
Abstract
The present research is aimed to understand the influence of graphene-reinforced carbon/Kevlar hybrid fabric epoxy composites. Samples HG0, HG2, HG4, and HG6 are fabricated using four layers of fabric mat and with varying graphene weight percentage as 0, 2, 4, and 6 wt.%, respectively. Mechanical characterizations such as hardness, tensile, and flexural strength were individually assessed. Thermal stability is evaluated through thermos-gravimetric analysis. Composite HG6 with high filler loading showed 71% and 114.4% greater tensile and flexural strength compared to unfilled HG0 specimen. Similarly, HG6 exhibited greater thermal stability. Inclusion of graphene particles in higher concentration improved the interfacial bonding between fibre/matrix/filler system. Fracture surfaces are analysed using scanning electron microscopy to understand the failure mechanisms.
Similar content being viewed by others

Introduction
Polymer composites are extensively utilized for structural applications in automotive, chemical, and medical industries owing to their lighter weight components that are combined with superior thermal, mechanical, and chemical properties [1,2,3,4]. Polymer matrix particularly epoxy resin is commonly employed as structural adhesive by reinforcing with different types of fibres and fillers. Epoxy-based composites possess high specific strength, fabrication ease, chemical resistant, and less cost. These composites find their applications in aircraft engine blades, pipe lines for petroleum refining, high speed vehicles, and impeller blades [5,6,7]. Polymer composites strengthened with fibres often referred as fibre-reinforced composites (FRPs) exhibit excellent mechanical strength, but they are weakened owing to brittle nature of matrix material. To overcome such drawback, appropriate micro or nano filler is added to develop fibre/matrix/filler system [8,9,10].
Kevlar fibres exhibit high strain and neither melt or decompose at higher temperatures (> 450 °C). Carbon fibres are popularly used for aerospace applications owing to good specific strength and stiffness [11, 12]. Hybridization of two fibres can enhance compressive strength, impact toughness, weight reduction, and strain capability of composite laminates. Although better properties were reported with hybridization, yet the further improvements are necessary to meet varied design conditions [13, 14]. Thus, filler particles are added to obtain beneficial effects to hybrid fibre composite configurations. In the current industrial scenario, carbon-based particles such as carbon nanotubes, carbon black, graphene, and graphite emerged as novel filler materials. Integration of graphene particles into the epoxy resins showed promising results by enhancing the properties of composite materials [15,16,17]. Graphene particles comprise two-dimensional carbon atoms in mono layers. Due to this, better dispersibility can be achieved with polymer matrices. Besides, they are able to improve mechanical and thermal properties, damping characteristics and corrosion resistance of composites [18,19,20].
A study presented by Alexopoulos et al. [21] proved that addition of graphene nano particles increased the tensile and fracture toughness of epoxy composites by 15% and 12%, respectively. Another study by Salom et al. [22] showed the enhanced storage modulus in graphene/epoxy composite materials at optimum filler loading. At higher concentration, the properties tend to decrease. Li et al. [23] stated in his literature review that incorporating graphene layers in polymer matrices improve their mechanical characteristics. Cho et al. [24] added graphene particles to carbon fibre/epoxy composites and observed 16% and 18% increase in compressive and in plane shear strengths respectively. Moreover, graphene also enhanced tensile, flexural, and impact strengths of glass fibre/epoxy composites as reported by Aswathnarayan et al. [25]. The interfacial interaction between graphene and fibres improves the structural stability of epoxy composites. From the literature, it was observed that limited research was reported on graphene-based fibre-reinforced composites. On the other hand, hybridization of fibres was presented by researchers, but the studies pertaining to hybrid fabric was not explored so far. Thus, the novelty of present research lies in utilizing the hybrid fabric mat comprising carbon as warp and Kevlar as weft in epoxy matrix along with graphene particles. Such fibre/matrix/filler composite configuration is experimentally tested to understand the mechanical and thermal characteristics.
Materials and methods
Hybrid mat as shown in Fig. 1 comprises carbon as warp and Kevlar as weft 200 gsm taken as fibre material. Graphene having an average particle size of 15 µm with 99% purity is chosen as filler. Epoxy resin LY-556 is utilized as a polymeric matrix along with a curing agent HY-951. Properties of raw materials used in the fabrication process are given in Table 1.

