
Abstract
A decade after the discovery of graphene flakes, exfoliated from graphite, we have now secured large scale and high quality graphene film growth technology via a chemical vapor deposition (CVD) method. With the establishment of mass production of graphene using CVD, practical applications of graphene to electronic devices have gained an enormous amount of attention. However, several issues arise from the interfaces of graphene systems, such as damage/unintentional doping of graphene by the transfer process, the substrate effects on graphene, and poor dielectric formation on graphene due to its inert features, which result in degradation of both electrical performance and reliability in actual devices. The present paper provides a comprehensive review of the recent approaches to resolve these issues by interface engineering of graphene for high performance electronic devices. We deal with each interface that is encountered during the fabrication steps of graphene devices, from the graphene/metal growth substrate to graphene/high-k dielectrics, including the intermediate graphene/target substrate.
Similar content being viewed by others
1 Introduction
Graphene has received massive attention as a promising new material for application to electronic and optoelectronic devices because of its superior and unique electrical, optical, and mechanical properties [1-10]. In the early stage of graphene research, high quality graphene obtained by mechanical exfoliation [1-8] of graphite facilitated fundamental studies on the outstanding properties of graphene, triggering explosive research on the application of graphene to various fields [11-15]. However, the application of graphene to real-world devices requires a scalable synthesis technique to overcome the limited quantity and size of mechanically exfoliated graphene. Graphene synthesis by chemical vapor deposition (CVD) [16-25] is currently the most widely adopted technique for the scalable production of single layer graphene, up to a size of 30 inches [19]. Although large-scale, high-quality graphene is now available, the realization of high performance graphene devices is still challenging. Specifically, devices fabricated from CVD-grown graphene have not yet shown the level of performance that was anticipated upon the emergence of graphene [26-29]. While the degradation of the performance of graphene devices can be attributed to many factors, the significant issue of the interfaces where graphene interacts with the neighboring materials warrants extensive consideration [30-35]. Due to the one-atom-thick, two-dimensional (2D) characteristic of graphene, its electrical properties are directly affected by the interaction of the graphene surface with adjacent materials.
The purpose of this review is to shed light on the importance of interface engineering through the entire fabrication process of graphene devices from several recent reports on graphene transfer and graphene electronic devices. In this review, we start from novel transfer techniques via direct delamination of graphene from a metal growth substrate, which is closely relevant to the interface control in a graphene/growth (or graphene/target) substrate. After the transfer process, graphene forms an interface with a target substrate, which also influences the charge carrier transport of graphene. Hence, we discuss the substrate effects and the choice of an optimum substrate for high performance graphene devices. Finally, when graphene is transferred intact onto the target substrate, it is necessary to consider other interfaces that are created by the integration of graphene with other electronic components such as gate dielectrics. These interfaces also give rise to challenging issues related to the chemical inertness of the graphene surface and the wettability/interfacial adhesion. The last topic covers novel strategies to integrate uniform, ultrathin gate dielectrics on the graphene surface to guarantee high performance of graphene devices.
2 Review
2.1 Transfer techniques: interfaces at graphene/metal growth substrate and graphene/target substrate
Since large-area graphene films are mainly synthesized on catalytic metal substrates [16-23], we first should consider the interface between graphene and the catalytic metal substrate. To apply CVD-grown graphene to electronic devices, graphene must be isolated from this interface and delivered to a target dielectric substrate. The most common method for graphene transfer has been poly(methyl methacrylate) (PMMA) film-assisted transfer [36-39], which involves wet etching of the metal substrate and water-mediated delivery of graphene to the target substrate. Drawbacks of this method include possible oxidation of graphene due to the strong oxidation power of metal etchants [19] and contamination of graphene by etching residues such as ionic impurities from the etchant [40-42] and metallic residues from incomplete etching [41]. In addition, polymeric residues [31-33] after PMMA removal are another source of contamination of graphene. These residues directly affect the electrical properties of graphene, resulting in significant degradation of the performance of graphene devices [31-33,43]. For these reasons, metal-etching-free transfer by delamination of graphene from the metal substrate has been pursued as an alternative, non-destructive means of realizing clean transfer of graphene.
2.1.1 Electrochemical delamination/transfer of graphene: physical weakening of the graphene/metal interface
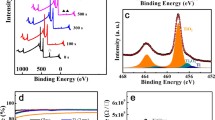
One strategy for direct delamination of graphene is physical weakening of the interfacial interactions between graphene and the metal growth substrate. Figure 1a schematically illustrates the electrochemical delamination (ECD) of graphene in which hydrogen (H2) bubbles generated by the electrolysis of water are utilized as a tool for physical weakening of the graphene/metal interface [44]. The electrochemical cell employed for the delamination consists of a PMMA/graphene/metal substrate (cathode, biased negatively) and glassy carbon or noble metal with low reactivity (anode, biased positively), which are placed in an aqueous electrolyte solution, such as K2S2O8 [44], NaOH [45,46], Na2SO4 [47] or NaCl [48,49]. Under applied bias, electrolysis of water at the cathode induces the generation and penetration of H2 bubbles along the interface between PMMA/graphene and the metal substrate, resulting in gradual separation of PMMA/graphene from the metal substrate. Note that partial etching of a copper (Cu) or nickel substrate can occur by the electrolyte during the ECD process, and this can be suppressed by the choice of an appropriate electrolyte such as Na2SO4 [47]. This method is highly useful for systems where graphene is synthesized on chemically inert, noble metals such as platinum [46], ruthenium [50] or iridium [51], because etchants for corresponding metals are rarely available. Wang et al. reported the application of the ECD process for the direct transfer of graphene to a flexible polyimide substrate by depositing the target polyimide substrate directly onto the graphene/metal growth substrate, instead of PMMA, where no water-mediated graphene delivery to a foreign target substrate is required (Figure 1b) [47]. Elimination of the conventional use of a sacrificial PMMA enables the production of nearly residue-free graphene with a low density line defects (ripples and wrinkles), yielding flexible, transparent conducting films with low sheet resistance (~459 Ω/sq for single layer graphene, ~49 Ω/sq for multilayer graphene) (Figure 1c).

Electrochemical delamination of graphene. a, Illustration of electrochemical delamination of graphene from Pt foil with PMMA sacrificial layer. Reproduced with permission [46]. Copyright 2012, Nature Publishing Group. b, Illustration of direct delamination of graphene onto polyimide substrate without PMMA sacrificial layer. Reproduced with permission [47]. Copyright 2014, John Wiley and Sons. c, AFM images of transferred graphene on polyimide without sacrificial layer (left) and with PMMA sacrificial layer (middle) via electrochemical delamination. Sheet resistance of monolayer graphene on polyimide transferred by the direct delamination method and the PMMA-assisted delamination method (right). Reproduced with permission [47]. Copyright 2014, John Wiley and Sons. d, ‘Bubble’ (top) and ‘bubble-free’ (bottom) delaminated and transferred PMMA/graphene stack on oxidized silicon wafer. Reproduced with permission [48]. Copyright 2014, John Wiley and Sons. e, Histograms of percentage of exposed substrate area (top panel) and sheet resistance (bottom panel) for films delaminated using the ‘bubble-free’ (green) and ‘bubble’ (red) methods. Inset of bottom panel: Sheet resistance of samples obtained via ‘bubble-free’ and ‘bubble’ delamination. Reproduced with permission [48]. Copyright 2014, John Wiley and Sons. f, Transfer characteristics (Id-Vg) of fabricated graphene FET (top panel) and FET mobility (bottom panel) of which graphene are transferred via ‘conventional wet transfer’ (yellow) process and ‘electrochemical delamination’ (blue) process.
