
Abstract
This study aimed to investigate, from a techno-economic point of view, cattle slaughterhouse wastewater (CSWW) treatment via the electrocoagulation (EC) technique. A novel lab-scale EC unit with a 3 L volume was manufactured and tested. The EC unit contains nine identical cylindrical shape electrodes from aluminum material in connection with a controllable DC power supply. Investigation of optimum operating parameters in terms of pH, current density (CD), contact time, and electrolyte concentration was carried out in batch mode and then applied to continuous mode. At each batch, a cost analysis was calculated in terms of the consumption of electrode material and electrical power. The optimum operating conditions at which the best removal efficiency was achieved were pH 7, contact time 75 min, total dissolved solids of 3000 mg L−1, and CD of 4 mA cm−2. After application of these conditions on continuous flow mode, the removal efficiency of chemical oxygen demand, color, turbidity, biological oxygen demand, and oil, grease were 95, 99, 99, 97 and 95%, respectively. The total electrode consumption and electrical consumptions were 0.6 kg m−3 and 0.87 kWh m−3 with an operational cost of about $1.5 m−3. This proved that EC is a techno-economically effective treatment method than other conventional treatment methods for high-rate removal of pollutants from CSWW.
Similar content being viewed by others


1 Introduction
Slaughterhouses belong to the food industry sector for the production of meat and its products. This industry specially cattle slaughterhouses generates large wastewater volumes during the butchering process and intermittent rinsing of remaining particles [1]. A range of 0.4 and 3.1 m3 of water per slaughtered animal is consumed depending on the procedures used and the kind of animal and consequently, the composition of cattle slaughterhouse wastewater (CSWW) is varied [2]. CSWW contains high amounts of organic pollutants in terms of chemical oxygen demand (COD), biochemical oxygen demand (BOD), and nutrients (phosphorus, and nitrogen) due to the presence of organic substances, such as blood, fat, grease, proteins, urine, and feces [3]. Therefore, to prevent serious environmental pollution, removal of these pollutants from CSWW is mandatory before discharge into receiving bodies.
CSWW treatment can be performed by several methods such as physicochemical, biological, and advanced oxidation. Physicochemical treatments such as coagulation and flocculation have good removal efficiency [4]. However, their disadvantage is the high amounts of chemicals utilized in the coagulation process and the large sludge volume produced [5]. The biological treatment utilized for CSWW such as anaerobic treatment [6] aerobic treatment and combined anaerobic–aerobic treatment [7] is not constantly appropriate because of the large land areas required, high operating costs, the sensitivity of microorganisms to chemical complexes, and long treatment time [8]. For example, aerobic treatment is energy-consuming due to long aeration time [9], while in anaerobic treatment reactors floating fats may be accumulated on the top and suspended solids at the bottom [10]. In addition, a pre-treatment step is required before biological treatment such as physical or chemical treatment [4].
Recently, some studies revealed that electrocoagulation (EC) treatment process is a promising technology for various industrial wastewater treatment with cost-effective operation due to, flexibility, low energy requirements, self-automated, environmental sound, and compatibility [11, 12]. The theory of the EC treatment process is based on the application of an electric field between two electrodes in which metal oxides leached from the cathode that reduces the stability of surface charge on suspended and dissolved pollutants and establishes the coagulation process in terms of precipitation or flotation [13]. Compared to the conventional coagulation method, EC requires simple equipment due to minimization or absence of chemicals dosing equipment, reduces treatment time, easily operated, and low sludge production with a high settling rate. Also, the salt contents in the treated wastewater do not significantly increase, as happens in chemical coagulation due to chemical additions. Thus, EC had been effectively investigated for the treatment of various wastewater types such as; urban wastewater [14], yeast wastewater [15], food and protein wastewater [16], textile wastewater [17], olive oil wastewater [18, 19], petrochemical wastewater [20] landfill leachates [21] and disinfection of treated wastewater [22].
