
Abstract
We report on defects dynamics during heat treatment in plastically deformed metallic materials using positron annihilation lifetime spectroscopy carried out on the intense pulsed positron beam. The conducted experiment allowed us to observe the changes in the concentration and sizes of vacancy-like defects observed during in situ annealing. We monitored heat treatments up to 300 °C in hydrostatic extruded Ti and cavitation peened V–4Cr–4Ti alloy. We were able to track the recovery processes in Ti and redistribution of large voids at the surface of cavitation peened V–4Cr–4Ti alloy. The relaxation time during recovery was about 20 min. Performed experiments show that in cold-worked metallic materials significant changes in vacancy clusters concentrations occur at mildly elevated temperatures. The presented results give opportunity to the application of in situ observation of defects dynamic to similar problems related to thermomechanical processing of metallic materials.
Graphical abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Obtaining high-temperature stable nanocrystalline materials with low neutron activation is the most crucial factor in the development of nuclear reactors. New solutions in the construction of reactors force nuclear materials to operate safely in conditions of extreme radiation and high temperatures. Grain and phase boundaries are natural sites for the recombination and annihilation of defects created as a result of the interaction of matter with radiation [1]. Thus, studies regarding thermal and irradiation stability of nuclear materials are currently being intensively investigated.
One of methods which allows to fabricate metallic materials with refined grain structure and superior mechanical properties involves severe plastic deformation (SPD) [2, 3]. The coarsening temperature in the ultrafine regime 100–1000 nm follows a well-known trend and decreases when grains become smaller. However, some reports reveal that high-temperature stability can be reached in SPD materials when grains are below the critical size [4, 5]. For instance, grain stability in copper starts increasing below 75 nm [5]. This phenomenon is based on the architecting of grain boundaries and recently developed as a new strategy for the preparation of high-temperature stable nanocrystalline metallic materials. Reducing grains size below the submicron scale is a challenge. Despite complicated deformation mechanisms, grain refinement may be suppressed by dislocation annihilation and grain boundary migration [5]. The minimum average grain size achievable depends on intrinsic material properties and external SPD conditions, including processing temperature, the SPD technique, applied pressure, and strain rate [2, 3]. SPD processes like high-pressure torsion (HPT) and equal channel angular pressing (ECAP) mostly fail in obtaining uniform materials with grain size below 100 nm in pure metals. However, some methods like hydrostatic extrusion are able to fabricate large-scale nanocrystalline elements, i.e., 3-m long titanium rods with 1 cm diameter and grain size below 100 nm [6, 7]. The possibility of scaling up of this method to larger diameter has also been confirmed, which gives opportunity to use it in nuclear industry. SPD is mostly assigned to bulk deformation, however, similar changes can occur after surface mechanical treatments, i.e., peening. The surface treatments can lead to higher strain than bulk-SPD processes and refine grain more effectively but only near the surface. Additionally, peening can change the surface tensile stress to beneficial compressive one. It is known that the combined influence of the tensile stress and a corrosive environment cause progressive fracturing being a major threat to the safe and stable operation of nuclear power plants [8]. Tensile stress can appear as a result of material processing or welding. One of the recently developed method to mitigate stress corrosion cracking is cavitation peening [9].
Studies on materials processed by SPD techniques show induction of structural defects as dislocations, “vacancy-like” open-volume defects with the size of about one missing atom, and also large size vacancy clusters (point defects and their agglomerates) [10,11,12,13]. It should be mentioned that cold-working SPD does not generate a well-defined nanocrystalline structure. The grain boundaries of such materials are poorly defined and the atom arrangement within them is highly disordered [12, 14,15,16]. Further annealing treatment is needed for their ordering. Annealing below grain coarsening temperature is an essential process that can result in material strengthening [2, 14,15,16]. Such strengthening was reported, e.g., in pure titanium after HPT annealed at 300 °C for 10 min [14]. SPD-processed Ti is one of material paradoxes, which after low-temperature annealing exhibits both high strength and high ductility [17]. Heat treatment of SPD metals leads to the relaxation of grain boundaries and segregation of alloying elements to boundaries [15, 16]. Molecular dynamic simulations prove that SPD-treated iron during annealing reduces dislocation emission sources near boundaries and improves material ductility by strengthening grain boundaries’ resistance to intergranular cracks [15]. Annealing causes irreversible changes in the structure of the material and knowledge about them is required for high-temperature applications.
Relatively many techniques enable monitoring the recovery and recrystallization of bulk metals, but the number of methods suitable for examining subsurface layers is strongly limited. Transmission electron microscope observations, microhardness measurements, broadening of diffraction lines of X-rays and neutrons are mostly used for this case [14, 18,19,20,21,22]. However, these methods do not fully reflect vacancy-type defects in materials. Such defects are especially important in case of nuclear structural materials, as they can trap and accumulate gaseous transmutation products, i.e., H and He [23,24,25]. These gases are created in materials as a secondary product of a nuclear fission/fusion reaction during the interaction of the neutrons with material and contribute to hydrogen/helium embrittlement. Therefore, special attention should be paid on observations of stable vacancy clusters at elevated temperatures, as they can act as reservoir in which gases can be accumulated. These vacancies clusters can be introduced both during material manufacturing and irradiation. Positron annihilation spectroscopy is a well-known, non-destructive characterization method dedicated to analysis of void-type defects and can easily observe even monovacancies in a large volume of material. Many studies carried out using positron annihilation spectroscopy have shown its successful application on SPD-treated materials [10,11,12,13, 26] and irradiation damages of nuclear structural materials [24, 25]. Recently, intense pulsed positron beam is used as advanced characterization tool to study void-type defect dynamics during in situ annealing [27].
In the current work, we focus on the influence of material processing and heat treatment on vacancy-type defects. Cold-deformed low neutron activation hydrostatic extruded Ti and cavitation peened V–4Cr–4Ti alloy was chosen as object of our interest. Experiment was done mainly using intense positron beam to study defects dynamics in these materials. Such studies in cold-worked materials can bring important information about their behavior at elevated temperatures during nuclear reactor operation.