In the ECD based transfer method, one critical issue is mechanical damage of graphene by H2 bubbles. These bubbles can directly damage graphene during the delamination process by considerable turbulence or can result in cracks (or voids), ripples, and wrinkles due to the trapped H2 between the graphene and the target substrate (upper panel in Figure 1d) [45,48]. Such transfer-induced damage or defects severely degrade the electrical properties of graphene devices in terms of mobility and sheet resistance. To eliminate or reduce the mechanical damage caused by H2 bubbles, Cherian et al. developed a ‘bubble-free’ delamination/transfer method by exploiting the electrochemical reduction (dissolution) of adventitious cuprous oxide (Cu2O) sandwiched between graphene and a Cu substrate as a tool for weakening of that interface [48]. Reduction of interfacial Cu2O occurred at an optimum potential lower than that required for the generation of H2 bubbles. This method resulted in uniform adherence of PMMA/graphene to the target substrate (lower panel of Figure 1d) and the resulting transferred graphene film exhibited a negligible amount of voids (upper panel of Figure 1e) and high uniformity of electrical properties (lower panel of Figure 1e). Damages in graphene by the generation of H2 bubbles can be also alleviated with a simple plastic-frame-assisted method [45]. In a previous study we performed ECD-graphene transfer using a similar method to the plastic-frame-assisted approach to compare the quality of the transferred graphene by the ECD method with that by the conventional PMMA-assisted wet method in terms of the characteristics of a field-effect transistor (FET). Experimental details are described in [52]. We found that the electrical characteristics of ECD-graphene FETs reflected the effective suppression of p-doping (reduced Dirac point) and enhanced FET mobility with symmetrical electron–hole conduction (Figure 1f).
2.1.2 Dry transfer of graphene: difference of adhesion energy between graphene/metal and graphene/target substrate interfaces
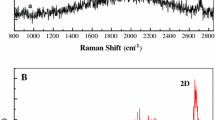
Graphene transfer based on direct delamination can also be achieved by exploiting the difference in adhesion energies between graphene/metal and graphene/target substrate interfaces [53,54]. The basic concept of this approach is illustrated in Figure 2a: An adhesive interface is formed between a graphene/metal substrate and a target substrate, and then the two substrates are separated under tensile loading by double cantilever beam fracture testing [53]. The Raman spectra in Figure 2b indicate that application of an appropriate adhesive layer enables mechanical delamination of graphene from the Cu substrate. As shown in Figure 2c, Shin et al. measured the adhesion energy of graphene to various adhesive layers (or target substrates) and found that a graphene/poly(vinyl phenol) (PVP) system exhibited the highest adhesion energy (2.31 ± 0.11 Jm − 2), higher than that of a graphene/Cu system (0.72 ± 0.07 Jm − 2) [53]. This indicates that PVP can act as an appropriate adhesive that induces successful delamination and transfer of graphene from Cu to a target substrate [54]. Because a wet process is excluded, this transfer method is called ‘dry transfer’. As mentioned in Section 2.1, advantages of the delamination/transfer method include the restoration of charge neutrality and symmetrical electron–hole conduction of graphene, which are usually degraded by a metal etching process in the conventional wet transfer approach. Figures 2d and 2e show p-doping suppression and enhanced electron current modulation of dry-transferred graphene FETs, in comparison to graphene FETs prepared using either conventional wet transfer or ECD transfer (Figure 1f) [54]. These enhancements obtained with dry transfer are attributed to the absence of opportunity for graphene to be contaminated by ionic impurities (from either the electrolyte or metal etchant) and metallic residues (from incomplete etching of the metal substrate).

Dry transfer using difference of adhesion energy between graphene/metal and graphene/target substrate. a, Illustration of graphene transfer using the mechanical delamination process and high-magnification SEM image of boundary of delamination. Reproduced with permission [53]. Copyright 2012, American Chemical Society. b, Raman spectra of the graphene-delaminated bare copper (the lower spectrum) and of the graphene-covered copper (the upper spectrum). Reproduced with permission [53]. Copyright 2012, American Chemical Society. c, Directly measured adhesion energy of graphene to neighboring materials (SiO2, PVP, and PMMA). Reproduced with permission [54]. Copyright 2013, AIP Publishing LLC. d, Transfer characteristics (IDS-VGS) of the graphene FETs fabricated using conventional wet transfer (black) method and dry transfer with PVP adhesive layer (red). Reproduced with permission [54]. Copyright 2013, AIP Publishing LLC. e, Charge density of the graphene FETs fabricated using conventional wet transfer (black) method and dry transfer with PVP adhesive layer (red). Reproduced with permission [54]. Copyright 2013, AIP Publishing LLC. f, Schematic description of the mechano-electro-thermal (MET) delamination process of graphene. Reproduced with permission [55]. Copyright 2014, John Wiley and Sons. g, Strong mechanical stability of MET graphene via demonstration of LED electrical circuit based on graphene/PET film using repeated detaching of 3M tape. Reproduced with permission [55]. Copyright 2014, John Wiley and Sons.
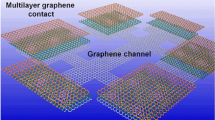
Jung et al. recently exploited a mechano-electro-thermal (MET) process to induce delamination and dry transfer of graphene from a Cu substrate directly to various substrates such as glass, PET, and PDMS (Figure 2f) [55]. The key aspect of this method is to form strong and ultra-conformal contact between graphene/Cu and a target substrate by applying high temperature, physical pressure, and high voltage simultaneously to the Cu foil/graphene/target substrate stack. Graphene is transferred to the target substrate simply by peeling the Cu foil off after the MET process. No polymeric carriers or adhesives are used in this approach. Most importantly, graphene transferred by the MET process exhibited outstanding interfacial adhesion with the target substrate as a result of the ultra-conformal contact formation: the mechanical adhesion stability of graphene is maintained even after several cycles of tape detaching tests, as shown in Figure 2g.
2.1.3 Direct delamination/transfer of graphene with high degree of freedom
Recently, Yang et al. reported that the combination of pretreatment of graphene/Cu substrate with the well-known transfer printing technique allows clean delamination and transfer of graphene, which can also endow the graphene transfer process with a high degree of freedom (Figure 3a) [56]. Delamination of graphene is induced by the adsorption of a water soluble polymer (poly(vinyl alcohol) in this case) on the graphene growth substrate, followed by the formation of a carrier layer using the same polymer. Because the delaminated graphene can exist in an isolated state on an elastomeric support during this transfer process (step 3 in Figure 3a), this transfer method allows the graphene to form effective junctions with itself (layer-by-layer stacking, Figure 3b) or with other electronic components (graphene on source/drain electrodes, Figures 3c and 3d), indicating the high degree of freedom and the resulting versatility of the developed method. Table 1 provides a summary of graphene transfer methods.

Direct delamination and transfer of graphene using transfer printing method. a, Schematic illustration of direct delamination and transfer of graphene with PVA carrier layer. Reproduced with permission [56]. Copyright 2014, John Wiley and Sons. b, Three-layered graphene fabricated by layer-by-layer stacking in a deterministic manner on oxidized silicon wafer. Reproduced with permission [56]. Copyright 2014, John Wiley and Sons. c, False-color scanning electron microscope image of transferred graphene on gold electrodes. Reproduced with permission [56]. Copyright 2014, John Wiley and Sons. d, Transfer characteristics of bottom-contact graphene FET with transferred graphene on top of gold source/drain electrodes. Reproduced with permission [56]. Copyright 2014, John Wiley and Sons.
2.2 Interface engineering of graphene/target substrate
2.2.1 Modification of graphene/target substrate interface
After the transfer process, graphene makes contact with a target substrate. Thermally grown silicon dioxide (SiO2) has been widely used as a target substrate from the early stage of graphene research due to its commercial availability, relatively small surface roughness, and the clear visibility of single layer graphene on it at a specific thickness of SiO2 (c.a. 90 or 300 nm) [57,58]. However, when graphene is placed on a SiO2 substrate, the performance of graphene FETs is considerably degraded by the substrate effects [59-66]. The substrate effects, with respect to the mobility limitation of graphene, include the scattering of carriers in graphene by charged impurities [64] and surface phonons [60]: the FET mobility of graphene/SiO2 is several orders of magnitude lower than that of suspended graphene devices [60,61]. In addition, the adsorbed water molecules by silanol (SiOH) groups at the graphene/SiO2 interface result in unintentional p-doping of graphene [67-69] and hysteresis of graphene FETs [66,70,71].
