
Abstract
A biaxial stress state has been proposed to formulate a failure criterion for paperboard during bending. About 100 paperboards have been splitted, such that top, middle, and bottom plies have been free-laid and tested in the machine direction, cross-machine direction as well as in out-of-plane direction (ZD). The purpose was to determine the failure stresses and its dependency of papermaking parameters: density, degree of orientation, and fiber length for each layer. A linear model to predict the geometrical strength of a plies was suggested. Analytically simulations of different paperboard structures behavior during bending were performed. The density of the middle ply affected the location of the failure position in ZD, as well as the maximum bending moment. The impact of orientation and degree of anisotropy was simulated, which can be used to optimize the ZD property gradient by tweaking the properties, and hence optimize paperboard performance.
Graphical abstract

Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
In the papermaking process, fibers with different fiber length are mixed into a pulp. In the process, it is possible to steer a paperboard machine to control the density by refining and by chemical additives in different plies in a paperboard. It is also possible to steer the orientation of the fiber by controlling the headbox outlet speed in relation to the moving web. Hence, by utilizing papermaking parameters paperboards can be engineered to have different properties in the plies of a multiply paperboard.
The product paperboard is characterized with respect to its bending stiffness, thickness, or grammage. To optimize these properties and the paperboard functionality the through-thickness (ZD) profile can be engineered. The straightforward path to optimize the bending stiffness would be to make a paperboard with and I-beam structure. However, when a paperboard is folded an I-beam structure might not be optimal to comply with the stress state that arise. One complicating factor is that the in-plane tensile and compression behavior is different for paperboard [1]. Depending on how the ZD profile is engineered different failure mechanisms can be activated when a paperboard is folded.
Before a paperboard becomes a package, it needs to be converted; creasing is used to score the paperboard such that it will fold along pre-defined lines [2]. For optimal converting behavior it is important to control where the intentional damage created during creasing develops. This put additional requirements on the paperboard design that can be considered for optimal folding performance.
The key element to design paperboard properties in the ZD is to utilize multiply board structures, such that at least three plies can have different properties. To evaluate how the effect of the papermaking process in each ply, it is necessary to free-lay the plies and perform testing, where the intention is to isolate the constituent plies, and test each of them separately. While multiply paperboard has been available for a long time, effective and rigorous methods to free-lay (or isolate) the plies have not been available until recently. Initially surface grinding was used [3], and the technique has also successfully been used to determine properties of top, middle, and bottom plies [4,5,6,7]. The technique works to determine properties, but is dependent on good calibration of the machinery, and is very time consuming. A more time efficient machine has been developed by Fortuna Gmbh [8], where a rotating knife is placed after a nip. With this technique top, middle, and bottom plies can be free-laid in a very time efficient procedure. The machine has also been used to characterize properties of plies [9,10,11].
The aim of this work would be to implement analytical models that can be used to predict the performance of paperboards. It will be based on how it is constructed in the thickness direction using the properties of three plies in the paperboard structures. This will be done by utilizing laminate theory Fellers and Carlsson [12] and Fellers [13], and Timoshenko beam bending [14] to construct a model that can predict the maximal bending moment for paperboards based on papermaking variables such as density, fiber orientation, and fiber length.
Theoretical background
In the analysis, we will assume that in-plane tensile and out-of-plane shear stresses will contribute to failure during folding. With laminate theory, it is possible to calculate how a multilayer structure respond to external forces, which helps us to develop a ZD structure with accurate bending stiffness.
Elastic bending
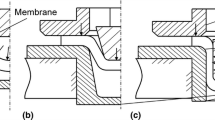
Bending stiffness of paperboard is normally measured by two-point bending, when the bending arm is L = 50 mm [15]. With this configuration the shear stress component is negligible. Bending of a homogenous cantilever beam with a rectangular cross section will be performed with a bending moment Mb per unit width. A tensile stress will arise on the convex side of the beam, and compressive stresses on the concave side.
