
Abstract
The conversion of xylan to xylitol is commonly realized via the two separate process steps hydrolysis and hydrogenation (or fermentation). Recent research activities aim at developing one-pot processes to facilitate this conversion to save resources and operation time. To avoid hazardous chemicals like liquid acids for the initial xylan hydrolysis, enzymes are a suitable green alternative. A series of experiments are discussed wherein process conditions for chemical conversion were adjusted to more enzyme-friendly reaction conditions to overcome xylose-induced product inhibition by direct hydrogenation of sugar to xylitol. A novel combination of enzymes and precious metal catalyst (Ru/C) in an one-pot process is demonstrated. Based on these results, limiting factors and potentially advantageous process parameters as well as catalyst combinations are discussed.
Graphical Abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Today’s society aims at switching from fossil resources to renewables in almost any imaginable way. Very prominent examples are energy harvesting from wind, solar power and biomass. However, the chemical industry still relies strongly on fossil resources for the production of platform and fine chemicals. Research activities in the field of converting lignocellulosic (plant) biomass have therefore focused more and more on the conversion to value-added products [1,2,3,4] in contrast to the state-of-the-art conversion to biobased fuels [5]. Lignocellulosic biomass of agricultural origin typically consists of 10–25% lignin, 20–30% hemicelluloses and 40–50% cellulose. In contrast, lignocellulosic material from hardwood (forest and pulping industries) contains 18–25% lignin, 24–40% hemicelluloses and 40–55% cellulose [6].
Until today, the use of hemicelluloses as a feedstock for microbial product synthesis plays a subordinate role due to their heterogeneous and complex structure. Hemicelluloses include glucuronoxylan, arabinogalactan, and other galactans, mannans and xylans dependent on the plant source. Xylan is a group of hemicelluloses typically found in hardwoods made from β-1,4-linked xylose units which can be hydrolyzed to xylose. Commonly, hemicelluloses are converted via mechanical and thermo-chemical pretreatment followed by chemical or enzymatic cleavage. An industrially relevant chemical process is hydrolysis with dilute acid (2–5 v/v-%) at 160–230 °C and a pressure of 10 bar [7]. In addition, recent research showed that liquid acids might be replaced by solid acidic catalysts in the near future [8, 9]. Alternatively to chemical treatment, enzymes can be used to specifically convert hemicellulose bound in lignocelluloses to monomers at mild conditions (pH 5, temperature 45–50 °C, atmospheric pressure). An advantage of enzymatic versus chemical hydrolysis is the absence of acidic (or base) chemicals, which can greatly reduce downstream efforts that would typically include neutralization and/or separation of those chemicals. Enzymes are also known for their high selectivity, hence decreased formation of undesired byproducts or inhibitors. Last but not least, enzymatic catalysis is typically (and rightly) associated with lower requirements in process safety and less energy consumption.
Enzymatic cleavage of xylans requires several different hydrolytic enzymes due their high variability and heterogeneous structure. These enzymes typically include endo-1,4-β-xylanase, β-xylosidase, α-glucuronidase, α-l-arabinofuranosidase and acetylxylan-esterase, and are usually assorted as xylanases [10]. They are divided into different groups, depending on molecular weight and sequence of amino acids. The different glycoside hydrolase (GH) species are: 5, 8, 10, 11, 16, 26, 30, 43 and 62. The main groups are GH10 and GH11 (due to their familiarity of amino acid sequences), while GH11 exhibits higher substrate selectivity, increased catalytic efficiency and a broader pH- and temperature optimum [10, 11].
During the proceeding of hydrolysis new covalent bonds become accessible for the enzymatic cleavage, causing a stepwise release of (xylo-) oligomers and subsequent monomers (xylose) as product. Endo-Xylanase is responsible for the cleaving of the bulk structure into oligomers, hence facilitating access for all other applied enzymes. The xylan is finally converted into monomers via the subsequent activity of β-xylosidase and the sidechain-cleaving enzymes.