Passivation of the SiO2 surface with a hydrophobic buffer layer has been suggested as an effective route to improve the interface properties of SiO2. Two types of buffer layers have been studied for this purpose: self-assembled monolayers (SAMs) [72-77] and thin polymer layers [78,79]. Lafkioti et al. reported that the intrinsic charge neutrality of graphene was recovered and the hysteresis of graphene FETs was dramatically reduced by modifying the graphene/SiO2 interface with hexamethyldisilazane (HMDS) (Figure 4a) [73]. Wang et al. also observed similar phenomena with alkyl-terminated SAM. In both cases, the mobility of graphene increased several-fold, as compared to devices on bare SiO2. Representative results for alkyl-SAM are shown in Figure 4b [77]. The hydrophobic treatments eliminate SiOH groups and the adsorbed water molecules at the graphene/SiO2 interface, resulting in suppression of p-doping in graphene. In addition, the scattering induced by charged impurities and surface polar phonons can be screened due to the increase of the graphene-substrate distance via interface modification with HMDS or organosilane SAMs. Lee at al. demonstrated that charged impurities were more effectively screened by SAM with longer alkyl chain lengths by showing that octadecyl-SAM (C18) resulted in smaller Dirac voltage and higher mobility of graphene than octyl-SAM (C8) [72].

Passivation of target substrate for transferred graphene. a, Field effect measurement at T = 293 K for graphene on HMDS (black) and for graphene on bare SiO2 (red). Reproduced with permission [73]. Copyright 2010, American Chemical Society. b, Histogram of mobility and the Dirac point of different graphene FETs on bare SiO2/Si and on OTMS-modified SiO2/Si substrates at room temperature under ambient conditions. Reproduced with permission [77]. Copyright 2011, John Wiley and Sons. c, Transfer characteristics (Ids-Vg) for a typical parylene gated FET in air, baked at 400 K in vacuum, and in air 30 min after baking (top panel). Drain-source current versus back-gate voltage for silicon oxide devices in air, baked at 400 K in vacuum, and in air 30 min after baking (bottom panel). Reproduced with permission [78]. Copyright 2009, AIP Publishing LLC. d, The change in carrier density in graphene on different surface (fluoropolymer and SiO2) with elapse of time in an air ambient. Reproduced with permission [79]. Copyright 2011, AIP Publishing LLC.
According to a report by Sabri et al., deposition of a thin polymeric layer (a 168 nm film of Parylene-C) on SiO2 provided the same effect as SAM treatment in terms of reduced hysteresis and enhanced mobility (Figure 4c) [78]. Recently, Shin et al. found that electrical reliability of graphene FETs in an air ambient can be achieved by introducing an ultrathin fluoropolymer to the graphene/SiO2 interface [79]. With a 7-nm-thick CYTOP fluoropolymer, the carrier density of graphene was changed negligibly even after exposure of the device to an air ambient (RH ~ 45%) for 3 weeks (Figure 4d). A highly hydrophobic buffer such as the fluorinated buffer also contributes to recovery of intrinsic charge neutrality, suppresses hysteresis, and enhances mobility, as mentioned above. It is worth noting that the unique wetting transparency of graphene [80] prevents water molecules from being adsorbed on the graphene surface integrated on the fluoropolymer, resulting in excellent ambient stability of graphene FETs.
Modification of the graphene/target substrate interface by SAM can be also used to tune the carrier type or density, namely doping control, without compromising the intrinsic electrical properties of graphene [81-84]: SAMs terminated with various functional groups induce n- or p-type doping of graphene by charge transfer from a specific functional group or the built-in potential generated from the dipole moment of the SAM. Here, we do not cover this in detail, but readers who are interested in this topic may refer to a recent in-depth review [85]. In connection to this review it should be mentioned that the reported doping levels have shown a wide range of variation in terms of the Dirac point even when the same SAM (for example, aminopropyltriethoxysilane; APTES) was used [84,86-89]. This might be attributable to the integrity of the SAM formed on SiO2, which sometimes depends sensitively on the chemistry involved in SAM formation such as the treatment methods (phase of SAM during the treatment) and conditions (water content in the ambient atmosphere or solvent) [90]. Hence, more studies are required to exploit SAM doping methods in practical applications beyond academic research based on SiO2. For instance, given that APTES SAM treatment can provide a more effective and stable n-doping source [87,88] over other doping methods, it is worthwhile to investigate how to achieve a reliable doping level and whether this doping method is also compatible with plastic substrates for the application of APTES SAM to graphene flexible/transparent electrodes. One of the sources of the degradation of the doping strength is the desorption of dopants in chemical doping methods when the doped graphene sample is exposed to the air ambient [91] while the formation of covalent bonding between the SAM and the target substrate can guarantee environmental doping stability.
2.2.2 Substrates with high surface phonon energy
While the passivation of SiO2 with SAMs or functional polymers is useful to considerably reduce the substrate effects on the electrical characteristics of graphene FETs, the carrier transport in graphene is still limited by thermally excited surface phonons of SAMs or polymers, especially at room temperature. Hence, the combination of graphene with substrates having high surface phonon energy is the most attractive way to achieve high performance graphene devices operated at room temperature. One outstanding material for this purpose is hexagonal boron nitride (h-BN) [92-98]. h-BN is an insulating isomorph of graphite (Figure 5a), a layered dielectric material with a wide band gap of ~5.97 eV and a dielectric constant of ~4 [92]. A planar, hexagonal lattice structure of the h-BN layer is formed by strong ionic bonding between boron and nitrogen atoms, which provides a chemically inert, dangling-bond-free flat surface [96]. According to Decker et al., these features of the h-BN surface induce lower density of introduced charged impurities in graphene and a considerable reduction of inhomogeneities of charge density in graphene/h-BN, as compared to a SiO2 substrate (Figure 5b) [97]. Ripples of graphene are also suppressed on h-BN due to its atomically flat surface (Figure 5c) and, even more importantly, the surface phonon energy of h-BN is two times larger than that of SiO2 [92]. Significant enhancement of the electrical characteristics of graphene devices can hence be expected by the improved interface of the graphene/h-BN system. The highest mobility value reported for CVD-graphene/h-BN is 65 500 cm2/Vs, which is ~ 30 times higher than that for CVD-graphene/SiO2 [93].

h-BN and AlN as supporting substrates for graphene. a, Atomic structure of graphene and hexagonal boron nitride. b, Charge density map of graphene/BN and graphene/SiO2. Reproduced with permission [97]. Copyright 2011, American Chemical Society. c, Histogram of the height distribution (surface roughness) measured by AFM for SiO2 (black triangles), h-BN (red circles) and graphene-on-BN (blue squares). Reproduced with permission [92]. Copyright 2010, Nature Publishing Group. d, Temperature dependences of the resistivity at Vg-VDirac = 10 V for CVD-grown graphene/h-BN, mechanically transferred graphene/h-BN, and graphene on SiO2. Reproduced with permission [98]. Copyright 2013, John Wiley and Sons. e, Resistance versus applied gate voltage for CVD-grown graphene/h-BN, mechanically transferred graphene/h-BN, and graphene on SiO2. Reproduced with permission [98]. Copyright 2013, John Wiley and Sons. f, Normalized change in carrier mobility with temperature for graphene FETs on AlN and SiO2 substrates. Reproduced with permission [99]. Copyright 2014, AIP Publishing LLC.
Wang et al. investigated the effects of graphene/substrate interfaces on the electrical performance of graphene FETs with three different graphene systems: CVD-graphene transferred on SiO2, CVD-graphene transferred on h-BN flakes, and graphene directly grown on a CVD-h-BN film [98]. The temperature dependence of the graphene resistivity was negligible for graphene/h-BN, indicating that no surface phonons were activated up to room temperature in h-BN due to its high surface phonon energy (Figure 5d). The graphene/h-BN interface thus exhibited superior mobility, a narrower minimum conductivity plateau, and a Dirac point close to zero, as compared to the graphene/SiO2 interface (Figure 5e). Superb performance of a graphene device was obtained when a graphene/h-BN interface was created by sequential CVD growth of graphene directly on CVD-grown h-BN on Cu due to the absence of residues and adsorbates generated from the transfer process.
While h-BN is an ideal substrate for high performance graphene devices, it is still challenging to synthesize high quality, large area h-BN films. Therefore, from a practical point of view for graphene electronics, it is necessary to develop alternative, cost-effective substrates with high surface phonon energy and with which it is easy to obtain a large sized film with good reproducibility and uniformity. A recent report from Oh et al. demonstrated that aluminum nitride (AlN) substrate can serve as an excellent alternative to h-BN with several of the advantages mentioned above [99]. An ultrathin AlN film with a smooth surface (Rq ~ 0.5 nm) was simply obtained over a large area (4 inch wafer) by a plasma enhanced atomic layer deposition (PE-ALD) method. Top gated graphene FETs on an AlN substrate showed higher mobility than devices on SiO2, indicating the suppression of surface phonon scattering. The high surface phonon energy of AlN (Table 2) resulted in weaker temperature dependence of mobility (Figure 5f). The RF cut-off frequency was thereby significantly improved in graphene FETs on AlN (115 GHz), compared to those on SiO2 (55 GHz). Similar enhancement of the cut-off frequency (155 GHz) was also reported by Wu et al. for a graphene FET on diamond-like carbon (DLC) [100], which shows high surface phonon energy (Table 2).
