with this impulse within a few tenth of a second, the maneuver flight can be taken as a slow process, producing “static” load only [14]. Both fatigue but also a single hard landing might have been the main cause for the observed slip planes. Other than for fractures in metals, it is presently not possible to distinguish between these scenarios for wood.
Additionally, the second lowest layer of the lower spar cap showed a fiber deviation of 7°. The tensile strength of wood is highest when the cells of the wood are aligned perfectly in the axial direction. Already a deviation of 6° can reduce the impact bending strength of Sitka spruce by 45% [7]. The fiber direction of wood does not always match with the visual appearance. Especially at tangential faces, the orientation of the growth rings does not provide information about the microscopic, small cells. The fiber direction can be documented by applying a drop of ink. The liquid ink extends in fiber direction and thus reveals the wood fiber direction. For this very reason, the 2009 MLB Baseball Bat Regulations require wooden baseball bats to demonstrate the fiber direction with the help of a drop of ink on their tangential face [15]. For measurements over a greater length, the direction of the fibers can be detected by a special pin scratched over the surface [16]. The resulting trail of the pin was highlighted with a ball pen in Fig. 4.

Fiber deviations are commonly not visible with the naked eye. The penetration of a drop of ink follows the fiber direction (left-hand side). The upper lamella shows a fiber deviation of approximately 7°, while the fibers of the lower lamella run parallel to the direction of the board. The long blue line on the right-hand side follows the trail of a special pin scratched over the surface
It was concluded that the slip planes caused by hard landings of the training airplane led to the compression overload of the lowest lamella. Additionally, the fiber deviations of the overlying lamella may have contributed to the failure. Although it has been demonstrated that fatigue may lead to the observed slip planes, a single hard landing cannot be excluded as the main cause. At present, these options cannot be distinguished.
After installing a new maintenance protocol for this type of aircraft and a modification of a wing rib, the first announced restrictions of the operating range were suspended.
SZD-30 Pirat
A SZD-30 Pirat is a glider with demountable wing tips (Fig. 5). The aircraft involved was built in 1978. The accident occurred in the year 2012 at the end of an air tow, when the tow rope was not released, and the glider remained connected to the powered aircraft. Additionally, the tensile strength of the tow rope exceeded the allowed maximum strength of 750 kN by 50% [17]. A defined, but not too high tensile strength of the tow rope is an additional safety measure to reduce the risk of a critical pull force. Although the root cause of the accident was somehow clear, it needed clarification whether flaws of the wooden construction had attributed to the fatal incidence.

Top view of a SZD-30 Pirat. The area of the initial fracture and the position of the forklike structure (description below) are highlighted
The fracture seemingly occurred at a forklike piece of wood that attaches three stringers to the metal fastener of the wingtip. Already at first sight, the adhesion between this solid wood structure and the plywood skin was not perfect. An irregular-shaped glossy area is a clear indication for curing of the adhesive without contact to the other side (Fig. 6). Such areas are indicators for an inadequate pressure during assembly [18, 19]. The urea-formaldehyde (UF) adhesive (identified via infrared spectroscopy) requires a constant pressure during curing. The fractured bond line surrounding the shiny area showed contact of the adhesive to both sides, but an almost complete absence of wood fibers on the adhesive surface. This led to the conclusion of approximately one-third of the piece having had no appropriate bonding strength.

