
Abstract
This study explores the use of rice husk ash (RHA) and manufactured sand (M-sand) as replacements for cement and fine aggregate, respectively, in lightweight oil palm shell concrete (OPSC). In the first stage of this study, the effect of various cement replacement levels, with RHA (5%, 10%, 15%, and 20%) and 100% sand replacement with M-sand and quarry dust (QD), on the compressive strength of OPSC was investigated. The results showed that the highest compressive strength of OPSC of about 51.49 MPa was achieved with the use of 15% RHA and M-sand. In the second stage of the work, the variables of RHA (0 and 15%) and M-sand (0, 50%, and 100%) were used to investigate their combined effects on the mechanical properties of OPSC. It was found that the combination of 15% RHA and 100% M-sand gave the best performance of OPSC in terms of mechanical properties, such as compressive, splitting tensile, flexural strength, and Young’s modulus.
抽象的
目的
探索稻壳灰和人工砂在轻质油棕壳混凝土中部 分替换水泥和细骨料对混凝土力学性能的影 响, 期望得到力学性能较高的轻质混凝土。
方法
1. 将不同比例的稻壳灰 (5%, 10%, 15% 和 20%) 替换水泥和 100% 的人工砂或石粉替换沙 子, 研究它们对混凝土抗压强度的影响; 2. 研 究不同替换比例的稻壳灰 (0 和 15%) 和人工砂 (0–50% 和 100%) 对混凝土力学性能的综合 影响。
结论
1. 在 15% 的稻壳灰替换水泥和 100% 人工砂替换 沙子的情况下, 最大抗压强度为 51.49 MPa; 2. 替换比例为 15% 稻壳灰和 100% 人工砂的组合 表现出最好的力学性能, 包括抗压强度、抗拉 强度、 抗弯强度和杨氏模量。
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
It is estimated that by the year 2020, the consumption of ordinary Portland cement (OPC) would be around 2.5 billion tonnes, which could lead to a huge demand for raw materials for the production of OPC. OPC production is very energy extensive and causes many environmental problems, such as air pollution and the depletion of natural flora and fauna. The utilization of waste materials, such as fly ash, ground granulated blast furnace slag, rice husk ash (RHA), silica fume, bagasse, and cement dust in the development of sustainable concrete, could lead to durable and low cost construction materials.
RHA is one of the abundantly produced agricultural wastes and has good pozzolanic characteristics. Previous studies concluded that RHA is suitable for partial replacement because of its very high silica (SiO2) content of approximately 90%, and, in amorphous form, it is suitable for use as a pozzolanic material (Bui et al., 2005). In some countries, rice husk has been widely used in electricity generating power plants and as a fuel in rice mills to reduce the rice husk volume (Ganesan et al., 2008). When rice husk is burnt, about 20% of ash could be produced from the rice husk, which is termed as RHA. The silica content in RHA improves the mechanical properties of concrete (Rodríguez de Sensale, 2006). The use of RHA also reduces the demand for OPC in concrete production.
The amount of RHA replacement in concrete is influenced by the high amount of silica content and the micro-porous structure of the RHA. RHA enhances the mechanical properties of concrete due to the reaction of SiO2 with Ca(OH)2 during the hydration process to form additional calcium silicate hydrate (CSH) gel. Yu et al. (1999) confirmed that the amorphous silica in RHA concrete, at a temperature of 40 °C and in the presence of water, reacts with Ca(OH)2 to form CSH gel.
In addition to cement consumption, the over extraction of natural sand causes ecological imbalance. Alternative aggregates from quarrying activities, recycled material from demolished construction wastes, and industrial and agricultural by-products, such as marble dust, brick dust, and fly ash, have been investigated as an alternative to conventional sand to overcome the shortage of sand. Nataraja et al. (2001) developed concrete using large-size quarry dust (QD) waste as fine aggregate, while the ready-mix concrete industry in Singapore has been replacing natural sand with modified QD, commonly known as manufactured sand (M-sand) since 2007.
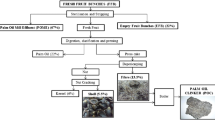
Malaysia is one of the largest exporters of crude palm oil in the world. During extraction of crude palm oil, one of the by-products is oil palm shell (OPS). The use of OPS as lightweight aggregate in the production of lightweight concrete (LWC) has environmental, economic and structural benefits over conventional concrete. The major benefit of the use of OPS as lightweight coarse aggregate in concrete lies in the environmental aspect. After the extraction of palm oil, the OPS is usually dumped in the vicinity of the palm oil factory. The reuse of the OPS waste material in concrete could encourage reduction in the environmental pollution associated with the irresponsible disposal of OPS waste. In addition, when OPS is used to produce LWC, the resulting OPS concrete (OPSC) is found to have good thermal insulation properties compared to conventional concrete (Alengaram et al., 2013; Liu et al., 2014), and, therefore, such concrete could be of significant benefit when used in concrete blocks or walls. This could lead to significant energy savings due to the reduction in air-conditioning, and, hence, contribute towards the construction of a more environmentally friendly building.
