
Abstract
Background
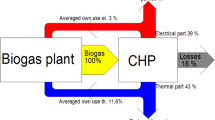
Reducing energy consumption and greenhouse gas emissions is a crucial issue in the cassava starch processing industry. In this study, the integrated system combining livestock, cassava cultivation and cassava production in the same area leads to both a zero emission goal and economic efficiency, a typical example of an effective agro-industrial symbiosis. A heat exchange/recovery system was applied including the economizer, heat exchanger tank, biogas tank, and boiler. The economizer attached to the boiler’s chimney transfers heat from exhaust gases for pre-heating feed water entering the boiler. The biogas tank recovers energy from the wastewater of starch production and livestock, and the generated biogas was used as fuel for the boiler.
Results
The energy and exergy efficiency, energy losses, and exergy destruction for the heat recovery system were analyzed. The specific energy consumption was used to evaluate the overall energy efficiency for a cassava starch factory with a capacity of 20 tons/day. The results show that there is a high potential to recycle waste into energy in the cassava starch industry. The total energy saving and reduced greenhouse gas emissions per year of the cassava starch factory were 0.054%/year and 123,564 kgCO2/per year, respectively.
Conclusions
Cassava starch factories can save energy and reduce emissions when applying a heat recovery system in the integrated agro-industrial system. Excess heat from the production was used for evaporating (removal of) NH3 in wastewater flow from the biogas tank, and for heating the biogas system to enhance the efficiency of methane production. A biochar filter was attached to the economizer for adsorption of released ammonium, and the biochar after adsorption was combined with sludge from the biogas tank to produce a solid biofertilizer.
Similar content being viewed by others
Background
Cassava is one of the main raw materials for starch production widely grown in African and Asian countries. Except for the cost of raw cassava, energy accounts for a significant proportion of cassava starch production costs, including electricity for powering factory machinery, and biogas or heavy fuel oil for starch drying [1, 2]. Starch production from cassava is a major industry and source of income in several tropical countries such as Thailand, Vietnam, Brazil and Colombia, with an average output of about 3–4 million tons per year [3, 4]. Wastewater from cassava starch processing contains waste starch, fibers, minerals, and cyanogenic compounds. This waste stream, despite being diluted in water, presents a significant concentration of organic matter and requires treatment before being discharged into nearby water sources [5, 6]. Behind the food, beverage, and tobacco industry sector, the native starch industry is the second most energy-consuming industry sector, consuming 13,201.7 × 106 MJ/y [7]. Over 81% of energy was used in the starch plant including hot air (53%) and electricity (28%), and diesel used for crop production and transportation accounted for only 6% and 12%, respectively [8]. Cassava waste bioenergy generation in cassava starch facilities using cassava stems could mitigate various environmental impacts by 42–99% and can meet all energy demands of a cassava starch plant [9, 10]. The wastewater and bagasse from the cassava starch facility are anaerobically digested to produce biogas. The biogas produced meets the thermal energy needs for starch drying. In addition, there is a recovery of solid biofertilizer as well as water for reuse in the combined heat and power production, thus reducing the demand for freshwater by 66% [11, 12].
Management and energy control are important to improve energy efficiency in the production processes. Specific energy consumption is known as a management tool in sustainable energy development [13, 14]. International specific energy consumption standards are used as an energy performance indicator to evaluate the energy efficiency [15, 16]. Evaluation of the efficiency and optimization of the operation of food industry waste disposal by using the specific energy consumption value [17], as well as the similar works with chilled, frozen and mixed grocery stores [18, 19], have shown a significant energy saving potential. In the cement industry, the specific energy consumption was used to determine the efficiency of equipment, energy savings and to reduce CO2 emissions of the raw material grinding process [20, 21]. The specific energy consumption values were also used to compare the energy consumption at each stage of the cotton textile processing industry [22].
In industrial boilers, the waste heat is successfully recycled to recover latent heat from the exhaust gas to achieve greater efficiency and fewer emissions than traditional boilers [23,24,25,26]. However, the condensing water temperature must be lower than the flue gas temperature in the condensing boiler so that a more reasonable heat exchange regime will be achieved by the lower waste heat recovery temperature [27,28,29,30]. Understanding energy efficiency is important to improve industrial boilers and reduce energy losses and costs in the sugar production and drying industry [31,32,33,34,35]. The common principle of heat exchange in these systems is to enhance the difference between the cold source and the flue gas [27, 36]. If the air is heated to over 50 °C, the concentration of NOx decreases from 33 to 24.6 ppm, then the reduction is about 25.4%. The heat recovery system achieves energy saving and emission reduction simultaneously [37, 38].
Waste heat recovery systems are an effective way to reuse waste energy to produce useful energy products, and these systems aid in the reduction of CO2 emissions and contribute to the achievement of improved environmental performance as well as the reduction of overall manufacturing costs of goods [39, 40]. Analysis of the economic viability of industrial waste heat recovery is essential because it determines the final adoption of energy efficiency measures. The existing industrial drying techniques consume 20–25% of the energy used in the food processing chain, and the overall thermal efficiency of the system increases by 8.46% when utilizing the waste heat recovered from a diesel engine exhaust flue gas [41, 42].
In an integrated agriculture and small-scale industry system, a biogas tank is a construction that converts organic waste into energy, and biogas is provided for household activities or as fuel for the production of handicraft products. The treated wastewater from the biogas tank was used for planting in agriculture [43,44,45]. In the areas where there is drought and a shortage of water supply, the agro-based zero-emission integrated system (AZEIS) has brought a significant effect on wastewater treatment and recovering the main nutrients (such as N and P) for agricultural activities, saving cost and reducing inorganic fertilizers and water input for farms [46, 47]. In the authors' previous studies, combining energy and environment has been shown to be effective when assessing EEE (economic–environmental–energy efficiency) [49]. Integrated systems based on waste-to-energy conversion can increase system efficiency by making use of indigenous natural materials and waste reuse/recycling. Recycling of waste can produce energy, fish feed, and fertilizer, and it results in a decreased environmental impact of approximately 50% [44, 48].