Carbon/Kevlar hybrid fabric mat
Fabrication of hybrid composites
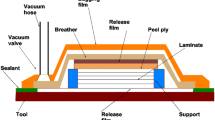
Initially, the hybrid fabric mat was cleaned using acetone to remove any dust particles present on it. It was then dried at 60 °C in a vacuum oven for 3 h to remove the moisture completely. Degassing of epoxy resin was done to eliminate the air bubbles. Graphene taken in different weight percentages (0, 2, 4, and 6%) was added to epoxy in individual containers. To ensure uniform dispersion of graphene in epoxy, the containers were subjected to ultrasonic bath sonicator as supplied by Samarth Electronics by maintaining a temperature of 60 °C for 3-h duration. After sonication, the curing agent was added to the epoxy mixture in 10:1 ratio. The composites were fabricated in a wooden mould of volume 200 × 200 × 4 mm3 through lay-up lamination process. Four layers of hybrid fabric mat were placed in a wooden mould, and then epoxy mixture was added to it. Samples were left out for curing at room temperature for 72 h. Composite fabrication is represented through Fig. 2. Composites were designated as HG0, HG2, HG4, and HG6 which corresponds to filler weight percentage.

Schematic diagram for composites fabrication
Hardness
Hardness of composite specimens is evaluated on RS Scientific FMV1-MC-AT micro Vicker’s hardness testing apparatus present at Vellore Institute of Technology, Andhra Pradesh. Samples were tested following ASTM E384-17 standard by applying a load of 1 kg for a dwell period of 15 s. For each composite, three readings were taken, and their mean value was noted. Hardness number in terms of HV is calculated using the formulae reported in the literature [26].
Thermogravimetric analysis
Thermogravimetric analysis (TGA) is performed on PerkinElmer thermal analyser available at Vellore Institute of Technology, Andhra Pradesh, to understand the thermal stability. Specimens were heated in the inert atmosphere from 30 °C to 700 °C maintaining a constant rate of 15 °C min−1, and the corresponding weight loss (in %) was recorded.
Mechanical testing
Mechanical strength in terms of tensile and flexural was evaluated on Tinius Olsen H10KL UTM facility available at Vellore Institute of Technology, Andhra Pradesh, following the ASTM D638 and D790 standards respectively. For tensile testing, ASTM D638 type V sample having overall length of 63.5 mm and a width and gauge length of 9.53 as displayed in Fig. 3 was utilized. Crosshead strain rate of UTM is maintained constant at 1 mm/min−1. Three identical specimens from each composite were tested, and their average value is adopted for result analysis. After testing, the surface of fractured samples was analysed under SEM to understand failure mechanisms.

ASTM D638 standard figure for tensile testing
Results and discussion
Hardness
Vickers hardness (in HV) of all composite samples is shown in Fig. 4. Results depicted that specimen filled by 6% graphene, i.e. HG6, exhibited high hardness number of 92 HV compared to other composites due to better dispersion of filler particles and their bonding with the fibre and matrix. Nearly 27.7% increment in hardness was observed from HG2 to HG6. As the filler loading is increased, the interparticle distance in the matrix decreases which provide resistance to indentation [27]. Thus, the composite specimen HG6 with more filler particles displayed greater hardness. On the other hand, HG0 having 0% graphene exhibited least hardness of 54 HV due to weak bonding between fibre and epoxy. Hardness improved by 33.3%, 57.4%, and 70.3% for HG2, HG4, and HG6, respectively, as compared to HG0.

Vickers hardness of composite laminates
Thermogravimetric analysis
TGA analysis was performed in the nitrogen atmosphere, and the obtained results are represented in Fig. 5. From the curves, it was evident that early degradation of composites took place around 330–350 °C. During this temperature, the moisture and wax in the samples evaporate and resulted in maximum weight loss [28]. On further increase in temperature, the decomposition of polymer chains was initiated. The presence of graphene significantly affected the thermal stability of hybrid carbon/Kevlar epoxy composite laminates. Sample HG6 exhibited greater stability with 59.6% residue which indicates its more char formation, while HG0 possess least thermal stability and formed 39.1% of solid residue. Likewise, the char formation in the composites HG4 and HG2 was observed as 42.7% and 40.3%, respectively. Increasing sequence of thermal stability of all samples follow the order as HG6 > HG4 > HG2 > HG0. Greater stability of HG6 is mainly due to better thermal response and dispersibility of graphene particles in the epoxy. Moreover, the aromatic rings present in the Kevlar were highly cross linked with the epoxy which also effects the thermal stability [29].