Economic savings could also be achieved with the use of OPS as coarse aggregate in concrete. Since conventional granite aggregate is a non-renewable material, the reduction in its availability coupled with the increase in demand could lead to a considerable price hike for the material in the long run. In contrast, OPS is low-cost since it is essentially a waste material, and the increased application of OPSC in the construction field could provide an alternative to reduce the demand for granite. Moreover, the use of OPSC with lower self-weight for structural members could eventually contribute to economic savings in the construction field due to reduced foundation size, transportation costs, etc.
From the structural point of view, since OPSC typically has a density of about 20% less than that of conventional concrete, the use of OPSC in structural members could contribute towards a reduction in the self-weight, and, hence allows for more flexibility in structural design. In addition, OPSC also exhibits excellent ductility performance compared to conventional concrete (Alengaram et al., 2008a). The ductility of concrete members is particularly useful in sudden events, such as blasts and earthquakes, as it facilitates earlier escape of the occupants. Fibre-reinforced OPSC has also been found to perform admirably under impact loading (Mo et al., 2014a). However, since LWC is commonly known to have inferior concrete properties compared to conventional concrete, such as tensile strength, durability, and shrinkage, there is a need to produce a higher strength OPSC to combat these deficiencies.
Therefore, this study is devoted to producing a sustainable high strength OPSC incorporating RHA and M-sand. Based on life cycle assessment studies carried out in the past, the use of conventional construction materials, such as granite and mining sand, contributed to emission factors of 0.0459 and 0.0139 t CO2-e/t, respectively (Flower and Sanjayan, 2007). On the other hand, the carbon dioxide (CO2) emissions due to the use of OPS and M-sand as replacements for coarse and fine aggregate, respectively, are negligible as they are considered as waste materials and do not require extensive processing. Furthermore, it was reported that the use of RHA as a cement replacement material could contribute to a reduction of about 3 million tonnes of CO2 emissions (Jahren and Sui, 2013). Hence, this research focuses on the potential use of RHA as a cement replacement material and different types of fine aggregate, such as mining sand, QD, and M-sand to give added value to the OPSC in terms of environmental and strength aspects. In the first part of this study, the effect of various percentages of RHA (5%, 10%, 15%, and 20%) with all the different types of fine aggregate on the compressive strength of OPSC was investigated. After obtaining the optimum mix for the highest compressive strength based on the RHA content and types of fine aggregate, further investigation was carried out to evaluate the mechanical properties of the OPSC with these materials, such as compressive, splitting tensile, flexural strength, and Young’s modulus (E).
2 Materials
2.1 Binder
OPC Type 1 of grade 42.5 conforming to the Malaysian Standard (MS 522: Part 1:2003, 2003) was used in the concrete as the binding material. RHA was used as partial cement replacement in this study. The Blaine surface area of OPC and RHA were 351 and 486 m2/kg, respectively. The X-ray diffraction analysis (XRD) results and the scanning electron microscopic (SEM) analysis image of RHA are given in Figs. 1 and 2, respectively. The SEM image showed that the RHA sample has irregular shaped particles with many micro-pores. The porous morphology as observed may also be attributed to the burning out of the organic component and caused higher loss on ignition (LOI) value in the RHA. The chemical and physical properties of the OPC and RHA are provided in Table 1.

XRD results of RHA

SEM image of RHA
2.2 Fine aggregate
Conventional mining sand (SD), QD, and M-sand were used as fine aggregate in the preparation of control concrete. The QD, a local waste material, is a by-product obtained during the production of the crushed granite for coarse aggregate whereas the M-sand is processed QD produced using the vertical shaft impact (VSI) crusher. In the VSI crusher, the aggregates were subjected to centrifugal force in the crusher, and, consequently, were forced to hit each other, thereby removing flaky particles and resulting in a more cubical-shaped particle. The VSI technology is commonly used to remove the angular edges of the QD to obtain cubical particles with consistent grading ideal for use in concrete production.