There is a high demand on energy consumption in the cassava processing industry. In the world, producing 1000 kg of cassava starch requires approximately 4400 kg of cassava roots, 10.9 m3 of water, 207.8 kWh of electricity, 1898 MJ of heat for drying the starch, 0.9 kg of chemicals, and 93.1 m3 of biogas necessary for heat and electricity generation [49]. In Thailand, high energy consumption is used in the drying process; the average electricity consumption is 169.4 kWh/ton starch; the average fuel oil used is 31.5 kg/ton starch or about 1339 MJ/ton starch [50]. The data in the literature on cassava starch production in Vietnam indicate that average electricity consumption is 608 MJ/ton product, and heat consumption is 1033 MJ/ton product [51]. Tran et al. [3] compared the energy use of cassava starch production in Thailand, Vietnam and Colombia, and one large-scale and two small-scale factories were investigated. They found that a large-scale factory consumed approximately 2527 MJ/ton of both thermal and electrical energy, a small-scale factory consumed 212 MJ/ton for electrical energy, and the drying processes in the small-scale factory mostly relied on solar energy, which was estimated to 1361 MJ/ton. The difference in energy consumption between cassava starch factories depends on the technology selection and management in the cassava starch production process, amount of machinery, and waste and wastewater utilization [52, 53]. In our work, we conducted environmental accounting work on 44 cassava processing factories in the Tay Ninh province, Southern Vietnam (120 km from Ho Chi Minh City, the most concentrated cassava cultivation area in the country). The production capacity is varied from 4–250 tones/day (100 tones/day on average), and the major products are dried starch, wet starch, and modified starch. The electricity consumption norm (per ton product) is 180–290 kWh/ton depending on the state of machinery, technology and operation mode.
From the above-mentioned information, and to the best of our knowledge, there is a research gap related with the development of specific energy consumption based on waste heat recovery systems, especially in the integrated cassava starch agro-industry. The previous works were concentrated mostly on heat recovery efficiency from boilers by using independent heat exchange facilities with no connections to other waste treatment facilities. Moreover, there is no research data describing the relationship between pollution levels and specific energy consumption for the cassava starch processing industry. Thus, this work will focus on the development of specific energy consumption values based on energy demand for the production of one cassava starch product unit when applying a heat recovery system. This specific energy consumption value is used to evaluate energy efficiency and greenhouse gas (GHG) emission reductions. The excess heat from the heat recovery system will be supplied to the other treatment facilities in the waste treatment system of the factory with the purpose of enhancing the treatment efficiency and energy savings. Furthermore, the cassava processing factories in the local area normally combine livestock and cultivation in the same area, forming an integrated system (cassava production–livestock–cassava cultivation). In our work, we recommend an integrated system based on material and energy exchange network among cassava fields (supplying cassava raw material), livestock farms, cassava starch processing factories, heat recovery systems (within cassava starch processing factories), and wastewater treatment plants (for treating wastewaters from the production process and livestock). The integrated system will lead to both zero emission goals and economic efficiency, a typical example of an agro-industrial symbiosis.
Methodology
Case study description
This study investigates the production of tapioca starch from fresh cassava roots at the Hong hat Company in the TayNinh province, Vietnam. The production capacity of the factory reaches 1.6 tons/h (about 20 tons/per day, or 600 tones/per month on average). The main production system includes equipment such as dryers, grinders, fans, pumps, and boilers. The company has a cassava cultivation field at the same location covering an area of 6 ha (60,000 m2), an average yield of about 20–28 tones/ha/year, which requires a demand of organic fertilizer of 5–7 tones/ha/year. A small pig farm (about 40–50 mature pigs) is located next to the factory/field, producing about 100 kg pig manure per day. The quantity of wastewater from the cassava starch factory depends on the season and capacity of production (as displayed later in Table 4). The minimum amount of wastewater generated from the starch processing factory and a small livestock farm are 3,840 m3/day and 0.8 m3/day, respectively. Some photos were made at the main places in the farm-factory integrated system (Fig. 1), and at each technology step in the plant's production site (Fig. 2). The starch processing factory has its own raw material area, in addition to being purchased from nearby households. The small livestock farm is an independent farm of the same owner (household), which is located next to the factory’s site. The by-products from the starch production at the factory are often used as supplementary food for pigs.

Main places in the farms–factory integrated system. a Cassava input flow, b drying system, c cassava cultivation farm, and d pig farm

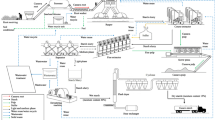
Main technology steps at the factory's production site
More details on the production technology and heat exchange system are described in Fig. 3 and “Description of production and heat recovery system” section.

Description of production and heat recovery system under study
Description of production and heat recovery system
The cassava starch production system presented in Figs. 2 and 3 (left side of the figures) includes the following steps: (1) washing the roots, as well as partial or complete peeling; (2) grinding the roots into a pulp; (3) the extraction and separation of the lignocellulosic fibers (pulp) from the free starch with liberal amounts of water; (4) sedimentation for removing soluble contaminants (proteins, etc.) from the starch; (5) dewatering: mechanical removal of water by sedimentation; (6) drying the starch to the final moisture of 12–13% (wwb, wet weight basis) in order to inhibit microbially growth and ensure extended shelf life.
The heat exchange system is depicted in Fig. 3 (right side), and the recovery solutions (red blocks), including the economizer, heat exchanger tank, biogas tank, and sludge drying yard, were new components added to the system as suggested by the research team when working with the company’s owner, with the purpose to improve energy efficiency of the whole system. A simple energy-saving/recovery device for boilers called the “economizer” was proposed and applied to the production system. This device is responsible for taking advantage of waste heat generated from the boiler exhaust to heat the boiler’s feedwater instead of supplying cold water to the boiler as before. The economizer is installed in the chimney of boiler, where the exhaust gas passes through the pipes carrying the feed water, resulting in heating feed water. The feed water temperature was therefore increased from 30 to 100 °C, inducing some advantages such as saving energy consumption and reducing thermal shock [54, 55]. The recovery efficiency of biogas from the cassava starch processing wastewater is very low because of the low nitrogen concentration and rapid acidification (low pH) in the wastewater. Wastewater from the pig farm generally contributes to higher CH4 production when the digestion coupling with cassava wastewater, likely due to the lower C:N value of combined wastewater. Thus, the anaerobic system was applied to recover biogas from the wastewater of the starch processing process and the pig farm, and the biogas generated was used later as a fuel for the boiler at the drying stage. Wastewater from the biogas tank is pumped into the heat exchanger tank through which the exhaust gas from the boiler also passes. In a device with high temperature (70–80 °C), several processes are happening simultaneously: NH3 from the wastewater flow is evaporated, phosphorus from the wastewater flow is absorbed by the fly ash from the boiler's gas under struvite precipitation, and dust and SO2 from the boiler's exhaust gas are absorbed in the wastewater flow. Wastewater, after passing through this absorption procedure, has decreased concentrations of nitrogen and phosphorus (nitrogen concentration was decreased by 70–90%). The gas stream coming out from the heat exchanger tank contains NH3 and is then directed to absorption by a biochar filter. In order to detect ammonia escaping from the biochar filter, the JIS K 0099:2004 method was used. Biochar after adsorption was combined with sludge from the biogas tank to produce a solid biofertilizer which was used later for the cassava cultivation field.