Overview of the forklike piece of wood that attaches three stringers to the metal fastener of the wingtip. The shiny areas are an indicator for the curing of the adhesive with no contact to the other side
Additionally, aging of UF-resins needs consideration. In the combination of heat and moisture, UF-adhesives lose strength over time. Investigations of 50-year-old aircraft and gliders have demonstrated a considerable loss of adhesion [20, 21]. This was obviously not the case for the glider investigated, as the fracture distanced from the weak zones occurred within the wood. Commonly, the strength of the adhesive must surpass the strength of the wood. Therefore, wood failure commonly demonstrates a sufficient strength of the adhesive.
The observed weakness of the glued joint may or may not have been the root cause in this case. Anyhow, the area with no adhesion is not acceptable for aircraft. To check the still active aircraft of the same type, the wings of over 50 machines of the type SZD-30 Pirat were checked by active infrared thermography, a nondestructive method was frequently used for aircraft inspection [22, 23]. The equipment consisted of an infrared lamp followed by an infrared camera that were manually rolled on tracks next to the demounted wings (Fig. 7). Areas with good adhesion quickly transfer the applied heat into deeper areas—these areas stay relatively cold and appear black in the IR pictures. Areas without adhesion stay warm and appear white. Fortunately, the inspection revealed no further problem in any of the wings.

Thermal-flow thermography of a wing in an airport workshop. The screenshot shows the attachment structure for the metal fastener to be homogeneously bonded
Fauvel AV-36 CR
The Fauvel AV-36 CR is a single-seat tailless glider (Fig. 8). The unusual construction causes high maneuverability, but also some aerodynamical challenges. The machine involved was built in 1957. During a 2016 airshow, the right wing broke, and the pilot survived seriously injured [24].

Front and top views of a Fauvel AV-36 CR. The position of fracture, the spar, and the elevator stringer are highlighted
The fracture of both the upper and the lower spar caps appeared to be rather blunt in comparison with fractures of common softwoods like spruce, fir, larch, and the European pine species (Fig. 9). The wood of the spar cap was microscopically identified as a South American Araucaria species (Fig. 10) most likely Araucaria araucana, commonly addressed as “Parana pine.” Nowadays, Parana pine is listed as endangered species in CITES Annex I and is rarely traded or used in Europe. First, it was not possible to judge the relatively blunt fracture, as no record of the typical fracture patterns for this wood species was available. Bending tests on pieces of the spar cap later demonstrated that a blunt fracture might be the normal fracture pattern of this wood species.

Front and rear views of a spar cutting. The fracture patterns of the upper and lower spar cap are rather blunt. The lower extension of the spar with two additional stringers is only present at the crossing of the wing through the fuselage

The alternating arrangement of bordered pits in a microscopic slide of the upper spar cap is a typical feature of araucaria species
The fractured upper spar cap showed signs for a less perfect craftsmanship. The use of several thin stripes glued together for the main structural parts homogenizes the properties of the wood. This requires a mixing of the lamella originating from different planks. Here, the upper part of the spar cap obviously originated of wood from one plank with a density of 0.48 g/cm3, which is less than the 0.57 g/cm3 specified [25, 26] for this wood species, while the lower part of the same spar cap seemingly originated from another plank with a density of 0.59 g/cm3 (Fig. 11). To achieve the desired homogenization, such accumulation should be avoided.

Cross-section of the upper spar cap. The density and the compression strength of each four layers of the top and the bottom are displayed
The German specifications relevant for the building of these types of aircraft required a compression strength of 39 N/mm2. Each three pieces from the upper part and the lower part of the upper spar cap and from the lower spar cap were tested. The mean values of three tested pieces from each part were within the relevant specifications.
Aircraft may be severely moistened during flight and during outdoor parking. An ongoing moistening of wood above approximately 30% moisture content is necessary for fungal growth and the destruction of wood. Fungi have the potential to seriously damage the wood (rot), but they may also be rather harmless (molds and blue stain). A thoroughly inspection for the presence and the type of fungi is therefore of high relevance for accident investigations of wooden aircraft. In the upper spar cap of the Fauvel AV-36 CR, a small number of fungal hyphae were detected in all lamella. A microscopic analysis revealed no “clamps” in the hyphae, which allows the assumption of nondestructive ascomycetes fungi. This was confirmed by the measured correlation of density and compression strength, which agreed to values for sound wood found in literature. Already a beginning fungal destruction of is expected to alter this relation.
As a consequence of earlier records of moisture-related problems, all machines of the type had been equipped with an easy to inspect small block of Scots pine sapwood (outer layers of recently formed wood between the heartwood and the bark—susceptible to blue stain and mold fungi) This control-piece would have shown discoloration in the case of conditions favorable for the growth of fungi. The test piece showed no discoloration, and a microscopic investigation confirmed the absence of fungi. Nevertheless, the fastener screw for the block showed some rust. This leaves the assumption of a relative moisture content commonly below 80% (the practical threshold for mold fungi), but with some short-term higher moisture, probably caused by condensation. Such conditions usually do not cause problems for wooden constructions.
Despite the wood quality of upper spar cap being substandard, it appeared to be highly unlikely to be the root cause. Due to the unusual construction of this aircraft, the rear of the wings needs to withstand high axial compression. Part of this system is an auxiliary spar in the rear of the wing in between the two rudder fins. The two elevators are mounted to this spar. Therefore, this part is called elevator stringer. It turned out that several problems came together at the upper part of the elevator stringer, which consists of 8-mm spruce covered by 1.5-mm aircraft plywood on both sides (Fig. 12). The fracture occurred in the top and the bottom slat of this partly hollow structure.