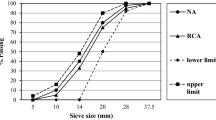
In this investigation, the fine aggregate was sieved to obtain particle sizes ranging between 0.3 mm and 4.75 mm. The physical properties of SD, QD, and M-sand are given in Table 2. The specific gravity and water absorption of the fine aggregate given are based on ASTM C128-12 (2012). The particle size distributions of QD and M-sand are given in Fig. 3.

Particle size distribution of crushed OPS and fine aggregate
2.3 Coarse aggregate
Crushed OPS (Fig. 4) with sizes between 2.36 and 9 mm was used as coarse aggregate in this study. The OPS was firstly washed with detergent to remove the oil, dust, and mud particles that are found on the surface of the OPS aggregate. Compact powder detergent was used since this type of detergent could increase the washing efficiency and reduce the environmental impact by up to 50% (Saouter et al., 2001). Future works could also be carried out to improve the washing technique of OPS to further reduce the environmental impact for the processing of OPS.

Crushed OPS
Since the OPS has high water absorption, the OPS was soaked in water for 24 h and then air dried to achieve a saturated surface dry (SSD) condition prior to casting. The physical properties and grading of the crushed OPS are shown in Table 2 and Fig. 3, respectively. The bulk density of OPS was determined according to BS EN 1097-3:1998 whereas the specific gravity and water absorption of OPS were tested according to the procedure set out in (ASTM C127-12, 2012).
2.4 Water and superplasticiser
Potable water with pH 7 was used for all OPSC mixes for casting. Polycarboxylate-ether (PCE)-based superplasticiser (SP) with a specific gravity and solid content of 1.11 and 42%, respectively, was used to facilitate workability. The maximum dosage of the SP used was 1.2% of the mass of binder.
3 Experimental
3.1 Mix design
The mix design method used was based on the specific gravity method, which requires trial mixes, and was aimed at achieving a compressive strength exceeding 40 MPa. In the past, it was shown that the production of OPSC required a high amount of cement content up to 550 kg/m3 (Shafigh et al., 2012; Mo et al., 2014b). Therefore, in this study, to produce high strength LWC, the binder content was fixed at 550 kg/m3 for all mixes.
In addition, the water to binder (w/b), aggregate to binder (a/b), and sand to binder (s/b) ratios were kept constant at 0.35, 0.66, and 1.6, respectively. In the first stage of the work, based on the specific gravity method, a total of 15 trial mixes were prepared where OPC was replaced with varying RHA contents of 0, 5%, 10%, 15%, and 20%. The mix proportions for the trial mixes are given in Table 3. The SP used in these mixes was 0.6% by weight of binder. After casting, the concrete samples were covered with plastic sheeting and left in laboratory conditions for 24 h before de-moulding. The samples were then water-cured continuously until the time of testing. The performance of these mixes was evaluated based on the 1-, 3-, 7-, and 28-d compressive strength. The optimum percentage of RHA replacement and the most suitable fine aggregate replacement (QD or M-sand) for the conventional mining sand was determined from the strength development up to 28 d.
In the second stage of the work, in addition to the optimum quantity of RHA, the conventional mining sand was replaced by M-sand in the OPSC, as shown Table 4. With reference to the results obtained from the first stage, a total of five mixes were prepared to evaluate the effect of 15% RHA replacement on the 50% and 100% replacement of M-sand in the OPSC mixes. Note that in this part of the work, to achieve a minimum slump of 80 mm for all mixes, 0.8% SP was used for mixes without RHA, while the SP dosage was increased to 1.2% for the mixes with RHA. This was due to the higher fineness of RHA, which requires higher water demand in the concrete to maintain the required workability in the OPSC with RHA. Safiuddin et al. (2010) recommended the use of a higher dosage of high range water reducer when an RHA replacement level of 15% or more was used. A similar approach for increasing the SP content was also adopted by Chao-Lung et al. (2011) and Cordeiro et al. (2009), while Chindaprasirt et al. (2007) also modified the mix design of concrete containing RHA with a higher w/b to accommodate the higher water demand in the concrete with RHA.
3.2 Test method
The workability of the fresh concrete was determined from the slump test, which was carried out according to BS EN 12350-2:2009. OPSC specimens of 100 mm3 were cast and tested for ultrasonic pulse velocity (UPV) (ASTM C597-09, 2009) and compressive strength (BS EN 12390-3:2009, 2009). Concrete specimens comprising Φ100 mm×200 mm cylinders and 100 mm×100 mm×500 mm prisms were used for splitting tensile (BS EN 12390-6:2009, 2009) and flexural tensile strengths (BS EN 12390-5:2009, 2009), respectively. In addition, Φ150 mm×300 mm cylinders were tested for Young’s modulus (ASTM C469-02, 2002) at the age of 28 d.