TGA curves of composite samples
Mechanical testing
Figure 6a–b represents the tensile stress–strain graph and ultimate tensile strength (in MPa) of composites. The specimens showed a linear variation indicating their nature as brittle. Addition of graphene particles further increased the brittleness and improved the tensile strength of hybrid carbon/Kevlar epoxy composites [30]. Highest strength of 217.2 MPa was shown by HG6, while the least strength of 126.9 MPa exhibited by HG0 among all composite configurations. Composites with graphene particles displayed superior strength due to their dispersibility and better load carrying capability. The tensile strength was improved by 41.8% as graphene content increased from 2 to 6%. Further, the increment of 20.62%, 58.6, and 71% was observed for HG2, HG4, and HG6 compared to HG0 composites. The increasing sequence of tensile strength of all specimens follows the order as HG6 > HG4 > HG2 > HG0. On the other hand, tensile modulus for the sample HG6 was also reported to be higher as evident from Fig. 6c.

a Tensile stress–strain graph. b Ultimate tensile strength. c Tensile modulus of all samples
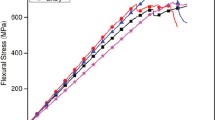
Flexural strength (in MPa) corresponding to all the composites is represented in Fig. 7a. Samples showed increased strength with an increase in graphene particles. Flexural strength improved by 114.4% as filler content increased from 0 to 6% as observed from HG0 to HG6. Almost 55.48% increment in strength is seen from HG2 to HG4, while the flexural strength was marginally increased to 21.9% from HG4 to HG6. Among all fabricated samples, the higher and lower flexural strengths were displayed by HG6 and HG0 which was reported as 145 MPa and 311 MPa, respectively. Furthermore, flexural modulus for the sample HG6 was found to be higher as can be displayed in Fig. 7b. All the mechanical results are provided with error bars which represent the standard deviation. From the results obtained, it can be concluded that the improved interfacial force between fibre and matrix can be attained by inclusion of graphene particles which results in superior mechanical strength [31, 32]. In the present study, hybrid carbon/Kevlar fabric mat was utilized which can replace the individual mat usage and obtain significant improvement in mechanical properties of fibre-reinforced polymer composites.

a Flexural strength. b Flexural modulus of composite samples
The SEM images shown in figure resemble the brittle fracture of all composite samples. As the filler loading increased from 2 to 6%, graphene particles formed as continuous networks on the fibre surface as assessed from Fig. 8a, b. Due to this, the sample HG6 showed improved interfacial bonding among fibre/matrix/filler which significantly affected its mechanical strength. Besides, the images also reveal the uniform dispersion of filler particles in the composites due to ultra-sonication process during fabrication.Thus, agglomeration was not detected in the images. Figure 8c, d represents the fracture images of HG2 and HG6 subjected to tensile loading respectively. Due to lower filler content, surface of sample HG2 failed by weak interface bonding and fibre pull-out [33]. Along fibre direction, the uneven breakage occurred, while the fibre cracking lowered in the case of HG6 compared to HG2 due to more graphene particles present in the composite (see Fig. 8d).