Energy efficiency and exergy analysis of a heat recovery system
Exergy and energy analysis are often considered in the management of energy resources, they provide useful information for the managers and decision-makers in prioritizing the improvement potential [56]. In this study, energy and exergy efficiency, energy losses, and exergy destruction for a heat recovery system were analyzed. The energy used by the boiler was optimized by controlling the excess air and waste heat from the exhaust gas to heat feedwater before supplying it to the boiler [57]. In order to establish the energy balance formulas for the heat recovery system, the main energy flows are described in detail in Fig. 4. The principles for estimating energy efficiency (η) and exergy (ψ) are based on the following equation (Eq. 1).

Schematic diagram of the material-energy flows within the boiler and heat recovery system
Energy balance in the heat recovery system
where ma = mass flow rate for air (kg/s); mf = biogas flow rate (kg/s); mp = flow rate of heat products (kg/s); mg = flow rate of flue gas (kg/s); mw = flow rate of water (kg/s); ms = flow rate of steam (kg/s); mgas1 = flow rate of flue gas entering economizer (kg/s); mgas2 = flow rate of flue gas entering exchanger tank (kg/s); mw.water = flow rate of wastewater (kg/s) (assumed that mp = mg = mH, mw = ms = mC and mg = mgas1 + mgas2); hf = enthalpy of biogas fuel (kJ/kg); ha = specific enthalpy of air (kJ/kg); hp = specific enthalpy of hot products from combustion (kJ/kg); hc.water = specific enthalpy of cold water (kJ/kg); hh.water = specific enthalpy of hot water (kJ/kg); hgas1 = specific enthalpy of flue gas entering economizer (kJ/kg); hgas2 = specific enthalpy of flue gas entering exchanger tank (kJ/kg); ho.gas = specific enthalpy of outlet gas from economizer (kJ/kg); hgas2 = specific enthalpy of gas leaving the exchanger tank (kJ/kg); hw.water = specific enthalpy of wastewater (kJ/kg); hw.out = specific enthalpy of outlet wastewater (kJ/kg); hg = enthalpy of flue gas (kJ/kg); hw = specific enthalpy of water (kJ/kg); hs = specific enthalpy of steam (kJ/kg).
The energy efficiency of the boiler (ηboiler, %), economizer (ηeconomize, %) and exchanger tank (ηexchanger, %) are calculated using the following formulas:
Exergy balance in the heat recovery system
where IHRS, Icombustor, Ieconomizer, Iheat.exchanger, and Iexchanger.tank are exergy destruction of heat recovery system, combustor, economizer, heat exchanger and exchanger tank, respectively (all in kJ/s); Ɛa = exergy of air; Ɛf = exergy of biogas fuel; Ɛp = exergy of products; Ɛg = exergy of flue gas; Ɛs = exergy of steam; Ɛc.water = exergy of cold water; Ɛh.water = exergy of warm water; Ɛgas1 = exergy of flue gas entering economizer; Ɛgas2 = exergy of flue gas entering exchanger tank; Ɛo.gas = exergy of outlet gas from economizer; Ɛg.out = exergy of outlet gas from exchanger tank; Ɛw.water = exergy of wastewater; Ɛw.out = exergy of wastewater from exchanger tank.
The exergy efficiency of the boiler (ψBoiler, %), economizer (ψEconomizer, %) and exchanger tank (ψExchanger, %) are calculated using the following formulas:
Waste heat recovery from flue gas by using economizer
The economizer is an important device in the heat recovery system; the efficiency of the economizer affects the heat recovery efficiency of the whole system. The economizer is equipment used to recover waste heat from exhaust gases including horizontal tubes and it can be characterized as bare pipes and extended surfaces [24, 66, 67]. Total annual energy savings \({\text{(TAES}}_{\text{HR}})\) when using the economizer is estimated by using Eq. 9:
The increasing percentage in the thermal efficiency of the system is due to the installation of an economizer, which can be calculated from the following Eq. 10:
where TAESHR = total annual energy saving of heat recovery system (kWh/year); %Bth = increasing percentage in the thermal efficiency of boiler due to economizer (%); AECkWh = annual energy (electric and biogas) consumption of cassava processing (kWh/year); %fg = percentage of heat losses in flue gas (%fg = 18) [68]; %HR = efficiency of heat recovery systems (%HR = 30).
Calculation of total specific energy consumption (SEC) and CO2 emissions
In this study, the energy efficiency of the cassava starch processing factory was evaluated by specific energy consumption. CO2 emissions from cassava starch production were determined by estimating the energy consumption of the drying process and emission reductions after applying a heat recovery system. The specific energy consumption was calculated by considering the total energy consumption of thermal drying (including electricity and biogas producing the products for the boiler) in 12 months, consequently, the optimal condition was determined for the specific energy consumption. The specific energy consumption was calculated by the ratio of the used energy divided by the product as follows (Eq. 11) [22, 69]:
where Eit = quantity of energy source i used during period t (GJ); Pt = quantity of production during period t (tone); Ebiogas: energy from biogas (GJ); Eelectric: energy from electric consumption (GJ).