4 Results and discussion
4.1 Compressive strength
The 28-d compressive strength test results for the trial mixes are presented in Table 5. The highest compressive strength of 51.49 MPa was obtained from the mix MS15A with M-sand as fine aggregate and contained 15% RHA as partial cement replacement. All the other OPSC mixes also had 28-d compressive strength exceeding 41 MPa, which is the minimum requirement stipulated in ACI 363R for high strength concrete, indicating that the mix design used is capable of producing high strength OPSC.
As shown in Table 5, the mixes with M-sand as fine aggregate were found to have higher compressive strength of up to 8% compared to the corresponding mixes with QD as fine aggregate. This could be explained by the cubical shape of M-sand, which provided improved bonding of the M-sand with the cement matrix compared to the QD. Furthermore, no significant adverse effect was noticed on the compressive strength of OPSC containing M-sand compared to that with conventional mining sand, and thus, the M-sand could be used as a potential alternative for natural mining sand in OPSC. However, the compressive strength results showed that the use of QD as full replacement of fine aggregate slightly reduced the 28-d compressive strength of OPSC. This could be attributed to the presence of flaky particles, silt, and dust, which could hamper the concrete strength. Hence, full replacement of conventional mining sand with QD is not recommended. However, future works may be carried out to investigate the feasibility of utilizing QD as partial replacement of conventional mining sand.
In addition, the trial mix results showed that the optimum amount of RHA as partial cement replacement was 15% at all ages. The governing factors for this could be the filler effect and pozzolanic reaction provided by RHA. At the early ages of concrete in which pores were present due to incomplete cement hydration, the finer RHA particles could have acted as a filler and filled the micro-voids within the cement particles (Safiuddin et al., 2010). However, at later stages, the increment in strength of the OPSC with RHA was mainly due to the pozzolanic effect of the RHA, which reacted with the residual calcium hydroxide (Ca(OH)2) from cement hydration to form CSH gel. The additional CSH produced could have reduced the porosity in the concrete and improved the microstructure of the interfacial transition zone between the aggregate and the cement matrix (Zhang et al., 1996), which resulted in the increased compressive strength of the concrete. However, when the RHA content was increased to 20%, generally, the 28-d compressive strength was reduced by about 5%–10% (Fig. 5) compared to the OPSC with 15% RHA. Such a phenomenon could be explained by the dilution effect whereby the lack of cement hydration in the mixes hindered the compressive strength gain.

Effect of RHA content on compressive strength
Based on the compressive strength results for the trial mixes, mixes with M-sand and 15% RHA replacement level were selected for further investigation concerning the mechanical properties of OPSC.
4.2 Workability
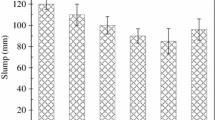
The slump values obtained in this study are given in Table 6. In accordance with the classification of workability by Neville (1995), all the OPSC mixes in this study exhibited medium to good workability with slump values ranging between 80 and 150 mm. The inclusion of 15% RHA as cement replacement in mixes MSA1 and MSA2 tend to reduce the slump value by about 30%–50%, which could be attributed to the higher viscosity of the fresh OPSC mix containing RHA observed during the mixing process. The increased cohesiveness and stickiness of fresh concrete with RHA was also reported by Safiuddin et al. (2010). However, as indicated in Table 6, the use of M-sand had a slight effect on the workability of the OPSC mix. The use of M-sand increased the slump values by 8% and 15%, respectively, when it was used at 50% and 100% replacement levels, respectively. The improved workability with the use of M-sand could be attributed to the better aggregate shape with reduced flakiness, as well as the presence of finer sized particles.
4.3 Density
Two types of density, namely saturated surface dry (SSD) and oven dry density (ODD) were recorded for all the OPSC mixes at the age of 28 d (Table 6). All the OPSC mixes produced an ODD of below 2000 kg/m3 and thus fulfilled the density requirement for LWC. In general, the SSD densities obtained for OPSC in this study were about 110–170 kg/m3 higher than those of ODD.
The density of the OPSC mixes decreased when 15% RHA was used to replace OPC, regardless of the density in SSD or ODD condition, and it was observed that OPC replacement with 15% RHA reduced the density of OPSC by about 3%–6%. Previous studies reported that the substitution of OPC with mineral admixture in structural LWC reduced the density of concrete (Kılıç et al., 2003; Shafigh et al., 2013), which may be attributed to the lower specific gravity of the supplementary cementitious material compared to OPC (Akçaözoğlu and Atiş, 2011; Mo et al., 2014b). In this study, RHA has a lower specific gravity (2.30) than OPC (3.10), and, hence, the replacement of 15% of OPC had a direct influence on the density reduction.