One of the most attractive products that can be derived from xylose is xylitol. Xylitol (E 967) is a sugar substitute that has high sweetening power, anti-cariogenic effects and an insulin-independent metabolic pathway [12]. Currently, it is not possible to cover the demand on the market due to the limited, complicated and costly production [7]. Conventionally, xylitol is produced via hydrogenation over Raney-nickel-catalysts at 80–130 °C and 40–70 bar [13]. The yields in this process are 50–60% based on xylan, but only 8–15% based on lignocellulose [7]. In addition to negative environmental aspects caused by nickel, the process is costly and energy-intensive due to a high number of required purification steps and the need for at least two separate reactors (subsequent cleavage and refinement). More environmentally friendly, xylitol can be gained through enzymes or microorganisms, especially Debaryomyces hansenii or yeasts of the species Candida sp [14]. Theoretical yields of 80% were reported, but the volumetric productivities are still low and the process is rather slow.
In theory, a pure enzymatic conversion of xylan to xylitol is possible, however biocatalysis does not come without drawbacks that are imposed by e.g. storage and handling issues, long process durations and inhibition by various sources. One of the most disadvantageous factors is the xylose-induced product inhibition of the enzymatic hydrolysis, which strongly limits the product yields. To avoid the accumulation of inhibiting xylose concentrations, enzymatic hydrolysis was combined with direct hydrogenation of xylose to xylitol by chemical catalysts.
While this approach appears to be conceptually straight forward, implementation of such a process requires a suitable process parameter window in which both catalytic reactions work in an efficient manner. In the present work we have investigated limiting factors and potentially advantageous process parameters as well as different catalyst combinations. For that, a series of experiments is discussed wherein process conditions for chemical conversion were adjusted to more enzyme-friendly reaction conditions to overcome xylose-induced product inhibition by direct hydrogenation of sugar to xylitol in an one-pot process. We found a novel combination of enzymes and precious metal catalyst (Ru/C) as well as suitable process conditions which demonstrate the possibility of combination of bio- and chemo-catalysis in the same one-step process and reactor for the simultaneous hydrolysis and hydrogenation.
2 Experimental
2.1 Setup
The experiments were carried out in a stainless steel batch reactor (Parr Inst.) with an inner volume of 300–600 ml. Reactor heating was realized via external thermostat (Julabo) connected to the reactor’s jacketed vessel. The pressure for the hydrogenation process was applied via gaseous hydrogen from an orifice in the reactor head. A gas entrainment stirrer was used for optimal gas supply and mixing of the reaction solution at maximum stirring speed of 1000 rpm. Before applying hydrogen gas, the reactor vessel was flushed repeatedly with nitrogen gas.
2.2 Material
The initial xylan (from birchwood, Roth, CAS: 014-63-5) concentration for each experiment was 1 wt% with respect to the moderate solubility of xylan in water and better comparability to other research studies on xylan conversion.
The concentration of the enzymes was varied between 1 and 10 ml/kg. Various commercial enzyme preparations were used: Accellerase XY (DuPont) and an enzyme mixture containing the enzymes Ecopulp TX-800 A (AB Enzymes GmbH) and Viscoferm (Novozymes A/S) (Eco/Vis mix), with 80 vol% and 20 vol%, respectively. Ecopulp TX-800 A is a commercial enzyme (enzyme complex produced by non-pathogen fungi) with thermostable xylanase that exhibits an activity above 760,000 TXU/g (total xylanase units, measured via birchwood xylan). The suggested working range for Ecopulp TX-800 A is between 50 and 85 °C and pH 5–8. Accellerase XY is another commercial enzyme complex in almost the same working range (50–75 °C, pH 4, 5–7), produced from the genetically modified fungi Trichoderma reesei. Its activity is documented as 20,000–30,000 ABXU/g (acid birchwood xylanase units). Viscoferm is also a commercial enzyme, but information is unfortunately relative scarce. The documentation claims that it mostly consists of ß-Glucanase (cleavage of glucans = glucose polysaccharides), but it additionally exhibits xylanase activity.
The Ru/C catalyst (5 wt% Ru on Activated Carbon powder, Alfa Aesar, CAS: 7440-18-8) was dried and activated before process application. Drying was carried out at 140 °C and 5 bar nitrogen gas pressure for at least 3 h. Subsequently, the catalyst was activated via reduction by hydrogen at the same temperature and 10 bar pressure. The activated catalyst was then stored in an air-tight and dry glassware container. The experiments were conducted with a catalyst loading of 1.5–3 g/kg in the reaction solution.
2.3 Analysis
For the determination of xylanase activity of the samples, the reaction mixture containing 20 µl of the sample and 180 µl of 2.5% (w/v) xylan in 50 mM citrate buffer (pH 4.8) was incubated for 20 min at 50 °C. The reducing groups released after the incubation period were measured by the 3,5-dinitrosalicylic acid (DNS) method of Miller [15], using d-xylose as standard, and calculated with the corresponding calibration curve. One unit of xylanase activity (U) was defined as the amount of enzyme that produces 1 µmol of reducing sugars per minute under conditions used in xylanase assay.
