
Abstract
Changes in the IT industry are known to proceed at a scorching pace. In sharp contrast, the rate of development in the steel industry is generally slow. Nonetheless, the unpact of recenr technical development on the steel industry has been quite significant. The production chain from iron ore to final rolled steel is a long one and the shortening of this length has long been the endeanvour of scientists and engineers. The initial development came in the form of speeding up the process of steelmaking by reducing the slow open-hearth process (8 h tap-to-tap time with the 45 min tap-to-tap time of the Basic Oxygen Furnace (BOF) process. Significant development thereafter have been in the process of continuous production of billets and blooms from liquid steel thereby doing away with the large blooming mills needed for rolling ingots.
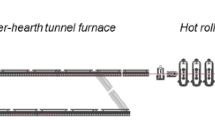
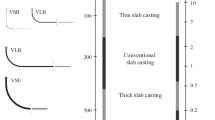
For a fairly long time after the stabilition of continuous casting, hot rolling involved reheating thick (200–250mm) slabs and reducing them in a hot strip mill. The advent of thin-slab casters has made even these large hot strip mills redundant. The new installations produce thin slabs (50–70mm) that are directly nil led hin strip without the need of an intermediate furnace for raising the stock temperature; the so-called cunnel furnace prior to the rolling stands serving only to equalise stock temperatures. Additionally, what started as a step for reducing investment in hot rolling has in fact, given new opportunity for direct hot rolling of thickneses that were, for long, considered to be feasible only through the cold-rolling route.
This article discusses the slow but steady encroachment of hot-rolled sheets into the domain of strip thicknesses hitherto produced by cold rolling and tries to show how the development of thin-slab casters has allowed this process to be accelerated. A techno-economic analysis of thin-slab casting: been presented along with the benefits that arise when a thin-slab caster is linked to the blast furnace and basic oxygen route of steel making.
Similar content being viewed by others

References
Anon 1991 Grade and dimension statistics, hot strip supplies. Wirsuschaftsvereinigung Stahl
Bald. W. Kneppe G. Rosenthal D, Sudau P 1999 Innovative technologies for strip production. Schloermann Siemag (SMS) Tecnical Report.
Chandra S, Chatterjee A. Kumar R, Jayaraman R 1997a. The shape of slabs to come.Tata Scarch 28–39.
Chandra S. Chatterjee A. Mukherjee T 1997b An integradtd steel plant’s perspective of the application of thin slab casting.Proc. International Seminar Near Net Shape Casting of Steel, Organised by Tata Steel and Indian Inst. Metals, Jamshedpur.
Chatterjee A. Chandra S 1998 Thick, thin or ultrathin — that is the question in slab casting.Steel World 3(2): 45–60
ECSC Report 1995 State of the art and developments in near net shape casting of flat steel products; European Community Steel Commitee Report. pp 51–52
Kolakowski M 1992Proc. Symp. on Continuous Casting, Cairo pp. 359–379.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Chatteree, A., Chandra, S. Thin-slab casting: New possibilities. Sadhana 26, 163–178 (2001). https://doi.org/10.1007/BF02728484
Issue Date:
DOI: https://doi.org/10.1007/BF02728484