There are different investigations on the use of EC for the treatment of different types of slaughterhouse wastewater (poultry and cattle) [23, 24]. For example, Un et al. [22] studied the EC process using aluminum and iron electrode with the aid of 0.75 g L−1 poly-aluminum chloride coagulant for CSWW treatment. The COD removal efficiency reached 94% using an iron electrode. However, the process was considered a combination of EC and chemical coagulation including the addition of a coagulant to the process. In another study, Bayar et al. [24] used an EC unit equipped with aluminum electrodes to study the influence of current density (CD) and mixing speed on the treatment of poultry slaughterhouse wastewater. and they revealed that 150 rpm stirring speed and CD of 1 mA cm−2 at initial pH 3 was the effective conditions for such wastewater treatment. By applying these conditions, the COD reduced to about 300 mg L−1 starting from 2170 mg L−1 within 30 min. However, the process needs further post-treatment via adding a pH adjustment system which is not technically economic. All past studies were on batch experiments and there is no complete techno-economic data were shown in the application of EC for CSWW in continuous flow mode. This study aims to evaluate the use of EC for CSWW testament technically and economically. The optimum operating parameters were studied in terms of pH, current density, contact time, and electrolyte concentration in batch mode then obtain optimum parameters were applied in continuous mode. Also, the cost analysis in terms of electrical power and electrode consumption will be investigated.
2 Materials and method
2.1 Source of CSWW
CSWW was collected from a cattle slaughterhouse near Giza governorate, Egypt, which has a daily of 3–5 t of cattle and may reach 9 t d−1 in high season. The daily generated wastewater is about 10–70 m3. The CSWW from the slaughterhouse is generated from the production process of meat and barn cleaning, which contains blood, proteins, and lipids. This facility does not apply any kind of wastewater treatment or even separate solid waste from wastewater, and it discharges all into the sewerage network. Pre-treatment of the collected wastewater was carried out via manual screening to eliminate large objects such as hair, skins, and solids larger than 1 mm before applying EC treatment. Table 1 shows CSWW characteristics used in this study.
2.2 Design and operation of EC reactor
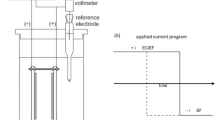
The EC unit was designed according to patent No. EGPO 30,235 [25]. A schematic diagram of the EC unit is shown in Fig. 1. The reactor body is a 3 L transparent Perspex glass container with dimensions of 12.5 cm length, 12 cm width, and 20 cm height while the effluent valve was kept 5 cm from height giving 2.25 L effective volume. Nine cylindrical aluminum electrodes were inserted in a pattern of three rows each one containing three electrodes with 2 cm interspace. Each electrode has a diameter of 1.6 cm and 15 cm height with a surface area of 0.054 m2 and 12 cm3 total volume which means that all electrodes are occupying 0.24 L and the effective volume of CSWW in the EC unit is 2 L. A mechanical mixer was fixed in the middle of the unit while electricity is supplied via a controllable DC power supply. The output DC voltage and current range are 0–30 V and 0–10 A.

Electrocoagulation treatment cell
2.3 Operating conditions
The batch study was carried out in several experimental runs representing different operational parameters including pH, contact time, electrolyte concentration in terms of total dissolved solids (TDS), and CD. Effective operational time was investigated at pH 7, TDS around 1000 mg L−1, (see Table 1) and CD of 2 mA cm−2. At determined optimum contact time, different pH values (4, 5, 6, 7 and 8), and current densities (2–8 mA cm−2) were investigated. To investigate the effect of TDS, different electrolyte concentrations of sodium chloride were prepared and added to CSWW, with molar mass of 17.5, 35, 52.5, and 70 mM NaCl corresponding to the values of 1000, 2000, 3000, and 4000 mg L−1. As shown in Table 1, the initial TDS concentrations of CSWW was around 1000 mg L−1 and accordingly, TDS concentrations of CSWW was adjusted by adding the suitable amount of prepared NaCl electrolyte to obtain TDS concentrations equal to about 2000, 3000, 4000, and 5000 mg L−1. The CSWW was subjected to continuous treatment via the EC reactor after obtaining the best operating parameters from the batch experiment. The CSWW was continuously fed to the reactor with a peristaltic pump at a flow rate of about 27 mL min−1 corresponding to a hydraulic retention time (HRT) of 60 min. Table 2 summarise the operating conditions for batch and continuous experiment. The pollutants such as fats and grease may be attached to the surface of the electrodes by electric forces, thus after each batch and continuous experiment, the electrodes were washed to remove grease and the impurities on the electrodes' surface, with a mixture solution prepared freshly from hydrochloric acid solution (35%) and commercial chloroform solution (97%) with ratio 1:2, then were dried and weighed for determining the rate of dissolution.