Backside (top) cut in half (top right-mirrored horizontally) and front side (bottom) of the elevator stringer and axial views on the upper and lower parts
The upper slat of the elevator stringer is perforated by a hole for the metal bar of the activator of the elevator. Predominantly in the fiber direction a dark discoloration of the wood was visible surrounding the hole (Fig. 13).

Detailed image of the iron salts migration into the wood adjacent to the borehole for the activator of the elevator
A chemical spot test with potassium thiocyanate confirmed this discoloration to be iron (~oxide/rust). Corrosion and the diffusion of iron oxides into wood below wood moisture content of 18–20% are supposed to be negligible [27], and a pronounced diffusion of iron over 1 cm in spruce most likely requires liquid water. Iron oxides may cause some damage to wood, but the knowledge of this phenomenon called “nail-sickness” is incomplete [28]. Most literature to this topic is restricted to the corrosion in wood preservative-treated timber. Therefore, the observed iron oxides may or may not have altered the mechanical properties of the wood.
Near the iron salts also fungal hyphae with a “clamp” were observed (Fig. 14). Clamps are a typical sign for the fungal class of the basidiomycetes, which includes most wood-destroying fungi [29]. The number of observed fungi was limited and probably not the root cause for the failure. Nevertheless, this observation was an additional indicator for liquid water penetrating the stringer and a wetting of the wood to more than 30% moisture content for at least several weeks.

Clamp of a basidiomycete fungi in the upper slat of the elevator stringer. Stained with lactophenol-blue
Next to the hole, brownish resorcinol adhesive, mold fungi, and white coating were observed in a gap between the slat and the plywood (Fig. 15). The white coating partially covered the mold fungi. This gap resulted from an insufficient adhesion of the pink urea-formaldehyde (UF) adhesive. From the stratigraphic position of the layers, it can be concluded that the gap opened first, moisture was increased, and mold fungi established. During a repaint of the aircraft, coating penetrated in that gap. Eventually the gap was noticed, and it was tried to fill it with resorcinol adhesive. Resorcinol adhesives are not “gap filling”—making them the wrong choice to close such a gap. Additionally, the UF adhesive in the vicinity of that gap had an insufficient adhesion. This insufficient adhesion was already present after the assembly of the plywood on the slat.