Result and discussion
Positron trapping model
In the discussion, we will provide only the necessary information needed for data curation. For details about the characterization of materials using positron annihilation spectroscopy, we recommend the following manuscripts [28, 29]. In materials, the positron acts as a probe, which traverses the material until annihilation with an electron. In SPD-treated metals, numerous types of defects are produced, but typically only two positron lifetime components can be found in spectra [10,11,12,13]. It is caused by the so-called positron saturation trapping. Saturation appears when all positrons are trapped in structural defects and no component related to an undamaged crystalline lattice occurs. Every void can trap the positron in metals. Positron trapping is a competitive process related to defects concentration and the attractive potential of defects. The positron trapping rate is higher for big vacancy clusters. Positron lifetime components value τ1 and τ2 correspond to the average size of two populations of open-volume defects. In the current analysis, the shorter one we assign to monovacancies, which are generated in the stress field around dislocations. For most materials pure monovacancy state does not exist for a long time as it can easily migrate and annihilate in sink like grain boundary, e.g., in Ti [30, 31]. The open volume of monovacancy can change as a result of presence of the dislocation/grain boundary stress field. Calculation of positron lifetime in dislocation line and jogs in Fe, Ni, and Cu shows that positron lifetime in these defects is only a few picoseconds higher than positron lifetime in perfect lattice τbulk [32, 33]. Thus, τ1 can vary from the value of open volume in dislocation/bulk up to positron lifetime in perfect monovacancy. For pure titanium, this lifetime spread from 147 ps up to 236 ps [34], but for the most cold-worked titanium alloys, this positron lifetime falls almost in the middle between these values. In turn, τ2 represents a big vacancy cluster, since the positron lifetime values are much larger. Such voids can be huge, e.g., in pure Ti after HPT process vacancy clusters are in a range of about 50 vacancies agglomerated together [10]. Partial information on the concentration of defects is hidden in I1 and I2 intensities of the lifetime components. The relation between defect concentration and these intensities in grain boundaries of nanocrystalline materials can be expressed as follows [13]:
where c1 and c2 are concentrations of the given defect population and κ1 and κ2 are specific trapping rates of defect. Despite many years of work on the development of the positron annihilation spectroscopy, it is not possible to exactly assign a specific trapping coefficient to a given type of defect. It is usually assumed that for monovacancies in metals and alloys, this value at room temperature remains in the range of 1014–1015 at. s−1 and increases proportionally to the number of vacancies in the cluster [11]:
where n is a number of vacancies in cluster and κmonovac is the trapping rate in monovacancy. The above equation is valid only for small vacancy clusters (n ≤ 10). For larger vacancy clusters (n > 10), the specific trapping rate gradually saturates. Some reports indicate that when the positron diffusion is very fast the trapping rate is determined by the transition rate, which is proportional to the surface area of the defect [35,36,37]. However, for small defects it is more correct to link the trapping rate in metallic materials to the open-size volume V [37]:
Above interpretation allows treating A = κ2/κ1 as material constant [11]:
Commonly in positron lifetime measurements also additional parameter τmean is used to monitor the average size of all defect populations:
where τi and Ii denote the lifetimes and relative intensities of the spectral components.
Hydostatic extruded Ti
To understand obtained positron results at first, we will briefly discuss recovery processes. Recovery can be defined as annealing processes in deformed materials occurring without the migration of a high angle grain boundary [38]. During plastic deformation, the energy is stored mainly as dislocations. When a material is heated, atoms begin to vibrate and move more, usually creating more distance between themselves. Atoms movement causes structural changes which involve removal of point defects and dislocations, which releases the stored energy. Part of dislocations with opposite sign can annihilate during annealing, and residual dislocations tend to form dislocation cell structure, see Fig. 1. Such structure was found in previous reports in cold-deformed hydrostatic extruded Ti [6, 7, 18]. This non-equilibrium structure consists of dislocation depleted cell interior and cell walls built from high-density tangled dislocations. Cell walls can be further transformed to ordered dislocation arrays and form sub-boundaries. The cell interior volume increases during heating and reduces cell walls’ thicknesses. Triple junctions located at grain boundaries intersect are characteristic places, where vacancy agglomerates can be formed [28, 39].

Open-void defect model for plastically deformed titanium build from vacancy clusters (black points) and dislocations (┴). The lines show a center of cell boundaries where dislocations ordered arrays can be present.