2.4 wastewater analysis
COD, color, turbidity, pH, and TDS were carried out as monitoring treatment efficiency during the determination of optimum conditions in batch studies. At optimum treatment conditions, characterization of CSWW after applying continuous experiments was carried out in terms of COD, BOD, total suspended solids (TSS), oil and grease, total Kjeldahl nitrogen (TKN) and total phosphorus (TP) while the produced sludge was determined in terms of sludge volume and total solids (TS) as well as volatile solids (VS). The characterizations were carried out according to the standard methods for the examination of water and wastewater [26]. The pH was adjusted using 10% NaOH/H2SO4, while the TDS concentration was adjusted using sodium chloride salt.
2.5 Calculations
The removal efficiency of pollutants is calculated as a percentage based on the initial and final concentration of pollutants in the CSWW. Operational cost (OC) was calculated as:
OC = electricity consumption (EC) + electrodes consumption + cost of chemicals added (NaCl)
where electricity consumption and electrode consumption are related to amounts consumed per m3 of treated wastewater. Energy consumption is calculated based on Eq. (1):
where V is applied voltage, I is current in A, t is treatment time (h), and v is treated wastewater volume (m3). The electrode consumption was calculated theoretically and actual electrode material consumption is calculated according to Faraday's law in Eq. (2):
where F is Faraday's constant and is equal to 96,485 C mol−1, Mw is the molar mass of aluminum (27 g mol−1), and z is the number of electron transfer (zAl = 3). The actual electrode consumption was calculated by estimating the difference between electrode masses before and after treatment for a given volume in a given time.
3 Results and discussion
3.1 Effect of contact time on the EC efficiency
The performance of the EC process was investigated under different treatment times between 0 and 150 min with intervals every 15 min to assess optimum treatment time. The experiment was carried out at CD of 2 mA cm−2, TDS value adjusted to be 1000 mg L−1, and pH value of 7.2. As shown in Fig. 2a and b, COD removal efficiency was about 23% after 15 min operation, then it increased to about 53% at 30 min indicating that more than 50% reduction of chemical oxidized organic matter could be obtained after 30 min detention time. COD removal efficiency increased gradually in 30–105 min from 53 to 84% with about 8% removal every 15 min. The removal efficiency of COD slightly changed after operating time 105–150 min as it reached 85, 89, and 91% at 120, 135, and 150 min respectively. The residual value of COD after 150 min was 360 mg L−1 starting from an initial concentration of 4200 mg L−1.

Effect of contact time on the removal efficiency
CSWW contains dense red color which could persist in other treatment methods. In Fig. 2a about 85% color removal efficiency was obtained at 60 min and 99% color removal obtain after 120 min operation. The turbidity value is considered a mirror image of the existence of suspended solids in wastewater. The turbidity removal efficiency was investigated (Fig. 2b) and it reached more than 82% after operation of 15 min only while it reached 96% in 60 min, which indicated that most of suspended and particulate substances were removed from the treated CSWW. Other phenomena were observed as the pH value increased gradually as a function of time. This may be attributed to the formation of metal hydroxides from metal ions dissolved from anode and hydroxide ions from water hydrolysis.
Treatment time is a very essential factor in the construction and operation of EC in terms of the economic applicability of CSWW treatment. Accordingly, the preliminary determination of electrical power and electrode consumption at different EC contact times is shown in Fig. 3. The investigation was carried out by running 10 experiments with different interval times starting with 15 to 150 min and after each experiment, the electricity and the electrodes consumption was calculated. The results revealed that increasing contact time in the EC process directly increases both energy and electrode consumption. The contact time was varied from 0 to 150 min with 15 min intervals and maximum energy consumption reached 30 kWh m−3 and maximum electrode consumption reached 0.27 kg m−3. These consumption values are lower than was lower than those investigated in several studies at a lower contact time [11, 27]. Based on the obtained results, 75 min was selected as the optimum contact time in the EC treatment process for the determination of the other operating parameters. At this contact time, the energy and electrode consumption were 13 kWh m−3 and 0.14 kg m−3.