The carbohydrate and the monomer content of the samples were analyzed via a Smartline® HPLC of the company Knauer GmbH. It was equipped with a RI- and a UV-detector. For analysis of hemicelluloses and their conversion products, a ‘sugar column’ was installed to the RI detector (Smartline® RI 2300). The column line consisted of a pre-column (Eurokat-Pb 30 × 8 mm, 10 µm) and a separation column (Knauer GmbH, model Eurokat-Pb 300 × 8 mm, 10 µm); both were located inside a column oven (Jetstream 2). During each sample analysis, 20 µl of sample was injected; the eluent was water (purified, degassed) with a flow rate of 0.6 ml/min. The column oven was set to 75 °C temperature. Typical analysis duration of one sample was 60 min. In between the experiment samples, clear water was injected as intermediate clean- and rinse-run at the same conditions for at least 20 min.
3 Results and Discussion
The first experiments were conducted with an enzyme mixture of Ecopulp TX-800A and Viscoferm enzymes. The aim was to investigate if any positive effects regarding xylose inhibition of the enzymes may occur at usual condition of the two sub-processes (hydrolysis and hydrogenation). Therefore, the process was operated in a 2-step mode wherein enzymatic hydrolysis was conducted at optimal reaction conditions (low shear-stress at 250 rpm, 50 °C, p = atm). After 24 h of hydrolysis the subsequent hydrogenation was carried out at process conditions of 10 bar, 140 °C with gas-entrainment stirrer at 750 rpm. The elevated pressure of 10 bar is necessary when working with gaseous hydrogen, to increase the H2-solubility in the reaction solution, according to henry’s law. Instead of the more common higher values of 40–60 bar H2 pressure [13], the window of process parameters was intendedly shifted towards more moderate reactions conditions to reduce the process-induced enzyme deactivation.
The first results of this combination of an enzyme-mixture with precious metal catalyst (Ru/C) to realize hydrolytic hydrogenation of xylan to xylitol are shown in Figs. 1 and 2.

Xylan (1 wt%) conversion via two-step process with different enzyme loadings (Eco/Vis mix, 250 rpm, 50 °C, atmospheric) during the 1st step 24 h and hydrogenation at 140 °C during 2nd step 4 h at 10 bar H2 in the presence of 3 g/kg Ru catalyst (5 wt% Ru on act. C)

Xylose production (a) and conversion to xylitol (b) via 2-step process with different enzyme loadings (Eco/Vis mix, 250 rpm, 50 °C, atmospheric) during the 1st step 24 h and hydrogenation during 2nd step 4 h at 10 bar H2 in the presence of 3 g/kg Ru catalyst (5 wt% Ru on act. C)
The results of the xylan conversion with 5 and 10 ml/kg of enzyme mixture and subsequent hydrogenation show that double amount of enzymes leads to significantly faster cleavage during the first 7 h. However, this difference diminishes over time, as indicated at 24 h of reaction time. In presence of 10 ml/kg enzymes, a plateau of xylan conversion (70%) is reached after ca. 4 h. A control experiment without enzymes showed that no xylan was converted to xylose under the chosen hydrolysis conditions, so that the conversion to xylose was definitely caused by the investigated enzymes.
During the 2nd process step at 10 bar and 140 °C, in presence of H2 and Ru/C catalyst, the xylan conversion increases by < 10%. This rise is relatively small. It was observed in previous studies (results not shown) that enzymes are deactivated at elevated pressures and stirrer speed (and high temperatures), therefore the increasing xylan conversion from 24 to 28 h could be explained by both some remaining enzyme activity or chemical autohydrolytic effects [16].
The maximum xylose yield of 65% during the hydrolysis of xylan with 10 ml/kg enzyme mixture is achieved at 5 h reaction time whereas the process with half the amount of enzymes, was slower, as expected, converting only 54% after 6 h (see Fig. 2) and 65% after 24 h. As soon as the hydrogenation process begins at 24 h, xylose conversion to xylitol is realized in relatively short time (4 h).
