
Abstract
This study aims to address the issue of high energy consumption in the hydrocyclone separation process. By introducing a novel slotted overflow pipe structure and utilizing experimental and response surface optimization methods, the optimal parameters were determined. The research results indicate that the number of slots, slot angles, and positioning dimensions significantly influence the performance of the hydrocyclone separator. The optimal combination was found to be three layers of slots, a positioning dimension of 5.3 mm, and a slot angle of 58°. In a Φ100mm hydrocyclone separator, validated through multiple experiments, the separation efficiency increased by 0.26% and the pressure drop reduced by 24.88% under a flow rate of 900 ml/s. CFD simulation verified the reduction in internal flow field velocity and pressure drop due to the slotted structure. Therefore, this study provides an effective reference for designing efficient and low-energy hydrocyclone separators.
Similar content being viewed by others

Introduction
Hydrocyclones are commonly used rotary flow separation and classification devices in industrial applications, owing to their simple structure, high separation efficiency, small footprint, and large processing capacity1,2. However, hydrocyclone separation performance is affected by structural parameters, with the overflow pipe being particularly important and the major factor influencing pressure drop3. Overflow pipe design parameters include length, insertion depth, diameter, and dimensions4.
Previous research has made significant progress in hydrocyclone structural optimization and numerical simulation. Some studies focused on optimizing the overflow pipe, such as increasing the distance for short-circuiting flow to enter the bottom, which improved internal pressure distribution5,6. Additionally, computational fluid dynamics (CFD) simulation of a hydrocyclone with conical section and dual tapered inlet showed significantly increased tangential velocity and axial velocity. This enhances centrifugal force on particles and reduces misplaced particles7. Adding a conical top to the overflow pipe improved fine particle separation efficiency but did not affect pressure drop8.
Despite these advances, inherent fluid flow characteristics lead to imperfect separation and high energy loss regardless of geometry. To further enhance performance, various designs have been explored, including introducing a center body9,10, inner cone11,12, double overflow pipe13,14,15,16, overflow pipe with conical top17, overflow cap18,19, and slit cone20,21,22. By altering hydrocyclone geometry, these designs improved separation performance. The overflow cap reduced air core diameter, decreasing energy consumption while increasing tangential velocity and centrifugal force, and decreasing axial velocity18, prolonging particle separation time and improving efficiency.
Numerical simulation has also been utilized to study multiphase flow in hydrocyclones. Despite different models and methods, these simulations accurately described the complex phenomena, demonstrating the extensive application of numerical techniques in multiphase flow research23,24,25,26,27.
While previous studies have focused on the overflow pipe, optimization of other structural parameters has been inadequate. Moreover, past research primarily considered specific particulate types and concentrations rather than comprehensive optimization across operating conditions. To address these limitations and further enhance performance, this study aims to design a slit conical overflow pipe hydrocyclone and optimize multiple key structural parameters. The significance of this research is that it will provide new perspectives to improve hydrocyclone performance and application in industrial fields, holding promise for resource conservation and environmental protection.
The research will combine experimental investigation and numerical modeling to obtain separation data under different parameters. Accurate numerical simulation will be utilized to model internal multiphase flow and determine optimal designs. Through improved design and accurate modeling, this study will provide new perspectives to enhance hydrocyclone performance and application, holding promise for resource conservation and environmental protection in industrial fields.
Overflow pipe structural design scheme
Geometry and dimensions of the overflow pipe structure are crucial factors affecting the pressure drop of a hydrocyclone. In order to increase throughput and reduce flow losses, thus lowering pressure drop, enlarging the diameter of the overflow pipe can be adopted. However, it should be noted that excessively large overflow pipe diameter may increase the probability of solid particles entering the overflow pipe region, leading to reduced separation efficiency of the hydrocyclone28,29. In this study, we improved the overflow pipe structure of a conventional 100 mm hydrocyclone by incorporating a slotted design to ensure separation efficiency remains unaffected while enhancing throughput and reducing energy consumption.
The introduction of the slotted structure significantly reduces the pressure drop and energy consumption of the hydrocyclone. The main mechanism behind this improvement lies in the increased outlet area of the overflow pipe achieved through the slotted design, thereby reducing fluid kinetic energy losses. According to the Bernoulli energy conservation law, higher fluid velocities result in greater kinetic energy losses and lower pressures. Hence, the slotted structure reduces fluid velocity inside the overflow pipe, thereby increasing outlet pressure, effectively lowering the overall pressure drop of the hydrocyclone. Moreover, theoretically, the slotted structure helps reduce short-circuit fluid flow entering the bottom outer vortex of the hydrocyclone, thereby reducing kinetic energy losses in the bottom region and contributing to overall pressure drop reduction within the hydrocyclone. Properly setting the number of slots, angles, and positioning dimensions of the slotted structure decreases turbulence intensity in the internal flow field of the hydrocyclone, mitigating energy losses caused by turbulent states and facilitating pressure drop reduction.
In summary, the improvement of the hydrocyclone through the slotted design of the overflow pipe optimizes internal flow dynamics, reduces energy losses in each component, and significantly lowers the pressure drop and energy consumption. This study provides a strong theoretical basis for designing efficient and low-energy hydrocyclones.
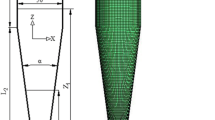
The design involves the uniform distribution of 4 narrow slots along the circumferential direction of each layer, with each slot having a height of 2 mm. The inter-layer spacing is fixed at 6 mm. Concurrently, an optimization design is conducted for the number of slot layers, slot positioning dimensions, and slot angles. Figure 1 illustrates the schematic diagram of the conventional structure of the hydrocyclone, while Fig. 2 presents the schematic diagram of the cone overflow pipe with a slot structure.

