
Abstract
Nanostructured titanium plays an important role in biomedical applications, especially in dentistry, as the nanostructured surface promotes bone cell growth and simultaneously prevents bacterial colonization. Nanostructured microstructures can be obtained through Severe Plastic Deformation processes. In this paper, thermomechanical processing via Equal Channel Angular Swaging for the continuous production of nanocrystalline Ti–13Nb–13Zr (TNZ) is investigated with respect to applications in dental implantology. TNZ is a second-generation β-rich (α + β) medical alloy which can consist of the three phases α- and β-phase as well as αʺ-martensite. The αʺ-martensite has a very low Young’s modulus and a comparably low strength with high ductility allowing metal forming even at low temperatures. By adjusting different phase volume fractions, a wide range of mechanical properties can be realized, especially Young’s modulus between 50 and 90 GPa at a yield strength exceeding 950 MPa making it an ideal material for dental implants and abutments.
Graphical abstract

Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
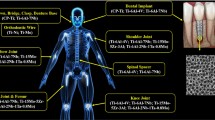
For biomedical and especially dental implant applications, titanium and its alloys are the first choice because of their high strength, a relatively low Young’s modulus, outstanding biocompatibility and very good corrosion resistance [1]. Standard titanium alloys used for implantology are CP-Titanium Grade 4 (mainly applied in dental implants), Ti–6Al–4V (ELI) and Ti–6Al–7Nb, the first-generation medical alloys. Alloy development of the last decades aimed at the avoidance of aluminum (Al) and vanadium (V) in medical implant materials because of their potentially critical effects to the human health. Aluminum is suspected to cause breast cancer [2] and dementia as well as the Alzheimer disease [3]. Furthermore, vanadium and its oxides are cytotoxic [4]. As a result, the so-called second-generation medical titanium alloys like Ti–15Mo, Ti–12Mo–6Zr–2Fe and Ti–13Nb–13Zr (TNZ) emerged. They only contain alloying elements that are either already present in the human body or for which negative health effects have not been reported so far [5].
TNZ is a β-rich (α + β)-alloy which was standardized (e.g., in ASTM F1713) as a medical implant material in the 1990s but is still not applied in implants up to present as sufficient strengths can only be achieved in combination with a relatively large Young’s modulus and thus not sanctifying the higher cost compared to the first-generation alloys. However, TNZ offers some major advantages: First of all, the absence of critical alloying elements improves the biocompatibility and secondly, the corrosion resistance is higher compared to Ti–6Al–4V (ELI) [6]. Furthermore, due to the phase constitutions, it is possible to vary the mechanical properties in a wide range. The requirements of TNZ for medical applications regarding static mechanical properties are regulated in ASTM F1713 [7].
TNZ normally consists of α- and β-phase. In addition, the formation of αʺ-martensite is possible through water quenching from elevated temperature. The hexagonal α-phase on the one hand is hard with a high Young’s modulus (up to 120 GPa), whereas the orthorhombic αʺ-martensite, on the other hand, is very soft and has a very low Young’s modulus (less than 60 GPa) [8]. The body-centered-cubic β-phase lays in between those two phases with a moderate strength and a relatively low Young’s modulus. Dedicated multi-step thermo-mechanical treatments can, therefore, in general lead to different phase volume fractions and, thus, a combination of mechanical properties required for dental implants, i.e. a high strength in combination with a Young’s modulus between 70 and 90 GPa [9].
Deformation, recrystallization and/or solution anneal leads to the formation of primary α (αp)-, retained β-phase and/or a partial martensitic transformation if rapid cooling is applied [10]. Subsequent ageing leads to a precipitation of secondary α (αS)-phase in the retained β and/or an αʺ-martensite decomposition to fine dispersed α- and β-phase, through which nano-structuring can be achieved leading to an increase in strength of the material with only a slight increase in the Young’s modulus (mainly depending on the amount of retained αʺ-martensite) [11].