a–d SEM micrographs of fractured HG2 and HG6 samples
Conclusions
Epoxy composites comprising four layers of hybrid carbon/Kevlar fabric mat with varying weight percentage of graphene particles were fabricated through lay-up lamination technique. Specimens were mechanically tested to understand their tensile and flexural strength. Based on results obtained, the following observations were summarized below.
-
Inclusion of graphene particles within hybrid carbon/Kevlar fabric significantly improved thermal stability and tensile and flexural strengths of composite laminates.
-
Mechanical strength of composites increases with an increase in filler content due to the improved interfacial bonding between fibre/matrix/filler which resulted in greater load transfer.
-
The sample HG6 with high filler loading exhibited 71% and 114.4% greater tensile and flexural strength respectively, as compared to unfilled HG0 composite.
-
Thermal stability and hardness of HG6 were greater among all the specimens.
-
SEM images reveal the uniform dispersion of graphene particles in the composite system. Besides, the samples have shown brittle fracture.
Availability of data and materials
Data is available from the corresponding author upon reasonable request.
Abbreviations
- FRPs:
-
Fibre-reinforced composites
- ASTM:
-
American Society for Testing and Materials
- TGA:
-
Thermogravimetric analysis
- UTM:
-
Universal testing machine
- SEM:
-
Scanning electron microscope
References
Benega MAG, Silva WM, Schnitzler MC, Andrade RJE, Ribeiro H (2021) Improvements in thermal and mechanical properties of composites based on epoxy-carbon nanomaterials-a brief landscape. Polym Testing 98:107180
Hsissou R, Seghiri R, Benzekri Z, Hilali M, Rafik M, Elharfi A (2021) Polymer composite materials: a comprehensive review. Compos Struct 262:113640
Boggarapu V, Gujjala R, Ojha S (2020) A critical review on erosion wear characteristics of polymer matrix composites. Materials Research Express 7(2):022002
Rajak DK, Pagar DD, Menezes PL, Linul E (2019) Fiber-reinforced polymer composites: manufacturing, properties, and applications. Polymers 11(10):1667
Baig MMA, Samad MA (2021) Epoxy\epoxy composite\epoxy hybrid composite coatings for tribological applications—a review. Polymers 13(2):179
Lu J, Askeland P, Drzal LT (2008) Surface modification of microfibrillated cellulose for epoxy composite applications. Polymer 49(5):1285–1296
Boggarapu V, RamaSreekanth PS, Peddakondigalla VB, Sahu SK (2023.) Study on solid particle erosion behavior of polymer functionally graded composites. Materials Today: Proceedings
Ozsoy I, Demirkol A, Mimaroglu A, Unal H, Demir Z (2015) The influence of micro-and nano-filler content on the mechanical properties of epoxy composites. StrojniskiVestnik/Journal of Mechanical Engineering 61(10)
Chowdary MS, Raghavendra G, Kumar MN, Ojha S, Boggarapu V (2022) Influence of nano-silica on enhancing the mechanical properties of sisal/Kevlarfiber reinforced polyester hybrid composites. Silicon, pp. 1–8
Dhanasekar K, Krishnan AM, Kaliyaperumal G, De Poures MV, Chandramohan P, Parthipan N, Priya CB, Venkatesh R, Negash K (2023) Influences of nanosilica particles on density, mechanical, and tribological properties of sisal/hemp hybrid nanocomposite. Adv Polymer Technol. 2023
Yadav PS, Purohit R, Namdev A (2022) Physical and mechanical properties of hybrid composites using Kevlar fibre and nano-SiO2. Adv Mater Proc Technol 8(sup4):2057–2069
Dai Z, Shi F, Zhang B, Li M, Zhang Z (2011) Effect of sizing on carbon fiber surface properties and fibers/epoxy interfacial adhesion. Appl Surf Sci 257(15):6980–6985
Muhammad N, Jumahat A, Ali NM (2015) Effect of hybridization on compressive properties of woven carbon, glass and Kevlar hybrid composites. J Teknol 76:75–80
Salman SD, Hassim WW, Leman Z (2015) Experimental comparison between two types of hybrid composite materials in compression test. Carbon 3:119–123
Namdev A, Telang A, Purohit R (2023) Investigation of mechanical behavior of graphene nanoplatelets and carbon fiber-reinforced hybrid laminate composites under different environment aging conditions. Proceedings of the Institution of Mechanical Engineers, Part E: Journal of Process Mechanical Engineering, p.09544089221150731
Namdev A, Telang A, Purohit R, Agrawal MK (2023) An experimental assessment of abrasive wear behavior of GNP/carbon fiber/epoxy hybrid composites. Indian J Eng Mater Sci 29(6):779–787