The positron lifetime results of heat treatment of hydrostatic extruded Ti are shown in Fig. 2. The positron lifetime of the first component τ1 provides information about volume of monovacancy-like defects near dislocations. This value changes from 192 to 176 ps during annealing but always remains lower than the monovacancy state in Ti equal to 236 ps [34]. It shows that volume of monovacancy-like defect becomes smaller during annealing. Such effect can occur as a result of defect removal and relaxation of non-equilibrium cell boundaries. Only few reports concentrate on ab initio calculations of positron lifetimes within grain boundaries in nanocrystalline materials [33, 40]. Zhou et al. [33] show that in Cu a relaxation of boundaries in grains with size equal to 11.5 nm leads to the positron lifetime reduction from 259 to 163 ps. According to these calculations relaxed grain boundaries in Cu possess only monovacancy-like defect. So far, such calculations have not been made for Ti, but intuitively the changes caused by relaxation should be similar. In the current experiment, we record three recovery steps related to defects dynamics at different temperatures (marked with different patterns in Fig. 2) caused by sequential annealing [see Fig. 9(a)]. The observed recovery process was extremely slow at 100 °C, but has accelerated at 200 °C and 300 °C, which was tagged by higher decrease of τ1. After every change of temperature, τ1 drops down but significant changes occur only at first 20 min indicating that after this time the process drastically slows down or even stops. As the first component gives the major contribution to the mean lifetime, τmean, hence, it follows the behavior of τ1 [Fig. 2(d)]. A time after which the structure achieves a new equilibrium is known as the so-called relaxation time. It correlates well with other experiments carried out using X-ray diffraction. Residual stress relaxation in metals, like Cu and Al alloys, occurs dominantly in the initial 20 min of annealing and the extent of stress relaxation increases with heating temperature [41, 42]. The value of second positron lifetime component τ2 also changes during annealing. The component τ2 is related to huge microvoids exceeding 50 vacancies in a cluster, which can be found likely at triple junctions. During annealing such huge voids act as a buffer space. This easily accessible non-movable defect sink can be filled by atoms as a results of their migration. As the concentration of triple junctions should not change at the initial recovery stage, relative intensity I2/I1 increases due to the removal of monovacancy-like defects associated with dislocations (according to Eq. 4). The critical point in the ratio I2/I1 occurs after heating up to 300 °C. Despite a further decrease in the concentration of these monovacancies the ratio I2/I1 falls down. This is related to the beginning of recrystallization process, which removes some of vacancy clusters and starts to compete with recovery. At this stage, an increase in τ2 lifetime from 480 to 510 ps occurs, which indicates that smaller vacancy clusters are removed first. Removal of microvoids during the abnormal grain growth and recrystallization was also found in other cold-deformed metals, i.e., ultrafine grain copper [12]. Increase of temperature over 300 °C causes the movement of sub-boundaries and slowly removes dislocation cell structure. Above analysis is with agreement with the Valiev’s et al. [14] TEM observations, who found that temperature equal to 350 °C causes grain coarsening of nanocrystalline Ti obtained by HPT. Temperature 300 °C was the maximum heating temperature available at HZDR at the present time therefore we were not able to study completely recrystallization process in detail.

The results of positron lifetime measurements of recovery process for hydrostatic extruded Ti in the function of annealing time: (a) and (b) positron lifetime components τ1 and τ2 and their intensities I1 and I2, (c) relative intensity of components I2/I1, and (d) mean lifetime τmean. Different annealing temperatures were marked by colors. In the graphs, areas, where measurements were not made according to Fig. 9, were omitted.
The cooling process is also of great technological importance. Here, we will focus on the influence of the lattice shrinkage on defects and cell wall structure. In Fig. 3, mean positron depth scans performed at different temperatures are shown for positron energies from 6 to 11 keV (the plot with positron energies from 0.5 to 11 keV can be found in supplementary materials). It gives information about sample interior. For such energies we can neglect effect of additional component caused by formation of positronium near the surface. It can be observed that firstly τmean decreases with heating temperature, and then increases when cooled. This corresponds to recovery when heated and shrinking of lattice when cooled. Cooling generates additional open volume which increases measured positron lifetime value.

The results of depth scan of positron mean lifetime τmean measurements recorded during annealing and cooling of hydrostatic extruded Ti at different temperatures.
Cavitation peened V-4Cr–4Ti
The second studied case of low-temperature annealing process was done on the cavitation peened substitutional alloy V–4Cr–4Ti. Cavitation peening is a kind of a surface enhancement technique which uses cavitation to induce compressive residual stress and work hardening on the metallic materials, without shots. The impacts caused by bubble implosion and collapse are utilized to produce plastic deformation pits [9]. This method uses the initial stage of cavitation called incubation period, when loss of mass of the workpiece is negligible.
Surface characterization
Surface roughness and residual stresses have impact on potential application aspects of cavitation peening in V–4Cr–4Ti. In this part supplementary surface characterization was performed, as no data to peening of vanadium alloy was found. Prior the peening, the lattice strain of the polished and high-temperature annealed sample was equal to 0.04(4)%. Thus, the residual stress was negligible. The lattice constant value of the sample in initial state was equal to 3.032(1) Å. Due to peening, the lattice parameter and lattice strain increased to 3.037(1) Å and 0.13(2)%, respectively. Such effects may be related to an increase of the lattice defects concentration. After peening, residual compressive stress was equal to 278(8) MPa. It is worth nothing that residual stress is close to the yield stress of V–4Cr–4Ti, which at room temperature is around 360 MPa [43]. The yield stress indicates the limit of elastic behavior and the beginning of plastic behavior. Annealing at 300 °C does not affect the value of the determined lattice constant and almost does not change the residual stresses, see Table 1. This indicates that the used low-temperature annealing was not sufficient for recrystallization or significant recovery of the work hardened subsurface layer. Based on the equilibrium phase diagram of the Cr–Ti–V [44], one can find that the temperature of 300 °C corresponds to the homologous temperature of 0.28. It is significantly lower than the homologous temperatures of recrystallization which for most alloys is close to 0.5 and temperatures of stress relief treatments, which, e.g., for steels is about 0.4–0.54.
A significant increase in the surface roughness of the sample as a result of peening and a slight decrease caused by the low-temperature annealing were gathered in Table 1. Increase in the roughness seen in the surface topography in Fig. 4 results from the formation of plastic deformation pits. However, microscope observations show also presence of erosion pits caused by the removal of material, see Figs. 5 and 6. Erosion pits can occur when too intense cavitation peening parameters are used. As the result of peening grain boundaries became exposed and also microcracks have appeared. No cracks were seen on the sample surface before peening. The cracks were likely formed as a consequence of local stress concentrations that exceed the material strength. Their presence was still noted after annealing. One can speculate that decrease in roughness is a result of annealing associated with surface diffusion, which is much faster than the volume one, but the homologous temperature of 0.28 does not seem to be sufficient for this. It seems more likely that this difference is related to the heterogeneity and measurement uncertainty of surface roughness.

Optical profilometry images of of V–4Cr–4Ti samples: (a) polished sample, (b) cavitation peened, and c) peened and annealed at 300 °C.

SEM images of the surface of V–4Cr–4Ti samples after peening showing (a) microcrack and (b) erosion pit.

Confocal laser microscope image of the surface of V–4Cr–4Ti samples after peening.