The GHG emissions of the cassava starch production system was assessed according to the energy inventory guidelines of the Intergovernmental Panel on Climate Change (IPCC), and the calculation of CO2 emission factors is based on IPCC guidelines in Vol 2, Chap 2 [70]. In this study, the emission factor of electricity consumption for Vietnam's national grid, issued by the Vietnamese Government in 2020, was applied [71]. The formula for estimating GHG emissions from electricity and used fuel is as follows (Eq. 12):
where CO2(emission) = emissions of a given greenhouse gas (CO2) by type of fuel (kgCO2); Nfuel = amount of fuel combusted (TJ); EFfuel = default emissions factor of a given greenhouse gas by type of fuel (kgCO2/TJ).
Reuse of treated wastewater and production of solid biofertilizer
As illustrated in Figs. 2 and 3, the livestock wastewater from the pig farm was led to the biogas tank together with a part of the wastewater flow from the cassava production. The livestock wastewater contains high nitrogen (N) while wastewater from cassava starch production contains high suspended solids (SS). After leaving the biogas tank, the wastewater will enter into the heat exchanger tank for heating to remove NH3 before entering into the wastewater treatment plant of the factory. The treated wastewater meets the national standard for water used in cassava cultivation. The waste sludge from the biogas tank was dried by using excess heat (600–700 °C) or dried naturally by sunlight (30–35 °C). The content of nutrients (N–P–K) in dried sludge is estimated to be comparable to that in wet sludge from a biogas tank [72, 73]. This quantity of organic fertilizer was used for fertilizing the cassava farm (2 times/year).
Results
Energy and exergy efficiency of the heat recovery system
The input energy of the combustor is estimated by using Eq. 1, and the data are taken from Table 1. Since the boiler has an adiabatic combustor and the specific enthalpy of the fuel, hf, is evaluated such that it is equal to the higher heating value (HHV = 15,986 kJ/m3), the efficiency is always 100%. Therefore, the energy input in the boiler system is 10,230.9 (kJ/s) with an efficiency of 100%. This means that all the energy input is being sent to the heat exchanger and there is no heat loss to the environment. The exergy destruction of the combustion chamber is calculated using Eq. 6. Assuming that the combustion chamber operates in a steady flow process since there is no change in the process with time at any point, there are no work interactions involved and the kinetic and potential energies are negligible.
Using Eq. 6 and the data in Table 1, exergy destruction has been calculated to be 7,818,814.5 kJ/h (2171.9 kJ/s), and these data are comparable to the work of [74]. Figure 5 shows the exergy flow in the combustor system. Exergy efficiency for the combustor of the boiler is estimated by using Eq. 6, and the exergy destruction of the combustion chamber is 2171.9 kJ/s, with 65% efficiency. The exergy destruction is relatively low because of complete combustion.

Exergy flow in the combustor system
As discussed above, the heat loss from the system in the heat exchanger was calculated by using Eq. 5 and data from Table 1, and the results show that the heat loss from the heat exchanger was 64,714,230.3 kJ/h (17,976.2 kJ/s, which is similarly as indicated in the work of [28]. Furthermore, the exergy-based efficiency for the heat exchanger of the boiler was estimated by using Eq. 2. When the environment inside the boiler is not stable (i.e., there are changes/fluctuations in temperature, pressure, and water quality), the entropy is higher and the exergy is lower. The exergy efficiency of the heat exchanger in terms of using the heat product from the combustion chamber was found to be 54.3%.
The specific heat capacity does not change significantly with the low range of temperature changes. Exergy destruction was taken place because of the temperature difference between cold and hot streams. The exergy destruction of the heat exchanger was calculated by using Eq. 6 and the data from Table 1. The exergy destruction in the heat exchanger during the heat transfer process was 13,168,051.6 kJ/h (3657.8 kJ/s), which is similar to the study of [57]. The exergy efficiency of heat exchangers may be considered as a quantitative measure of the exergy exchange between cold and hot streams. Figure 6 shows the exergy flow in the heat exchanger together with related data, exergy efficiency for the heat exchanger of the boiler was 41.2%.

Exergy flow in heat exchanger
The results of the energy and exergy analysis are summarized in Table 2 (obtained from the calculations using Eqs. 1–8). The result showed the overall energy consumption of the boiler was rather high (28,207.1 kJ/s) due to its function in creating heat and steam. The destruction of exergy in the boiler is also relatively high (5829.7 kJ/s), and these data are comparable to the work of [74]. The heat exchanger in the boiler contributes a greater amount of exergy destruction than that in the combustor. The destruction of the exergy and the change of the exergy efficiency of the heat exchanger depend on the temperature of the two hot and cold streams, the different water flow rates and the initial temperature from the combustor, which is comparable to the work of [75]. With the available existing technology of heat engines and respective fuel at the local company, the use of excess heat from the boiler exhaust is a very useful, and is practically the only way for pre-heating the feed water entering the boiler [76, 77].
The energy and exergy balances of the system can be estimated by using Eqs. (1) and (5). Boiler efficiency has a great influence on heating-related energy savings. The results show that the energy efficiency and exergy efficiency of the heat recovery system are 79.56% and 30.33%, respectively (Table 2). These energy and exergy efficiencies are not only based on the input-specific heat energy of the steam but also on the heat value of the fuel and the losses resulting from incomplete combustion [65]. However, efficiencies and loss based on exergy provide measures that approach the ideal conditions or deviations from the ideal state. Analysis of the overall exergy efficiency of the boiler is relatively low which means that there are opportunities to improve the efficiency of heat exchangers.
Energy saving and emission reduction when using an economizer
The total annual energy savings when using economizers to reuse waste heat from industrial boilers was estimated by using Eq. (9) and data taken from Table 4. The results show that energy savings by using economizers were 136,852.75 kWh/year (492.67 GJ/year). The percentage of the heat recovery of economizer can be calculated following Eq. (10). The results show that the economizer can save energy consumption up to 0.054%/year. Table 3 presents the emission reduction when using the economizer. The use of an economizer for pre-heating feed water entering the boiler gives various benefits such as reduction of operating costs for boilers, saving of energy consumption, and reduction of GHG emissions into the environment. The economizer can save biogas for burning which leads to reducing CO2 emissions up to 123,564 kgCO2/year. These results are comparable to the work of [29, 57], and applying an economizer for heat exchange of the boiler could save energy consumption and fuel of 2,529 MWh and 190.51 MJ/h, respectively.