Interestingly, the Ru-catalyzed hydrogenation reaction was impeded by the higher enzyme loading of 10 ml/kg, reaching only 53% xylitol yield (based on initial xylan). The hydrogenation process in presence of 5 ml/kg enzymes achieved full conversion of xylose to xylitol with overall yield of 67%.
To improve the elucidation of the xylose-induced product inhibition of the enzymes and the subsequent resolving via hydrogenation of xylose to xylitol, another enzyme preparation was selected for further experiments and the process conditions of the different steps were adjusted. Again, the process operation was a two-step mode where the first 24 h reaction time were conducted at very moderate conditions to maximize the enzymatic hydrolysis until reaching its xylose-induced inhibition. For this purpose, the temperature was slightly increased to 60 °C and the stirrer speed reduced to 100 rpm. Subsequently, the process parameters were elevated to more typical hydrogenation conditions (70–100 °C, 10 bar, 750 rpm) (see Fig. 3).

Xylan (1 wt%) conversion via 2-step process with different enzyme loadings (AccelleraseXY, 100 rpm, 60 °C, atmospheric) during the 1st step 24 h and temperature variation for the 2nd step 4 h of hydrogenation at 10 bar H2 with 2 g/kg Ru catalyst (5 wt% Ru on act. C)
The graphical results indicate a direct link between higher enzyme concentration and higher conversion rate and higher maximum conversion (for the first 24 h). Interestingly, with the relatively high enzyme loadings of 5–10 ml/kg a plateau of conversion is reached after ca. 1–2 h of treatment; during the following process duration of the 1st step, no significant change of conversion was noted. However, at a lower enzyme loading of 2.5 ml/kg a small but steady increase in conversion of xylan was observed during the first 24 h. Afterwards, when hydrogenation of xylose to xylitol started (in the presence of Ru/C catalyst), the xylan conversion increase to overall values of approx. 80%. The observed plateau and sudden conversion increase indicates that a product-inhibition existed. The enzymes resumed xylan cleavage as soon as xylose was converted to xylitol (see Fig. 3). However, the strongest conversion gain was noted during the very moderate 70 °C hydrogenation process. Temperatures above 90 °C caused rapid thermal deactivation of the enzymes. The deactivation of the Ru/C catalyst additionally still remains an issue and could not yet be overcome by any in situ measures. It has been reported elsewhere that catalyst deactivation is a significant problem when working with lignocellulosic components [17]. However, the catalyst material of our studies was recollected and reactivated via high Temperatures and hydrogen-reduction (see chapter material).
Regardless of the enzyme loadings and the subsequent hydrogenation temperature, the maximum xylan conversion was always about 80%. A kind of equilibrium state, which also occurred when using other enzyme preparations during the first experiments (see Figs. 1, 2). A complete conversion of xylan using Ru/CNT catalysts was found in experiments by Ribeiro et al. [18] observed at temperatures above 170 °C at a pressure of 50 bar. However, the physical reaction conditions were significantly different (much higher T and p) and the reported catalyst-substrate-ratio (c/s) was 0.4 and therefore about twice as high as compared to the at hand studies (c/s = 0.2). This smaller c/s value was selected, as previous studies [16] showed that a c/s ratio of 0.15–0.3 is suitable for hydrogenation of the xylanhydrolysate xylose to xylitol. Another argument for decreased Ru/C catalyst loading was the assumption, that too much catalyst may cause enzyme deactivation due to adsorption on the amorphous catalyst carrier (activated carbon powder). The dilute substrate concentration of 1 wt% is very common in relevant reported research [8, 13, 17] and can be explained by solubility issues of lignocellulosic compounds in water and by the desire to limit the required amount of catalyst. The selected ratio of enzymes to substrate of 0.25–1 is also based on literature values [19] and preliminary experiments (not shown). However, our results show (see Figs. 2, 4) that the ratio of Ru/C versus enzymes strongly influences the xylose and xylitol production. There is strong potential for future optimization, because too high concentration of either one of the catalysts should be avoided to minimize the deactivation of the other respective catalyst.

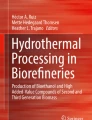
Xylose production (a) and conversion to xylitol (b) via 2-step process with different enzyme loadings (AccelleraseXY, 100 rpm, 60 °C, atmospheric) during the 1st step 24 h and temperature variation for the 2nd step 4 h of hydrogenation at 10 bar H2 with 2 g/kg Ru catalyst (5 wt% Ru on act. C)
While the xylan conversion remained stable on a level about 80% regardless of the enzyme loadings, the yield of xylose showed clear differences between the various enzyme loadings. At low enzyme loadings, there was an unfavorable ratio between available enzymes and substrate, so that the turnover rate was reduced and less xylose was formed (see Fig. 4a). The majority of xylose was formed mainly in the first 4–6 h.