Namdev A, Telang A, Purohit R (2022) Synthesis and mechanical characterization of epoxy hybrid composites containing graphene nanoplatelets. Proc Inst Mech Eng C J Mech Eng Sci 236(14):7984–7998
Shukla MK, Sharma K (2019) Effect of carbon nanofillers on the mechanical and interfacial properties of epoxy based nanocomposites: a review. Polym Sci, Ser A 61:439–460
Mousavi SR, Estaji S, Paydayesh A, Arjmand M, Jafari SH, Nouranian S, Khonakdar HA (2022) A review of recent progress in improving the fracture toughness of epoxy-based composites using carbonaceous nanofillers. Polym Compos 43(4):1871–1886
Hussein MA, Abu-Zied BM, Asiri AM (2018) Fabrication of EPYR/GNP/MWCNT carbon-based composite materials for promoted epoxy coating performance. RSC Adv 8(42):23555–23566
Alexopoulos ND, Paragkamian Z, Poulin P, Kourkoulis SK (2017) Fracture related mechanical properties of low and high graphene reinforcement of epoxy nanocomposites. Compos Sci Technol 150:194–204
Salom C, Prolongo MG, Toribio A, Martínez-Martínez AJ, de Cárcer IA, Prolongo SG (2018) Mechanical properties and adhesive behavior of epoxy-graphene nanocomposites. Int J Adhes Adhes 84:119–125
Li M, Zhou H, Zhang Y, Liao Y, Zhou H (2018) Effect of defects on thermal conductivity of graphene/epoxy nanocomposites. Carbon 130:295–303
Cho J, Chen JY, Daniel IM (2007) Mechanical enhancement of carbon fiber/epoxy composites by graphite nanoplatelet reinforcement. Scriptamaterialia 56(8):685–688
Aswathnarayan MS, Muniraju M, Reddappa HN, Rudresh BM (2020) Synergistic effect of nano graphene on the mechanical behaviour of glass-epoxy polymer composites. Mater Today Proc 20:177–184
Boggarapu V, Namathoti S, Avvari VD, Peddakondigalla VB, Shanmugam R, Ponnamma D, Sreekanth PR (2024) Influence of shelf-life duration on mechanical, thermal and shape recovery motion derivatives of shape memory polyurethane. Results in Engineering, p.101819
Sajith S (2019) Investigation on effect of chemical composition of bio-fillers on filler/matrix interaction and properties of particle reinforced composites using FTIR. Compos B Eng 166:21–30
Boggarapu V, Ruthik L, Gara DK, Ojha S, Jain S, Gujjala R, Bandaru AK, Inala R (2022) Study on mechanical and tribological characteristics of layered functionally graded polymer composite materials. Proc Institution Mech Eng Part E J Process Mech Eng 236(5):1857–1868
TG, Y.G., P, M., MavinkereRangappa S, Siengchin S, Jawaid M (2022) Mechanical and thermal properties of flax/carbon/Kevlar based epoxy hybrid composites. Polymer Composites 43(8):5649-5662
Madarvoni S, Sreekanth RP (2022) Mechanical characterization of graphene—hexagonal boron nitride-based Kevlar–carbon hybrid fabric nanocomposites. Polymers 14(13):2559
Zhang T, Cheng Q, Xu Z, Jiang B, Wang C, Huang Y (2019) Improved interfacial property of carbon fiber composites with carbon nanotube and graphene oxide as multi-scale synergetic reinforcements. Compos A Appl Sci Manuf 125:105573
Zhang X, Fan X, Yan C, Li H, Zhu Y, Li X, Yu L (2012) Interfacial microstructure and properties of carbon fiber composites modified with graphene oxide. ACS Appl Mater Interfaces 4(3):1543–1552
Viel Q, Esposito A, Saiter JM, Santulli C, Turner JA (2018) Interfacial characterization by pull-out test of bamboo fibers embedded in poly (lactic acid). Fibers 6(1):7
Acknowledgements
Not applicable.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Author information
Authors and Affiliations
Contributions
VBP, conceptualization, methodology, supervision, investigation, and writing — original draft. VB, formal analysis, data curation, visualization, and writing — review and editing. RD, data curation and writing — review and editing; PP, writing — review and editing; and AY, writing — review and editing.
Corresponding author
Ethics declarations
Competing interests
The authors declare that they have no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/. The Creative Commons Public Domain Dedication waiver (http://creativecommons.org/publicdomain/zero/1.0/) applies to the data made available in this article, unless otherwise stated in a credit line to the data.
About this article

Cite this article
Peddakondigalla, V.B., Boggarapu, V., Doppalapudi, R. et al. Investigation on mechanical and thermal behaviour of graphene bonded carbon/Kevlar hybrid fabric polymer composites. J. Eng. Appl. Sci. 71, 113 (2024). https://doi.org/10.1186/s44147-024-00448-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/s44147-024-00448-0