SEC and GHG emissions from energy consumption
Specific energy consumption of cassava starch production
Table 4 shows the monthly production, energy consumption (from electricity and biogas), and the specific energy consumption at the cassava starch factory of the Hong Phat Company. The results show that the higher the productivity of energy consumption, the lower the SEC. The maximum, minimum, and average of the specific energy consumption values were 0.968, 0.939 and 0.925 GJ/tons, respectively. The average of the specific energy consumption value depends on the used fuel, the manufacturing process, and the energy consumption of the machine [22, 69]. The cassava starch production every month induces different effects on the specific energy consumption, likely due to the seasonal characteristics of cassava, as the cassava plant is normally harvested from September to December each year to get the highest starch content. However, with the average specific energy consumption of Hong Phat Company at 0.925 GJ/tons, while the drying energy used for 200 t starch/day flash dryers according to the work of [3] was 9.0 GJ/tons, the difference is mainly due to the drying technology being applied at Hong Phat Company which consumes more energy. Therefore, the SEC value reflects the current state of energy consumption of the plant, which is shown in Table 4 and Fig. 7. During the 3 months (Jun–Sep/2021) when fresh cassava was harvested, the SEC value was relatively high due to the increased production of cassava starch. Energy savings for the cassava starch processing factory can be reduced by adopting a heat recovery system for the drying process. As a result, the SEC value will be reduced and production will be increased.

Cassava starch products and SEC values when applying a heat recovery system
Greenhouse gas emissions from energy consumption
Table 5 shows GHG emissions during the working operation of the company in 2021. Total CO2 emissions were 9,306,933.72 kgCO2/year, in which CO2 emissions from electricity are higher than biogas. Thus, the use of biogas for the boiler to dry cassava starch could reduce CO2 emissions into the environment.
The efficiency of removal and recovery of nutrients
Wastewater samples were taken and analyzed to evaluate the efficiency of the wastewater treatment system in this study. The small livestock farm under study with about 40 pigs currently does not have a wastewater treatment system. In addition, the current wastewater treatment system of the starch processing factory is not working efficiently. If not mixing wastewater from pig farming and applying a heat recovery system, the Hong Phat Company's wastewater treatment plant discharged into the environment higher levels of COD, BOD5, and TSS than the permitted local standards for industrial wastewater (4.1, 3.1, and 5.4 times higher, respectively). Furthermore, the local livestock farm was attached to cassava farming area and near the cassava factory’s site, this is the typical distribution of integrated systems in the local area. In this integrated system, cassava starch production wastewater combined with pig farming wastewater has a high value of total N (350 mg/L), COD (4621 mgO2/L), and BOD5 (3650 mgO2/L). The pH of the wastewater is raised to about 6.5 which is a suitable value for processing in the biogas tank, and these data are comparable to the work of [46]. After coming out of the biogas tank, the organic contents in the wastewater are significantly reduced (BOD5 by 70%) and, after leaving the heat exchange tank (to evaporate the NH3 in the wastewater, and remove the pollutants in the exhaust gas from the boiler), the N, BOD and COD contents are all reduced. The concentrations of N, COD and BOD5 after the wastewater treatment system of the Hong Phat Company are 70.6; 116; 35 (mgO2/L), respectively, and meet the local standards for industrial wastewater. Therefore, this heat exchanger system plays a prominent role in both wastewater and flue gas treatment processes. Treating sludge from the biogas tank to recover solid biofertilizer (80% DM) and reusing treated wastewater to grow cassava (as shown in Fig. 4) helps the farm to reduce the use of chemical fertilizers, electricity, and fresh water. Waste sludge from the biogas tank is dried naturally under the sunlight (30–35 °C). It is estimated that the amount of biofertilizer supplied to the cassava farm is about 12 tons/year while the current demand is 7 tons/year. Besides, the reuse of treated wastewater reduces the demand for freshwater by 68% for the cassava farm, corresponding to a 59.3% reduction in the total electricity consumption (similarly as indicated in [5, 11]).
Conclusion
The results from this study provide an insight into the viability of waste material recoveries from livestock, cassava cultivation and cassava production for co-conversion to bioenergy, biofertilizer, as well as treated water for self-use in the system. The paper presents the results obtained from SEC calculation based on actual data investigation at the factory for assessing energy-saving and reduction of GHG emissions. The results show that the highest, lowest and medium SEC values are 0.968 GJ/ton, 0.925 GJ/ton, and 0.939 GJ/ton, meaning that the lower the SEC values, the lower the energy efficiency of the system, and vice versa. The overall energy consumption of the boiler is relatively high (28,207.1 kJ/s), and the destruction of exergy in the boiler is also relatively high (5829.7 kJ/s), and the heat exchanger in the boiler contributes a greater amount of exergy destruction than that in the combustor. In addition, the energy efficiency and exergy capability of the boilers are 79.9% and 30.5%, respectively. The use of economizers reduces operating costs for boilers, saving 0.054% per year on energy consumption. The investment cost for the economizer is about 800,000,000 VNĐ (~ 34,058.48$), with an estimated payback period with energy savings at 0.63 year (~ 7 to 8 months). The applied system helps to reduce GHG emissions by reducing the use of energy from electricity and fuel, causing CO2 emission to be reduced by 123,564 kgCO2/year. The advantages of the integrated system combining cassava cultivation, cassava production and livestock were also indicated, with one of the aspects being the use of excess heat from the cassava production for evaporating a NH3 in wastewater flow from the biogas tank, as well as for enhancing the efficiency of methane production in this biogas tank. In this way, the treatment of livestock wastewater, which normally contains high NH3 concentration, is more effective. Moreover, the production of solid biofertilizer based on the mixing of waste biochar material and sludge from the biogas tank was used later for cassava cultivation purposes, which is another aspect showing the advantage of the integrated system under study.
Availability of data and materials
The main datasets on which the results of the manuscript are based are presented in the main paper.