However, no significant trend in the density was observed when M-sand was used to replace conventional mining sand, which was likely due to the similar grain sizes of both types of fine aggregate.
4.4 Ultrasonic pulse velocity
The UPV test is regarded as a non-destructive technique to assess the quality of concrete. In this study, the UPV test was conducted and measured at the age of 28 d. All of the OPSC mixes in this study had 28-d UPV values of about 3.8–4.0 km/s, and thus the OPSC produced may be categorized as having ‘good’ quality based on the classification by Leslie and Cheesman (1949). As shown in Table 6, the effects of both the RHA and M-sand were minimal on the UPV values of OPSC. Note that even upon full replacement of conventional mining sand with M-sand, the UPV values were not significantly affected, which gives a good first indication concerning the possibility of utilizing M-sand to replace conventional mining sand. Such a finding could further encourage the use of M-sand as a sustainable material that reduces the dependency on conventional mining sand.
4.5 Compressive strength
The 1-, 3-, 7-, and 28-d compressive strength of the OPSC mixes are presented in Table 6. The highest 28-d compressive strength of 51.49 MPa was achieved for the mix MSA2 with 15% RHA as partial cement replacement and 100% M-sand as fine aggregate replacement.
Generally, all mixes exhibited a similar trend in the compressive strength development with almost 70% of the 28-d strength achieved by the age of 7 d. When analyzing the 1-d strength, it is interesting to note that the presence of 15% RHA in mixes MSA1 and MSA2 contributed to an increase of 20% and 28% compared to the corresponding mixes of MS1 and MS2, respectively. As explained earlier, the increase in the early strength of the OPSC could be due to the filler effect of RHA, which reduced the porosity of the concrete. This is particularly beneficial in the case of pre-cast concrete, whereby early strength gain is essential. However, it could be seen that the strength increase was reduced over time as the filler effect was surpassed by the more prevailing pozzolanic reaction in the concrete. Nevertheless, mixes with RHA exhibited higher compressive strength at all the other ages compared to the corresponding OPSC mixes without RHA, and, as explained earlier, this could be caused by the production of additional CSH gel with the use of RHA, which improved particle packing, and, hence, enhanced the microstructure of the OPSC.
The use of M-sand also showed a positive influence on the compressive strength of OPSC with an increase of about 5% found for mixes MS1 and MS2 compared to the control mix MS0. The removal of the flaky particles in the processing of M-sand enabled better bonding of the fine aggregates with the cement matrix, which reduced the interface porosity and resulted in higher concrete strength. This could also explain the highest compressive strength obtained for mix MSA2 as the better particle shape of M-sand improved the effectiveness of the RHA in the infilling of voids. As the interface porosity between the M-sand and cement paste was reduced due to the more cubical shapes of M-sand, the CSH gel produced from the pozzolanic reaction of RHA could act more efficiently in filling the pores elsewhere, particularly between the OPS aggregate and cement matrix, which is usually the weakest area, and, hence, effectively enhance the compressive strength.
4.6 Splitting tensile strength
As shown in Fig. 6, mix MSA2 produced the highest splitting tensile strength of 3.45 MPa, which accounted for a 28% improvement in the compressive strength compared to the control mix MS0. Since the presence of RHA increased the compressive strength of OPSC, as expected, the splitting tensile strength of OPSC with RHA also improved. The improvement in the splitting tensile strength could be attributed to the strong bond at the interfacial transition zone caused by the pozzolanic reaction of RHA, as described in earlier sections. All the mixes that contained M-sand achieved a higher splitting tensile strength compared to the control SD mix. This could be due to the particle shape of M-sand, which provided better bonding, as explained earlier. Nevertheless, in general, the splitting tensile strength of all OPSC mixes was about 6%–7% of the corresponding cube strength, which is in agreement with the published results for OPSC (Alengaram et al., 2013). No significant effect of RHA and M-sand was observed on the ratio of the splitting tensile and cube compressive strength.

Splitting and flexural tensile strengths
Table 7 shows the predicted splitting tensile values in modified international federation for structural concrete (FIP) equations suggested in previous studies (Alengaram et al., 2010; Shafigh et al., 2012) and the comparison with the experimental splitting tensile strength of OPSC. The splitting tensile strength prediction equations proposed by Alengaram et al. (2010) and Shafigh et al. (2012) are respectively shown as
where ft is the splitting tensile strength (MPa), and fcu is the cube compressive strength (MPa).