The theoretical framework for evaluation of the bending stiffness for multiply paperboards have been derived by Fellers and Carlsson [12] and Fellers [13]. By using the definition of bending moment, integrating the elastic stress in the beam and by utilizing strain compatibility the bending moment for a homogenous beam with thickness, t, and rectangular cross section the bending moment becomes
In the two-point bending setup, one end of the paperboard is clamped, and the other end is loaded by a concentrated load. The bending moment then decreases linearly as the distance x from the clamped end increase. If small deformations are assumed during the bending stiffness measurements, then the maximum deflection δ becomes
Then bending stiffness which is evaluated as the steepest slope of a F − δ plot, becomes
If the angle, θ, is measured in degrees the bending stiffness is given by
The two-point bending is commonly used as a quality control in industry. Then w = 38 mm wide samples are bent, and L = 50 mm is used. For this test, the force, PSb, that is read on the testing device is often interpreted as the bending moment of the paperboard
Multi-ply paperboards consist of several plies, which can represent layers in a laminate. With a multi-ply model, it would be possible to calculate the bending stiffness. The model can be used to make predictions, and hence extend the design space for multi-ply paperboards. The ability to make calculations is beneficial for optimization, since it can give an indication of the choice of raw material, grammage, and ply layout. For multi-ply paperboard the same strategy as for homogenous plies are applied. However, it needs to be accounted for that the plies are not located along the neutral line. Then bending stiffness for a multi-ply structure can then be expressed as
where
where Ek is the elastic modulus of ply k, which might be in either MD or CD. The ply coordinates \({z}_{k}\) (Fig. 9) (k = 0, 1, 2, …., N) where N is the number of plies, are calculated as
where t is the total thickness of the paperboard. The bending stiffness is dependent of the thickness and grammage of the different plies.
Maximum bending moment during folding
Two-point bending, or a cantilever configuration is often used to measure the bending stiffness of paper and paperboard. Folding of a paperboard will give an initial linear response associated with the bending stiffness. Thereafter, a peak bending moment will be reached, which is followed by a non-linear response as the paperboard is folded 90°.
To evaluate bending stiffness the standard span is L = 50 mm. This ensures that the shear component during folding is small. On the other hand, a span of only L = 10 mm is used when folding both uncreased and creased paperboards. To analyze the stress state in the paperboard during folding a Timoshenko beam analysis [14] can be applied to uncreased paperboard samples, see further Nygårds [16]. The stress state then consists of two components, an in-plane tensile/compressive stress, σx, and an out-of-plane shear stress, τxz, which is expressed as
and
where t is the sample thickness, w the width, and z the distance from the neutral line of the specimen. For most materials, the shear component will be small, and can be neglected. However, due to the orthotropy in paper materials, where the in-plane stiffness and strength are much greater than the out-of-plane stiffness and strength, the shear component will impact the behavior. For this purpose, it will be of interest to evaluate the stress components in relation to its measured failure stresses, σf and τf, accordingly
and
In the analysis, it was assumed that the failure stress is homogenous in the thickness direction, hence the paperboard does not have a property gradient. This is an obvious simplification in the case of multiply paperboard, which will not have a homogeneous stress distribution in the thickness direction. It shows that within the normal limit of failure properties there is shift of dominating stress component. However, it should also be emphasized that if there is large difference in properties of the outer plies and the middle ply, this will also affect the parabolic shear stress state. Here the difference is however smaller than a factor 2 in density, hence the effect should be neglectable compared to other assumptions. It also has a large dependency of thickness. In thick paperboard, and paperboards with low τf or high σf the shear stress component will become larger than the normal stress component. This means that it will contribute to failure, basically the paperboard will shear and cause failure. L = 10 m is an idealized lab setting, bending of paperboards can occur, with shorter bending arm, L, the shear component will be even more important. The conclusion from this is that the out-of-plane shear properties affect the folding behavior for paperboard grades, yet it can be disregarded for non-paper materials.
Because of the biaxial stress state, a failure criterion needs to be formulated. The idea here is to keep it simple to enable predictions of failure. It should also cover the simple mechanisms that have been observed, which are:
-
Normalized stress components should be used.
-
If the normal stress is positive, shearing will be more difficult since the fibers are stretched.
-
If the normal stress is negative, shearing will be easier since the paperboard ply can buckle.
-
For simplicity no mixed terms are accounted for.