Energy and electrodes consumption as function of time during EC process
3.2 Effect of TDS concentrations on EC efficiency
The TDS concentration in the CSWW is another important parameter that affects the EC reactor performance. The more the TDS concentration in bulk solution, the more conductivity between electrodes which leads to accelerated electrons and ions moving in the solution between electrodes. To study the TDS effect, the experiment was conducted at a CD is 4 mA cm−2, pH value of 7, and operational time between 0 and 150 min with intervals every 15 min. The investigated concentrations were 1000, 2000, 3000, 4000, and 5000 mg L−1 and were adjusted by adding sodium chloride salt to the solution.
The effect of TDS concentration on EC performance on the removal of COD, color, and turbidity from CSWW is illustrated in Fig. 4a-c. As shown in Fig. 4a, TDS concentrations of 1000 and 2000 mg L−1 exhibit the same behavior in the decrease of COD removal. After 15 min operation, the COD concentration decreased by about 23% while the other investigated TDS concentrations (3000, 4000, and 5000 mg L−1) showed a reduction of more than 70–80% in COD concentrations in the same operation time. Also, the results showed that TDS concentration in CSWW strongly affects the operational time as TDS concentrations starting from 3000 mg L−1 exhibit COD reduction from 4210 to 220 mg L−1 with a removal efficiency of 94–96% at operational time 75 min while it was about 1310 mg L−1 with a removal efficiency of 68% at the same operational time when TDS concentration was 1000 and 2000 mg L−1. To reach the same performance the operational time should be more than 150 min. Accordingly, increasing TDS concentration in the treatment solution resulted in the reduction of COD concentrations rapidly and consequently reduction of operational time.

Effect of TDS concentrations on the reduction of: (a) COD, (b) color and (c) turbidity
Color removal efficiency (Fig. 4b) is strongly influenced by the TDS concentrations. More than 96% color removal was achieved when TDS concentration was more than 3000 mg L−1 at 15 min operational time. In addition, the turbidity removal efficiency was also investigated (Fig. 4c), and it reached more than 80% after an operation of 15 min while it reached 99% in 60 min at all TDS concentrations investigated.
Based on the obtained results, the optimum operating time was 75 min when adjusting the TDS concentration to be about 3000 mg L−1. Applying these optimum conditions reduced the electrical power and electrode consumption. According to Fig. 3, the EC operation time will be reduced to half, and consequently, the power and electrode consumption will be about 13.6 kWh m−3 and 0.14 kg m−3, respectively. These optimum parameters were used while investigating the effect of pH and current density.
3.3 Effect of pH
pH value has a noticeable effect on the implementation of the EC process. Investigation of different pH values (4, 5, 6, 7 and 8) effect on the treatment of CSWW during EC was carried out at a CD of 4 mA cm−2, TDS of 3000 mg L−1, and 75 min EC time. As seen in Fig. 5a, COD reduction was affected by the pH value of CSWW as the highest reduction was achieved when the pH range was 7–8 where it reached 96% and the residual concentration was 190 mg L−1. At lower pH values the removal efficiency of COD decreased and reached 89, 90, and 91% at pH 4, 5, and 6 respectively. Similarly, the highest color removal (> 99%) was obtained at pH 7 (Fig. 5b), while the minimum removal efficiencies obtained were 96% at pH 4 and 97% at pH 5–6. Figure 5c. showed that the highest removal efficiency of turbidity was obtained at pH 7 and found to be 99%.

Effect of pH on the reduction of: (a) COD, (b) color and (c) turbidity
As indicated in Fig. 5a-c, at lower pH values, a decrease in pollutant removal efficiencies was noticed. pH has a direct effect on the amount of Al3+ hydrolysis from electrodes [28]. From the obtained results of COD, color, and turbidity, the optimum pH values ranged between 7 and 8. Also, results showed a noticeable increase in pH value along with the contact time. Figure 6 showed that at lower initial pH value (4, 5 and 6) gradual increase in pH of bulk solution and the final values was 4.8, 5.65 and 6.5 which indicated that acidic medium enhances the combination of hydroxyl and metal ions. Studies on EC supported these findings and reported an increase in pH value during EC at lower initial solution pH [23]. This can be attributed to the formation of hydroxide ions in bulk solution as a result of water hydrolysis with hydrogen evolution at cathodes [29]. However, this increase in pH value at initial pH 7 and 8 was very low and could be negligible Fig. 6.