Positron annihilation spectroscopy measurements
The positron lifetime measurements revealing information about defects created as a result of cavitation peening for V–4Cr–4Ti samples are shown in Fig. 7. As expected, the positron lifetime value of the first component τ1 is much higher than the positron lifetime calculated for perfect vanadium lattice equal to 116 ps and is close to value 198 ps noted for monovacancy [34]. The τ1 value during annealing only slightly falls down with time and lowers from 188 to 186 ps. It can be concluded that at 300 °C, the recovery process in V–4Cr–4Ti progresses slowly or even does not occur, which agrees with XRD measurements. Interesting changes of void size are related to the τ2 component. In the as-deformed state, the value of τ2 is 728 ps and decreases to around 395 ps during annealing, which is a clear mark of voids size reduction. According to density functional theory calculations, the positron lifetime in vanadium increases with void size and tends to saturate for big voids (containing 24 vacancies) around the value of 338 ps [45]. Thus, τ2 value cannot be assigned to typical vacancy clusters obtained by plastic deformation. As possible explanation, we assume that this lifetime is related to cracks at surface where positronium can be formed. Changes in the size of microvoids during annealing are accompanied by an increase in their concentration, which results in higher I2/I1 ratio [Fig. 7(c)]. These changes occur in first 20 min of annealing. τmean follows the behavior of I2/I1, indicating that the major contribution of this change is related with the concentration of large vacancy clusters. To complement the positron lifetime data, also DB-VEPAS measurements were performed, see Fig. 8. The shape parameters of annihilation line S and W are sensitive indicators representing the momentum of annihilated electrons at the positron annihilation site. Lower values of the S parameter and higher values of W parameter stand for decrease in the defect density. The peened sample has much higher concentration of defects than initial high-temperature annealed state. Annealing at 300 °C causes decrease of defects concentration but only at the subsurface zone up to 1 μm. Below that region no significant changes were observed. This shows that structural changes take place only in a small near-surface area. Two possible explanations of observed phenomena can be proposed. First one predicts that some cracks can be closed during annealing and transformed to smaller defects, like vacancy clusters. It is known that compressive stress present below the surface can suppress crack propagation and help in cracks closure. The crack healing can arise due to internal stresses generated by non-uniform evolving microstructure [46]. The incident crack healing phenomena were reported by molecular dynamic simulations in nanocrystalline materials [46, 47]. However, presence of cracks after annealing does not support this thesis sufficiently. Second explanation states that vacancies can accumulate in the vicinity of a microcrack above a threshold for the stress [48]. Higher temperature can be beneficial in this process. The accumulation of large vacancy clusters with lifetimes from 360 to 420 ps near crack caused by low cycle fatigue was noted in Cu using scanning positron microscope [49]. This is a more likely justification; however, more studies are needed to explain observed process in detail. Undeniably, the experiment shows that changes associated with surface cracking can be successfully studied by a positron beam and intensity of cavitation peening parameters should be reduced to limit erosion and cracking.

The results of positron lifetime measurements of recovery process at 300 °C for cavitation peened V–4Cr–4Ti alloy in the function of annealing time: (a) and (b) positron lifetime components τ1 and τ2 and their intensities I1 and I2, (c) relative intensity of components I2/I1, (d) mean lifetime τmean. The measurement at time 0 was performed at temperature 30 °C.

The annihilation line-shape parameters: (a) S parameter and (b) W parameter derived from broadening of annihilation line measurements using variable energy positron beam for V–4Cr–4Ti alloy samples: initial (not peened), peened, and peened and annealed at 300 °C.
Conclusion
We present an effective way to investigate the heat treatments role in the kinematics of the open-volume defects. In situ annealing measurements allow one to track the redistribution of defects during cooling and heating of a material. For extruded Ti, a recovery process has been studied. It was revealed that the absolute volume of monovacancy-like defects decrease during annealing. The relaxation time during recovery was about 20 min. At 300 °C, a decrease of concentration of big vacancy clusters with lifetimes around 500 ps was seen, which indicated the grain coarsening. Cavitation peening of V–4Cr–4Ti alloy introduced huge voids near the surface with positron lifetimes equal to 728 ps. They appeared as a result of intense peening parameters, which caused also creation of erosion pits and microcracks on the surface. Annealing at 300 °C only slightly affected V–4Cr–4Ti alloy structure in the subsurface region below 1 µm. Main changes were related to the redistribution of large voids, but it practically did not affect the residual compressive stress. Interestingly, the size of the voids decreases significantly after annealing, but their concentration increases. The presented results give opportunity to the application of in situ observation of defects dynamic to similar problems related to thermomechanical processing of metallic materials predicted especially for nuclear applications.
Experimental details
Materials preparation
The rod with a diameter of 10 mm was prepared from commercially pure Ti grade 2 with a purity 99.74% by two-time pass deformation and diameter reduction ratio 5.17 using hydrostatic extrusion at the Institute of High-Pressure Physics, Polish Academy of Sciences Unipress. The process details can be found in [7, 50]. First, studied sample with thickness of 2 mm and diameter 10 mm was cut-off from this rod.
Second V–4Cr–4Ti (in wt%) alloy was prepared by arc melting of pure elements V (purity 99.8%), Cr (99.95%), and Ti (99.5%). In order to ensure good mixing of the material, the melting was repeated 4 times. Before each melting, the sample was turned over. A sample with a thickness of 5.5 mm and a diameter of 10 mm was cut from a single ingot. The local chemical analyses taken in different places of the sample did not show any significant segregation of the elements. Before cavitation, peening a sample surface was polished using grinding papers and microsized SiC powders suspension and then annealed at 1200 °C in vacuum for solution treatment. Cavitation peening was performed at Tohoku University using intense conditions. More information about the setup and method can be found in [9] and in a Supplementary File. A water jet was applied to a polished sample surface mounted in a special holder. The water jet injection pressure was equal 30 MPa with a flow rate of 3 × 10−2 m3/min. The cavitation number was 0.0033, and the standoff distance was 222 mm. The processed sample surface was rescanned 20 times with a scanning speed of 1 mm/s.