Abbreviations
- SEC:
-
Specific energy consumption
- HRS:
-
Heat recovery system
- AIZES:
-
Agro-industrial zero emission system
- GHG:
-
Greenhouse gases
- HHV:
-
High heating value
- TAES:
-
Total annual energy saving
- AEC:
-
Annual energy consumption
- EF:
-
Emission factor
References
Yin Y et al (2019) Strategies of energy management in a cassava starch plant for increasing energy and economic efficiency. J Clean Prod 234:1296–1305. https://doi.org/10.1016/j.jclepro.2019.06.309
Wattanasilp C et al (2021) Techno-cost-benefit analysis of biogas production from industrial cassava starch wastewater in Thailand for optimal utilization with energy storage. Energies 14(2):416. https://doi.org/10.3390/en14020416
Tran T et al (2015) A comparison of energy use, water use and carbon footprint of cassava starch production in Thailand, Vietnam and Colombia. Resour Conserv Recy 100:31–40. https://doi.org/10.1016/j.resconrec.2015.04.007
Lerdlattaporn R et al (2021) Implementing circular economy concept by converting cassava pulp and wastewater to biogas for sustainable production in starch industry. Sustain Environ Res 31(1):20. https://doi.org/10.1186/s42834-021-00093-9
Sánchez AS et al (2017) Waste bio-refineries for the cassava starch industry: new trends and review of alternatives. Renew Sust Energ Rev 73:1265–1275. https://doi.org/10.1016/j.rser.2017.02.007
Lansche J et al (2020) Potential of biogas production from processing residues to reduce environmental impacts from cassava starch and crisp production—a case study from Malaysia. Appl Sci 10(8):2975. https://doi.org/10.3390/app10082975
Assawamartbunlue K, Luknongbu W (2020) Specific energy consumption of native starch industry in Thailand. Energy Rep 6:299–303. https://doi.org/10.1016/j.egyr.2019.11.078
Pingmuanglek P, Jakrawatana N, Gheewala SH (2017) Supply chain analysis for cassava starch production: cleaner production opportunities and benefits. J Clean Prod 162:1075–1084. https://doi.org/10.1016/j.jclepro.2017.06.148
Padi RK, Chimphango A, Roskilly AP (2022) Economic and environmental analysis of waste-based bioenergy integration into industrial cassava starch processes in Africa. Sustain Prod Consum 31:67–81. https://doi.org/10.1016/j.spc.2022.02.002
Yin Y et al (2021) Comparative analysis of different CHP systems using biogas for the cassava starch plants. Energy 232:121028. https://doi.org/10.1016/j.energy.2021.121028
Padi RK, Chimphango A (2020) Commercial viability of integrated waste treatment in cassava starch industries for targeted resource recoveries. J Clean Prod 265:121619. https://doi.org/10.1016/j.jclepro.2020.121619
Padi RK, Chimphango A (2020) Feasibility of commercial waste biorefineries for cassava starch industries: techno-economic assessment. Bioresour Technol 297:122461. https://doi.org/10.1016/j.biortech.2019.122461
Kumar R et al (2021) Bibliometric analysis of specific energy consumption (SEC) in machining operations: a sustainable response. Sustainability 13(10):5617. https://doi.org/10.3390/su13105617
Nepal R, Sharma B, al Irsyad MI (2020) Scarce data and energy research: estimating regional energy consumption in complex economies. Econ Anal Policy 65:139–152. https://doi.org/10.1016/j.eap.2019.12.002
Lawrence A et al (2019) Specific energy consumption/use (SEC) in energy management for improving energy efficiency in industry: meaning, usage and differences. Energies 12(2):247. https://doi.org/10.3390/en12020247
Koutsou C et al (2020) Analysis of temperature effects on the specific energy consumption in reverse osmosis desalination processes. Desalination 476:114213. https://doi.org/10.1016/j.desal.2019.114213
Güven G et al (2012) Specific energy consumption in electrochemical treatment of food industry wastewaters. J Chem Technol Biotechnol 87(4):513–522. https://doi.org/10.1002/jctb.2739
Evans J et al (2014) Specific energy consumption values for various refrigerated food cold stores. Energy Build 74:141–151. https://doi.org/10.1016/j.enbuild.2013.11.075
Elnjikkal Jerome R, Dwivedi M (2022) Microwave vacuum drying of pomegranate peel: evaluation of specific energy consumption and quality attributes by response surface methodology and artificial neural network. J Food Process Preserv 46(3):e16325. https://doi.org/10.1111/jfpp.16325
Atmaca A, Yumrutaş R (2015) The effects of grate clinker cooler on specific energy consumption and emissions of a rotary kiln in cement industry. Int J Exergy 18(3):367–386. https://doi.org/10.1504/IJEX.2015.072897
Atmaca A, Kanoglu M (2012) Reducing energy consumption of a raw mill in cement industry. Energy 42(1):261–269. https://doi.org/10.1016/j.energy.2012.03.060
Palamutcu S (2010) Electric energy consumption in the cotton textile processing stages. Energy 35(7):2945–2952. https://doi.org/10.1016/j.energy.2010.03.029
Xu G et al (2013) Techno-economic analysis and optimization of the heat recovery of utility boiler flue gas. Appl Energy 112:907–917. https://doi.org/10.1016/j.apenergy.2013.04.048
Wang C et al (2012) Application of a low pressure economizer for waste heat recovery from the exhaust flue gas in a 600 MW power plant. Energy 48(1):196–202. https://doi.org/10.1016/j.energy.2012.01.045
Lee C-E, Yu B, Lee S (2015) An analysis of the thermodynamic efficiency for exhaust gas recirculation-condensed water recirculation-waste heat recovery condensing boilers (EGR-CWR-WHR CB). Energy 86:267–275. https://doi.org/10.1016/j.energy.2015.04.042
Teng D et al (2021) Experimental study on a ceramic membrane condenser with air medium for water and waste heat recovery from flue gas. Membranes 11(9):701. https://doi.org/10.3390/membranes11090701
Huang F et al (2017) Heat recovery potentials and technologies in industrial zones. J Energy Inst 90(6):951–961. https://doi.org/10.1016/j.joei.2016.07.012
Abdelaziz E, Saidur R, Mekhilef S (2011) A review on energy saving strategies in industrial sector. Renew Sust Energ Rev 15(1):150–168. https://doi.org/10.1016/j.rser.2010.09.003