For medical implants, it is important to promote cell growth on the implant surface and simultaneously avoid bacterial colonization to prevent inflammations. Especially in the field of dentistry, a disease called periimplantitis can lead to loosening and in the worst case to a complete loss of the dental implant as a result of bacterial infections in which the formation of carbon-rich biofilms prevents the bone cell attachment on the implant surface [12]. Preceded by bone loss and due to stress shielding, bacterial colonization can occur in the gaps between the bone and the implant. The standard periimplantitis therapy includes a treatment with antibiotics against the bacterial infection and a mechanical cleaning (grinding and polishing) of the implant surface to remove the biofilm. Previously applied coatings or etched implant surfaces (which are normally applied to support bone cell adhesion and implant ingrowth) are therefore removed and reosseointegration only takes place (if at all) to a lesser extent. To obtain a nanostructured surface again after polishing a per se nanostructured (grain sizes smaller than 1 µm) alloy would be beneficial. Due to different mechanical properties of the grains and the grain boundaries on the one hand and the different phases on the other hand, a nanostructure redevelops naturally after the polishing step of the periimplantitis therapy so that the bone cells can re-adhere to the implant surface. Further problems in dental implantology are screw loosening as well as implant and abutment breakage. Hence, the strength of these components should be as high as possible.
Taking all these factors into account, advanced titanium alloys such as TNZ in combination with production processes for nanocrystalline materials need to be developed and applied to improve the chemical (absence of Al and V), mechanical (high strength, low Young’s modulus) and biological (antimicrobial-bone-growing surfaces) properties of advanced dental implants.
To produce nanostructured material Severe Plastic Deformation (SPD) processes like High Pressure Torsion (HPT) or Equal Channel Angular Pressing (ECAP) can be used. These processes can lead to grain sizes smaller than 1 µm. A special feature of SPD processes is the unaltered shape of the workpiece. This allows the process to be repeated several times with the same semi-finished product to achieve very large incremental strains. Moreover, the fine-grained structure is formed not only at the surface but also in the center, i.e. the complete cross-section, of the material. After recrystallization or recovery, this leads to an outstanding combination of strength (Hall–Petch equation) and ductility. In addition, a fine-structured surface is achieved again when the material is machined, polished or etched, which is a major advantage compared to surface coatings. It has also been shown that corrosion resistance and fatigue strength are enhanced by ECAP [13]. For increasing the productivity of ultrafine-grained (UFG) materials, the design of ECAP process has been extended with continuous process operation (Conform-ECAP) [14]. However, production of tubular UFG material is still not realized in industrial scale up to now due to the process uncertainties caused by limited sample length, high process forces, friction and tool wear.
For continuous and industrial scale production of UFG materials, Görtan developed the process of Equal Channel Angular Swaging (ECAS) [15]. The forming behavior of ECAS is similar to that of the ECAP process, but the die is vertically divided into two parts, which oscillate for incremental forming, i.e. shearing of the incoming bar. Consequently, friction forces and thus, axial forces are significantly reduced by ECAS compared to ECAP. Previous studies demonstrated, that UFG materials can be continuously produced by ECAS out of CP-copper, steel and FeCo alloys as well as CP-Titanium [15, 16].
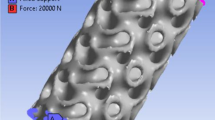
For the continuous production of nanocrystalline TNZ, the ECAS tools as seen in Fig. 1 are mounted into a rotary swaging machine, where the jaws oscillate in a defined position (external rotor design) [15]. The coarse-grained incoming material is continuously fed into the machine via a feeder. In the tool, the material is sheared (by the angle Φ) in the die so that the material is formed incrementally. Grain refinement is achieved by high shear strains, whereby grain boundaries reorient and break up. At the exit of the tool, the grain size is reduced compared to the incoming material and after several paths, a nanocrystalline structure develops, whereas the outer diameter has not changed as shown in Fig. 1, tool A. Further progress could be made in case double shearing is applied within one deformation step, see Fig. 1, tool B. Best results regarding stored deformation energy and grain refinement can be achieved by multiple processing, so-called Multiple Pass ECAS, whereby the grain size can be reduced even more.

