
Conclusions
-
1.
A new process of combined low-temperature carbonitriding with quenching of the surface layer has been developed to improve the wear resistance of machine parts.
-
2.
Carbonitriding is conducted at 690–700°. In the first 2–3 h the surface of the steel is austenitized in a mixture of 5–10% NH3+90–95% N2 for carbon and low-alloy steels and in 30% NH3+70% N2 for highalloy steels.
In the following 2–5 h carbonitriding occurs at the same temperature in an atmosphere of carburizing gases and ammonia, followed by quenching in oil.
-
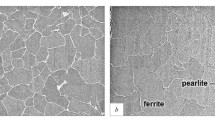
3.
After this new treatment of steels 20Kh and 40Kh a diffusion layer 0.4–0.7 mm thick is formed that consists of a carbonitride zone 10–20 μ thick at the surface, a martensite zone with HV 700–800 to a depth of 0.08–0.12 mm, and a transition zone 0.25–0.5 mm deep.
Similar content being viewed by others


Literature cited
B. Prijenosil, Carbonitriding [in Russian], Mashinostroenie, Leningrad (1969).
I. S. Kozlovskii, Chemicothermal Treatment of Gears [in Russian], Mashinostroenie, Moscow (1970).
Yu. M. Lakhtin, Physical Basis of Nitriding Process [in Russian], Mashgiz, Moscow (1948).
Additional information
Moscow Highway Institute. Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 10, pp. 8–11, October, 1974.
Rights and permissions
About this article
Cite this article
Lakhtin, Y.M., Neustroev, G.N. & Botov, V.M. Low-temperature carbonitriding of steel combined with quenching of the surface layer. Met Sci Heat Treat 16, 823–826 (1974). https://doi.org/10.1007/BF00664242
Issue Date:
DOI: https://doi.org/10.1007/BF00664242