Atabani A and Saidur a R (2012) Energy economical and environmental analysis of industrial boilers: application of variable speed drives (VSD), Fuel Switching and Economizers. LAP LAMBERT Academic Publishing
Han X et al (2021) Waste heat utilization from boiler exhaust gases for zero liquid discharge of desulphurization wastewater in coal-fired power plants: thermodynamic and economic analysis. J Clean Prod 308:127328. https://doi.org/10.1016/j.jclepro.2021.127328
Kanoglu M, Dincer I, Rosen MA (2007) Understanding energy and exergy efficiencies for improved energy management in power plants. Energy Policy 35(7):3967–3978. https://doi.org/10.1016/j.enpol.2007.01.015
Taner T, Sivrioglu M (2015) Energy–exergy analysis and optimisation of a model sugar factory in Turkey. Energy 93:641–654. https://doi.org/10.1016/j.energy.2015.09.007
Jafarkazemi F, Ahmadifard E, Abdi H (2016) Energy and exergy efficiency of heat pipe evacuated tube solar collectors. Therm Sci 20(1):327–335. https://doi.org/10.2298/TSCI130227150J
Khalid F, Dincer I, Rosen MA (2015) Energy and exergy analyses of a solar-biomass integrated cycle for multigeneration. Sol Energy 112:290–299. https://doi.org/10.1016/j.solener.2014.11.027
Taner T (2015) Optimisation processes of energy efficiency for a drying plant: a case of study for Turkey. Appl Therm Eng 80:247–260. https://doi.org/10.1016/j.applthermaleng.2015.01.076
Ma Y et al (2020) Techno-economic evaluation of the novel hot air recirculation process for exhaust heat recovery from a 600 MW hard-coal-fired boiler. Energy 200:117558. https://doi.org/10.1016/j.energy.2020.117558
Wei M et al (2019) Experimental investigation on vapor-pump equipped gas boiler for flue gas heat recovery. Appl Therm Eng 147:371–379. https://doi.org/10.1016/j.applthermaleng.2018.07.069
Cui X et al (2019) Analysis of two-stage waste heat recovery based on natural gas-fired boiler. Int J Energy Res 43(14):8898–8912. https://doi.org/10.1002/er.4785
Loni R et al (2021) A review of industrial waste heat recovery system for power generation with Organic Rankine Cycle: recent challenges and future outlook. J Clean Prod 287:125070. https://doi.org/10.1016/j.jclepro.2020.125070
Bianchi G et al (2019) Estimating the waste heat recovery in the European Union Industry. Energy Ecol Environ 4:211–221. https://doi.org/10.1007/s40974-019-00132-7
Masud MH et al (2020) Experimental investigation of a novel waste heat based food drying system. J Food Eng 281:110002. https://doi.org/10.1016/j.jfoodeng.2020.110002
Singh A, Sarkar J, Sahoo RR (2020) Experiment on waste heat recovery-assisted heat pump drying of food chips: performance, economic, and exergoeconomic analyses. J Food Process Preserv 44(9):e14699. https://doi.org/10.1111/jfpp.14699
Schnitzer H et al (2016) An integrated eco-model of agriculture and small-scale industry in craft villages toward cleaner production and sustainable development in rural areas—a case study from Mekong delta of Viet Nam. J Clean Prod 137:274–282. https://doi.org/10.1016/j.jclepro.2016.06.146
Le TH et al (2016) An integrated ecosystem incorporating renewable energy leading to pollution reduction for sustainable development of craft villages in rural area: a case study at sedge mats village in Mekong Delta, Vietnam. Energ Sustain Soc 6:1–12. https://doi.org/10.1186/s13705-016-0088-6
Van Tung T et al (2020) An integrated pollution prevention ecosystem for small-scale production of raw coco-nut jelly in craft villages—a case study from Mekong Delta, Vietnam. J Environ Account Manag 8(3):293–310. https://doi.org/10.5890/JEAM.2020.09.007
Van Thanh T et al (2020) An integrated eco-system for pollution prevention and greening the production chain of small-scale rice-paper production—a case study from Vietnam. J Clean Prod 245:118785. https://doi.org/10.1016/j.jclepro.2019.118785
Van Tran T et al (2017) Development of an optimization mathematical model by applying an integrated environmental indicator for selecting alternatives in cleaner production programs. J Clean Prod 154:295–308. https://doi.org/10.1016/j.jclepro.2017.04.009
Thao NTT et al (2020) Energy efficiency in an integrated agro-ecosystem within an acidic soil area of the Mekong Delta, Vietnam. Energy Sustain Soc 10(1):1–15. https://doi.org/10.1186/s13705-020-00265-2
Trakulvichean S et al (2019) Integrated economic and environmental assessment of biogas and bioethanol production from cassava cellulosic waste. Waste Biomass Valor 10:691–700. https://doi.org/10.1007/s12649-017-0076-x
Usubharatana P, Phungrassami H (2015) Carbon footprint of cassava starch production in North-Eastern Thailand. Procedia CIRP 29:462–467. https://doi.org/10.1016/j.procir.2015.02.031
CPI and VNCPC. 2010 Tài liệu hướng dẫn SXSH trong công nghiệp: ngành sản xuất tinh bột khoai mì (Guideline on cleaner production in cassava starch production), in Vietnamese. http://scp.gov.vn/Document/Detail/298
Chavalparit O, Ongwandee M (2009) Clean technology for the tapioca starch industry in Thailand. J Clean Prod 17(2):105–110. https://doi.org/10.1016/j.jclepro.2008.03.001
Hansupalak N et al (2016) Biogas reduces the carbon footprint of cassava starch: a comparative assessment with fuel oil. J Clean Prod 134:539–546. https://doi.org/10.1016/j.jclepro.2015.06.138
French C (2002) Economizers. Plant engineer’s reference book (second edition). Elsevier, Amsterdam, pp 31-1–31-7
Walker EC (2002) Industrial boilers. In Plant engineer's reference book, 2nd edn, Butterworth-Heinemann
Cengel YA, Boles MA, Kanoğlu M (2011) Thermodynamics: an engineering approach, vol 5. McGraw-Hill, New York
Saidur R, Ahamed JU, Masjuki HH (2010) Energy, exergy and economic analysis of industrial boilers. Energy Policy 38(5):2188–2197. https://doi.org/10.1016/j.enpol.2009.11.087
Eboh FC, Ahlström P, Richards T (2017) Exergy analysis of solid fuel-fired heat and power plants: a review. Energies 10(2):165. https://doi.org/10.3390/en10020165
Demirbas A (2007) Combustion of biomass. Energy Sources 29(6):549–561. https://doi.org/10.1080/009083190957694