A part of the plywood-cover has been removed. The layer sequence of adhesives, coating and mold, and the structure of surfaces allow the reconstruction of the timeline
Like in many cases, only the combination of several shortcomings cumulated in the occurrence of the failure. In the present case, weaknesses of the initial craftsmanship combined with improper maintenance/repair, ingress of water, and presumably a less than perfect positioning of the bore hole for the elevator.
General Remarks on Failure Analysis of Wooden Constructions
Failure analysis of wood and wood-based products differs from materials like steel and plastics to a large extent. The materials investigated are less defined, the biological source makes them inhomogeneous as well as distinctly anisotropic, and the reaction to moisture, namely shrinking and swelling but also fungal attack, brings further complications. From the perspective of a wood scientist, it is impressive how much literature and systematic investigations have been performed to analyze failures of metal and plastics. Literature about failure analysis for wooden constructions is sparse and often restricted to individual cases. Most probably, the complexity of wood and the resulting uniqueness of every case contribute to the lack of profound literature.
In failure analysis of wood, the stratigraphy of formerly liquid substances like coatings and adhesives, their penetration or absence of penetration into gaps often play a decisive role for the determination of the root cause. Also, the penetration or not penetration of the adhesive into neighboring wood cells may allow an estimation of the pressure applied during the curing of adhesives. For this very reason, the judging of adhesives is often one of the most reliable methods in wood failure analysis. The failure of wood coatings usually is much harder to determine due to the lack of pressure applied and the notorious lack of reliable methods to determine the adhesion of wood coatings.
In most cases, the moisture content and therefore the stage of swelling/shrinking that caused the problem differ from the situation during inspection. As water plays an important role for wooden constructions, the detection of signs for moisture in the past is an important task. The diffusion of substances like iron salts, remaining signs of earlier moisture-induced deformation, and the presence of mold or wood-destroying fungi often allow an insight into the moisture—history of constructions.
Careful observations with different microscopic techniques often allow a good estimate of the root cause. Thin sections are perfect for the detection of fungi. Polished cross-sections allow the scanning of larger areas and are useful especially in combination with UV fluorescence. Scanning electron microscopy, the preferred microscopic technique for metals and plastics, plays a smaller role for failure analysis of wood due to the absence of color, the required use of vacuum leading to complete drying and resulting shrinkage, and the restricted size of the samples. The type of adhesive can be distinguished by infrared spectroscopy. Also, the NDT technique of thermal-flow thermography has its benefits in failure analysis not only for aircraft. It visualizes the patterns of adhesive failures on a larger scale. And true for every failure analysis of any material, a profound knowledge of the material, pattern recognition, curiosity, and sometimes a piece of luck are required to understand the failure sequence and initiate measures to prevent its repetition.
References
U.S. Department of Transportation, Federal Aviation Administration, Aviation Maintenance Technician Handbook - Airframe, Volume 1: FAA-H-8083-31, (2012)
BFU Report 3X160-0/01 / CAP 10B 2003. https://www.bfu-web.de/DE/Publikationen/Untersuchungsberichte/2001/Bericht_3X160-0.01.pdf?__blob=publicationFile (in German)
P. Hoffmeyer, Non-linear creep caused by slip plane formation. Wood Sci. Technol. (1993). https://doi.org/10.1007/BF00192219
J. Kisser, A. Steininger, Makroskopische und mikroskopische Strukturänderungen bei der Biegebeanspruchung von Holz Macroscopic and microscopic structural changes of wood during bending). Holz Roh Werkst. 10, 415–421 (1952). ((in German))