2.3 Interface engineering of graphene/gate dielectric
Integration of graphene with passive components such as gate dielectrics is another important step to achieve high performance graphene devices. Oxide materials with a high dielectric constant (k) have been used as gate dielectrics to fabricate top-gated graphene FETs because high-k dielectrics enable low voltage operation of devices by their high capacitance and also provide scaling capability [101-104]. In conventional electronics, high-k dielectrics have been deposited by atomic layer deposition (ALD), because this technique can produce ultrathin, conformal oxide dielectrics with precisely controlled thickness [105-109]. However, the basal plane of graphene has few dangling bonds [110-113], which are necessary to induce the surface reaction of precursors in the ALD process [114-116]. This unique feature of the graphene surface results in irregular and poor film formation of ALD-dielectrics on pristine graphene [111,113,117]. ALD-dielectrics with a rough surface and many pin-holes cause high leakage current, low breakdown voltage, and extrinsic scattering of charge carriers at the graphene/high-k dielectric interface in graphene FETs. To obtain high quality, uniform high-k dielectrics on graphene, the introduction of seeds on the graphene surface has been proposed as an effective means of fabricating graphene devices using the ALD technique.
2.3.1 Introduction of seeding materials on graphene
Various materials have been used as seeding materials for the formation of uniform, high quality high-k dielectrics on graphene by ALD [113,118-126]. Kim et al. proposed the use of a thin aluminum layer (thickness 1~2 nm) to deposit uniform Al2O3 films on graphene [119]. A native aluminum oxide is formed when the thin Al layer is exposed to air, and this oxide provides nucleation sites for the surface reactions during ALD of Al2O3. Organic molecules or polymers have been exploited as seeding layers for the integration of dielectrics and graphene [113,122-125]. One example is the use of a poly(vinyl phenol) (PVP) film [125]. Shin et al. prepared an ultrathin, cross-linked PVP seeding layer (thickness ~5 nm) on a graphene surface by a spin-coating method (Figure 6a). Due to abundant functional groups in PVP such as hydroxyl and hydrocarbon, the Al2O3 film deposited on the PVP seeding layer by ALD was smooth (Rrms ~0.5 nm) without pin-holes. The electrical performance of top-gated graphene FETs was considerably improved with PVP-seeded Al2O3, compared to devices with Al2O3 deposited on bare graphene. Specifically, the drain current and transconductance were enhanced, resulting in a more than five-fold increase of mobility (Figure 6b). In particular, a graphene FET with PVP-seeded Al2O3 showed a suppressed Dirac point shift under a gate bias stress condition (Figure 6c). A recent study by Kim et al. suggested that quantum dot (CdSe) arrays formed on graphene also can serve as a seeding layer for the effective ALD of high-k hafnium oxide on graphene [126].

Seeding ALD of high-k dielectric on graphene. a, Schematic diagram showing top-gate graphene FET structure with PVP-seeded Al2O3 gate dielectric. Reproduced with permission [125]. Copyright 2012, AIP Publishing LLC. b, Transfer characteristics (Id-Vg) of top-gate graphene FET before (black square) and after (red circle) the graphene channel is deposited with PVP. Inset: transconductance of the graphene FETs with different gate dielectrics as a function of gate voltage. Reproduced with permission [125]. Copyright 2012, AIP Publishing LLC. c, The time-dependent VDirac shift of graphene FET before (black square) and after (red circle) the graphene channel is deposited with PVP. Reproduced with permission [125]. Copyright 2012, AIP Publishing LLC. d, Output characteristics (Id-Vd) of transistors based on CVD monolayer graphene with 9nm Al2O3 (red line) and 24 nm heterogeneous integrated dielectrics (dashed blue line) via different depositing methods. Reproduced with permission [128]. Copyright 2011, IEEE. e, Schematic diagram presenting the functionalized graphene-seeded Al2O3 stack on graphene. Reproduced with permission [129]. Copyright 2013, American Chemical Society. f, Surface morphology of the Al2O3 films deposited on graphene (top) and functionalized graphene (bottom). Scan size: 1 × 1 μm2. Reproduced with permission [129]. Copyright 2013, American Chemical Society. g, Leakage current densities (at +3 MV/cm2) versus EOT for dielectrics with functionalized graphene seed layer (red triangle) and Al seed layer (black square) on graphene. Reproduced with permission [129]. Copyright 2013, American Chemical Society.
2.3.2 Functionalization of graphene
To generate seeding sites on graphene, functional groups can be directly introduced to the graphene surface by oxidizing carbon atoms of graphene [112,127-129]. Lee et al. reported on graphene functionalization using ozone (O3) during ALD of Al2O3 [112,127]. An ultrathin (~1 nm), smooth (Rrms ~0.1 nm) seed layer was formed on graphene by O3 treatment in the presence of a trimethylaluminum precursor. Gentle O3 treatment conditions (at 25°C for 20s) induced negligible defects on graphene while its surface was partially functionalized with epoxide groups. A 15-nm-thick Al2O3 layer was uniformly formed by O3 based ALD, resulting in high performance, top-gated graphene FETs with carrier mobility of 5 000 cm2/Vs, low Vdirac hysteresis, and low leakage current. In the same context, Nayfeh et al. demonstrated that a remote O2 plasma-assisted ALD technique produced a 9-nm-thick Al2O3 layer with better conformal coverage and lower roughness, compared to Al2O3 films deposited by thermal ALD [128]. They reported an increase of the defect level in graphene on the basis of Raman measurements, indicating that graphene was functionalized during the O2 plasma-assisted ALD process. Both drain current and mobility were enhanced in graphene FETs with 9-nm-thick Al2O3 by plasma-assisted ALD, compared to those obtained with a 9-nm-thick, e-beam-evaporated SiO2 interfacial layer plus a 15-nm-thick Al2O3 layer by thermal ALD (Figure 6d).
In order to avoid uncontrolled damage of graphene in O2 plasma or O3-assisted ALD, Shin et al. proposed a novel approach for reliable high-k dielectric formation on graphene with ALD by introducing an additional functionalized graphene single layer as an ultrathin seed layer on the graphene channel (Figure 6e) [129]. Pristine graphene was transferred to a target substrate and then functionalized (O2 plasma treated) graphene was stacked on the pristine graphene prior to conducting the ALD process. Al2O3 was deposited via conventional thermal ALD on a functionalized graphene layer where the surface has abundant, oxidized carbon moieties. Al2O3 deposited on the functionalized graphene/pristine graphene stack exhibited excellent uniformity with low defect density (Figure 6f; Rrms ~0.3 nm). In addition, capacitors with functionalized graphene seeded Al2O3 showed lower leakage current density for the same effective oxide thickness (EOT), compared to those with Al-seeded Al2O3: this is a considerable advantage of this approach in terms of further scaling of gate oxide thickness (Figure 6g).
3 Conclusions
This review highlighted the importance of interface engineering for high performance graphene devices by considering each interface encountered during the fabrication of graphene devices, from the graphene/metal growth substrate to graphene/high-k gate dielectrics. For effective delamination and transfer of graphene, adhesion at the interface of the graphene/metal growth substrate or graphene/target substrate should be engineered by appropriate weakening or strengthening methods for those interfaces. In terms of graphene delamination using polymer adhesives or a carrier layer, questions remains about which functional groups in the polymer play a critical role to induce delamination of graphene. This should be investigated systematically by applying polymers having various functional groups to graphene delamination systems, in conjunction with an investigation of doping effects that might be induced from the functional groups of polymers.
After graphene is transferred onto a target substrate, interfacial issues arise from the atom-thickness of graphene and the surface-graphene interactions. Since the surface states of substrates significantly affect the overall electrical properties of graphene devices, substrates with a chemically inert, dangling-bond-free flat surface as well as high surface phonon energy are highly demanded. Although h-BN is an ideal substrate in terms of realizing high performance graphene electronics, obtaining reliable, large-area synthesis methods for h-BN beyond mechanical exfoliation is still a challenging issue. On the other hand, alternative substrate materials, such as AlN, are attractive, as highlighted in this review.