Positron annihilation spectroscopy measurements
Positron annihilation lifetime spectroscopy measurements were performed using an intense LINIAC-based pulsed positron beam at the ELBE facility at Helmholtz–Zentrum Dresden–Rossendorf on the mono-energetic positron source (MePS) instrument [51]. The spectrometer resolution FWHM was equal to about 240 ps. We utilized a digital lifetime CrBr3 scintillator detector coupled to a Hamamatsu R13089-100 photomultiplier tube operated with a homemade software [52]. SP Devices ADQ14DC-2X digitizer with 14-bit vertical resolution and 2GS/s horizontal resolution was used. The spot size diameter of the positron beam was in the order of 5–6 mm. Positrons were implanted into the samples subsurface during in situ annealing. Before the measurement, the sample surface was not polished, because the greatest deformation was expected at the top of a rough peened surface. The obtained high-statistic spectra contained 107 counts and were analyzed using the PLRF code [53]. A single spectrum was recorded at the end of near 3-min period. The heat treatment curves are shown in Fig. 9. Relaxation was studied using monoenergetic positrons with constant energy as a function of annealing time. To eliminate a fraction of positrons annihilated in defects on the sample surface we used the maximum available positron energy equal to 10 keV. After relaxation also depth profile was performed by varying positron energy from 0.5 to 11 keV. For details, please see Fig. 9. Implanted monoenergetic positrons distribution in thermalized states is described by the Makhovian function. According to Ref. [54], the mean depth of positron implantation can be calculated using the following equation:
where ρ is the density of material in g/cm3. For Ti and V–4Cr–4Ti alloy, 10-keV positrons are implanted on mean depth equal to ~ 370 nm and ~ 276 nm, respectively. Due to the limitation of maximal positron energy at MePS, also the Doppler broadening of annihilation line measurements were performed for V–4Cr–4Ti sample using variable energy positron annihilation spectroscopy (DB-VEPAS). In this case, positrons with energies up to 35 keV were used. Measurements were carried out at the Helmholtz–Zentrum Dresden–Rossendorf facility on a continuous slow positron beam “SPONSOR” [55].The annihilation line shape parameters S and W were extracted from obtained spectra. S and W parameters can be interpreted as a fraction of annihilated electrons with low and high momentum, respectively.

The heat treatment curves for Ti and V–4Cr–4Ti samples. Over the graphs, a bar shows the type of positron beam measurements performed during the in situ annealing.
Surface characterization
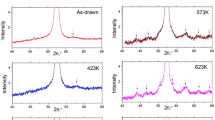
The peened surface has been characterized by roughness and X-ray diffraction (XRD) measurements. The optical profiler Wyko NT 930 by Veeco Corporate, NY, USA and the scanning electron microscope TESCAN VEGA3 SBH was used for the examination. Ni-filtered Cu radiation (the filter thickness equal to 0.02 mm) was set for the XRD investigation. Measurements were performed on Empyrean diffractometer by Malvern Panalytical Ltd, Almelo, the Netherlands. A parallel Goebel mirror (length 55.3 mm, acceptance angle 0.8) and two Soller slits (opening 0.04 rad), one on the incident and second on the diffracted beam together with the parallel plate collimator (opening 0.18°) placed in front of the PIXcel 3D detector, were applied. X-ray patterns were recorded from the symmetric diffraction data. Le Bail full profile fit [56] and methodology developed by Smith and Snyder [57] were utilized for the crystallographic space group tests. For lattice cell parameters determination the trial-and-error (TREOR) methodology [58] and Dicevol procedure [59] were employed. The methodology of Williamson and Hall [60] was used for lattice strain determination. To measure residual stress, the classical sin2ψ methodology in ω-geometry, described in Ref. [61], were applied. The 321 reflection has been used for the measurement and sin2ψ values covered the range of 0–0.7 (with step of 0.05). Residual stress of the alloy V–4Cr–4Ti was calculated using elastic constant from Ref. [62].
Data availability
The datasets related to this study are available from the corresponding author upon reasonable request.