The product yield curves of xylose and xylitol, combined with the xylan data, prove the xyloseinduced product inhibition of Accellerase XY and show how a subsequent (or preferably immediate) conversion of xylose can overcome this issue. As seen in Fig. 4b with regard to the xylitol yields, there is a clear dependency of temperature and xylitol formation. Only at 100 °C a complete hydrogenation of xylose was achieved within 4 h. Therefore, for a future optimization of the process parameters of both sub-processes the kinetics of delayed xylitol formation at temperatures below 100 °C must be intensively investigated in further studies.
As described in the experiments above, a large part of the xylan is hydrolyzed in the first few hours. In order to meet the goal of simultaneous enzymatic hydrolysis and chemo-catalytic hydrogenation, in the following experiment, the time of the pure hydrolysis at 50 °C was shortened to 1 h. Then, the temperature was increased to 90 °C, the maximum usable temperature due to the thermal deactivation of the enzymes even if this is not optimal for hydrogenation (see Fig. 5).

Xylan conversion via 2-step process (Eco/vis mix, 250 rpm, 50 °C, atmospheric) during 1st step 1 h and hydrogenation during 2nd step 5 h at 90 °C and 10 bar H2 in the presence of 3 g/kg Ru cat. (5 wt% Ru on Act. C)
The results of the experiment on enzymatic hydrolysis at 50 °C with subsequent Ru-catalyzed hydrogenation at 90 °C show only small increase in xylan conversion from 74% at 1 h to an end conversion of ca. 80%. This appears to be maximum possible conversion, which could not be changed by the given conditions (temperature < 100 °C, pressure < 10 bar) either by higher enzyme loadings or by a timely hydrogenation of the xylose. Xylan consists of up to 13% glucuronic acid (according to xylanase provider Megazyme) linked to xylose, where most xylanases seem to be unable to cleave this bond [20]. Furthermore, autohydrolytic catalysis can cleave hemicelluloses to monomer–oligomer mixtures but the overall hydrolysis typically remains incomplete [21].
In contrast to the previous experiments, the xylan was cleaved only partially to xylose, whereas after the earlier 24-h hydrolysis almost complete conversion was achieved. Regarding the xylan and xylose data past 1 h, it can be assumed that no significant amount of xylose was further produced during the hydrogenation phase. Hence, a sustained increase in temperature to 90 °C resulted in inactivation of the enzymes within a very short time. Furthermore, the low hydrogenation temperature led to a very low yield of xylitol (16% based on initial xylan).
Despite the low conversion of xylose to xylitol at low temperatures for hydrogenation below 100 °C, a final concluding experiment was conducted to test the combination of bio- and chemo-catalysis in the same one-step process and reactor. For this, the temperature was set in favor of the hydrolysis to 60 °C, while the stirring speed was adjusted to 1000 rpm and the pressure to 20 bar in favor of hydrogenation. The results are shown in Fig. 6.

One-pot enzymatic hydrolysis of xylan and chemical hydrogenation of xylose to xylitol (0.5 ml/l Accellerase XY, 20 bar H2, 1.5 g/l Ru/C (5 wt.% Ru on Act.C), 60 °C, 1000 rpm)
The one-step process at low temperature of 60 °C, with high pressure and stirring speed right from the beginning shows a xylitol yield below 20% after 8 h. This is very low compared to the existing industrial process using Raney-Nickel catalysts. Here, xylitol yields of 50–60% are achieved (based on xylan) at 140 °C and 50 bar [22, 23]. However, in contrast to the shortened 2-step process (Fig. 5) a steady increase in xylan conversion and xylitol production can be observed. This means that under the chosen conditions both the enzymes and the chemical catalysts are able to work and the experiment has shown that an implementation of a one-step process in one-pot is possible at very moderate process conditions, with potential for energy and resource savings.