Collazo J et al (2012) Numerical simulation of a small-scale biomass boiler. Energy Convers Manag 64:87–96. https://doi.org/10.1016/j.enconman.2012.05.020
Brown RC (2019) Thermochemical processing of biomass: conversion into fuels, chemicals and power. In: Brown RC (ed) Thermochemical processing of biomass: conversion into fuels, chemicals power. Wiley, New Jersey
Mehmood S, Reddy BV, Rosen MA (2012) Energy analysis of a biomass co-firing based pulverized coal power generation system. Sustainability 4(4):462–490. https://doi.org/10.3390/su4040462
Song G, Shen L, Xiao J (2011) Estimating specific chemical exergy of biomass from basic analysis data. Ind Eng Chem Res 50(16):9758–9766. https://doi.org/10.1021/ie200534n
Karklina K et al (2016) Energy and exergy analysis of wood-based CHP. Case study Energy Procedia 95:507–511. https://doi.org/10.1016/j.egypro.2016.09.076
Bouapetch W et al (2014) Energy and exergy analysis of steam boiler and autoclave in fiber cement process. Appl Sci Eng Prog 7(2):37–46. https://doi.org/10.14416/j.ijast.2014.05.002
Wang C et al (2014) Thermodynamic analysis of a low-pressure economizer based waste heat recovery system for a coal-fired power plant. Energy 65:80–90. https://doi.org/10.1016/j.energy.2013.11.084
Celep GK, Rusen SE. Year Application of economizer for waste heat recovery from exhaust flue gas in steam boiler: a case study in a biscuit factory. In 4th international symposium on innovative technologies in engineering and science (ISITES2016) of conference. Alanya/Antalya-Turkey
Willems D. Year Advanced system controls and energy savings for industrial boilers. In ASME citrus engineering symposium of conference.: American Society of Mechanical Engineers
Saidur R et al. Year Energy and electricity consumption analysis of Malaysian industrial sector. In The fourth international conference on thermal engineering: theory and applications of conference. Dubai, UAE: Environmental Science, Economics, Engineering
IPCC (2006) Energy. In Guidelines for national greenhouse gas inventories: IGES, Japan
DCC (2020) Research and build emission factors of Vietnam's electricity network in 2018, D.o.C. Change, Editor Ministry of Natural Resources and Environment (MONRE): VietNam
Gebrezgabher SA et al (2010) Economic analysis of anaerobic digestion—a case of Green power biogas plant in The Netherlands. NJAS-Wagen J Life Sc 57(2):109–115. https://doi.org/10.1016/j.njas.2009.07.006
Mo W, Zhang Q (2013) Energy–nutrients–water nexus: integrated resource recovery in municipal wastewater treatment plants. J Environ Manage 127:255–267. https://doi.org/10.1016/j.jenvman.2013.05.007
Oladiran M, Meyer J (2007) Energy and exergy analyses of energy consumptions in the industrial sector in South Africa. Appl Energy 84(10):1056–1067. https://doi.org/10.1016/j.apenergy.2007.02.004
Jin H, Zhang X (2011) Chemical-looping combustion for power generation and carbon dioxide (CO2) capture, in Oxy-fuel combustion for power generation and carbon dioxide (CO2) capture, Elsevier. p. 294–334
Ibrahim D, Aa RM (2013) Exergy analysis of renewable energy systems. Exergy: Energy, Environment and Sustainable Development (Second Edition). Elsevier Science
Jouhara H et al (2018) Waste heat recovery technologies and applications. Therm Sci Eng Progress 6:268–289. https://doi.org/10.1016/j.tsep.2018.04.017
Balkrishna M. Year energy and exergy analysis of a captive steam power plant. In Proceedings of International Conference of Energy and Environmental, ISSN of Conference
Aljundi IH (2009) Energy and exergy analysis of a steam power plant in Jordan. Appl Therm Eng 29(2–3):324–328. https://doi.org/10.1016/j.applthermaleng.2008.02.029
Roy P et al (2006) Energy consumption and cost analysis of local parboiling processes. J Food Eng 76(4):646–655. https://doi.org/10.1016/j.jfoodeng.2005.06.034
Acknowledgements
This research is funded by the Vietnam National University—Ho Chi Minh City (VNU-HCM) under grant number NCM-2020-24-01. The research team would like to thank the cassava starch companies and relevant local authorities in the Tay Ninh province for their valuable help in the site investigation, and the research team at IPPE, TU Graz, Austria, for collaboration in implementing this study.
Funding
This research is funded by Vietnam National University—Ho Chi Minh City (VNU-HCM) under grant number NCM-2020-24-01.
Author information
Authors and Affiliations
Contributions
VVG initiated the research idea and developed the system under the supervision of LTH, and LTH also designed and organized the whole research of this study. TTK, NTPT and LTS had a lead role in the literature review and the setup of the system. VVG, TTK, TTH, LTS and a group of co-workers at IER were the site engineers who brought the system into application in the cassava farms in Tay Ninh province, VN. VVG, NTPT, and TTH were responsible for communication with the other partners during the site survey and data acquisition. HS, TTK, TVT, and TLL contributed to the research idea development, especially about the energy calculation and zero emission application for the system, and they also checked English in the final step. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
Not applicable.
Consent for publication
Not applicable.
Competing interests
The authors declare that they have no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/. The Creative Commons Public Domain Dedication waiver (http://creativecommons.org/publicdomain/zero/1.0/) applies to the data made available in this article, unless otherwise stated in a credit line to the data.
About this article

Cite this article
Van Giau, V., Kien, T.T., Van Thanh, T. et al. The role of specific energy consumption in a heat recovery system for cassava starch production using an integrated agro-industrial system. Energ Sustain Soc 14, 43 (2024). https://doi.org/10.1186/s13705-024-00473-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/s13705-024-00473-0