References
O. El-Atwani, J.A. Hinks, G. Greaves, J.P. Allain, S.A. Maloy, Grain size threshold for enhanced irradiation resistance in nanocrystalline and ultrafine tungsten. Mater. Res. Lett. 5, 343 (2017). https://doi.org/10.1080/21663831.2017.1292326
K. Edalati, A. Bachmaier, V.A. Beloshenko, Y. Beygelzimer, V.D. Blank, W.J. Botta, K. Bryła, J. Čížek, S. Divinski, N.A. Enikeev, Y. Estrin, G. Faraji, R.B. Figueiredo, M. Fuji, T. Furuta, T. Grosdidier, J. Gubicza, A. Hohenwarter, Z. Horita, J. Huot, Y. Ikoma, M. Janeček, M. Kawasaki, P. Král, S. Kuramoto, T.G. Langdon, D.R. Leiva, V.I. Levitas, A. Mazilkin, M. Mito, H. Miyamoto, T. Nishizaki, R. Pippan, V.V. Popov, E.N. Popova, G. Purcek, O. Renk, Á. Révész, X. Sauvage, V. Sklenicka, W. Skrotzki, B.B. Straumal, S. Suwas, L.S. Toth, N. Tsuji, R.Z. Valiev, G. Wilde, M.J. Zehetbauer, X. Zhu, Nanomaterials by severe plastic deformation: review of historical developments and recent advances. Mater. Res. Lett 10, 163–256 (2022). https://doi.org/10.1080/21663831.2022.2029779
Y. Cao, S. Ni, X. Liao, M. Song, Y. Zhu, Structural evolutions of metallic materials processed by severe plastic deformation. Mater. Sci. Eng. R 133, 1 (2018). https://doi.org/10.1016/j.mser.2018.06.001
X.Y. Li, X. Zhou, K. Lu, Rapid heating induced ultrahighstability of nanograined copper. Sci. Adv. 6, eaaz8003 (2020)
X. Li, K. Lu, Refining grains of metals through plastic deformation: toward grain size limits. Acc. Mater. Res. 2, 108 (2021). https://doi.org/10.1021/accountsmr.0c00075
K. Topolski, W. Pachla, H. Garbacz, Progress in hydrostatic extrusion of titanium. J. Mater. Sci. 48, 4543 (2013). https://doi.org/10.1007/s10853-012-7086-7
W. Pachla, M. Kulczyk, S. Przybysz, J. Skiba, K. Wojciechowski, M. Przybysz, K. Topolski, A. Sobolewski, M. Charkiewicz, Effect of severe plastic deformation realized by hydrostatic extrusion and rotary swaging on the properties of CP Ti grade 2. J. Mater. Process. Technol. 221, 255 (2015). https://doi.org/10.1016/j.jmatprotec.2015.02.027
J. Zhu, X. Jiao, C. Zhou, H. Gao, Applications of underwater laser peening in nuclear power plant maintenance. Energy Procedia 16(Part A), 153 (2012). https://doi.org/10.1016/j.egypro.2012.01.026
H. Soyama, A.M. Korsunsky, A critical comparative review of cavitation peening and other surface peening methods. J. Mater. Process. Technol. 305, 117586 (2022). https://doi.org/10.1016/j.jmatprotec.2022.117586
J. Cizek, M. Janecek, T. Vlasak, B. Smola, O. Melikhova, R.K. Islamgaliev, S.V. Dobatkin, The development of vacancies during severe plastic deformation. Mater. Trans. 60, 1533 (2019). https://doi.org/10.2320/matertrans.MF201937
J. Cizek, I. Prochazka, M. Cieslar, I. Stulikova, F. Chmelik, R.K. Islamgaliev, Positron-lifetime investigation of thermal stability of ultra-fine grained nickel. Phys. Stat. Sol. A 191, 391 (2002). https://doi.org/10.1002/1521-396X(200206)191:2%3c391::AID-PSSA391%3e3.0.CO;2-H
J. Cizek, I. Prochazka, M. Cieslar, R. Kuzel, J. Kuriplach, F. Chmelik, I. Stulıkova, R.K. Islamgaliev, Thermal stability of ultrafine grained copper. Phys. Rev. B 65, 094106 (2002). https://doi.org/10.1103/PhysRevB.65.094106
R. Krause-Rehberg, V. Bondarenko, E. Thiele, R. Klemm, N. Schell, Determination of absolute defect concentrations for saturated positron trapping—deformed polycrystalline Ni as a case study. Nucl. Instrum. Methods Phys. Res. B 240, 719 (2005). https://doi.org/10.1016/j.nimb.2005.04.130
R.Z. Valiev, A.V. Sergueeva, A.K. Mukherjee, The effect of annealing on tensile deformation behavior of nanostructured SPD titanium. Scr Mater. 49, 669 (2003). https://doi.org/10.1016/S1359-6462(03)00395-6
X. Tong, H. Zhang, D.Y. Li, Effect of annealing treatment on mechanical properties of nanocrystalline a-iron: an atomistic study. Sci. Rep. 5, 8459 (2015). https://doi.org/10.1038/srep08459
J. Gubicza, Annealing-induced hardening in ultrafine-grained and nanocrystalline materials. Adv. Eng. Mater. 22, 1900507 (2020). https://doi.org/10.1002/adem.201900507
R.Z. Valiev, Paradoxes of severe plastic deformation. Adv. Eng. Mater. 5, 296 (2003). https://doi.org/10.1002/adem.200310089
D. Wojtas, Ł Maj, K. Wierzbanowski, A. Jarzębska, R. Chulist, J. Kawałko, K. Trembecka-Wójciga, M. Bieda-Niemiec, K. Sztwiertnia, Microstructure evolution of pure titanium during hydrostatic extrusion. Arch. Civ. Mech. Eng. 23, 9 (2022). https://doi.org/10.1007/s43452-022-00549-8
M. Kumagai, M.E. Curd, H. Soyama, T. Ungar, G. Ribarik, P.J. Withers, Depth-profiling of residual stress and microstructure for austenitic stainless steel surface treated by cavitation, shot and laser peening. Mater. Sci. Eng. A 813, 141037 (2021). https://doi.org/10.1016/j.msea.2021.141037
R.S. Ramadhan, D. Glaser, H. Soyama, W. Kockelmann, T. Shinohara, T. Pirling, M.E. Fitzpatrick, A.S. Tremsin, Mechanical surface treatment studies by Bragg edge neutron imaging. Acta Mater. 239, 118259 (2022). https://doi.org/10.1016/j.actamat.2022.118259
Y.G. Ko, K. Hamad, Analyzing the thermal stability of an ultrafine grained interstitial free steel fabricated by differential speed rolling. Mater. Sci. Eng. A (2018). https://doi.org/10.1016/j.msea.2018.04.068