Variation of different pH values during different EC times
3.4 Effect of applied current density
Figure 7a-c represents the performance of the EC unit for COD, color, and turbidity removal from CSWW under the effect of different applied current densities. The experiment was carried out at 75 min contact time, and TDS 3000 mg L−1 while pH was adjusted to be around 7 with a variable current of 2, 4, 6, and 8 mA cm−2. Applying 2 mA cm−2 CD showed a low removal efficiency of COD and the maximum removal efficiency achieved was 88% with a residual value of 490 mg L−1 while the removal efficiency for color and turbidity was 97% and 83%, respectively. Increasing CD to double value (4 mA cm−2) showed a significant reduction of COD to about 94% with a residual concentration of 190 mg L−1 after 1.25 h with nearly complete color and turbidity removal (99%). The increase of CD to 6 mA cm−2 and then 8 mA cm−2 showed higher removal efficiency at a minimal time reaching 45 min at which 96% COD removal was achieved and final removal efficiency was 97% after 75 min with a final residual concentration of 101 mg L−1. Also, color and turbidity removal efficiencies were > 99 and 99% at 6 and 8 mA cm−2.

Effect of current density on the reduction of: (a) COD, (b) color and (c) turbidity
The results showed the importance of CD as a key parameter in the EC process for pollutant removal from CSWW. The formation of metal hydroxide and the reaction rate in the EC process is directly affected by CD as it could control the dissolution rate of metal coagulant from the electrode, and bubble evolution and accordingly influences the development of flocs [30]. The dissolved metal hydroxide (Al2O3) released from electrodes combines with suspended particulates and results in the settling of this formed floc and consequently the removal of organic matter, turbidity, and color.
Although high removal efficiencies were achieved at higher current densities, from the techno-economic approach, it would be unfavorable to apply high CD due to high operational costs. Increasing CD will increase the rate of metal ions dissolution in electrode and causes high electrode consumption. The calculated electrode consumption in this study at CD 2, 4, 6 and 8 mA cm−2 was found to be 0.15, 0.29, 0.48 and 0.61 kg m−3 respectively. Based on this, it can be concluded that 4 mA cm−2 is the optimum CD which achieved a satisfactory removal efficiency with suitable electrode consumption. In addition, the electrode design in our study is cylindrical shape and its arrangement in EC reactor showed that each electrode could establish multi-electrolysis cell with other electrodes from at least three dimensions and that accelerate ions and electrons transfer in the bulk solution and hence more efficient in treatment at lower time and consequently lower electrode and power consumption.
3.5 Techno-economic evaluation of EC process in continuous flow for CSWW at optimum operating parameters
The results from experiments revealed optimum parameters for the operation of the EC reactor treating CSWW at contact time 60–75 min, pH 7–8, TDS ≤ 3000 mg L−1, and CD 4 mA cm−2. Considering the HRT required for continuous mode operation, the flow rates were calculated from the batch mode operating experiments and set to 27 mL min−1. The CSWW was fed to the EC unit via a peristaltic pump to simulate the application of a full-scale EC reactor. The TDS of CSWW was adjusted to be about 3000 mg L−1 while the pH was 7–7.5 and the CD was 4 mA cm−2 while HRT was 60 min. The influent and effluent wastewater were analyzed the results are depicted in Table 3. The results indicated a satisfactory elimination of all pollutants under these optimum operating conditions. Also, the produced sludge from EC continuous experiment was estimated in terms of quality and quantity. The volume of sludge produced ranged from 66 to 70 L m−3 with an average value of 68 L m−3. The produced sludge characteristics showed that solids content as TS was 1.15 kg m−3 and water content was more than 98% while the organic matter in the sludge as volatile solids about 78% of TS which indicated that a high amount of organic matter removed from CSWW using EC. Although the amount of sludge produced contains organic matter that could be reused in many applications, it may contain residual aluminum metal which requires further treatment before reuse; thus, safe disposal of this sludge is recommended.