Conventional schematic diagram of the hydrocyclone.

Schematic diagram of the cone overflow pipe with seam structure in the hydrocyclone. Note: The total height of the overflow pipe is 120mm, with a slotted design featuring four uniform slots per layer, each slot having a height of 2mm. The bottom inner diameter (φ) of the conical overflow pipe is 20mm, while the top outlet inner diameter (φ) is 28.8mm. The wall thickness of the overflow pipe is 5mm, with a layer spacing of 4mm.
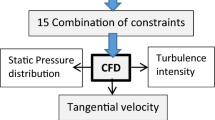
By considering the variation characteristics of the flow field in the hydrocyclone, significant optimization results were achieved. The number of slot layers (n) for the cone overflow pipe was varied at 1 layer, 2 layers, and 3 layers, while the slot angle (θ) was set to 30°, 45°, 60° and 75°. The slot positioning dimension (a) was tested at 3 mm, 4 mm, 5 mm, and 6 mm. These parameters were systematically combined and organized with specific codes to comprehensively investigate the influence of slot structure parameters on the separation performance of the hydrocyclone. In the overflow pipe of a hydrocyclone separator, optimizing the design by increasing the number of slots, adjusting slot angles, and positioning dimensions effectively reduces the pressure drop of the hydrocyclone. Increasing the number of slots enlarges the open area of the overflow pipe, reducing fluid resistance as it passes through the pipeline. Additionally, this optimization helps to decrease local pressure at the bottom inlet of the overflow pipe and reduces dynamic pressure drop as fluid flows through the hydrocyclone. However, increasing the number of slots to 5 or 6 layers, while further increasing the open area of the overflow pipe, also introduces potential issues. Excessive layers may position the slots in the short-circuit flow area within the hydrocyclone, potentially causing coarser overflow and thereby impacting separation efficiency and performance. Therefore, in the design optimization process, it is crucial to balance the number and placement of slots to ensure improved efficiency of the hydrocyclone while mitigating potential adverse effects from excessive layering.
At the outset, distinct levels of the three variables, namely the number of slot layers, slot angle, and slot positioning dimension, were meticulously planned. Subsequently, an orthogonal experiment was carried out to investigate multiple combinations of these variables. For more detailed information, kindly refer to Tables 1 and 2.
Experimental procedure and analysis
Experimental setup
The experimental setup for the hydrocyclone mainly consists of a batching system including a stirrer, material tank, and a feed system comprising a centrifugal pump and material pipelines. The separation and testing system consist of various types of hydrocyclones and testing instruments. Under identical experimental conditions, separation experiments are conducted on different types of hydrocyclones. Overflow and underflow samples are collected three times and averaged to reduce experimental errors. Figure 3 illustrates the experimental equipment for the hydrocyclone separator, while Fig. 4 depicts the process flow diagram for the hydrocyclone separation experiments. In this study's evaluation of hydrocyclone performance, precision-engineered differential pressure sensors, specifically the Honeywell STD720-E1HC4AS-1-A-AHB-11S-A-10A0-F1-0000 model, were strategically installed at the hydrocyclone's inlet, overflow, and underflow points for meticulous pressure measurement. This strategic deployment facilitated the real-time surveillance of pressure shifts at pivotal junctures, enabling an accurate determination of the hydrocyclone's pressure differential. Rigorous calibration of each sensor ensured the reliability of the data captured. Employing high-frequency sampling, which exceeded ten instances per second, allowed for the documentation of transient pressure variations. Subsequent data analysis yielded the computation of the average pressure drop. To affirm the experiments' accuracy and reproducibility, each testing scenario was conducted in triplicate, bolstering the confidence in the outcomes and providing a robust dataset for hydrocyclone optimization efforts.In this study, the mixed fluid was extracted from the blending tank and delivered to the hydrocyclone feed inlet via a pump designed for handling flow rates ranging from 600 to 5000 ml per second. The pump's flow rate was precisely measured using an electromagnetic flow meter, ensuring accurate control and monitoring of the fluid dynamics processes within the hydrocyclone.Among them, in Fig. 4, the 8-Centrifugal pump is used for liquid extraction, with a working flow rate ranging from 500 to 3500 ml/s.

Diagram of experimental apparatus.

The process flowchart of the hydrocyclone separation experiment.
Experimental method
The experiment utilized a mixture of 1% mass concentration of glass bead fine powder and water. The median particle size of the glass beads was measured as 41.52 μm using an Eyetech laser particle size analyzer. The true density of the glass beads was determined to be \(2.6\text{ g}/{\text{cm}}^{3}\). Figure 5 presents the particle size distribution of the glass bead experimental raw material.