A. Oponowicz, M. Marciszko-Wiąckowska, A. Baczmański, M. Klaus, Ch. Genzel, S. Wroński, K. Kollbek, M. Wróbel, Gradient of residual stress and lattice parameter in mechanically polished tungsten measured using classical X-rays and synchrotron radiation. Metall. Mater. Trans. A 51, 5945–5957 (2020). https://doi.org/10.1007/s11661-020-05967-y
S. Taller, G. VanCoevering, B.D. Wirth, G.S. Was, Predicting structural material degradation in advanced nuclear reactors with ion irradiation. Sci. Rep. 11, 2949 (2021). https://doi.org/10.1016/j.physb.2012.01.090
F.A. Selim, Positron annihilation spectroscopy of defects in nuclear and irradiated materials—a review. Mater. Charact. 174, 110952 (2021). https://doi.org/10.1016/j.matchar.2021.110952
V. Slugen, J.S. Veternikova, J. Degmova, S. Sojak, M. Petriska, P. Noga, V. Krsjak, Positron annihilation studies of Eurofer97/ODS steels after helium ion implantation. Nucl. Mater. Energy 34, 101369 (2023). https://doi.org/10.1016/j.nme.2023.101369
R. Würschum, B. Oberdorfer, E.-M. Steyskal, W. Sprengel, W. Puff, P. Pikart, Ch. Hugenschmidt, R. Pippan, Free volumes in bulk nanocrystalline metals studied by the complementary techniques of positron annihilation and dilatometry. Physica B Condens. Matter 407, 2670 (2012). https://doi.org/10.1016/j.physb.2012.01.090
M. Wenskat, J. Čižek, M.O. Liedke, M. Butterling, M. Stiehl, G.D.L. Semione, C. Backes, Ch. Bate, O. Melikhova, E. Hirschmann, A. Wagner, H. Weise, A. Stierle, M. Aeschlimann, W. Hillert, Vacancy dynamics in niobium and its native oxides and their potential implications for quantum computing and superconducting accelerators. Phys. Rev. B 106, 094516 (2022). https://doi.org/10.1103/PhysRevB.106.094516
J. Cizek, Characterization of lattice defects in metallic materials by positron annihilation spectroscopy: a review. J. Mater. Sci. Technol. 34, 577 (2018). https://doi.org/10.1016/j.jmst.2017.11.050
F. Tuomisto, I. Makkonen, Defect identification in semiconductors with positron annihilation: experiment and theory. Rev. Mod. Phys. 85, 1583–1631 (2013). https://doi.org/10.1103/RevModPhys.85.1583
D. Connétable, J. Huez, E. Andrieu, C. Mijoule, First-principles study of diffusion and interactions of vacancies and hydrogen in hcp-titanium. J. Phys. Condens. Matter 23, 405401 (2011). https://doi.org/10.1088/0953-8984/23/40/405401
K. Siemek, P. Horodek, V.A. Skuratov, J. Waliszewski, A. Sohatsky, Positron annihilation studies of irradiation induced defects in nanostructured titanium. Vacuum 190, 110282 (2021). https://doi.org/10.1016/j.vacuum.2021.110282
E. Kuramoto, T. Tsutsumi, K. Ueno, M. Ohmura, Y. Kamimura, Positron lifetime calculations on vacancy clusters and dislocations in Ni and Fe. Compos. Mater. Sci 14, 28 (1999). https://doi.org/10.1016/S0927-0256(98)00068-8
K. Zhou, T. Zhang, Z. Wang, Positron lifetime calculation for possible defects in nanocrystalline copper. Phys. Scr. 90, 105701 (2015). https://doi.org/10.1088/0031-8949/90/10/105701
J.M. Campillo Robles, E. Ogando, F. Plazaola, Positron lifetime calculation for the elements of the periodic table. J. Phys. Condens. Matter. 19, 176222 (2007). https://doi.org/10.1088/0953-8984/19/17/176222
M. Eldrup, K.O. Jensen, Positron trapping rates into cavities in Al: temperature and size effects. Phys. Stat. Sol. (a) 102, 145 (1987). https://doi.org/10.1002/pssa.2211020114
X. Hu, T. Koyanagi, Y. Katoh, B.D. Wirth, Positron annihilation spectroscopy investigation of vacancy defects in neutron-irradiated 3C-SiC. Phys. Rev. B 95, 104103 (2017). https://doi.org/10.1103/PhysRevB.95.104103
R.M. Nieminen, J. Laakkonen, Positron trapping rate into vacancy clusters. Appl. Phys. 20, 181 (1979). https://doi.org/10.1007/BF00885942
R.D. Doherty, D.A. Hughes, F.J. Humphreys, J.J. Jonas, D. Juul Jensen, M.E. Kassner, W.E. King, T.R. McNelley, H.J. McQueen, A.D. Rollett, Current issues in recrystallization: a review. Mater. Sci. Eng. A 238, 219 (1997). https://doi.org/10.1016/S0921-5093(97)00424-3
G. Wilde, J. Ribbe, G. Reglitz, M. Wegner, H. Rösner, Y. Estrin, M. Zehetbauer, D. Setman, S. Divinski, Plasticity and grain boundary diffusion at small grain sizes. Adv. Eng. Mater. 12, 758 (2010). https://doi.org/10.1002/adem.200900333
J. Kuriplach, Positron-defect interactions in complex systems. Appl. Surf. Sci. 194, 61 (2002). https://doi.org/10.1016/S0169-4332(02)00090-9
Y.-C. Lin, J.-S. Zhu, J.-Y. Chen, J.-Q. Wang, Residual-stress relaxation mechanism and model description of 5052H32 Al alloy spun ellipsoidal heads during annealing treatment. Adv. Manuf. 10, 87 (2022). https://doi.org/10.1007/s40436-021-00367-w
Q. Bai, H. Feng, L.-K. Si, R. Pan, Y.-Q. Wang, A novel stress relaxation modeling for predicting the change of residual stress during annealing heat treatment. Metall. Mater. Trans. A 50A, 5750 (2019). https://doi.org/10.1007/s11661-019-05454-z
S.J. Zinkle, Thermophysical and mechanical properties of V-(4-5)%Cr-(4-5)%Ti alloys, Fusion materials semiannual progress report for the period ending December 31, 1997. Technical Report, United States (1998) https://doi.org/10.2172/335369
M. Enomoto, The Cr–Ti–V system (chromium–titanium–vanadium). J. Phase Equilib. Diffus. 13, 195 (1992). https://doi.org/10.1007/BF02667488