Using the assumptions above it was assumed that
where σf(z) and τf(z) are the failure stresses that are different in the different plies. Out-of-plane shear strength is needed to evaluate the folding behavior. Normally out-of-plane shear strength can be associated with breaking of bonds within the sheets. In the literature out-of-plane shear properties are often lacking. Instead, ZD strength is most often measured strength value. A fair approximation base on the work by Stenberg et al. [17] is
Hence, the failure criterion can be express as
The failure criterion has been plotted in Fig. 1 for some different combinations of uniform failure stresses σf and \({\sigma }_{\rm ZD}^{\rm f}\). This show that as \({\sigma }_{\rm ZD}^{\rm f}\) decreases the failure mechanism is changing from in-plane tension/compression, i.e., failure close to the outer surfaces, that is dominated by the network structure to out-of-plane shear, i.e., failure within the paperboard, that is dominated by bond strength.

The failure criterion plotted for a 400 μm paperboard with different normal and shear failure stresses. In bending the paperboards will fail in the z-position, where the normalized stress is maximal
Results
Properties of free-laid plies
Paperboards from a series of trial productions have been splitted (Fortuna [8] to free-lay the top, middle, and bottom plies. About 100 paperboards with various properties was used in the study. The paperboards were selected to have variation in the different plies to represent the limits with respect to density, fiber orientation etc. within each layer. The plies have been characterized with respect to physical properties and tensile tests to measure density, degree of anisotropy, strength, and stiffness within each layer. The in-plane tensile properties were measured using ISO 1924-2, while the ZD tensile test was measured using ISO 15754. Normally the variation of strength is about 10% when whole paperboard is tested, which is due to the inhomogeneous fiber structure that can have density variations. When free-laid plies are tested, the strength variation is about the same. However, the splitting procedure is also a source of variation, since thickness of the free-laid plies can vary between splits. The aim here has been to try to position the splitting position to the middle of the interface. However, the interface has a thickness of 10–20 mm, hence some fibers from the neighboring ply will still be found on the free-laid ply. The variation of strength properties would then be about 10% and is the main reason to the variations seen in Figs. 2, 3, 4, 5. The data will be used to formulate simplified models that can be used to make qualitative analytical predictions, in these we will not consider variation at this time. Of interest will be to identify the importance of papermaking parameters such as density, fiber orientation, and fiber length to predict strength and stiffness.

Tensile strength as function degree of anisotropy for the whole paperboard and the free-laid plies
Since paperboard is orthotropic the geometrical mean strength is often calculated from the strength in the machine direction (MD) and cross-machine direction (CD) [18],
In this work several paperboards have been tested, a different feature between the paperboards was the fiber orientation. From tensile testing of paperboards with different fiber orientation it was established that as the MD/CD strength ratio varied; in fact, the tensile strengths in MD and CD were invariant, see Fig. 2, where the top, middle, bottom plies have the same behavior as the whole paperboard.
The strength of a paperboard in arbitrary direction was expressed as
where A is the degree of anisotropy, which by rearranging Eq. (19) the strengths in MD and CD can be expressed as
where σ0 is the strength of an isotropic sheet, at \(\frac{{\sigma }_{\rm MD}^{b}}{{\sigma }_{\rm CD}^{b}}=1\). At this stage it can be concluded that the Eqs. (20–21) can be used to make fair approximations about the fiber orientation effect on the plies.
The density of the paperboard plies as well as the fiber length will affect the strength properties. If the strength σ0 was plotted versus density one can see that the strengths of the three plies became grouped into different clusters. The difference could be explained by the difference in fiber length of the fibers used in the different plies. Here, we assume that the following average fiber lengths apply to the different plies:
-
Bottom ply \({L}_{\text{fiber}}=\) 2.0 mm,
-
Middle ply \({L}_{\text{fiber}}=\) 1.3 mm,
-
Top ply \({L}_{\text{fiber}}=\) 1.5 mm.