To deposit a high-k dielectric using ALD, it is necessary to introduce seed materials onto graphene due to the chemically inert surface of graphene or to generate seeding centers on graphene itself. These approaches cause heterogeneous dielectric stacks (or interfaces) and give rise to difficulty in controlling the film thickness, thereby constraining the scaling of gate dielectric thickness. A novel approach for the deposition of gate dielectrics therefore should be explored to achieve a single component gate dielectric that forms a homogeneous interface without the application of additive seed layers. One example would be the deposition of ultrathin (less than 10 nm) polymer dielectrics by the initiated CVD method, which is under investigation by our group. The use of ultrathin polymer dielectrics in graphene FETs would also be desirable for the development of flexible electronic devices.
Intensive studies in recent decades have provided a great deal of insight into the important role of interface engineering in graphene systems, and have opened up opportunities for the realization of high performance graphene devices. We expect that knowledge accumulated from graphene will be extended to emerging 2D materials for the enhancement and optimization of device performance.
References
KS Novoselov, AK Geim, SV Morozov, D Jiang, Y Zhang, SV Dubonos, IV Grigorieva, AA Firsov, Electric field effect in atomically thin carbon films. Science 306, 666–669 (2004)
KS Novoselov, AK Geim, SV Morozov, D Jiang, MI Katsnelson IV, SVD Grigorieva, AA Firsov, Two-dimensional gas of massless Dirac fermions in graphene. Nature 438, 197–200 (2005)
KI Bolotin, KJ Sikes, Z Jiang, M Klima, G Fudenberg, J Hone, P Kim, HL Stormer, Ultrahigh electron mobility in suspended graphene. Solid. State. Commun. 146, 351–355 (2008)
KS Novoselov, D Jiang, F Schedin, TJ Booth, VV Khotkevich, SV Morozov, AK Geim, Two-dimensional atomic crystals. Proc. Natl. Acad. Sci. U. S. A. 102, 10451–10453 (2005)
SV Morozov, KS Novoselov, MI Katsnelson, F Schedin, DC Elias, JA Jaszczak, AK Geim, Giant intrinsic carrier mobilities in graphene and its bilayer. Phys. Rev. Lett. 100, 016602 (2008)
Y Zhang, JW Tan, HL Stormer, P Kim, Experimental observation of the quantum hall effect and Berry’s phase in graphene. Nature 438, 201–204 (2005)
RR Nair, P Blake, AN Grigorenko, KS Novoselov, TJ Booth, T Stauber, NMR Peres, AK Geim, Fine structure constant defines visual transparency of graphene. Science 320, 1308 (2008)
C Lee, X Wei, JW Kysar, J Hone, Measurement of the elastic properties and intrinsic strength of monolayer graphene. Science 321, 385–388 (2008)
AK Geim, KS Novoselov, The rise of graphene. Nat. Mater. 6, 183–191 (2007)
AK Geim, Graphene: status and prospects. Science 324, 1530–1534 (2009)
SK Hong, KY Kim, TY Kim, JH Kim, SW Park, JH Kim, BJ Cho, Electromagnetic interference shielding effectiveness of monolayer graphene. Nanotechnol. 23, 455704 (2012)
JT Kim, J Kim, H Choi, CG Choi, S-Y Choi, Graphene-based photonic devices for soft hybrid optoelectronic systems. Nanotechnol. 23, 344005 (2012)
SH Lee, M Choi, TT Kim, S Lee, M Liu, X Yin, HK Choi, SS Lee, CG Choi, S-Y Choi, X Zhang, B Min, Switching terahertz waves with gate-controlled active graphene metamaterials. Nat. Mater. 11, 936–941 (2012)
H Choi, JS Choi, JS Kim, JH Choe, KH Chung, JW Shin, JT Kim, DH Youn, KC Kim, JI Lee, S-Y Choi, P Kim, CG Choi, YJ Yu, Flexible and transparent gas molecule sensor integrated with sensing and heating graphene layers. Small 10, 3685–3691 (2014)
JH Kim, J Seo, DG Kwon, JA Hong, J Hwang, HK Choi, J Moon, JI Lee, DY Jung, S-Y Choi, Y Park, Carrier injection efficiencies and energy level alignments of multilayer graphene anodes for organic light-emitting diodes with different hole injection layers. Carbon 79, 623–630 (2014)
X Li, W Cai, J An, S Kim, J Nah, D Yang, R Piner, A Velamakanni, I Jung, E Tutuc, SK Banerjee, L Colombo, RS Ruoff, Large-area synthesis of high-quality and uniform graphene films on copper foils. Science 324, 1312–1314 (2009)
X Li, CW Magnuson, A Venugopal, J An, JW Suk, B Han, M Boryslak, W Cai, A Velamakanni, Y Zhu, L Fu, EM Vogel, E Voelkl, L Colombo, RS Ruoff, Graphene films with large domain size by a two-step chemical vapor deposition process. Nano Lett. 10, 4328–4334 (2010)
H Wang, G Wang, P Bao, S Yang, W Zhu, X Xie, WJ Zhang, Controllable synthesis of submillimeter single-crystal monolayer graphene domains on copper foils by suppressing nucleation. J. Am. Chem. Soc. 134, 3627–3630 (2012)
S Bae, H Kim, Y Lee, X Xu, JS Park, Y Zheng, J Balakrishnan, T Lei, HR Kim, YI Song, YJ Kim, KS Kim, B Ozyilmaz, JH Ahn, BH Hong, S Iijima, Roll-to-roll production of 30-inch graphene films for transparent electrodes. Nat. Nanotechnol. 5, 574–578 (2010)
S Chen, H Ji, H Chou, Q Li, H Li, JW Suk, R Piner, L Liao, W Cai, RS Ruoff, Millimeter-size single-crystal graphene by suppressing evaporative loss of Cu during low pressure chemical vapor deposition. Adv. Mater. 25, 2062–2065 (2013)
J Lee, J Baek, GH Ryu, MJ Lee, S Oh, SK Hong, BH Kim, SH Lee, BJ Cho, Z Lee, S Jeon, High-angle tilt boundary graphene domain recrystallized from mobile hot-wire-assisted chemical vapor deposition system. Nano Lett. 14, 4352–4359 (2014)
JH Mun, BJ Cho, Synthesis of monolayer graphene having a negligible amount of wrinkles by stress relaxation. Nano Lett. 13, 2496–2499 (2013)
L Brown, EB Lochocki, J Avila, CJ Kim, Y Ogawa, RW Havener, DK Kim, EJ Monkman, DE Shai, HI Wei, MP Levendorf, M Asensio, KM Shen, J Park, Polycrystalline graphene with single crystalline electronic structure. Nano Lett. 14, 5706–5711 (2014)
J Chen, Y Wen, Y Guo, B Wu, L Huang, Y Xue, D Geng, D Wang, G Yu, Y Liu, Oxygen-aided synthesis of polycrystalline graphene on silicon dioxide substrates. J. Am. Chem. Soc. 133, 17548–17551 (2011)
JH Lee, EK Lee, WJ Joo, Y Jang, BS Kim, JY Lim, SH Choi, SJ Ahn, JR Ahn, MH Park, CW Yang, BL Choi, SW Hwang, D Whang, Wafer-scale growth of single-crystal monolayer graphene on reusable hydrogen-terminated germanium. Science 344, 286–289 (2014)
Q Yu, LA Jauregui, W Wu, R Colby, J Tian, Z Su, H Cao, Z Liu, D Pandey, D Wei, TF Chung, P Peng, NP Guisinger, EA Stach, J Bao, SS Pei, YP Chen, Control and characterization of individual grains and grain boundaries in graphene grown by chemical vapor deposition. Nat. Mater. 10, 443–449 (2011)
Y Zhang, L Zhang, P Kim, M Ge, Z Li, C Zhou, Vapor trapping growth of single-crystalline graphene flowers: synthesis, morphology, and electronic properties. Nano Lett. 12, 2810–2816 (2012)
H Zhou, WJ Yu, L Liu, R Cheng, Y Chen, X Huang, Y Liu, Y Wang, Y Huang, X Duan, Chemical vapor deposition growth of large single crystals of monolayer and bilayer graphene. Nat. Commun. 4, 2096 (2013)