The Equal Channel Angular Swaging (ECAS) process for the continuous production of nanocrystalline TNZ rods. The material is incrementally fed into the angular tool and sheared. High shear strains (increased with decreasing Φ) lead to grain size reduction.
However, this ultra-high-strain and strain-rate forming process of TNZ leads to severe work hardening, so that the final rod fails in fulfilling the requirements of ASTM with respect to elongation at fracture. In the worst case, during ECAS deformation, shear band formation with an accompanying fracture of the rods can occur. Therefore, in our current study, additional, intermediate heating steps are added to the ECAS process to allow recovery and thus a reduction of work hardening between the different deformation steps of Multiple Pass ECAS. By this, the risk of shear band formation is reduced. In particular, it is investigated under which process conditions the material is strained as homogenously as possible so that subsequent recrystallization and aging treatments (also carried out in our study) lead to nanocrystalline TNZ material with optimized material properties to be applied in dental implants.
Results and discussion
ECAS forming process
During alloy production at the material supplier, the material has already undergone severe strain hardening. Hence, deforming these as-received rods in the ECAS process could still cause shear band formation and material failure already in the first step. TNZ contains a high amount of β-stabilizing elements and thus in general has a relatively large β-phase volume fraction. The deformability of body-centered-cubic β-phase is better than that of the hexagonal α-phase so that TNZ shows a lower risk of shear band formation compared to the first-generation medical alloys. Nevertheless, due to the extreme conditions applied in the ECAS process, shear band formation and material failure as shown in Fig. 2(a) can occur. To enable optimal forming capability and to ensure equal starting conditions of each experiment, the TNZ rods have been heat-treated at 750°C for 30 min with subsequent water quenching to establish a soft αʺ-martensitic starting structure as starting condition for severe plastic deformation. The successful result of ECAS deformation of TNZ with a fully martensitic structure is shown in Fig. 2(b).

(a) TNZ after deformation in the as-received state, the material fails due to multiple shear band formation; (b) ECAS forming is possible with a soft αʺ-martensitic starting structure.
To investigate the influence of the degree of deformation on the homogeneity of the microstructure, three different ECAS routes were used (Fig. 3): In route A, the rod is formed once through tool A (1 pass). The resulting rod is bent indicating an inhomogeneous deformation state and a possible elastic spring-back. Hence, additional straitening would be needed if the process was applied in industrial production. In route B, the rod is formed once through tool B (2 passes—meaning two different deformation operations, i.e., two times shearing in different directions within one tool). The deformation state is more homogenous and straightness is improved. In route C, the rod is formed twice by tool B (4 passes) and an additional tensile strength has been superimposed during the draw-back operation to further increase the degree of deformation. Hence the outcoming bar is slightly thinner (due to the additional tensile forces).

Different ECAS forming routes.
Microstructure and hardness
In the initial (as received) state, after casting and radial forging/rotary swaging, a lamellar α + β-microstructure is present [Fig. 4(a)]. Due to the forming process, the lamellae are strongly deformed. As discussed in the previous paragraph, the rods were heat-treated above β-transus with subsequent water quenching to establish a fully martensitic microstructure and minimize the risk of shear band formation during ECAS. Due to the rapid cooling applied, the β-phase has mainly transformed to αʺ-martensite [see martensite plates in Fig. 4(b)] which is additionally supported by the very low hardness typically for αʺ-martensite. The maximum length of the needles is limited to the former β grain size which is about 50 µm. The average hardness of the fully martensitic structure was measured to 193 HV10.

(a) Microstructure in the initial state (cast + radial forged/rotary swaged); (b) αʺ-martensitic starting structure for the ECAS process (initial state + 750 °C/30 min/water quenching).