The particle size distribution chart of the glass bead experimental raw material.
To collect samples from the overflow and underflow outlets, the mixture was filtered and weighed. Subsequently, the collected samples were subjected to filtration, extraction, drying, and weighing processes.
During the experimental process, the overflow and underflow flow rates were measured using electromagnetic flowmeters. The inlet and outlet pressures were measured using pressure gauges, and the pressure drop across the hydrocyclone was calculated based on Eq. (1). The mass of the glass bead samples after drying was weighed, and the separation efficiency of the hydrocyclone was calculated using Eq. (2).
Pressure Drop Calculation Formula:
In the equation, \({\text{P}}_{\text{in}}\) represents the inlet pressure of the hydrocyclone, and \({\text{P}}_{\text{out}}\) represents the overflow outlet pressure of the hydrocyclone.
The efficiency calculation formula is as follows:
In the equation,\({\text{C}}_{\text{u}}\) represents the concentration before separation (the inlet concentration into the hydrocyclone); \({\text{C}}_{\text{o}}\) represents the concentration of the overflow material (the output of the hydrocyclone); and \({\text{C}}_{\text{f}}\) represents the concentration of the underflow waste material.
Numerical calculation method
Calculation model and grid generation
Numerical simulations were conducted to study the internal flow of the hydrocyclone, and the computational domain was established. Firstly, three-dimensional models of the three types of hydrocyclones were constructed using SolidWorks software. Subsequently, the constructed three-dimensional models were imported into CFD mesh software for grid generation.
To better represent the fluid motion, a tetrahedral structured grid was used as the fluid domain model for the hydrocyclone. During the grid generation process, refinement was applied to regions such as the tangential inlet of the hydrocyclone to capture the flow characteristics more accurately. Grid independence tests were also performed to reduce the influence of grid quantity on the numerical simulation results. Taking Type A conventional hydrocyclone as an example, since the fluid domain models had the same diameter and length before and after improvement, different grid numbers (approximately 200,000, 400,000, 600,000, and 900,000) were used for numerical simulation. In numerical simulations of fluid flow, maintaining an aspect ratio of the grid within a moderate range is crucial for optimizing the balance between simulation accuracy and computational efficiency. This strategy not only ensures the precision of simulation outcomes and the stability of the computational process but also aids in managing the consumption of computational resources. In this simulation, the grid aspect ratio was set at 2.8. Such a selection allows for the accurate capture of fluid dynamics within the hydrocyclone, including velocity profiles, pressure fields, and the trajectories of solid particles, while avoiding the computational instability and unnecessary cost increases associated with higher aspect ratios.
Moreover, particular attention was devoted to the optimization of near-wall grid refinement in simulations to adjust wall shear stress (Y +) values, a critical aspect for ensuring simulation accuracy. The correct Y + values are imperative for selecting turbulence models and wall treatment strategies, as they accurately depict the flow characteristics within the boundary layer. This approach enables precise identification of flow separation and reattachment points. Through meticulously designed grids and suitable simulation strategies, this measure not only guarantees the quality of simulations but also enhances computational efficiency, providing reliable data support for the design and optimization of hydrocyclones.
Through these numerical simulations, the influence of different grid quantities on the simulation results was evaluated, and an appropriate grid number was determined to obtain accurate and reliable simulation results. This exploration is crucial for further analyzing the performance of the hydrocyclone and the effects of improvements.
Numerical calculation method and boundary conditions
ANSYS Fluent software was used to conduct numerical simulations for different types of hydrocyclones. For the simulation, the Reynolds Stress Model (RSM) was chosen as the turbulence model for the fluid in the hydrocyclone, and standard wall functions were adopted29. The Reynolds Stress Model adequately accounts for the stress tensor induced by fluid rotation and is particularly suitable for high-intensity turbulent flow, making it a suitable option in this study.
The Volume of Fluid (VOF) model was employed for multiphase flow simulations. The VOF model can be used to simulate the interface between two or more immiscible fluids and track the movement of the phase interface by solving the continuity equation. The Volume of Fluid (VOF) model is principally utilized for capturing the dynamics between the liquid and air phases within the hydrocyclone, notably including the formation of the air core. The simulated fluid does not include glass particles.This method enables the simulation and thorough analysis of intricate flow phenomena inside the hydrocyclone, such as the efficiency of solid–liquid separation and the pressure drop. In parallel, the experimental component assessed the separation performance of glass particles, with these observations being integrated with numerical simulation outcomes to refine the hydrocyclone's design.
This study meticulously investigates the fluid dynamics within hydrocyclones, focusing primarily on the interaction between water and air, and the pivotal role of air core formation in influencing hydrocyclone performance. Acknowledging the core objective to unravel the intricacies of liquid–gas interactions on hydrocyclone efficiency, and given the minimal concentration of solid particles, it is argued that while particles do exert an influence on separation efficacy, their effect is marginal relative to the principal phenomena of interest—flow dynamics and air core genesis. Consequently, the disturbance effects of particulate matter on fluid flow are considered negligible for the scope of this investigation. This targeted approach allows for a nuanced exploration of the interaction between water and air, facilitating a more refined analysis of their collective impact on the hydrocyclone's internal flow field.
The genesis of the air core is ascribed to the negative pressure generated by the fluid's rotational movement within the hydrocyclone, compelling air to be drawn into the vortex. This fluid dynamic-induced negative pressure zone is identified as the direct catalyst for air core formation, critically influencing the hydrocyclone's separation efficiency and flow characteristics. Through a focused examination of water–air interactions, this research endeavors to enhance the understanding of hydrocyclone operational mechanisms, specifically analyzing the air core's effect on performance.In the simulation of the hydrocyclone, the main phase was set as the mixture liquid, with a constant temperature, density of \({998.2\text{kg}/\text{m}}^{3}\), and viscosity of \(0.001\text{Pa}\bullet \text{s}\). The air phase was considered as the second phase, with a density of \({1.293\text{kg}/\text{m}}^{3}\) and viscosity at room temperature. The overflow and underflow outlets were set as pressure outlets, and the air backflow rate was set to 1.
In this study, the initial stage of the calculation used a mixture liquid calculation, and after convergence, it transitioned to two-phase calculation. The implicit transient pressure–velocity coupling method used the SIMPLEC method. To ensure computational stability, the pressure gradient was computed using the Green-Gauss Cell-Based method, the pressure discretization used the PRESTO! method, the momentum discretization used the Second Order Upwind method, and the turbulent kinetic energy and turbulent kinetic energy dissipation rate used the first-order upwind scheme. The convergence criterion was set at a residual tolerance of 1e-5, and the balance of mass flow rates at the inlet and outlet phases was used as the criterion for convergence judgment. In this simulation, the results were subject to temporal averaging to ensure they accurately reflect the mean state of the flow within the hydrocyclone. Three complete flow cycles were selected for the temporal averaging process, guaranteeing the precision and representativeness of the outcomes.
The validation process of CFD simulation credibility
In this investigation, a sequence of meticulous validation procedures was conducted to affirm the robustness and fidelity of the computational fluid dynamics (CFD) simulations. Figure 6 depicts the diagram of different cross-sectional positions of the hydrocyclone. The inaugural phase entailed a grid independence verification (refer to Fig. 7), aiming to ascertain the sensitivity of the results to the computational cell size. Through systematic refinement of the mesh and scrutiny of solution convergence, spatial resolution was confirmed as adequate to capture the flow dynamics with precision. The superposition of velocity profile curves across varying mesh densities indicates that additional refinement does not significantly modify the outcomes, thereby asserting grid independence. For computational efficiency, the mesh count was selected in the order of 600,000 cells.