AW Tsen, L Brown, MP Levendorf, F Ghahari, PY Huang, RW Havener, CS Ruiz-Vargas, DA Muller, P Kim, J Park, Tailoring electrical transport across grain boundaries in polycrystalline graphene. Science 336, 1143–1146 (2012)
CW Chen, F Ren, GC Chi, SC Hung, YP Huang, Effects of semiconductor processing chemicals on conductivity of graphene. J. Vac. Sci. Technol. B 30, 040602 (2012)
J Chan, A Venugopal, A Pirkle, S McDonnell, D Hinojos, CW Magnuson, RS Ruoff, L Colombo, RM Wallace, EM Vogel, Reducing extrinsic performance-limiting factors in graphene grown by chemical vapor deposition. ACS Nano 6, 3224–3229 (2012)
A Pirkle, J Chan, A Venugopal, D Hinojos, CW Magnuson, S McDonnell, L Colombo, EM Vogel, RS Ruoff, RM Wallace, The effect of chemical residues on the physical and electrical properties of chemical vapor deposited graphene transferred to SiO2. Appl. Phys. Lett. 99, 122108 (2011)
Z Cheng, Q Zhou, C Wang, Q Li, C Wang, Y Fang, Toward intrinsic graphene surfaces: a systematic study on thermal annealing and wet-chemical treatment of SiO2-supported graphene devices. Nano Lett. 11, 761–771 (2011)
C Casiraghi, S Pisana, KS Novoselov, AK Geim, AC Ferrari, Raman fingerprint of charged impurities in graphene. Appl. Phys. Lett. 91, 233108 (2007)
S Ryu, L Liu, S Berclaud, YJ Yu, H Liu, P Kim, GW Flynn, LE Brus, Atmospheric oxygen binding hole doping in deformed graphene on a SiO2 substrate. Nano Lett. 10, 4944–4951 (2010)
X Li, Y Zhu, W Cai, M Borysiak, B Han, D Chen, RD Piner, L Colombo, RS Ruoff, Transfer of large-area graphene films for high-performance transparent conductive electrodes. Nano Lett. 9, 4359–4363 (2009)
J Song, F-Y Kam, R-Q Png, W-L Seah, J-M Zhou, G-K Lim, PKH Ho, L-L Chua, A general method for transferring graphene onto soft surfaces. Nat. Nanotechnol. 8, 356–362 (2013)
J Kang, S Hwang, JH Kim, MH Kim, J Ryu, SJ Seo, BH Hong, MK Kim, J-B Choi, Efficient transfer of large-area graphene films onto rigid substrates by hot pressing. ACS Nano 6, 5360–5365 (2012)
JW Suk, A Kitt, CW Magnuson, Y Hao, S Ahmed, J An, AK Swan, BB Goldberg, RS Ruoff, Transfer of CVD-grown monolayer graphene onto arbitrary substrates. ACS Nano 5, 6916–6924 (2011)
X-D Chen, Z-B Liu, C-Y Zheng, F Xing, X-Q Yan, Y Chen, J-G Tian, High quality and efficient transfer of large-area graphene films onto different substrates. Carbon 56, 271–278 (2013)
X Liang, BA Sperling, I Calizo, G Cheng, CA Hacker, Q Zhang, Y Obeng, K Yan, H Peng, Q Li, X Zhu, H Yuan, AR Hight Walker, Z Liu, L-M Peng, CA Richter, Toward clean and crackles transfer of graphene. ACS Nano 5, 9144–9153 (2011)
HK Choi, JY Kim, HY Jeong, CG Choi, S-Y Choi, Characterization of chemical vapor deposition-grown graphene films with various etchants. Carbon Lett. 13, 44–47 (2012)
JW Suk, WH Lee, J Lee, H Chou, RD Piner, Y Hao, D Akinwande, RS Ruoff, Enhancement of the electrical properties of graphene grown by chemical vapor deposition via controlling the effects for polymer residue. Nano Lett. 13, 1462–1467 (2013)
Y Wang, Y Zheng, X Xu, E Dubuisson, Q Bao, J Lu, KP Loh, Electrochemical delamination of CVD-grown graphene film: Toward the recyclable use of copper catalyst. ACS Nano 5, 9927–9933 (2011)
CJL de la Rosa, J Sun, N Lindvall, MT Cole, Y Nam, M Loffler, E Olsson, KBK Teo, A Yurgens, Frame assisted H2O electrolysis induced H2 bubbling transfer of large area graphene grown by chemical vapor deposition on Cu. Appl. Phys. Lett. 102, 022101 (2013)
L Gao, W Ren, H Xu, L Jin, Z Wang, T Ma, L-P Ma, Z Zhang, Q Fu, L-M Peng, X Bao, H-M Cheng, Repeated growth and bubbling transfer of graphene with millimeter-size single-crystal grains using platinum. Nat. Commun. 3, 699 (2012)
X Wang, L Tao, Y Hao, Z Liu, H Chou, I Kholmanov, S Chen, C Tan, N Jayant, Q Yu, D Akinwande, RS Ruoff, Direct delamination of graphene for high-performance plastic electronics. Small 10, 694–698 (2014)
CT Cherian, F Giustiniano, I Martin-Fernandez, H Andersen, J Balakrishnan, B Ozyilmaz, Bubble-free electrochemical delamination of CVD graphene films, Small. (2014).doi:10.1002/smll.201402024 .
T Ciuk, I Pasternak, A Krajewska, J Sobieski, P Caban, J Szmidt, W Strupinski, Properties of chemical vapor deposition graphene transferred by high-speed electrochemical delamination. J. Phys. Chem. C 117, 20833–20837 (2013)
PW Sutter, JI Flege, EA Sutter, Epitaxial graphene on ruthenium. Nat. Mater. 7, 406–411 (2008)
J Coraux, AT N’Diaye, M Engler, C Busse, D Wall, N Buckanie, FJMZ Heringdorf, R van Gastel, B Poelsema, T Michely, Growth of graphene on Ir(111). New J. Phys. 11, 023006 (2009)
DY Jung, A Study on Graphene Synthesis by CVD Method and Graphene Transfer Method via Electrochemical Delamination. Master’s thesis (Korea Advanced Institute of Science and Technology, Daejeon, Republic of Korea, 2014), p. 53
T Yoon, WC Shin, TY Kim, JH Mun, T-S Kim, BJ Cho, Direct measurement of adhesion energy of monolayer graphene as-grown on copper and its application to renewable transfer process. Nano Lett. 12, 1448–1452 (2012)
WC Shin, T Yoon, JH Mun, TY Kim, S-Y Choi, T-S Kim, BJ Cho, Doping suppression and mobility enhancement of graphene transistors fabricated using an adhesion promoting dry transfer process. Appl. Phys. Lett. 103, 243504 (2013)
W Jung, D Kim, M Lee, S Kim, J-H Kim, C-S Han, Ultraconformal contact transfer of monolayer graphene on metal to various substrates. Adv. Mater. 26, 6394–6400 (2014)
SY Yang, JG Oh, DY Jung, H Choi, CH Yu, J Shin, C-G Choi, BJ Cho, S-Y Choi, Metal-etching-free direct delamination and transfer of single-layer graphene with a high degree of freedom, Small. (2014).doi:10.1002/smll.201401196
P Blake, EW Hill, AH Castro Neto, KS Novoselov, D Jiang, R Yang, TJ Booth, AK Geim, Making graphene visible. Appl. Phys. Lett. 91, 063124 (2007)
DSL Abergel, A Russell, VI Fal’ko, Visibility of graphene flakes on a dielectric substrate. Appl. Phys. Lett. 91, 063125 (2007)
QH Wang, Z Jin, KK Kim, AJ Hilmer, GLC Paulus, C-J Shih, M-H Ham, JD Sanchez-Yamagishi, K Watanabe, T Taniguchi, J Kong, P Jarillo-Herrero, MS Strano, Understanding and controlling the substrate effect on graphene electron-transfer chemistry via reactivity imprint lithography. Nat. Chem. 4, 724–732 (2012)
J-H Chen, C Jang, S Xiao, M Ishigami, MS Fuhrer, Intrinsic and extrinsic performance limits of graphene devices on SiO2. Nat. Nanotechnol. 3, 206–209 (2008)
KI Bolotin, KJ Sikes, J Hone, HL Stormer, P Kim, Temperature-dependent transport in suspended graphene. Phys. Rev. Lett. 101, 096802 (2008)
JP Robinson, H Schomerus, L Oroszlany, VI Fal’ko, Adsorbate-limited conductivity of graphene. Phys. Rev. Lett. 101, 196803 (2008)