T. Troev, A. Markovski, M. Petrova, S. Peneva, T. Yoshiie, Positron lifetime calculations of defects in vanadium containing hydrogen. Nucl. Instrum. Methods Phys. B 248, 297 (2006). https://doi.org/10.1016/j.nimb.2006.04.149
G.Q. Xu, M.J. Demkowicz, Crack healing in nanocrystalline palladium. Extreme Mech. Lett. 8, 208 (2016). https://doi.org/10.1016/j.eml.2016.03.011
G.Q. Xu, M.J. Demkowicz, Healing of nanocracks by disclinations. Phys. Rev. Lett. 111, 145501 (2013). https://doi.org/10.1103/PhysRevLett.111.145501
P.D. Zarnas, B.L. Boyce, J. Qu, R. Dingreville, Stress-induced transition from vacancy annihilation to void nucleation near microcracks. Int. J. Solids Struct. 213, 103 (2021). https://doi.org/10.1016/j.ijsolstr.2020.12.014
W. Egger, G. Kögel, P. Sperr, W. Triftshäuser, S. Rödling, J. Bär, H.-J. Gudladt, Vacancy clusters close to a fatigue crack observed with the München scanning positron microscope. Appl. Surf. Sci. 194, 214–217 (2002). https://doi.org/10.1016/S0169-4332(02)00106-X
J. Skiba, W. Pachla, A. Mazur, S. Przybysz, M. Kulczyk, M. Przybysz, M. Wróblewska, Press for hydrostatic extrusion with back-pressure and the properties of thus extruded. J. Mater. Process. Technol. 214, 67 (2014). https://doi.org/10.1016/j.jmatprotec.2013.07.014
A. Wagner, M. Butterling, M.O. Liedke, K. Potzger, R. Krause-Rehberg, Positron annihilation lifetime and Doppler broadening spectroscopy at the ELBE facility. AIP Conf. Proc. (2018). https://doi.org/10.1063/1.5040215
E. Hirschmann, M. Butterling, U. HernandezAcosta, M.O. Liedke, A.G. Attallah, P. Petring, M. Görler, R. Krause Rehberg, A. Wagner, A new system for real-time data acquisition and pulse parameterization for digital positron annihilation lifetime spectrometers with high repetition rates. J. Instrum. 16, P08001 (2021). https://doi.org/10.1088/1748-0221/16/08/P08001
J. Cizek, PLRF code for decomposition of positron lifetime. Spectra Acta Phys. Pol. A 137, 177–178 (2020). https://doi.org/10.12693/APhysPolA.137.177
A. Vehanen, K. Saarinen, P. Hantojarvi, H. Huomo, Profiling multilayer structures with monoenergetic positrons. Phys. Rev. B 35, 4606 (1987). https://doi.org/10.1103/PhysRevB.35.4606
W. Anwand, G. Brauer, M. Butterling, H.R. Kissener, A. Wagner, Design and Construction of a Slow Positron Beam for Solid and Surface Investigations. Defect Diffus. Forum 331, 25–40 (2012). https://doi.org/10.4028/www.scientific.net/DDF.331.25
A. Le Bail, H. Duroy, J.L. Fourquet, Ab-initio structure determination of LiSbWO6 by X-ray powder diffraction. Mater. Res. Bull. 23, 447 (1988). https://doi.org/10.1016/0025-5408(88)90019-0
G.S. Smith, R.L. Snyder, FN: A criterion for rating powder diffraction patterns and evaluating the reliability of powder-pattern indexing. J. Appl. Crystallogr. 12, 60 (1979). https://doi.org/10.1107/S002188987901178X
P.-E. Werner, L. Eriksson, M. Westdahl, TREOR, a semi-exhaustive trial-and-error powder indexing program for all symmetries. J. Appl. Crystallogr. 18, 367 (1985). https://doi.org/10.1107/S0021889885010512
A. Boultif, D. Louëra, Powder pattern indexing with the dichotomy method. J. Appl. Crystallogr. 37, 724 (2004). https://doi.org/10.1107/S0021889804014876
G.K. Williamson, W.H. Hall, X-ray line broadening from filed aluminium and wolfram. Acta Metall. 1, 22 (1953). https://doi.org/10.1016/0001-6160(53)90006-6
C.P. Gazzara, The measurement of residual stress with X-Ray Diffraction. Report No. MS 83-1 (US Army Materials and Mechanics Research Center. Watertown, 1983)
T. Sparks, D. Nguyen-Manh, P. Zheng, J.S. Wróbel, D. Sobieraj, M. Gorley, T. Connolley, C. Reinhard, Y. Wang, B. Cai, Mechanical characterisation of V–4Cr–4Ti alloy: tensile tests under high energy synchrotron diffraction. J. Nucl. Mater. 569, 153911 (2022). https://doi.org/10.1016/j.jnucmat.2022.153911
Acknowledgments
The authors want to thank Wacław Pachla for providing the material for research. This work was partly supported by JSPS KAKENHI, Grant Numbers 22KK0050. Parts of this research were carried out at ELBE at the Helmholtz-Zentrum Dresden—Rossendorf e. V., a member of the Helmholtz Association. We would like to thank the facility staff for assistance (Ahmed G. Attallah and Eric Hirschmann).
Author information
Authors and Affiliations
Contributions
Krzysztof Siemek contributed to conceptualization, methodology, formal analysis, investigation, writing of the original draft, and supervision; Hitoshi Soyama contributed to investigation; Mirosław Wróbel contributed to investigation and writing, reviewing, and editing of the manuscript; Maciej Oskar Liedke contributed to investigation and writing, reviewing, and editing of the manuscript; Maik Butterling contributed to investigation. Andreas Wagner contributed to investigation; Mariusz Kulczyk contributed to investigation; Paweł Horodek contributed to writing, reviewing, and editing of the manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Siemek, K., Soyama, H., Wróbel, M. et al. Defect dynamics studies during heat treatments in plastically deformed metals predicted for nuclear applications. Journal of Materials Research (2024). https://doi.org/10.1557/s43578-024-01363-z
Received:
Accepted:
Published:
DOI: https://doi.org/10.1557/s43578-024-01363-z