After the application of this continuous experiment at the optimum operating parameters of EC, the electrodes were weighed to determine the electrode consumption to be included in the actual operational cost calculation. The electrode consumption was found to be 0.6 kg m−3 and the electrical consumption was 0.88 kWh m−3, The local cost of electricity in Egypt for commercial use is about USD 0.09 kWh−1 while the cost of commercial aluminum metal is USD 2.2 kg−1. The ranges of operation cost at a CD from 2 to 8 mA cm−2 are from USD 0.88 to USD 3.6 m−3. The cost of operation at these optimum conditions (pH 7, 4 mA cm−2, and 60 min) was calculated and found to be USD 1.5 m−3. Compared to similar studies, the EC unit under continuous flow conditions achieved reasonable cost-effective CSWW treatment. In a study by Potrich et al. [31] on nutrient removal from slaughterhouse wastewater using EC with aluminum electrodes, the electricity consumption was 14.1 kWh m−3, sludge produced was 49.8 kg m−3, and electrode material consumption of 0.15 kg m−3, with a total cost around $3.5 m−3. Drogui et al. [32] concluded that EC of agro-industry wastewater showed electricity consumption of 11.3 kWh m−3, sludge amount of 4.12 kg m−3, and electrode material consumption of 1.04 kg m−3, with a total cost of around USD 2.58 m−3. Also, Asselin et al. [33] showed 4.19 kWh m−3 energy consumption, 1.29 kg m−3 on electrode consumption, and 1.29–1.98 kg m−3 generated sludge.
Compared to conventional treatment methods such as chemical coagulation and biological treatment using activated sludge, the calculated operating cost was low. For example, Hamawand et al. [34], investigated the energy requirement cost for using chemical coagulation for a meat processing plant and it was found to be 1.03 kWh m−3. Also, Mousa and Hadi [35] concluded that the cost of chemical coagulation was consistently 2–3 times higher than EC and depends on energy-intensive and chemical-dependent systems [36]. A summary of the operating cost analysis of EC in the current study and similar studies compared to conventional treatment methods is indicated in Table 4.
4 Conclusions
In this study EC of CSWW is investigated and evaluated through different operating parameters including contact time, pH, CD, and TDS concentration in batch and continuous modes. Increasing TDS concentration and CD resulted in decreasing the treatment time of the EC process. However, high TDS and CD values are economically disadvantageous because of increasing operation costs related to power consumption and the amount of chemicals added to adjust the TDS value. At optimum conditions, more than 94% of the organic matter and 98% of color removal was achieved after 75 min time TDS 3000 mg L−1, pH 7, and CD of 4 mA cm−2 at initial COD concentration of about 4450 mg L−1. After the application of continuous experimental study at the optimum operating parameters of EC on CSWW, the total operation cost related to energy and electrode consumptions was determined as USD 1.5 m−3 in the optimum operating conditions.
Availability of data and materials
All data generated or analyzed during this study are available upon request.
References
Doma HS, El-Kamah HM, El-Qelish M. Slaughterhouse wastewater treatment using UASB reactor followed by down flow hanging sponge unit. Res J Pharm Biol Chem Sci. 2016;7:568–76.
Caixeta CET, Cammarota MC, Xavier AMF. Slaughterhouse wastewater treatment: evaluation of a new three-phase separation system in a UASB reactor. Bioresour Technol. 2002;81:61–9.
Akarsu C, Deveci EU, Gonen C, Madenli O. Treatment of slaughterhouse wastewater by electrocoagulation and electroflotation as a combined process: process optimization through response surface methodology. Environ Sci Pollut R. 2021;28:34473–88.
Hellal MS, Doma HS. Combined slaughterhouse wastewater treatment via pilot plant chemical coagulation followed by 4th generation downflow hanging sponge (DHS-4G). J Environ Sci Heal A. 2022;57:891–901.
Aziz A, Basheer F, Sengar A, Irfanullah, Khan SU, Farooqi IH. Biological wastewater treatment (anaerobic-aerobic) technologies for safe discharge of treated slaughterhouse and meat processing wastewater. Sci Total Environ. 2019;686:681–708.
Al-Mutairi NZ, Hamoda MF, Al-Ghusain I. Coagulant selection and sludge conditioning in a slaughterhouse wastewater treatment plant. Bioresour Technol. 2004;95:115–9.
Rajab AR, Salim MR, Sohaili J, Anuar AN, Salmiati, Lakkaboyana SK. Performance of integrated anaerobic/aerobic sequencing batch reactor treating poultry slaughterhouse wastewater. Chem Eng J. 2017;313:967–74.
Nunez J, Yeber M, Cisternas N, Thibaut R, Medina P, Carrasco C. Application of electrocoagulation for the efficient pollutants removal to reuse the treated wastewater in the dyeing process of the textile industry. J Hazard Mater. 2019;371:705–11.