Hydrocyclone cross-sectional position.

Mesh independence verification.
Upon establishing grid independence, a time-step independence verification was executed (refer to Fig. 8), ensuring the temporal discretization was sufficiently detailed to capture essential time-dependent characteristics of the fluid flow. The consistency of simulation results across varying time steps, paired with negligible variations in the velocity profiles at a time step of 1e-5, suggests that the simulation has attained a quasi-steady state, exhibiting insensitivity to further reduction in the time step. In this study, the selection of the time step adheres to the Courant-Friedrichs-Lewy (CFL) condition to ensure the numerical stability of Computational Fluid Dynamics (CFD) simulations. The CFL condition, a critical criterion, guarantees that the distance a fluid particle travels within a time step does not exceed the size of a computational cell30. Through preliminary simulations, the impact of various time steps on the outcomes was assessed, and the time step was adjusted to maintain the CFL number within a range of less than or equal to 1. This procedure ensures the accuracy and stability of the simulations.

Time-step independence verification for hydrocyclone simulations.
Conclusively, to solidify the accuracy of the simulations, a numerical simulation accuracy test was performed (refer to Fig. 9). This entailed juxtaposing simulation outputs with experimental data. The high congruence between simulated axial velocity profiles and experimental observations substantiates the numerical model's precision, especially in predicting peak velocities pivotal to the hydrocyclone's performance.

Model accuracy validation through comparison with experimental data.
To comprehensively elucidate the computational approach adopted in the investigation of hydrocyclone separator performance, Table 3 consolidates the pivotal simulation parameters employed within the study.
Overflow pipe slotted structure optimization
Impact of overflow pipe slotted structure on hydrocyclone separation performance
In this study, solid–liquid separation experiments were conducted for the hydrocyclone. Firstly, based on the desired feed concentration and separation target, the concentration of the mixture liquid was adjusted to obtain a glass bead fine particle mass concentration of 1%. Subsequently, the mixture liquid was adequately covered by the stirrer, and the motor was adjusted to start the stirrer, initiating the mixing of the material and water.
Simultaneously, the centrifugal pump's rotational speed was controlled to achieve the experimentally preset initial reading of the electromagnetic flowmeter, which was set at an initial flow rate of 680 ml/s. During the experimental stage, after the mixture liquid was fully and uniformly mixed under the action of the stirrer, and the flow rates at the overflow and underflow outlets of the hydrocyclone stabilized, the beakers were quickly placed at the overflow and underflow outlets for sampling.
The collected samples were subjected to drying, and the dried samples were weighed using a precise balance. The mass data of the samples obtained from the experiment were recorded. Specifically, in the experiment, weighing equipment (as shown in Fig. 10) was used to ensure the accurate weighing of the samples, ensuring the accuracy and reliability of the data. The experimental protocol followed the established procedure of drying the specimens at 105 degrees Celsius for around 24 h. This method was employed to remove all moisture from the samples, guaranteeing that the weight measurements accurately represent the dry mass of the specimens collected.

The equipment diagram for accurately weighing the experimental samples of hydrocyclone separation efficiency.
The separation performance of the hydrocyclone with a single-layer slotted conical overflow pipe Type B hydrocyclone and the conventional Type A hydrocyclone under equivalent operating conditions is illustrated in Fig. 11. The graph depicts the influence of different inlet flow rates on the separation efficiency (η) and pressure drop (ΔP) for both types of hydrocyclones. The x-axis represents the hydrocyclone inlet flow rate (Q), the left y-axis represents the separation efficiency (η) of the hydrocyclone, and the right y-axis represents the pressure drop (ΔP) across the hydrocyclone.