It was found that the splitting tensile strength equation proposed by Alengaram et al. (2010) gave a conservative prediction of the splitting tensile strength of OPSC obtained in this study with a difference of up to 30%. On the other hand, apart from mix MS0, the splitting tensile strength of the remaining OPSC mixes agreed well with the prediction equation suggested by Shafigh et al. (2012) with deviations of only 2%–9%.
4.7 Flexural tensile strength
In general, the flexural tensile strength results had a similar pattern as the findings from the splitting tensile strength with mix MSA2 having the highest flexural tensile strength of 6.04 MPa (Fig. 6). The flexural tensile strength of the OPSC mixes with RHA was found to increase by 6%–15% compared to the corresponding OPSC mixes without RHA. Similar to the splitting tensile strength, the improvement in flexural tensile strength was largely due to the packing ability of the finer RHA particles. This enhanced the microstructure of the concrete, which gave rise to the strength increment. Apart from mix MS2, all other OPSC mixes with M-sand had a higher flexural tensile strength compared to the control mix MS0.
It was reported that for concrete having a compressive strength of more than 25 MPa, the flexural strength is 8%–11% of the compressive strength (Shetty, 2005), which agreed well with the experimental findings where the ratio was also about 11%. In addition, the flexural to splitting tensile ratio found in this study was between 1.6 and 1.8, which was comparable to the range reported by Alengaram et al. (2008b) for OPSC.
4.8 Young’s modulus
The results for the Young’s modulus of OPSC obtained in this study are presented in Table 8. The Young’s modulus obtained falls in the range of 14–17 GPa, which satisfied the Young’s modulus range of between 10 and 24 GPa for structural LWC suggested in the FIP manual. The Young’s modulus for OPSC obtained in this study was also found to be similar to those obtained by Campione et al. (2001), which reported Young’s moduli of LWC using pumice and expanded clay of 15.2 and 14.5 GPa, respectively.
From Table 8, it was found that in the presence of RHA, the Young’s modulus of OPSC was increased by up to 25%. This could be attributed to the finer RHA particles, which were effective in the filling of pores, resulting in a better interfacial transition zone between the OPS aggregate and cement matrix. Alengaram et al. (2011) also noted that the use of finer mineral admixture, such as silica fume and fly ash, was beneficial in improving the Young’s modulus of OPSC due to the penetration of these mineral admixtures on the surface micro-pores present on the OPS aggregates. On the other hand, no significant difference of Young’s modulus was observed with partial and full conventional mining sand replacement with M-sand.
The comparison between the measured and predicted Young’s moduli of OPSC proposed by Alengaram et al. (2011) is presented in Table 8. The Young’s modulus prediction equation based on the modification on the FIP equation is given as
where E (GPa) is the Young’s modulus.
It was found that in the mixes without RHA, the experimental Young’s moduli were comparable to the predicted Young’s moduli with only a maximum difference of 1.7 GPa, which is still acceptable, considering that the prediction equation proposed by Alengaram et al. (2011) allows for a difference of ±1.5 GPa. In the case of mixes MSA1 and MSA2, the experimental Young’s moduli obtained were 33% and 47% higher, respectively, compared to the predicted Young’s moduli. Such an occurrence could be explained by the effectiveness of the RHA in enhancing the Young’s modulus of OPSC, which could require an additional magnification factor in the equation for a more accurate prediction.
5 Conclusions
Based on the trial mix results the following could be summarized:
-
1.
High strength lightweight OPSC with compressive strength exceeding 41 MPa was successfully developed with the incorporation of RHA and M-sand.
-
2.
Full replacement of conventional mining sand with M-sand improved the compressive strength of OPSC as opposed to the reduction in strength with the use of QD.
-
3.
The optimum amount of RHA to be used for strength enhancement was 15%, and a further increase resulted in a decrease in the compressive strength of OPSC.
The further conclusions stated below could also be drawn based on the results obtained in the second part of the work:
-
1.
Increasing the RHA content as partial cement replacement resulted in the decrease in workability, while increasing the amount of M-sand as natural sand replacement increased the workability of the fresh OPSC mixes.
-
2.
Partial cement replacement with 15% RHA improved the compressive strength of OPSC at all ages due to filler effect and pozzolanic reaction, while the use of M-sand had a slight positive effect on the compressive strength of OPSC.
-
3.
A higher splitting and flexural tensile strength of OPSC was obtained in the presence of RHA and M-sand. The splitting tensile strength of OPSC may be estimated using the modified FIP equation.
-
4.
Young’s modulus of OPSC was enhanced with the use of 15% RHA, while no significant effect was found on the Young’s modulus when M-sand was used.