Figure 5 shows SEM images (cross-sections of the outcoming rods) after applying the three different ECAS processing routes without further heat treatments. It can be seen that the prior β-grain boundaries are still visible. Nevertheless, high-resolution images show that the former β-grain boundaries are intermixed with α-phase (Fig. 6) so that a subsequent recrystallization heat-treatment should break them up. It can further be seen that within the former β-grains the αʺ-martensite needles partly started to break up into very small α and β substructures (approx. 100–200 nm) indicating high shearing forces and heating of the microstructure during deformation with subsequent dynamic recrystallization. Between the three different ECAS routes, no significant differences in the microstructures can be observed. This is in good agreement with the hardness measurements of approx. 225 HV10 for all three specimens. It can be concluded, that ECAS processing only slightly increases the hardness by about 15%.

SEM images of the three different ECAS forming routes: Overview images (top), high-resolution images within former β-grains (bottom).

β-grain -boundary intermixed with α-phase (route A).
Even if the average hardness of the three routes is similar, hardness contour plots show a slight asymmetry after deformation with route A which is improved by the application of routes B and C (Fig. 7). This can be explained by the 1-pass operation in terms of route A and the multiple pass (more symmetric) operations applied in route B and C and is discussed in further detail in the following.

Hardness contour plots to evaluate the homogeneity of the microstructure.
As can be seen, the αʺ-martensitic starting structure is quite homogeneous with a very low hardness. Route A shows the least homogeneity which was to be expected as route A contains only 1-pass of forming. Route B and C lead to a slightly more homogenous microstructure compared to route A. By these results, the advantage of ECAS compared to ECAP is once more demonstrated as in terms of route B two different deformation operations are carried out within one pass. Due to the multiple pass forming, even more αʺ-platelets are broken up. After four deformation passes together with superimposed tensile stresses (route C), the microstructure is to some extend more homogenous compared to that produced by route B. As it is known that with increasing passes the microstructure becomes more and more homogenous until a saturation point is reached [17], the fact that route C requires a more complex process control (which might not be applicable in industrial processes) and that the superimposed tensile stresses change the diameter and the outer shape of the incident bar, route B was selected for recrystallization and aging treatments to meet the requirements of ASTM F1713 and further optimize the mechanical properties for dental implant applications.
Figure 8 shows the microstructures after an optimized recrystallization (a and b) and aging (c) heat-treatment. After recrystallization slightly below β-transus, the β-grain-boundaries are dissolved (as expected from the grain-boundary analyses after deformation) but the needle-like shape of the αʺ-martensite (inside the former β-grains) after quenching is still present [Fig. 8(a)]. This indicates that the forming process and thus, the stored energy, have been insufficient to promote a globular microstructure after recrystallization, i.e., a limited number of recrystallization seeds was activated. Figure 8(b) shows a higher magnification of the recrystallized state indicating that the β-phase started to grow into the αʺ-phase whereas the time was too short for a complete globularization. On the other hand, it has to be stated that the recrystallization time had to be limited to prevent grain growth as for dental applications a nanostructured material is needed. The hardness is similar to the as-deformed state, 224 HV10 and 225 HV10, respectively, due to the high amount of αʺ-martensite after recrystallization.

SEM images of the recrystallized and aged microstructure: (a) overview of the recrystallized microstructure, the needle-like structure of the αʺ-martensite is still visible; (b) detailed picture of the recrystallized microstructure; (c) detailed picture of the recrystallized + aged microstructure.
During subsequent aging followed by air cooling, the microstructural images clearly show that the αʺ-martensite decomposes into α- and β-phase leading to further structure refinement and nano-structuring which should promote bone cell growth and avoid bacterial colonization as required [Fig. 8(c)]. The ageing procedure leads to a significant increase in hardness (288 HV10) and a more homogeneous hardness distribution.