This is essentially a curve-fitting of the data, but it has a physical relevance. The bottom plies were made of softwood fibers, the top plies had different mixtures of hardwood and softwood fibers, while the middle plies had mixtures of softwood, hardwood, broke, and CTMP. All these measurements were also in agreement with measurement of average fiber length for headbox pulp samples. However, due to the large number of paperboards tested, there are samples the deviate from these fiber lengths. Then one gets the plot in Fig. 3, where the ration σ0/Lfiber has been plotted for three plies. In Fig. 3 it was obvious that the density and σ0/Lfiber were different for the different plies. By doing a linear regression it became evident that the failure stress, \({\sigma }_{0},\) of the ply data in Fig. 3 can be simplified into a simple equation

Strength of free-laid plies as function of density
The aim of plotting the tensile properties of the free-laid plies was to find relations to different parameters that easily can be controlled during machine trials. This was identified to be density, fiber length, and fiber orientation (here expressed as a function of the MD/CD strength ratio). Based on this, simple expression was found that can be implemented in the derived stress state during folding. Here we found that the tensile strength can be expressed as:
Normally the tensile strength and tensile stiffness is correlated in paper materials. In Fig. 4, it should be noted that the ratio tensile stiffness/fiber length also has almost a linear correlation with density for the free-lied plies. There is a deviation for the top ply at high densities. This should be due to the long fiber length that cause greater entanglement between the fibers, and lead to fiber failure rather than bond failure where the fibers are torn out of the fiber network. To make a simple model of stiffness in relation to strength it can be assumed that

The geometrical mean in MD and CD elastic modulus normalized with fiber length show a liner relation with density
Typically, ZD tensile tests are performed on the whole paperboard. This is since testing on free-laid middle plies can show smaller ZD strength values, because damage can be initiated during the splitting operation. Therefore, we will present ZD strength tested on whole paperboard, but it will be presented against the middle ply density, since this is most physically relevant since the ZD tensile failures occurs in the middle ply. In Fig. 5, the ZD strength density can be seen, and a linear trend can be observed, yet there is variation. A linear trend would be expected since ZD tensile strength correlates with the number of bonds in the fiber network. Formations effects that give local variation of density, as well of ply strength in relation to interface strength will, however, contribute to the observed variation. For the modeling purpose it will however be relevant to assume that denser middle plies give higher ZD strength, that based on the data in Fig. 5 can be assumed to follow

ZD strength of whole paperboards plotted versus the density of middle plies
Based on properties of the free-laid sheets it has been possible to develop models that express the failure stresses as function of the papermaking parameters: density, fiber orientation, and fiber length, which are parameters that can be altered during the papermaking process. The derived models are now inserted in the failure envelope (Eq. 18), hence
Or expressed in MD and CD
Modeling of bending of paperboard structures
Paperboard structures do not have uniform through-thickness (ZD) profiles, instead the idea is to have a ZD- profile to optimize performance. In papermaking one can easily change the density, fiber length, and orientation of each ply, which was also observed in Figs. 2, 3, 4. Based on this information some artificial paperboard structures will be constructed to visualize potential problems that can arise during bending. For this purpose, the laminate theory and bending analysis equations were implemented in an Excel sheet. To show how the concept works, the laminate theory was first used to optimize the bending stiffness of an artificial symmetric paperboard with grammage 250 g/m2, degree of anisotropy, A = 1 in all plies. In the simulations the effect of different grammage in the plies was investigated, and the impact of density of the middle ply as well as fiber length in the middle ply. When the density of the middle ply is low the paperboard thickness is high (Fig. 6).

Optimization of bending stiffness simulating paperboards with different densities in the middle ply, as well as different fiber lengths Lfiber = 1 mm (solid lines) corresponding to EMP = 900 MPa and Lfiber = 2 mm (dotted lines) corresponding to EMP = 1800 MPa
When Lfiber = 1.0 mm was used, a rather weak middle ply was simulated; a local maximum was found, where the bending stiffness can be optimized with respect to grammage in the outer plies. The simulations showed that the maximum bending stiffness have about 25–30% of the grammage in the outer plies. However, simulations with Lfiber = 2.0 mm, which represent a middle ply with high elastic modulus. For this case, it was observed that the middle ply contributes considerably to the bending stiffness of the paperboard, and therefore the bending stiffness increase with increasing grammage in the middle plies. Hence, the effect of the increased thickness due to more grammage in the middle ply was larger than the effect of separating the denser outer plies. This was an interesting observation since many paperboard products are within the property range used. It is hence not necessarily true that maximum bending stiffness is achieved with 30% outer plies.