References
Akçaözoğlu, S., Atiş, C.D., 2011. Effect of granulated blast furnace slag and fly ash addition on the strength properties of lightweight mortars containing waste PET aggregates. Construction and Building Materials, 25(10): 4052–4058. [doi:10.1016/j.conbuildmat.2011.04.042]
Alengaram, U.J., Jumaat, M.Z., Mahmud, H., 2008a. Ductility behaviour of reinforced palm kernel shell concrete beams. European Journal of Scientific Research, 23(3): 406–420.
Alengaram, U.J., Jumaat, M.Z., Mahmud, H., 2008b. Influence of sand content and silica fume on mechanical properties of palm kernel shell concrete. International Conference in Construction, Building and Technology, Kuala Lumpur, Malaysia, p.251–262.
Alengaram, U.J., Mahmud, H., Jumaat, M.Z., et al., 2010. Effect of aggregate size and proportion on strength properties of palm kernel shell concrete. International Journal of the Physical Sciences, 5(12):1848–1856.
Alengaram, U.J., Mahmud, H., Jumaat, M.Z., 2011. Enhancement and prediction of modulus of elasticity of palm kernel shell concrete. Materials & Design, 32(4): 2143–2148. [doi:10.1016/j.matdes.2010.11.035]
Alengaram, U.J., Al Muhit, B.A., Jumaat, M.Z., et al., 2013. A comparison of the thermal conductivity of oil palm shell foamed concrete with conventional materials. Materials & Design, 51:522–529. [doi:10.1016/j.matdes.2013.04.078]
ASTM C127-12, 2012. Standard Test Method for Density, Relative Density (Specific Gravity), and Absorption of Coarse Aggregate. ASTM International.
ASTM C128-12, 2012. Standard Test Method for Density, Relative Density (Specific Gravity), and Absorption of Fine Aggregate. ASTM International.
ASTM C469-02, 2002. Standard Test Method for Static Modulus of Elasticity and Poisson’s Ratio of Concrete in Compression. ASTM International.
ASTM C597-09, 2009. Standard Test Method for Pulse Velocity through Concrete. ASTM International.
BS EN 1097-3:1998, 1998. Tests for Mechanical and Physical Properties of Aggregates. Determination of Loose Bulk Density and Voids. British Standards Institution.
BS EN 12390-3:2009, 2009. Testing Hardened Concrete. Compressive Strength of Test Specimens. British Standards Institution.
BS EN 12390-5:2009, 2009. Testing Hardened Concrete. Flexural Strength of Test Specimens. British Standards Institution.
BS EN 12390-6:2009, 2009. Testing Hardened Concrete. Tensile Splitting Strength of Test Specimens. British Standards Institution.
Bui, D.D., Hu, J., Stroeven, P., 2005. Particle size effect on the strength of rice husk ash blended gap-graded Portland cement concrete. Cement and Concrete Composites, 27(3):357–366. [doi:10.1016/j.cemconcomp.2004.05.002]
Campione, G., Miraglia, N., Papia, M., 2001. Mechanical properties of steel fibre reinforced lightweight concrete with pumice stone or expanded clay aggregates. Materials and Structures, 34(4):201–210. [doi:10.1007/BF02480589]
Chao-Lung, H., Anh-Tuan, B.L., Chun-Tsun, C., 2011. Effect of rice husk ash on the strength and durability characteristics of concrete. Construction and Building Materials, 25(9):3768–3772. [doi:10.1016/j.conbuildmat.2011.04.009]
Chindaprasirt, P., Homwuttiwong, S., Jaturapitakkul, C., 2007. Strength and water permeability of concrete containing palm oil fuel ash and rice husk-bark ash. Construction and Building Materials, 21(7):1492–1499. [doi:10.1016/j.conbuildmat.2006.06.015]
Cordeiro, G.C., Toledo Filho, R.D., Fairbairn, E.D.M.R., 2009. Use of ultrafine rice husk ash with high-carbon content as pozzolan in high performance concrete. Materials and Structures, 42(7):983–992. [doi:10.1617/s11527-008-9437-z]
Flower, D.J.M., Sanjayan, J.G., 2007. Green house gas emissions due to concrete manufacture. The International Journal of Life Cycle Assessment, 12(5):282–288. [doi:10.1065/lca2007.05.327]
Ganesan, K., Rajagopal, K., Thangavel, K., 2008. Rice husk ash blended cement: assessment of optimal level of replacement for strength and permeability properties of concrete. Construction and Building Materials, 22(8): 1675–1683. [doi:10.1016/j.conbuildmat.2007.06.011]
Jahren, P., Sui, T., 2013. Concrete and Sustainability. CRC Press, Boca Raton, Florida, USA. [doi:10.1201/b15160]
Kılıç, A., Atiş, C.D., Yaşar, E., et al., 2003. High-strength lightweight concrete made with scoria aggregate containing mineral admixtures. Cement and Concrete Research, 33(10):1595–1599. [doi:10.1016/S0008-8846(03)00131-5]
Leslie, J.R., Cheesman, W.J., 1949. An ultrasonic method of studying deterioration and cracking in concrete structures. Journal of the American Concrete Institute, 21(1): 17–36.