Flow rate-efficiency pressure drop relationship chart.
When the inlet flow rate is the same, the improved Type B hydrocyclone shows a slight decrease in separation efficiency compared to the conventional Type A hydrocyclone. However, it also achieves a certain degree of pressure drop reduction, resulting in energy-saving benefits. Under the operating conditions with inlet flow rates ranging from 680 to 920 ml/s, the improved Type B hydrocyclone exhibits a relatively small reduction in pressure drop. However, when the inlet flow rate exceeds 780 ml/s, the pressure drop reduction of the Type B hydrocyclone gradually increases, reaching its maximum at 860 ml/s. Compared to the conventional Type A hydrocyclone, the Type B hydrocyclone shows a pressure drop reduction of 6.8 units. The pressure drop for the conventional Type A hydrocyclone is 42.04 kPa, while it is 39.18 kPa for the Type B hydrocyclone.
Furthermore, after the slotted modification, the separation efficiency of the improved Type B hydrocyclone is slightly lower than that of the conventional hydrocyclone. When the inlet flow rate is greater than 760 ml/s, the separation efficiency of the Type B hydrocyclone approaches that of the conventional Type A hydrocyclone. At an inlet flow rate of 880 ml/s, the separation efficiency of the conventional Type A hydrocyclone is 97.96%, while the Type B hydrocyclone achieves a separation efficiency of 97.62%. Compared to the conventional Type A hydrocyclone, the separation efficiency of the Type B hydrocyclone decreases by 0.35 percentage points. Moreover, with the increase in inlet flow rate, the separation efficiency of the Type B hydrocyclone gradually approaches that of the conventional Type A hydrocyclone, while the pressure drop reduction increases.
Based on the experimental data, it can be observed that compared to the conventional Type A hydrocyclone, the slotted conical overflow pipe structure has a relatively minor impact on separation efficiency as the inlet flow rate increases. However, it has a significant effect on pressure drop reduction. The slots act as fluid passages, increasing the outlet area of the overflow pipe, reducing the axial velocity of the fluid inside the hydrocyclone, and thereby reducing the kinetic energy loss and pressure drop.
Optimization of slotted layer number
In order to further reduce the energy consumption of the Type B hydrocyclone, an optimization design of the slotted layer number was conducted. The slotted layer number was set from 1 to 4, with a layer spacing of 6 mm, slot angle of \(30^\circ \), and slot position size of 3 mm. These were designated as Type B to Type E, and separation experiments were carried out for each design. The relationship curves between different slotted layer numbers, inlet flow rates, and the hydrocyclone's separation efficiency and pressure drop are shown in Fig. 12.

Inlet flow rate—separation efficiency and pressure drop curves under different numbers of seams.
The separation efficiency of the five types of hydrocyclones is positively correlated with the inlet flow rate. With an increase in the number of slots, the overall trend of the separation efficiency in Type B to Type E hydrocyclones gradually decreases. Among them, Type B to Type D hydrocyclones (with 1–3 layers of slots) exhibit a slow decline in separation efficiency, with a small reduction. The Type E hydrocyclone (with 4 layers of slots) shows a relatively larger decrease in separation efficiency because the increased number of slots elevates the slot position, causing short-circuit flow in the overflow pipe region, leading to the entrainment of solid particles from the slots into the overflow pipe, thereby increasing the separation efficiency reduction.
Regarding the pressure drop, as the inlet flow rate increases, all five types of hydrocyclones show a gradual upward trend in pressure drop. With an increase in the number of slots, compared to the conventional Type A hydrocyclone, the pressure drop reduction in Type B to Type E hydrocyclones gradually increases. Type B and Type C hydrocyclones (with 1 to 2 layers of slots) experience minor changes in pressure drop reduction, while Type D and Type E hydrocyclones (with 3 to 4 layers of slots) demonstrate a significant increase in pressure drop reduction. The increase in the number of slots results in a larger slot area, which increases the flow rate entering the overflow pipe, reduces the local pressure at the bottom inlet of the overflow pipe, decreases the overall dynamic pressure of the internal swirling flow in the overflow pipe, and increases the outlet static pressure of the overflow pipe. According to fluid dynamics principles, the change in velocity has a significant impact on fluid kinetic energy, which is a key reason for the significant reduction in pressure drop after slot modification. Based on the analysis above, Type D hydrocyclone exhibits a remarkable pressure drop reduction while maintaining almost the same separation efficiency.
During the actual experimental process, at an inlet flow rate of 680 ml/s, the Type D hydrocyclone achieved a separation efficiency of 90.6% with a pressure drop of 36.31 kPa. Compared to the conventional Type A hydrocyclone, the separation efficiency of the Type D hydrocyclone decreased by 3.04%, and the pressure drop decreased by 1.83%.As the inlet flow rate reached the working condition of 900 ml/s, the Type D hydrocyclone showed a turning point in separation efficiency, reaching its maximum value. At this point, the separation efficiency and pressure drop for the conventional Type A hydrocyclone were 97.69% and 43.34 kPa, respectively, while for the Type D hydrocyclone, they were 97.53% and 38.65 kPa, respectively. Compared to the conventional Type A hydrocyclone, the separation efficiency of the Type D hydrocyclone decreased by 0.16%, and the pressure drop decreased significantly by 10.28%. These results indicate that the Type D hydrocyclone is more suitable for separation operations under high inlet flow rate conditions.
Optimization of slot position and angle
The different slot positions in the overflow pipe will have a certain impact on the separation efficiency and pressure drop of the hydrocyclone. An experiment was conducted to explore the effect of slot positions on the Type D hydrocyclone. The slot size "a" was set to 4 mm, 5 mm, and 6 mm, corresponding to Type T, Type Jj, and Type Zz, respectively. Figure 13 shows the flow rate-separation efficiency and flow rate-pressure drop curves for different types of hydrocyclones under inlet flow rates ranging from 680 to 920 ml/s.