Parawira W, Kudita I, Nyandoroh MG, Zvauya R. A study of industrial anaerobic treatment of opaque beer brewery wastewater in a tropical climate using a full-scale UASB reactor seeded with activated sludge. Process Biochem. 2005;40:593–9.
Masse DI, Masse L. The effect of temperature on slaughterhouse wastewater treatment in anaerobic sequencing batch reactors. Bioresour Technol. 2001;76:91–8.
Paulista LO, Presumido PH, Theodoro JDP, Pinheiro ALN. Efficiency analysis of the electrocoagulation and electroflotation treatment of poultry slaughterhouse wastewater using aluminum and graphite anodes. Environ Sci Pollut R. 2018;25:19790–800.
Abou‐Taleb EM, Hellal MS, Kamal KH. Electro-oxidation of phenol in petroleum wastewater using a novel pilot-scale electrochemical cell with graphite and stainless-steel electrodes. Water Environ J. 2021;35:259–68.
Emamjomeh MM, Sivakumar M. An empirical model for defluoridation by batch monopolar electrocoagulation/flotation (ECF) process. J Hazard Mater. 2006;131:118–25.
Nordin N, Amir SFM, Riyanto, Othman MR. Textile industries wastewater treatment by electrochemical oxidation technique using metal plate. Int J Electrochem Sci. 2013;8:11403–15.
Al-Shannag M, Al-Qodah Z, Alananbeh K, Bouqellah N, Assirey E, Bani-Melhem K. Cod reduction of baker's yeast wastewater using batch electrocoagulation. Environ Eng Manag J. 2014;13:3153–60.
Xu LJ, Sheldon BW, Larick DK, Carawan RE. Recovery and utilization of useful by-products from egg processing wastewater by electrocoagulation. Poultry Sci. 2002;81:785–92.
Kuokkanen V, Kuokkanen T, Ramo J, Lassi U. Recent applications of electrocoagulation in treatment of water and wastewater–a review. Green Sustain Chem. 2013;3:89–121.
Shahamat YD, Hamidi F, Mohammadi H, Ghahrchi M. Optimisation of COD removal from the olive oil mill wastewater by combined electrocoagulation and peroxone process: modelling and determination of kinetic coefficients. Int J Environ An Ch. 2021; 1-14 https://doi.org/10.1080/03067319.2021.1937615.
Abou-Taleb EM, Kamel G, Hellal MS. Investigation of effective treatment techniques for olive mill wastewater. Egypt J Chem. 2018;61:415–22.
Abdelwahab O, Amin NK, El-Ashtoukhy ESZ. Electrochemical removal of phenol from oil refinery wastewater. J Hazard Mater. 2009;163:711–6.
Mussa ZH, Othman MR, Abdullah MP. Electrochemical oxidation of landfill leachate: investigation of operational parameters and kinetics using graphite-PVC composite electrode as anode. J Brazil Chem Soc. 2015;26:939–48.
Hellal MS, Hemdan BA, Youssef M, El-Taweel GE, Abou Taleb EM. Novel electro-oxidation unit for electro-disinfection of E. coli and some waterborne pathogens during wastewater treatment: batch and continuous experiments. Sci Rep-UK. 2022;12:16417.
Un UT, Koparal AS, Ogutveren UB. Hybrid processes for the treatment of cattle-slaughterhouse wastewater using aluminum and iron electrodes. J Hazard Mater. 2009;164:580–6.
Bayar S, Yildiz YS, Yilmaz AE, Irdemez S. The effect of stirring speed and current density on removal efficiency of poultry slaughterhouse wastewater by electrocoagulation method. Desalination. 2011;280:103–7.
Abou-Taleb E, Hellal M, Abdel Maksod A, Abdel-Salam OE. Innovative model for the application of electrochemical oxidation of high organic load wastewater treatment. Patent 30235. Cairo: Acadamy of Scientific Research and Technology; 2021. https://search.egpo.gov.eg/?radio-34=patent-utility-model#/search/result/patent-utility-model?q=FP%3A30235.
APHA. Standard methods for the examination of water and wastewater. 23 ed. Washington, DC: American Public Health Association; 2017.