Liu, M.Y.J., Alengaram, U.J., Jumaat, M.Z., et al., 2014. Evaluation of thermal conductivity, mechanical and transport properties of lightweight aggregate foamed geopolymer concrete. Energy and Buildings, 72:238–245. [doi:10.1016/j.enbuild.2013.12.029]
MS 522: Part 1:2003, 2003. Cement—Part 1: Compositions, Specifications and Conformity Criteria for Common Cements. Department of Standards Malaysia.
Mo, K.H., Yap, S.P., Alengaram, U.J., et al., 2014a. Impact resistance of hybrid fibre-reinforced oil palm shell concrete. Construction and Building Materials, 50:499–507. [doi:10.1016/j.conbuildmat.2013.10.016]
Mo, K.H., Alengaram, U.J., Jumaat, M.Z., 2014b. Utilization of ground granulated blast furnace slag as partial cement replacement in lightweight oil palm shell concrete. Materials and Structures, in press. [doi:10.1617/s11527-014-0336-1]
Nataraja, M.C., Nagaraj, T.S., Reddy, A., 2001. Proportioning concrete mixes with quarry wastes. Cement, Concrete and Aggregates, 23(2):81–87. [doi:10.1520/CCA10479J]
Neville, A.M., 1995. Properties of Concrete. Longman, London, UK.
Rodríguez de Sensale, G., 2006. Strength development of concrete with rice-husk ash. Cement and Concrete Composites, 28(2):158–160. [doi:10.1016/j.cemconcomp.2005.09.005]
Safiuddin, M., West, J.S., Soudki, K.A., 2010. Hardened properties of self-consolidating high performance concrete including rice husk ash. Cement and Concrete Composites, 32(9):708–717. [doi:10.1016/j.cemconcomp.2010.07.006]
Saouter, E., van Hoof, G., Pittinger, C.A., et al., 2001. The effect of compact formulations on the environmental profile of northern European granular laundry detergents. The International Journal of Life Cycle Assessment, 6(6): 363–372. [doi:10.1007/BF02978867]
Shafigh, P., Jumaat, M.Z., Mahmud, H.B., et al., 2012. Lightweight concrete made from crushed oil palm shell: tensile strength and effect of initial curing on compressive strength. Construction and Building Materials, 27(1):252–258. [doi:10.1016/j.conbuildmat.2011.07.051]
Shafigh, P., Jumaat, M.Z., Mahmud, H.B., et al., 2013. Oil palm shell lightweight concrete containing high volume ground granulated blast furnace slag. Construction and Building Materials, 40:231–238. [doi:10.1016/j.conbuildmat.2012.10.007]
Shetty, M.S., 2005. Concrete Technology: Theory and Practice. S. Chand, India.
Yu, Q., Sawayama, K., Sugita, S., et al., 1999. The reaction between rice husk ash and Ca(OH)2 solution and the nature of its product. Cement and Concrete Research, 29(1):37–43. [doi:10.1016/S0008-8846(98)00172-0]
Zhang, M.H., Lastra, R., Malhotra, V.M., 1996. Rice-husk ash paste and concrete: some aspects of hydration and the microstructure of the interfacial zone between the aggregate and paste. Cement and Concrete Research, 26(6):963–977. [doi:10.1016/0008-8846(96)00061-0]
Author information
Authors and Affiliations
Corresponding author
Additional information
Project supported by the Exploratory Research Grant Scheme (ERGS) (No. ER010-2013 A), University of Malaya, Malaysia
ORCID: U. Johnson ALENGARAM, http://orcid.org/0000-0001-9358-2975
Rights and permissions
About this article

Cite this article
Foong, K.Y., Alengaram, U.J., Jumaat, M.Z. et al. Enhancement of the mechanical properties of lightweight oil palm shell concrete using rice husk ash and manufactured sand. J. Zhejiang Univ. Sci. A 16, 59–69 (2015). https://doi.org/10.1631/jzus.A1400175
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1631/jzus.A1400175
Key words
- Rice husk ash (RHA)
- Manufactured sand (M-sand)
- Lightweight concrete
- Oil palm shell
- Mechanical properties