4 Conclusion
In all investigated experiments, the conversion of xylan was about 80%, which was almost completely split into monomers (xylose) by enzymes at the 2-step process with a hydrolysis of 24 h. The conversion rate of 80% demonstrated a maximum, which could not be changed by the given conditions (temperature < 100 °C, pressure < 10 bar) either by higher enzyme loadings or by a timely hydrogenation of the xylose and the related reduction of xylose-indicated product inhibition through subsequent product conversion. Possible explanations for this observation were discussed. Furthermore, it was shown that hydrogenation of xylose to xylitol is possible even at low temperatures (< 90 °C), whereby temperatures above 100 °C led to complete conversion of xylose to xylitol within 4 h. An adaption of temperature in favor of the enzymatic hydrolysis had a positive effect on the process and enabled simultaneous hydrolysis and chemo-catalytic hydrogenation in one reactor.
The experiments were dedicated to push open the window towards progressive process concepts that try to combine enzymatic and chemo-catalytic reaction pathways in an advantageous manner. The interplay between product-inhibition, temperature- and pressure-induced enzyme deactivation and chemical reaction kinetics showed a complex dynamic. Potential advantageous process conditions could evolve from the 2-step process concept, given the right ratio between reactant, enzyme and precious metal catalyst. The reaction time and temperature for the two process steps offer strong possibilities for process optimization.
References
Boussarsar HB, Rogé B, Mathlouthi M (2009) Biores Technol 100(24):6537–6542
Brecker L, Wicklein D, Moll H et al (2005) Carbohydr Res 340(4):657–663
Kim KH, Tucker MP, Keller FA et al (2001) Appl Biochem Biotechnol A 91(1):253–267
Leppänen K, Spetz P, Pranovich A et al (2011) Wood Sci Technol 45(2):223–236
Rehman MSU, Kim I, Kim KH, Han JI (2014) Int J Environ Sci Technol 11(2):543–550
Anwar Z, Gulfraz M, Irshad M (2014) J Radiat Res Appl Sci 7(2):163–173
Rafiqul ISM, Mimi Sakinah AM (2013) Food Rev Int 29:127–156
Kusema BT, Hilpmann G, Mäki-Arvela P et al (2011) Catal Lett 141:408–412
Hilpmann G, Becher N, Pahner F et al (2016) Catal Tod 259(2):376–380
Borges TA, de Souza AT, Squina FM et al (2014) Process Biochem 49(1):77–83
Paës G, Berrin JG, Beaugrand J (2012) Biotechnol Adv 30(3):564–592
Chattopadhyay SU, Raychaudhuri U, Chakraborty R (2014) J Food Sci Technol 51(4):611–621
Mäki-Arvela P, Salmi T, Holmbom B et al (2011) Chem Rev 111(9):5638–5666
Walther T, Ostermann K, Listewnik HF et al (2002) German Patent DE 10222373.4-42
Miller GL (1959) Anal Chem 31(3):426–428
Hilpmann G (2017) Process Intensification via Catalytic One-Pot Conversion of Hemicelluloses to Sugar-Alcohols. PhD Technische Universität Dresden, Dresden
Fabičovicová K, Malter O, Lucas M, Claus P (2014) Green Chem 16:3580–3588
Ribeiro LS, Delgado JJ, Melo Órfao JJ, Pereira MFR (2016) RSC Adv 6:95320–95327
Dumon C, Song L, Bozonnet S, Et al (2012) Proc Biochem 47(3):346–357
Puls J, Sinner M, Dietrichs HH (1978) Starch 30(9):294–299
Salmi T, Murzin DY, Mäki-Arvela P et al (2014) AIChE J 60(3):1066–1077
Herrera VAS, Oladele O, Kordás K, et al (2011) J Chem Technol Biotechnol 86(5):658–668
Déchamp N, Gamez A, Perrard A, Gallezot P (1995) Catal Today 24(1–2):29–34
Acknowledgements
Funding from Technische Universität Dresden, Faculty of Mechanical Engineering via the “Eigenforschung” program is gratefully acknowledged. In addition, the authors thank the EU for funding of the project “CrossCat” supported by EFRE Program (ERA-IB) of Sächsisches Staatsministerium für Wissenschaft und Kunst (SMWK, Grant No. 100271549).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
This paper is dedicated to the 60th birthday of Tapio Salmi.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Hilpmann, G., Steudler, S., Ayubi, M.M. et al. Combining Chemical and Biological Catalysis for the Conversion of Hemicelluloses: Hydrolytic Hydrogenation of Xylan to Xylitol. Catal Lett 149, 69–76 (2019). https://doi.org/10.1007/s10562-018-2598-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10562-018-2598-7