Tensile tests
Table 1 shows the tensile properties of (1) the initial state after casting and radial forging/rotary swaging, (2) the αʺ-martensitic starting structure and (3) the ECAS deformed, recrystallized and aged state. In addition, the mechanical properties according to ASTM F1713 are presented. In ASTM F1713, no requirements for the Young’s modulus are specified but the minimal tensile strength (UTS) must exceed 860 MP and the elongation at fracture should reach 8% for an aged state. To minimize the risk of stress shielding, the Young’s modulus of implants should be as close to that of the bone (5–20 GPa). However, FEM analyses (performed by our project partners, to be published) of implant-bone models showed that, on the one hand, a high Young’s modulus leads to stress shielding and therefore to a regression of bone tissue and gap formation in the long-term use. On the other hand, a too low Young’s modulus results in overloading the newly formed bone during the ingrowth phase causing a dieback which in turn, leads to the formation of gaps between the bone and the implant surface where bacteria can colonize. According to the simulation results, the optimal range of the Young’s modulus for dental implants is 70–80 GPa. In addition, the tensile strength should reach 950 MPa to prevent implant and abutment breakage.
Tensile tests showed that the strength of the initial starting structure is very high (approx. 1100 MPa), but at the same time the elongation at fracture decreases to 6% due to work hardening after radial forging and rotary swaging and therefore, is insufficient to fulfill the requirements of ASTM F1713. The Young’s modulus is quite low (approx. 72 GPa) indicating at least the presence of low amounts of stress-induced αʺ-martensite. Nevertheless, the strength is too high to allow an ECAS forming. As can be seen, the αʺ-martensitic starting structure possesses a very low Young’s modulus of 58 GPa and a moderate strength of 632 MPa with an elongation at fracture of 23% which is a good formable state.
After ECAS (route B) and subsequent recrystallization and ageing, the UTS increases to 980 MPa due to martensite decomposition (αʺ → α + β) and precipitation of αS-phase. Even if the elongation at fracture decreases to 9.9%, it is still sufficient to meet the requirements of ASTM F1713. The Young’s modulus increases to 73 GPa due to the newly formed a-phase and αS-precipitations, but still lies in the postulated range of 70–80 GPa. Hence, ECAS forming process with route B combined with a well-adjusted, subsequent heat-treatment procedure (recrystallization + ageing) leads to the required properties and opens a path to a continuous forming process to produce advanced, fully nanostructured dental implants.
Summary and outlook
This study investigated the ECAS forming and subsequent heat treatments of the second-generation Ti–13Nb–13–Zr alloy for the use as implant material. It is shown that a soft αʺ-martensitic starting structure is needed for successful ECAS forming to avoid a failure of the rods due to shear band formation. ECAS processing with different tool angles and increasing passes showed no significant differences in the resulting average hardness. However, the homogeneity of the microstructure is improved with an increasing number of passes as shown by the microstructure analyses and hardness mappings. After deformation, a well-adjusted multi-step heat-treatment (recrystallization and ageing) of the ECAS-deformed bars is necessary to fulfill the requirements of ASTM F1713, to optimize the mechanical properties with respect to dental implant applications and to establish a nanostructured material which redevelops after a potential periimplantitis therapy.
As the homogeneity of the deformed material could be further improved, the number of deformation passes will be increased until the saturation point without a failure of the rods is reached. In addition, it will be determined, if a rotation of the rods, e.g. 90° or 180° after the first pass, can help to further improve the microstructure before recrystallization and ageing. Here, EBSD measurements are planned to identify the reduction in grainsize and to determine the texture of the deformed material. Also, In situ phase transformation analyses have been performed at P07 of PETRA III, i.e., the transformation of the β-phase during quenching and structural refinement during ageing, but the data have not been completely analyzed yet. To qualify ECAS-nanostructured TNZ for dental implant applications, the fatigue behavior will be investigated first at standard specimens, later at dental implants. Finally, the biocompatibility, i.e. bacterial colonization will be investigated.