Inlet flow rate—pressure drop curves at various seam positions.
At an inlet flow rate of 680 ml/s, the separation efficiency of the Type Jj hydrocyclone is 90.72%, with a pressure drop of 26.0 kPa. Compared to the conventional Type A hydrocyclone, the separation efficiency of the Type Jj hydrocyclone decreases by 1.91%, and the pressure drop decreases by 2.99%.
When the inlet flow rate reaches the working condition of 900 ml/s, the Type Jj hydrocyclone achieves its highest separation efficiency at 97.84%, with a pressure drop of 37.87 kPa. Compared to the conventional Type A hydrocyclone, the separation efficiency of the Type Jj hydrocyclone increases by 0.15%, and the pressure drop decreases by 12.62%.Regarding the other three types of hydrocyclones with different slot positions, the relationship between efficiency, pressure drop, and slot position changes is not very pronounced. However, for the Type Zz hydrocyclone, a relatively significant decrease in separation efficiency is observed. This is because the top slot position is close to the short-circuit flow region, allowing some particles to enter the overflow pipe through the slots along with the fluid motion, resulting in a reduction in the hydrocyclone's separation efficiency. On the other hand, the variation in the slot position below the short-circuit flow has little effect on the hydrocyclone's separation performance.
To achieve continuous analysis of different levels of various factors within the experimental conditions and obtain a more accurate optimal solution, the response surface optimization method was utilized. In this approach, the inlet flow rate (Q) and the slot size (a) were selected as the influencing factors. The ranges of these two factors were determined, and the experimental data corresponding to these two factors' levels were input into the Design-Expert design software. By employing central composite design, specific values for the three levels of each factor were obtained (as shown in Table 4). The three levels are lower limit, center point, and upper limit, respectively.
Regarding the experimental data, a response surface optimization design method was employed to conduct multivariate regression analysis. The experimental data was input into the Design-Expert software to establish the quadratic polynomial response surface regression equations for the target functions, separation efficiency (\({\text{Y}}_{\text{e}}\)) and pressure drop (\({\text{Y}}_{\text{p}}\)), with respect to the variables X1 and X2, as shown in Eqs. (3) and (4):
Figure 14a,b illustrate the interaction effects of inlet flow rate and orifice size on the objective functions \({\text{Y}}_{\text{e}}\) and \({\text{Y}}_{\text{p}}\). With other parameters kept constant, an increase in the inlet flow rate leads to higher pressure drop and separation efficiency. In this simulation, while maintaining the other dimensions of the hydrocyclone unchanged, increasing the orifice size initially enhances the separation efficiency but then causes a decrease, and the pressure drop shows a decreasing trend followed by an increasing trend. When the orifice size is set to 5.3 mm, a better balance between separation efficiency and pressure drop can be achieved.

The influence of flow rate and positioning dimension on separation performance.
To investigate the influence of orifice angle on the separation efficiency and pressure drop of the hydrocyclone, four different angles, namely \(30^\circ \),\(45^\circ \),\(60^\circ \), and \(75^\circ \), were designed, corresponding to the models Type Jj, Type Nn, Type Rr, and Type Vv, respectively. These models were compared with the conventional Type A hydrocyclone under the same inlet flow rate condition. The flow rate-separation efficiency and pressure drop curves of the five hydrocyclone models are shown in Fig. 15.

Inlet flow rate-efficiency pressure drop curves at different seam angles.
Type Jj, Type Nn, and Type Rr hydrocyclones exhibit similar separation efficiencies, while Type Vv hydrocyclone experiences a more significant decrease in separation efficiency.The pressure drop reduction follows the order from the largest to the smallest: Type Vv, Type Rr, Type Nn, and Type Jj hydrocyclones.
As the orifice angle increases, the overflow flow rate gradually increases, leading to a decrease in the kinetic energy loss of the internal fluid. When solid particles are carried into the orifice, they need to change direction to enter the overflow pipe. Part of the particles experiences inertial impact with the pipe wall and undergo secondary separation. With the increase in orifice angle, the fraction of particles being impacted and re-separated decreases gradually, which significantly reduces the separation efficiency of the hydrocyclone. Among them, the Type Rr hydrocyclone experiences a substantial decrease in pressure drop while maintaining the separation efficiency nearly constant.
At an inlet flow rate of 900 ml/s, the Type Rr hydrocyclone achieves the highest separation efficiency of 97.75% and a pressure drop of 31.56 kPa. Compared to the conventional Type A hydrocyclone, the separation efficiency increased by 0.06%, and the pressure drop decreased by 24.85%.
Figure 16a,b represent the interaction between inlet flow rate and orifice angle on the objective functions \({\text{Y}}_{\text{e}}\) and \({\text{Y}}_{\text{p}}\), respectively. When other parameters remain constant, an increase in the inlet flow rate leads to a rise in both separation efficiency and pressure drop. In this simulation, with the hydrocyclone's other dimensions unchanged, increasing the orifice angle initially enhances the separation efficiency and subsequently decreases it, while the pressure drop exhibits a gradual decline. An orifice angle of \(58^\circ \) appears to strike a balance between separation efficiency and pressure drop, providing better performance for the hydrocyclone.

Influence of multiple factors on separation performance.
To further investigate the optimization scheme with three orifice layers, a 5.3 mm orifice size, and a \(58^\circ \) orifice angle, experimental research is conducted with an initial inlet flow rate of 800 ml/s. The results are compared with the conventional Type A hydrocyclone, as shown in Fig. 17, illustrating the contrast in pressure drop and separation efficiency. The efficiency-related data were meticulously compiled and analyzed using SPSS Statistics 22 software, employing a one-way ANOVA to conduct significance tests with Student's t-test at a P < 0.05 significance level. Graphical representation was created using Origin 2021.