The bending stiffness analysis showed that the bending stiffness can be optimized by altering the grammages of outer plies, and the maximum ratio between bending stiffness and grammage of the paperboard can be found. However, there are also other parameters that depend on the grammage of the outer plies, such as printing and surface properties. Therefore, other parameters than bending stiffness also contribute to optimal paperboard performance. For the upcoming simulation of paperboard folding, we have constructed a paperboard, where data was taken from Fig. 3. This is a asymmetric paperboard with different densities 600, 500, and 750 kg/m3 for the bottom, middle, and top plies, respectively, and fiber lengths 2, 1.3, and 1.5 mm in the plies. The grammages (83, 250, and 50 g/m2) were chosen such that the paperboard thickness became h = 400 μm and based on the properties of the plies the failure stress during bending was estimated and put into the stress state Eqs. (14–15). With the chosen material parameters, the normal stress is still dominating, but it should be seen that the largest normalized stress can be found in the middle ply, close to the interfaces. This indicates that tensile failure can occur in the middle ply before it can be seen in the outer plies. The normalized shear stress was smaller than the normal stress, but it was not neglectable. This can be seen when the proposed failure criterion was plotted (Fig. 7) it was noted that the fmax is located along the bottom interface, where we hence expect failure to occur when the maximum bending moment has been reached. If a higher bending moment is desired for the paperboard, then the highest prioritization should be to increase the strength of the bottom interface, thereafter the top interface should be strengthened.

Failure criterion based on the unsymmetrical paperboard that was constructed
The fact that the failure criterion f is largest in the middle ply suggest that the failure will occur there during bending, and that modifications of the middle ply will alter the value and position of the failure criterion. In paperboard making, it is common to work with the middle ply to alter the properties of the paperboard. If the density of the middle ply is changed the in-plane and ZD strength of the middle ply will change, which will alter the failure criterion. In Fig. 8, the middle ply density has been varied from 250 to 750 kg/m3. It should be noted when the density is around 500 kg/m3 the failure criterion is roughly the same in the middle ply and the outer plies with this parameter set. This must be optimal; the middle ply has then been made bulkier without compromising the maximum bending moment. As the density is decreased the risk of failure in the middle ply increases, which will also lower the maximum bending moment. And when the middle ply is denser the largest risk of failure is within the outer plies and dominated by the normal component.

Effect on the failure envelope of having different density in the middle ply
In the previous plots (Figs. 7, 8) the failure criterion has been shown for A = 1, i.e., when the paperboard is in-plane isotropic. At a paperboard machine more fibers are often oriented in MD. This will alter the shape of the failure criterion. In fact, the orientation of different plies can be altered to minimize the risk of failure, and hence increase the maximum bending moment. If the orientation of the outer plies varies from A = 1 to A = 2 one can see that it is the CD direction that will have the largest risk of failure, see Fig. 9. This is since the failure stress in MD will increase more when the fibers are oriented in MD. In Fig. 9, it can also be seen that a similar effect occurs when the orientation of the middle ply is changed, the risk of failure during folding increase with increased MD orientation.

Effect on the failure envelope of orientation: (left) bottom and top plies, (right) middle ply
Discussion and conclusion
The development of analytical models can help us to better understand how paperboards behave under different loading conditions. One alternative approach would be to develop finite element models to do the same kind of analysis. Both methods have their respective advantages and drawbacks. The main advantage with the model presented here is that it quickly can correlate papermaking parameters to potential risks and do simple parameter studies; this by utilizing Excel.
Splitting and free laying of the top, middle, and bottom plies of paperboards that had been produced during different trial gave us a good database to develop phenomenological models of strength that was dependent on density, degree of anisotropy, and fiber length. Typical values from this data set were used to perform simulation of folding of paperboard. It was evident the greatest risk for failure often was within the middle ply. Moreover, if the density is lowered, the risk of failure due to insufficient middle ply density increases. Hence by having good control of the densities in the different plies it would be possible to balance where the weakest point in the through-thickness direction should be located, and how much stronger the outer plies need to be for optimal performance. Hence, it is not the strength of the individual ply that is important, it is the relation to the other plies that gives optimal performance.
While it could be concluded that an efficient way to increase the bending stiffness of a paperboard was to decrease the density of the middle ply. When the density is decreased from 500 to 400 kg/m3 the bending stiffness increase about 50%. However, the analysis also show that this will result in a 20% drop in ZD strength. The drop in ZD strength will also affect the maximum bending moment that the paperboard can carry, which in turn will affect the box compression. Hence, lightweight will reduce quality of the paperboard, which is not acceptable.