Materials and methods
The TNZ material used in this study was melted into ingots with diameter 50 mm at GfE Metalle and Materialien GmbH in Nuremberg, Germany. The chemical composition (in weight-%) of the material is 13.21% Nb, 12.89% Zr, 0.022% Fe, 0.014% C, 0.065% O, 0.003% N, 0.003% H and Ti balance. The ingots were then reduced to a diameter of 10 mm by radial forging at GFM GmbH in Austria. The final diameter of 8 mm was achieved by rotary swaging at the Institute for Production Technology and Forming Machines of the TU Darmstadt.
The ECAS process was carried out at an elevated temperature. For this purpose, the forming jaws were tempered to 150°C by heating cartridges. Prior to the deformation, the TNZ bars were preheated to 150°C by an inductor. Preliminary studies have shown that ECAS forming at room temperature leads to material defects (e.g., small cracks) and shearing above 300°C promotes dynamic grain growth. The feed rate was 600 mm at a swaging frequency of 30 Hz and a radial infeed of 0.7 mm. Also, a counterpressure of 8 MPa was used to reach hydrostatic compressive stress conditions.
For the optimized heat treatments, chamber furnaces Carbolite CWF 1300 using standard air atmosphere were used. Recrystallization took place slightly below β-transus for 10 to 60 min with subsequent water quenching. Ageing was performed between 300 and 500°C for 1 to 6 h with air cooling.
Microstructural investigations were performed at metallographic cross sections. The samples were sectioned by disc cutting (Jean Wirtz, Cuto 20), embedded into EpoMet® amorphous, glass fiber reinforced polymer by warm embedding (Buehler Simplimet 4000). Afterwards, the samples were processed (ATM Saphir 550) by automated, water-cooled mechanical grinding with SiC grinding papers (size P320, P400, P600, P800, P1200 and P2500) and polishing (9 µm, 6 µm, 3 µm with Kulzer NewLam® diamond suspension including lubrication followed by OPS polish with OPS (25 ml) + H2O (10 ml) + KOH (0.7 g) + distilled water). Finally, etching was carried out using a special titanium etching reagent (86 ml H2O + 12 ml H2O2 + 4.5 ml HNO3 + 5 ml HF) for 3 to 5 s.
The microstructure has been analyzed by means of optical microscopy (ZEISS Imager.M2m) and scanning electron microscopy (LEO 1550) using an In-lens detector. Hardness tests were carried out using an automated Vickers hardness tester (LECO LV100AT) with HV10 (10 indentations per specimen distributed over the diameter) and an indentation time of 15 s. The measurement deviation at HV10 is ± 3%. To investigate the homogeneity of the hardness, hardness measurements were carried out using a DuraScan 20 from Struers in accordance with ISO 6507 using test method HV1 to have an increased number of data points. For this purpose, about 60 data points per sample were recorded in lines at 0°, 45°, 90°, 135°, 180°, 225°, 270° and 335°. The data were plotted in cylindrical coordinates and were interpolated using the OriginPro software. It has to be stated that a direct comparison between the HV10 and HV1 hardness tests is not possible.
Tensile tests were carried out according to DIN EN ISO 6892-1 using a Zwick/Roell universal tensile testing machine AllroundLine (100 kN) at room temperature together with the testXpert software by Zwick. Tensile test specimens were produced according to DIN 50125 A. The strains were recorded with a video extensometer. For each material condition, three specimens were tested. Since the specimens broke off-center, the elongation at fracture was underestimated in the tensile test and was re-measured manually.
Data availability
The datasets generated during and/or analyzed during the current study are available from the corresponding author on reasonable request.
Code availability
Not applicable.