The separation efficiency and pressure drop of the hydrocyclone before and after optimization.
Figure 18 illustrates the comparison of particle size efficiency between the optimized and conventional hydrocyclones at an inlet flow rate of 900 ml/s. Based on the results from Fig. 17 and the comparative chart in Fig. 18, it can be concluded that within the range of inlet flow rates from 900 to 920 ml/s, the optimized hydrocyclone exhibits higher separation efficiency compared to the conventional type. However, as the inlet flow rate increases, the improvement in separation efficiency gradually diminishes, while the pressure drop also increases. At an inlet flow rate of 900 ml/s, the optimized hydrocyclone achieves the highest separation efficiency, reaching 97.77%, representing a 0.26% improvement compared to the conventional hydrocyclone. The corresponding pressure drop is 32.98 kPa, resulting in a reduction of 24.88%.Within the particle size range larger than 30 µm, the optimized hydrocyclone's particle size efficiency remains essentially unchanged compared to the conventional hydrocyclone.

Comparison of particle efficiency before and after optimization in hydrocyclone.
These results indicate that the optimized hydrocyclone can achieve higher separation efficiency and relatively smaller pressure drop within a certain range of inlet flow rates. This is of great significance for improving the hydrocyclone's performance and efficiency.
Numerical simulation analysis
Numerical simulation analysis is conducted on the optimized hydrocyclone, referred to as Type I, with three orifice layers, an orifice size of 5.3 mm, and an orifice angle of \(58^\circ \). Numerical simulations are performed at an inlet flow rate of 900 ml/s and compared with the conventional Type A hydrocyclone. By comparing the two hydrocyclones in terms of fluid axial velocity, tangential velocity, pressure distribution, and other aspects, this numerical simulation analysis provides deeper insights into the improvement achieved by Type I hydrocyclone, thereby serving as a reference for further research and optimization.
Grid independence and numerical method validation
By examining the average tangential velocity at different sections of the hydrocyclone, it was observed that the average tangential velocity remained relatively constant when the grid size increased to approximately 600,000 cells. To validate the numerical simulation of the Type A hydrocyclone, the tangential velocities at various cross-sections were compared with experimental values. The results from the numerical simulations were found to be in close agreement with the experimental values, indicating that the numerical model used in this study can reasonably predict the solid liquid separation performance of the hydrocyclone. Therefore, the grids for Type A and Type I hydrocyclones were set to similar orders of magnitude, with 643,541 and 674,512 cells, respectively.
Pressure analysis
Based on the pressure distribution analysis, it was observed that as both types of hydrocyclones approached the center radially, the pressure gradually decreased, forming negative pressure regions. Figures 19 and 20 illustrate the pressure distribution at different cross-sectional positions. Compared to the Type A hydrocyclone, the modified hydrocyclone exhibited significantly reduced overall pressure, with an increased diameter of the air column and a noticeable decrease in pressure drop along the column. This indicates that the modified overflow pipe had a significant impact on the pressure distribution along the hydrocyclone column. The improved overflow pipe possessed a larger equivalent diameter, resulting in increased fluid discharge within the overflow pipe, thereby reducing the internal pressure of the hydrocyclone.

Pressure contour maps of hydrocyclones with different cross-sectional designs before and after improvement.

Before and after improvement, axial cross-sectional pressure contour maps of the hydrocyclone.
Based on the pressure distribution curves at different axial cross-sections in the hydrocyclone, as shown in Fig. 21, it can be observed that the overall pressure trend exhibits an approximate "V" shape, and the negative pressure region at the axis of both hydrocyclones shows similar pressure values. The pressure is positively correlated with the radial position. Compared to the Type A hydrocyclone, the improved Type I hydrocyclone shows a gentler pressure curve in the external region of the overflow pipe, resulting in a significant overall pressure reduction.

Pressure distribution curves in different axial sections of the hydrocyclone before and after improvement.
Furthermore, the pressure of both hydrocyclone types is negatively correlated with the axial position. Specifically, in the axial positions ranging from the Y = − 0.015 m cross-section to the Y = − 0.04 m cross-section, the pressure variation in the Type I hydrocyclone is greater than that in the Type A hydrocyclone. Additionally, the pressure at the column cross-section located at Y = 0.01 m is higher than the pressure at the overflow pipe cross-section. The improved design of the overflow pipe in the Type I hydrocyclone reduces internal frictional resistance, leading to a notably lower pressure at the overflow pipe cross-section compared to the column cross-section. However, the Type I hydrocyclone adopts a tapered slotted design, resulting in a rapid increase in fluid velocity as it enters the overflow pipe, leading to localized turbulence and increased energy loss. As a consequence, the Type I hydrocyclone exhibits a slightly higher pressure drop compared to the TypeA hydrocyclone.
In summary, the optimization of the hydrocyclone's overflow pipe design in the Type I hydrocyclone reduces the overall pressure and improves the pressure distribution compared to the conventional Type A hydrocyclone.However, due to the introduction of the tapered slotted structure, the Type I hydrocyclone experiences a slightly higher pressure drop, indicating a trade-off between pressure reduction and energy loss in the design optimization.
The changes in the internal pressure distribution of the hydrocyclone before and after the optimization of the slotted structure are jointly presented in Figs. 19, 20 and 21.The results demonstrate that the pressure distribution of the optimized hydrocyclone is more reasonable and symmetrical in multiple cross-sections and axial profiles compared to the original hydrocyclone, and the pressure level is noticeably reduced. Specifically, the slotted structure leads to a reduction in pressure in the region near the outlet, a gradual decrease in the axial pressure gradient, and an overall pressure reduction across the hydrocyclone. The combined information from the three figures indicates that the introduction of the slotted structure significantly improves the internal pressure distribution of the hydrocyclone, which explains the observed phenomenon of reduced pressure drop from the perspective of the flow field. Therefore, the regulatory effect of the slotted structure on the internal pressure field is one of the key reasons for achieving the optimization of the hydrocyclone's performance.
Axial velocity analysis
In the analysis of axial velocity, detailed distribution simulations of the axial velocity were conducted at axial cross-section positions (Y = 0.04 m and 0.08 m) for both hydrocyclone types, and the results are presented in Fig. 22.By observing the axial velocity distribution of the two hydrocyclone types, it can be seen that the velocity gradually increases from the wall to the axis and sharply rises to its maximum value in the central region, presenting a generally symmetrical profile.