An alternative approach is then to work with the strength profile in the through-thickness direction. Instead, it would be possible to work with the density gradient in the paperboard, which can be controlled by drainage of the paperboard during production. The analysis done here showed that it would be advantageous to increase the strength of the lower part of the middle ply to increase the maximum bending moment of the paperboard. In addition, the orientation of the different plies can be utilized to optimize the paperboard performance; the plies can be oriented more or less in the MD to minimize the largest stresses that arise in the through-thickness direction.
Data availability
This manuscript has no additional data available.
References
M. Nygårds, J. Sundström, Comparison and analysis of in-plane compression and bending failure in paperboard. Nord. Pulp Pap. Res. J. 31(3), 432–440 (2016)
D.W. Coffin, M. Nygårds, Creasing and folding, Advances in Paper Science and Technology: Trans. 16th Fundamental Research Symposium (2018)
M. Östlund, S. Östlund, C. Fellers, Experimental determination of residual stresses in paperboard. Exp. Mech. 45, 493–497 (2005)
M. Nygårds, Experimental techniques for characterization of elasticplastic material properties in paperboard. Nord. Pulp Pap. Res. J. 23(4) (2008)
A. Hagman, M. Nygårds, Short compression testing of multi-ply paperboard, influence from shear strength. Nord. Pulp Pap. Res. J. 31(1), 123–134 (2016)
H. Huang, M. Nygårds, A simplified material model for finite element analysis of paperboard creasing. Nord. Pulp Pap. Res. J. 25(4), 502–509 (2010)
H. Huang, M. Nygårds, Numerical and experimental investigation of paperboard folding. Nord. Pulp Pap. Res. J. 26(4), 452–467 (2011)
Fortuna GmbH, Splitting Machine AB 320 P, Fortuna GmbH, Eisenbahnstraße 15, D-71263 Weil der Stadt (2004)
G. Marin, In-plane fracture of paperboard, Master thesis, KTH Royal Institute of Technology, Solid Mechanics, Stockholm (2014)
J. Tryding, G. Marin, M. Nygårds, P. Mäkelä, G. Ferrari, Experimental and theoretical analysis of in-plane cohesive testing of paperboard. Int. J. Damage Mech. 26(6), 895–918 (2016)
A.N. Giashi, T. Gereke, T. Mbarek, C. Cherif, Novel dynamic test methods for paperboard composite structures. Exp. Tech. (2021). https://doi.org/10.1007/s40799-021-00496-8
Fellers, Carlsson, Bending stiffness, with special reference to paperboard. In: Handbook of Physical Testing of Paper, Vol 1, Chapter 5: 233–256 (1983)
C. Fellers, Laminate theory for papermakers, in Paper Products Physics and Technology (Walter de Gruyter, 2009), pp. 287–314
S. Timoshenko, Theory of Elasticity. Engineering Societies Monographs, ed. by H. W. Craver (McGraw-Hill, New York, 1934)
ISO 2493-2, Paper and board—determination of bending resistance—part 2: Taber-type tester, Technical Committee: ISO/TC 6/SC 2 (2011)
M. Nygårds, Behavior of corners in carton board boxes, in Mechanics of Paper Products, 2nd edn. ed. by S. Östlund (Walter de Gruyer GmbH, Berlin, 2021)
N. Stenberg, C. Fellers, S. Östlund, Plasticity in the thickness direction of paperboard under combined shear and normal loading. Trans. ASME 123, 184–190 (2001)
Htun, Fellers, The invariant mechanical properties of oriented handsheets. Tappi 65(4), 113–117 (1982)
Acknowledgements
The work has been financed by internal resources from BillerudKorsnäs, for which the author is grateful. BillerudKorsnäs acknowledge the possibility offered to publish results within the scientific community.
Funding
Open access funding provided by Royal Institute of Technology.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
There are not potential conflicts of interest behind the work presented here.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Nygårds, M. Relating papermaking process parameters to properties of paperboard with special attention to through-thickness design. MRS Advances 7, 789–798 (2022). https://doi.org/10.1557/s43580-022-00282-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1557/s43580-022-00282-7