Ozyonar F, Karagozoglu B. Investigation of technical and economic analysis of electrocoagulation process for the treatment of great and small cattle slaughterhouse wastewater. Desalin Water Treat. 2014;52:74–87.
Wang CT, Chou WL, Kuo YM. Removal of COD from laundry wastewater by electrocoagulation/electroflotation. J Hazard Mater. 2009;164:81–6.
Latha A, Partheeban P, Ganesan R. Treatment of textile wastewater by electrochemical method. Int J Earth Sci Eng. 2017;10:146–9.
Akyol A. Treatment of paint manufacturing wastewater by electrocoagulation. Desalination. 2012;285:91–9.
Potrich MC, Duarte EDA, Sikora MD, da Rocha RD. Electrocoagulation for nutrients removal in the slaughterhouse wastewater: comparison between iron and aluminum electrodes treatment. Environ Technol. 2022;43:751–65.
Drogui P, Asselin M, Brar SK, Benmoussa H, Blais JF. Electrochemical removal of pollutants from agro-industry wastewaters. Sep Purif Technol. 2008;61:301–10.
Asselin M, Drogui P, Brar SK, Benmoussa H, Blais JF. Organics removal in oily bilgewater by electrocoagulation process. J Hazard Mater. 2008;151:446–55.
Hamawand I, Ghadouani A, Bundschuh J, Hamawand S, Al Juboori RA, Chakrabarty S, et al. A critical review on processes and energy profile of the Australian meat processing industry. Energies. 2017;10:731.
Mousa KM, Hadi HJ. Coagulation/flocculation process for produced water treatment. Int J Curr Eng Technol. 2016;6:551–5.
Abou-Elela SI, El-Shafai SA, Fawzy ME, Hellal MS, Kamal O. Management of shock loads wastewater produced from water heaters industry. Int J Environ Sci Te. 2018;15:743–54.
Nugroho FA, Arif AZ, Sabila GZM, Aryanti PTP. Slaughterhouse wastewater treatment by electrocoagulation process. IOP Conf Ser-Mat SCI. 2021;1115:012037.
Ngobeni PV, Basitere M, Thole A. Treatment of poultry slaughterhouse wastewater using electrocoagulation: a review. Water Pract Technol. 2022;17:38–59.
Bayramoglua M, Kobya M, Eyvaz M, Senturk E. Technical and economic analysis of electrocoagulation for the treatment of poultry slaughterhouse wastewater. Sep Purif Technol. 2006;51:404–8.
Kobya M, Senturk E, Bayramoglu M. Treatment of poultry slaughterhouse wastewaters by electrocoagulation. J Hazard Mater. 2006;133:172–6.
Bazrafshan E, Mostafapour FK, Farzadkia M, Ownagh KA, Mahvi AH. Slaughterhouse wastewater treatment by combined chemical coagulation and electrocoagulation process. PLoS One. 2012;7:e40108.
Meyo HB, Njoya M, Basitere M, Ntwampe SKO, Kaskote E. Treatment of poultry slaughterhouse wastewater (PSW) using a pretreatment stage, an expanded granular sludge bed reactor (EGSB), and a membrane bioreactor (MBR). Membranes. 2021;11:345.
Ko JY, Day JW, Lane RR, Day JN. A comparative evaluation of money-based and energy-based cost-benefit analyses of tertiary municipal wastewater treatment using forested wetlands vs. sand filtration in Louisiana. Ecol Econ. 2004;49:331–47.
Acknowledgements
The authors acknowledge all technical and financial support as a research grant No. 20194515 from the Academy of Scientific Research and Technology (ASRT), Ministry of Research, Technology, and Higher Education, Egypt.
Funding
Open access funding provided by The Science, Technology & Innovation Funding Authority (STDF) in cooperation with The Egyptian Knowledge Bank (EKB).
Author information
Authors and Affiliations
Contributions
Mohamed Hellal provided experimental work, analyzed data, and wrote the manuscript, Hala Doma wrote the manuscript and revised data analysis, Enas Aboutaleb, supervised the work, data revision. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare they have no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Hellal, M.S., Doma, H.S. & Abou-Taleb, E.M. Techno-economic evaluation of electrocoagulation for cattle slaughterhouse wastewater treatment using aluminum electrodes in batch and continuous experiment. Sustain Environ Res 33, 2 (2023). https://doi.org/10.1186/s42834-023-00163-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/s42834-023-00163-0