DB Farmer, R Golizadeh-Mojarad, V Perebeinos, Y-M Lin, GS Tulevski, JC Tsang, P Avouris, Chemical doping and electron–hole conduction asymmetry in graphene devices. Nano Lett. 9, 392–399 (2009)
J-H Chen, C Jang, S Adam, MS Fuhrer, ED Williams, M Ishigami, Charged-impurity scattering in graphene. Nat. Phys. 4, 377–381 (2008)
J-H Chen, C Jang, M Ishigami, S Xiao, WG Cullen, ED Williams, MS Fuhrer, Diffusive charge transport in graphene on SiO2. Solid. State. Commun. 149, 1080–1086 (2009)
T Lohmann, K von Klitzing, JH Smet, Four-terminal magneto-transport in graphene p-n junctions created by spatially selective doping. Nano Lett. 9, 1973–1979 (2009)
O Leenaerts, B Partoens, FM Peeters, Adsorption of H2O, NH3, CO, NO2, and NO on graphene: A first-principles study. Phys. Rev. B. 77, 125416 (2008)
TO Wehling, MI Katsnelson, AI Lichtenstein, Adsorbates on graphene: Impurity states and electron scattering. Chem. Phys. Lett. 476, 125–134 (2009)
D-W Shin, HM Lee, SM Yu, K-S Lim, JH Jung, M-K Kim, S-W Kim, J-H Han, RS Ruoff, J-B Yoo, A facile route to recover intrinsic graphene over large scale. ACS Nano 6, 7781–7788 (2012)
P Joshi, HE Romero, AT Neal, VK Toutam, SA Tadigadapa, Instrinsic doping and gate hysteresis in graphene field effect devices fabricated on SiO2 substrates. J. Phys. Condens. Matter 22, 334214 (2010)
H Wang, Y Wu, C Cong, J Shang, T Yu, Hysteresis of electronic transport in graphene transistors. ACS Nano 4, 7221–7228 (2010)
WH Lee, J Park, Y Kim, KS Kim, BH Hong, K Cho, Control of graphene field-effect transistors by interfacial hydrophobic self-assembled monolayers. Adv. Mater. 23, 3460–3464 (2011)
M Lafkioti, B Krauss, T Lohmann, U Zschieschang, H Klauk, K Klitzing, JH Smet, Graphene on a hydrophobic substrate: doping reduction and hysteresis suppression under ambient conditions. Nano Lett. 10, 1149–1153 (2010)
SF Chowdhury, S Sonde, S Rahimi, L Tao, S Banerjee, D Akinwande, Improvement of graphene field-effect transistors by hexamethyldisilazane surface treatment. Appl. Phys. Lett. 105, 033117 (2014)
Z Liu, AA Bol, W Haensch, Large-scale graphene transistors with enhanced performance and reliability based on interface engineering by phenylsilane self-assembled monolayers. Nano Lett. 11, 523–528 (2011)
H Lv, H Wu, K Xiao, W Zhu, H Xu, Z Zhang, H Qian, Graphene mobility enhancement by organosilane interface engineering. Appl. Phys. Lett. 102, 183107 (2013)
X Wang, J-B Xu, C Wang, J Du, W Xie, High performance graphene devices on SiO2/Si substrate modified by highly ordered self-assembled monolayers. Adv. Mater. 23, 2464–2468 (2011)
SS Sabri, PL Levesque, CM Aguirre, J Guillemette, R Martel, T Szkopek, Graphene field effect transistors with parylene gate dielectric. Appl. Phys. Lett. 95, 242104 (2009)
WC Shin, S Seo, BJ Cho, Highly air-stable electrical performance of graphene field effect transistors by interface engineering with amorphous fluoropolymer. Appl. Phys. Lett. 98, 153505 (2011)
J Rafiee, X Mi, H Gullapalli, AV Thomas, F Yavari, Y Shi, PM Ajayan, NA Koratkar, Wetting transparency of graphene. Nat. Mater. 11, 217–222 (2012)
N Cernetic, S Wu, JA Davies, BW Krueger, DO Hutchins, X Xu, H Ma, AK-Y Jen, Systematic doping control of CVD graphene transistors with functionalized aromatic self-assembled monolayers. Adv. Funct. Mater. 24, 3464–3470 (2014)
K Yokota, K Takai, T Enoki, Carrier control of graphene driven by the proximity effect of functionalized self-assembled monolayers. Nano Lett. 11, 3669–3675 (2011)
R Wang, S Wang, D Zhang, Z Li, Y Fang, X Qiu, Control of carrier type and density in exfoliated graphene by interface engineering. ACS Nano 5, 408–412 (2011)
Z Yan, Z Sun, W Lu, J Yao, Y Zhu, JM Tour, Controlled modulation of electronic properties of graphene by self-assembled monolayers on SiO2 substrates. ACS Nano 5, 1535–1540 (2011)
H Chen, X Guo, Unique role of self-assembled monolayers in carbon nanomaterials-based field-effect transistors. Small 9, 1144–1159 (2013)
S Wang, S Suzuki, K Furukawa, CM Orofeo, M Takamura, H Hibino, Selective charge doping of chemical vapor deposition-grown graphene by interface modification. Appl. Phys. Lett. 103, 253116 (2013)
Y Kim, J Park, J Kang, JM Yoo, K Choi, ES Kim, J-B Choi, C Hwang, KS Novoselov, BH Hong, A highly conducting graphene film with dual-side molecular n-doping. Nanoscale 6, 9545–9549 (2014)
J Park, WH Lee, S Huh, SH Sim, SB Kim, K Cho, BH Hong, KS Kim, Work-function engineering of graphene electrodes by self-assembled monolayers for high-performance organic field-effect transistors. J. Phys. Chem. Lett. 2, 841–845 (2011)
R Shi, H Xu, B Chen, Z Zhang, L-M Peng, Scalable fabrication of graphene devices through photolithography. Appl. Phys. Lett. 102, 113102 (2013)
J Kim, P Seidler, LS Wan, C Fill, Formation, structure, and reactivity of amino-terminated organic films on silicon substrates. J. Colloid Interface Sci. 329, 114–119 (2009)
JH Bong, O Sul, A Yoon, S-Y Choi, BJ Cho, Facile graphene n-doping by wet chemical treatment for electronic applications. Nanoscale 6, 8503–8508 (2014)
CR Dean, AF Young, I Meric, C Lee, L Wang, S Sorgenfrei, K Watanabe, T Taniguchi, P Kim, KL Shepard, J Hone, Boron nitride substrates for high-quality graphene electronics. Nat. Nanotechnol. 5, 722–726 (2010)
N Petrone, CR Dean, I Meric, AM van der Zande, PY Huang, L Wang, D Muller, KL Shepard, J Hone, Chemical vapor deposition-derived graphene with electrical performance of exfoliated graphene. Nano Lett. 12, 2751–2756 (2012)
E Kim, N Jain, Y Xu, B Yu, Logic Inverter Implemented with CVD-assembled graphene FET on hexagonal boron nitride. IEEE Trans. Nanotechnol. 11, 619–623 (2012)
MS Bresnehan, MJ Hollander, M Wetherington, M LaBella, KA Trumbull, R Cavalero, DW Snyder, JA Robinson, Integration of hexagonal boron nitride with quasi-freestanding epitaxial graphene: Toward wafer-scale, high performance devices. ACS Nano 6, 5234–5241 (2012)
C Dean, AF Young, L Wang, I Meric, G-H Lee, K Watanabe, T Taniguchi, K Shepard, P Kim, J Hone, Graphene based heterostructures. Solid. State. Commun. 152, 1275–1282 (2012)
R Decker, Y Wang, VW Brar, W Regan, H-Z Tsai, Q Wu, W Gannett, A Zettl, MF Crommie, Local electronic properties of graphene on a BN substrate via scanning tunneling microscopy. Nano Lett. 11, 2291–2295 (2011)
M Wang, SK Jang, W-J Jang, M Kim, S-Y Park, S-W Kim, S-J Kahng, J-Y Choi, RS Ruoff, YJ Song, S Lee, A platform for large-scale graphene electronics – CVD growth of single-layer graphene on CVD-grown hexagonal boron nitride. Adv. Mater. 25, 2746–2752 (2013)