References
G. Lütjering, J.C. Williams, Titanium, 2nd edn. (Springer, Berlin Heidelberg, 2007)
P.D. Darbre, D. Pugazhendhi, F. Mannello, J. Inorg. Biochem. (2011). https://doi.org/10.1016/j.jinorgbio.2011.07.017
A. Mirza, A. King, C. Troakes, C. Exley, J. Trace Elem. Med. Biol. (2017). https://doi.org/10.1016/j.jtemb.2016.12.001
M. Geetha, A.K. Singh, R. Asokamani, A.K. Gogia, Prog. Mater. Sci. (2009). https://doi.org/10.1016/j.pmatsci.2008.06.004
F.Y. Zhou, B.L. Wang, K.J. Qiu, W.J. Lin, L. Li, Y.B. Wang, F.L. Nie, Y.F. Zheng, Mater. Sci. Eng. (2012). https://doi.org/10.1016/j.msec.2012.02.002
J.A. Davidson, A.K. Mishra, P. Kovacs, R.A. Poggie, Biomed. Mater. Eng. 4(3), 231–243 (1994)
ASTM F1713: Standard Specification for Wrought Titanium-13Niobium-13Zirconium Alloy for Surgical Implant Applications (UNS R58130), ASTM International (Reapproved 2013)
T. Lee, S. Lee, I.-S. Kim, Y.H. Moon, H.S. Kim, C.H. Park, J. Alloys Compd. (2020). https://doi.org/10.1016/j.jallcom.2020.154401
A. Brizuela, M. Herrero-Climent, E. Rios-Carrasco, J.V. Rios-Santos, R.A. Pérez, J.M. Manero, J.G. Mur, Material 12, 980 (2019). https://doi.org/10.3390/ma12060980
F. Brunke, C. Siemers, J. Rösler, MATEC Web Conf. 321, 05006 (2020). https://doi.org/10.1051/matecconf/202032105006
L. Klinge, C. Siemers, B. Sobotta, H. Krempin, L. Kluy, P. Groche, COM 2021, The Can Inst of Min, Metall and Petroleum. 0033 (2021)
J. Mouhyi, D.M. Dohan-Ehrenfest, T. Albrektsson, Clin. Implant Dent. Relat. Res. 14, 170 (2012). https://doi.org/10.1111/j.1708-8208.2009.00244.x
K.M. Agarwar, R.K. Tyagi, A. Singhal, D. Bhatia, Mater. Sci. Energy Technol. (2020). https://doi.org/10.1016/j.mset.2020.11.002
J. Palán, R. Procházka, M. Zemko, Procedia Eng. (2017). https://doi.org/10.1016/j.proeng.2017.10.910
M. O. Görtan, Severe plastic deformation of metallic materials by equal channel angular swaging: theory, experiment and numerical simulation. (Dissertation, TU Darmstadt, 2014). https://tuprints.ulb.tu-darmstadt.de/id/eprint/4077
L. Kluy, F. Chi, P. Groche, WGP (2021). https://doi.org/10.1007/978-3-662-62138-7_6
R. Pippan, S. Scheriau, A. Taylor, M. Hafok, A. Hohenwarter, A. Bachmaier, Annu. Rev. Mater. Res. (2010). https://doi.org/10.1146/annurev-matsci-070909-104445
Acknowledgments
The research leading to the results presented here has been funded by the BMBF (Bundesministerium fuer Bildung und Forschung, Germany), project number 13XP5093C. Financial support is therefore gratefully acknowledged. These research studies were further supported by GfE Gesellschaft für Elektrometallurgie mbH (Nuremberg, Germany), GFM GmbH (Steyr, Austria) and ADVANTIQX Dr. Johannes Scherer (Gersthofen, Germany).
Funding
Open Access funding enabled and organized by Projekt DEAL. The research has been funded by the BMBF (Bundesministerium fuer Bildung und Forschung, Germany), Project Number 13XP5093C.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Klinge, L., Siemers, C., Kluy, L. et al. Nanostructured Ti–13Nb–13Zr for dental implant applications produced by severe plastic deformation. Journal of Materials Research 37, 2581–2588 (2022). https://doi.org/10.1557/s43578-022-00587-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1557/s43578-022-00587-1