L.J. Kučera, M. Bariska, On the fracture morphology in wood. Wood Sci. Technol. 16(4), 241–259 (1982). https://doi.org/10.1007/BF00353147
D.E. Kretschmann, Wood handbook: Mechanical Properties of Wood, Centennial ed.; General technical report, FPL-GTR-190; United States Department of Agriculture, Forest Service, Forest Products Laboratory, (2010)
L.J. Markwardt, T.R.C Wilson, Strength and related proberties of woods grown in the United States; Technical Bulletin No. 479, U.S. Department of Agriculture, (1935)
C.O. Clorius, M.U. Pedersen, P. Hoffmeyer, L. Damkilde, Compressive fatigue in wood. Wood Sci. Technol. 34(1), 21–37 (2000). https://doi.org/10.1007/s002260050005
M. Gong, I. Smith, Effect of stress levels on compressive low-cycle fatigue behavior of softwood. Holzforschung. 59(6), 662–668 (2005). https://doi.org/10.1515/HF.2005
Y. Sasaki, A. Oya, H. Nomura, M. Yamasaki, Reaction kinetics approach in relation to the fatigue life of wood. Wood Sci. Technol. 52(3), 809–820 (2018). https://doi.org/10.1007/s00226-018-1005-2
S.M.O. Tavares, P.M.S.T. de Castro, An overview of fatigue in aircraft structures. Fatig. Fract. Engng. Mater. Struct. 40(10), 1510–1529 (2017). https://doi.org/10.1111/ffe.12631
L.W. Wood, Relation of strength of wood to duration of load, R1916 forest products laboratory. (U.S. Department of Agriculture, Madison, 1951)
R.S. Williams, Wood handbook: finishing of wood, Centennial ed.; General technical report, FPL-GTR-190; United States Department of Agriculture, Forest Service, Forest Products Laboratory, (2010)
E. Rácz, Preliminary design of aircraft wings for the dynamic loads in landing. Periodica Polytechnica Mechanical Engineering, 229–247 (1969)
R. Hernandez, Review of 2009 MLB Baseball Bat Regulations. http://www.woodbat.org/woodbat.pdf.
EN 1310, Round and sawn timber – Method of measurement of features. European Committee for Standardization (1997)
BFU Report 3X099-11 -SZD 30-C „Pirat“. 2013. www.bfu-web.de/DE/Publikationen/Untersuchungsberichte/2011/Bericht_11_3X099_SZD30_Jena.pdf?__blob=publicationFile (in German)
D. Lukowsky, Failure analysis of wood and wood-based products; McGraw-Hill Education, (2015)
A.A. Marra, Technology of wood bonding: Principles in practice; Van Nostrand Reinhold, (1992)
J. Konnerth, U. Müller, W. Gindl, C. Buksnowitz, Reliability of wood adhesive bonds in a 50 year old glider construction. Eur. J. Wood Prod. 70(1–3), 381–384 (2012). https://doi.org/10.1007/s00107-011-0536-0
U. Müller, H. Müller, A. Teischinger, Durability of wood Adhesives in 50 year old aircraft and glider Constructions. Wood Res. 49(3), 25–33 (2004)
F. Ciampa, P. Mahmoodi, F. Pinto, M. Meo, Recent advances in active infrared thermography for non-destructive testing of aerospace components. Sensors (Basel, Switzerland). (2018). https://doi.org/10.3390/s18020609
P. Meinlschmidt, Thermographic detection of defects in wood and wood-based materials. 14th International Symposium of Nondestructive Testing of Wood (2005)
BFU Report 16-1444-3X / Fauvel AV 36 CR. Untersuchungsbericht der Bundesstelle für Flugunfalluntersuchungen 2019. https://www.bfu-web.de/DE/Publikationen/Untersuchungsberichte/2016/Bericht_16-1444-3X_FauvelAV36_Haiterbach-Nabern.pdf?__blob=publicationFile. (in German)
O. Suchsland, Linear hygroscopic expansion of selected commercial particleboards. For. Prod. J. 22(11), 28–32 (1972)
H. Winter, Unterlagen und Richtlinien für den Holzflugzeugbau (Materials and Guidelines for wooden aircraft). Deutsche Forschungsanstalt für Luftfahrt e.V., (in German) (1955)
A.J. Baker, Corrosion of metal in wood products. American Society for Testing and Materials, 981–993 (1980)
A.J. Baker, Degradation of wood by products of metal corrosion. Forest Products Laboratory, U.S. Department of Agriculture. Madison 1974 (FPL 229)
O. Schmidt, Wood and tree fungi: biology, damage, protection, and use; with 49 tables, 1. softcover reprint of hardcover 1. ed. 2006; Springer-Verlag, (2010)
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Lukowsky, D., Gohla, A. Material Failure Analysis of Three In-flight Wing Fractures of Wooden Aircraft. J Fail. Anal. and Preven. 22, 1075–1084 (2022). https://doi.org/10.1007/s11668-022-01395-9
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11668-022-01395-9