JG Oh, SK Hong, C-K Kim, JH Bong, J Shin, S-Y Choi, BJ Cho, High performance graphene field-effect transistors on an aluminum nitride substrate with high surface phonon energy. Appl. Phys. Lett. 104, 193112 (2014)
Y Wu, Y Lin, AA Bol, KA Jenkins, F Xia, DB Farmer, Y Zhu, P Avouris, High-frequency, scaled graphene transistors on diamond-like carbon. Nature 472, 74–78 (2011)
F Schwierz, Graphene transistors Nat Nanotechnol 5, 487–496 (2010)
L Liao, J Bai, R Cheng, YC Lin, S Jiang, Y Huang, X Duan, Top-gated graphene nanoribbon transistors with ultrathin high-k dielectrics. Nano Lett. 10, 1917–1921 (2010)
A Javey, H Kim, M Brink, Q Wang, A Ural, J Guo, P Mcintyre, P Mceuen, M Lundstrom, H Dai, High-k dielectrics for advanced carbon-nanotube transistors and logic gates. Nat. Mater. 1, 241–246 (2002)
J Robertson, High dielectric constant oxides Eur. Phys. J. Appl. Phys. 28, 265–291 (2004)
M Leskela, M Ritala, Atomic layer deposition (ALD): from precursors to thin film structures. Thin Solid Films 409, 138–146 (2002)
M Ritala, K Kukli, A Rahtu, PI Raisanen, M Leskela, T Sajavaara, J Keinonen, Atomic layer deposition of oxide thin films with metal alkoxides as oxygen sources. Science 288, 319–321 (2000)
JG Oh, Y Shin, WC Shin, O Sul, BJ Cho, Dirac voltage tunability by Hf1−xLaxO gate dielectric composition modulation for graphene field effect devices Appl. Phys. Lett. 99, 193503 (2011)
M Ritala, M Leskela, JP Dekker, C Mutsaers, PJ Soininen, J Skarp, Perfectly conformal TiN and Al2O3 films deposited by atomic layer deposition. Chem. Vap. Deposition. 5, 7–9 (1999)
K Kukli, J Ihanus, M Ritala, M Leskela, Tailoring the dielectric properties of HfO2-Ta2O5 nanolaminates. Appl. Phys. Lett. 68, 3737–3739 (1996)
FH Yang, RT Yang, Ab initio molecular orbital study of adsorption of atomic hydrogen on graphite: insight into hydrogen storage in carbon nanotubes. Carbon 40, 437–444 (2002)
Y Xuan, YQ Wu, T Shen, M Qi, MA Capano, JA Cooper, PD Ye, Atomic-layer-deposited nanostructures for graphene-based nanoelectronics. Appl. Phys. Lett. 92, 013101 (2008)
B Lee, SY Park, HC Kim, KJ Cho, EM Vogel, MJ Kim, RM Wallace, J Kim, Conformal Al2O3 dielectric layer deposited by atomic layer deposition for graphene based nanoelectronics. Appl. Phys. Lett. 92, 203102 (2008)
X Wang, SM Tabakman, H Dai, Atomic layer deposition of metal oxides on pristine and functionalized graphene. J. Am. Chem. Soc. 130, 8152–8153 (2008)
SM George, AW Ott, JW Klaus, Surface chemistry for atomic layer growth. J. Phys. Chem. 100, 13121–13131 (1996)
RL Puurunen, Surface chemistry of atomic layer deposition: a case study for the trimethylaluminium/water process. J. Appl. Phys. 97, 121301 (2005)
SM George, Atomic layer deposition: an overview. Chem. Rev. 110, 111–131 (2010)
NY Garces, VD Wheeler, DK Gaskill, Graphene functionalization and seeding for dielectric deposition and device integration. J. Vac. Sci. Technol. B 30, 030801 (2012)
MJ Hollander, A Agrawal, MS Bresnehan, M LaBella, KA Trumbull, R Cavalero, DW Snyder, S Datta, JA Robinson, Heterogeneous integration of hexagonal boron nitride on bilayer quasi-free-standing epitaxial graphene and its impact on electrical transport properties. Phys. Stat. Solidi. A. 210, 1062–1070 (2013)
S Kim, J Nah, I Jo, D Shahrjerdi, L Colombo, Z Yao, E Tutuc, SK Banerjee, Realization of a high mobility dual-gated graphene field-effect transistor with Al2O3 dielectric. Appl. Phys. Lett. 94, 062107 (2009)
S McDonnell, A Azcatl, G Mordi, C Floresca, A Pirkle, L Colombo, J Kim, M Kim, RM Wallace, Scaling of HfO2 dielectric on CVD graphene. Appl. Surf. Sci. 294, 95–99 (2014)
MJ Hollander, M LaBella, ZR Hughes, M Zhu, KA Trumbull, R Cavalero, DW Snyder, X Wang, E Hwang, S Datta, JA Robinson, Enhanced transport and transistor performance with oxide seeded high-k gate dielectrics on wafer-scale epitaxial graphene. Nano Lett. 11, 3601–3607 (2011)
DB Farmer, HY Chiu, YM Lin, KA Jenkins, F Xia, P Avouris, Utilization of a buffered dielectric to achieve high field-effect carrier mobility in graphene transistors. Nano Lett. 9, 4474–4478 (2009)
JMP Alaboson, QH Wang, JD Emery, AL Lipson, MJ Bedzyk, JW Elam, MJ Pellin, MC Hersam, Seeding atomic layer deposition of high-k dielectrics on epitaxial graphene with organic self-assembled monolayers. ACS Nano 5, 5223–5232 (2011)
VK Sangwan, D Jariwala, SA Filippone, HJ Karmel, JE Johns, JMP Alaboson, TJ Marks, LJ Lauhon, MC Hersam, Quantitatively enhanced reliability and uniformity of high-k dielectrics on graphene enabled by self-assembled seeding layers. Nano Lett. 13, 1162–1167 (2013)
WC Shin, TY Kim, O Sul, BJ Cho, Seeding atomic layer deposition of high-k dielectric on graphene with ultrathin poly(4-vinylphenol) layer for enhanced device performance and reliability. Appl. Phys. Lett. 101, 033507 (2012)
YT Kim, SK Lee, KS Kim, YH Kim, JH Ahn, YU Kwon, Uniform growth of high-quality oxide thin films on graphene using a CdSe quantum dot array seeding layer. ACS Appl. Mater. Interfaces 6, 13015–13022 (2014)
B Lee, G Mordi, MJ Kim, YJ Chabal, EM Vogel, RM Wallace, KJ Cho, L Colombo, J Kim, Characteristics of high-k Al2O3 dielectric using ozone-based atomic layer deposition for dual-gated graphene devices. Appl. Phys. Lett. 97, 043107 (2010)
OM Nayfeh, T Marr, M Dubey, Impact of plasma-assisted atomic-layer-deposited gate dielectric on graphene transistors. IEEE. Electron. Device. Lett. 32, 473–475 (2010)
WC Shin, JH Bong, S-Y Choi, BJ Cho, Functionalized graphene as ultrathin seed layer for the atomic layer deposition of conformal high-k dielectrics on graphene. ACS Appl. Mater. Interfaces 5, 11515–11519 (2013)
Acknowledgements
This work was supported by the IT R&D program (10044412), the Global Frontier Research Center for Advanced Soft Electronics (2011–0031640), the Basic Science Research Program (2010–0029132) and Nano-Material Technology Development Program (2012M3A7B4049807).
Author information
Authors and Affiliations
Corresponding authors
Additional information
Competing interests
The authors declare that they have no competing interests.
Authors’ contributions
DYJ and SYY equally contributed to this work in the manuscript preparation. All authors read and approved the final manuscript.
Dae Yool Jung and Sang Yoon Yang contributed equally to this work.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made.
The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
To view a copy of this licence, visit https://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Jung, D.Y., Yang, S.Y., Park, H. et al. Interface engineering for high performance graphene electronic devices. Nano Convergence 2, 11 (2015). https://doi.org/10.1186/s40580-015-0042-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/s40580-015-0042-x