Comparison of axial velocity distribution before and after improvement in the hydrocyclone.
The improved symmetry in the pressure and velocity distributions of the optimized hydrocyclone compared to the original hydrocyclone confirms the effectiveness of the slotted structure optimization in achieving a more balanced and stable flow field inside the hydrocyclone. The changes in pressure and velocity distributions provide valuable insights into the flow behavior, contributing to the understanding of the improved separation performance and reduced pressure drop observed in the experimental results.
It is noteworthy that, compared to the Type A hydrocyclone, the Type I hydrocyclone exhibits a slight decrease in its axial velocity. In the Type I hydrocyclone, the reduction in axial velocity is more pronounced in the inner swirling region than in the outer swirling region. The optimized hydrocyclone with overflow slits shows a significant decrease in axial velocity in the inner swirling region near the overflow outlet. Specifically, at the Y = 0.04 m section, the maximum axial velocity of the prototype hydrocyclone is approximately 3.2 m/s, while the optimized version only reaches 2.8 m/s. Similarly, at the Y = 0.08 m section, the maximum axial velocity decreases from 2.9 to 2.6 m/s. This reduction in axial velocity is attributed to the enlargement of the outlet area by the overflow slits, which weakens the intensity of the inner swirling vortex flow, leading to a decrease in the axial velocity of the vortex flow.
The increase in the number of overflow slits will further expand the outlet area and cause a further decrease in the axial velocity of the inner swirling flow. However, excessive slit numbers may lead to a saturation effect. Additionally, the opening angle of the slits affects the outlet flow rate, where too large an angle can result in excessively low axial velocities. On the other hand, the height of the slit controls its range of influence and directly determines the distribution pattern of the axial velocity field.
Figure 23 provides a visual representation of the X-direction velocity (axial velocity component) distribution in the axial section of the two hydrocyclones. From the figure, it is evident that the optimized hydrocyclone with overflow slits exhibits a more uniform and symmetric axial velocity distribution within its interior, especially in the region near the overflow outlet, where the velocity field distribution appears more reasonable. Specifically, after the slit optimization, the maximum axial velocity near the overflow outlet reduces significantly from the original 3.2–2.8 m/s. This indicates that the introduction of the overflow slits weakens the intensity of the vortex flow in the overflow tube region, leading to a notable reduction in the axial velocity component.

Comparison of axial section x velocity distribution before and after improvement in the hydrocyclone.
The Type I hydrocyclone can effectively control the distribution of axial velocity to match the tangential velocity field, thereby achieving the goal of improving the hydrocyclone's separation efficiency. The axial velocity distribution plays a crucial role in optimizing the hydrocyclone's performance.
In addition, after introducing the overflow slit in the hydrocyclone, the axial velocity of the outer swirling region near the hydrocyclone wall shows a slight decrease, although this effect is relatively minor. However, as the radial position moves towards the axis, the axial velocity in the inner swirling region experiences a significant reduction, with the impact of the overflow slit becoming more pronounced. This phenomenon can be explained by the fact that, under the same inlet flow conditions, the overflow slit structure enlarges the equivalent diameter of the overflow outlet. As a result, the rotational speed of the fluid around the central axis decreases, causing the zero-velocity envelope surface to move inward. This process increases the time for medium and large particles in the outer swirling region to participate in the separation, resulting in a more thorough separation effect. Additionally, the overflow slit structure also reduces the likelihood of coarse particles in the outer swirling region re-entering the inner swirling flow. Therefore, the influence of the overflow slit on hydrocyclone performance is mainly manifested in the reduction of axial velocity in the inner swirling region and the enhancement of solid–liquid separation efficiency. The optimized combination of the overflow slit parameters in Type I hydrocyclone satisfies the separation requirements of the axial velocity field, thereby improving the overall separation performance of the hydrocyclone.
Tangential velocity analysis
In this study, the tangential velocity of the fluid in the hydrocyclone with an inlet flow rate of 900 ml/s was analyzed. The comparison of the tangential velocity distribution curves at different cross-sectional positions for both hydrocyclone types is shown in Fig. 24.Overall, the tangential velocity distribution curve exhibits an "S"-shaped trend. As the distance from the hydrocyclone wall decreases, the tangential velocity increases with decreasing radius. It reaches its maximum value near the hydrocyclone wall and then gradually decreases with further reduction in radius. When approaching the vicinity of the air core, the tangential velocity drops sharply, eventually becoming zero at the central axis.

Velocity distribution curves of different axial sections in the hydrocyclone before and after improvement.
The design of overflow slit in the hydrocyclone reduces the internal fluid velocity, causing small-sized solid particles to lack sufficient centrifugal force to enter the outer swirling region for separation. Instead, they are eventually discharged through the overflow outlet, leading to a decrease in the hydrocyclone's particle size efficiency for small particles. However, large-sized particles, due to their larger volume and mass, can still overcome the reduced centrifugal force and enter the outer swirling region, thus their particle size efficiency remains unaffected. Compared to Type A hydrocyclone, the overall tangential velocity in Type I hydrocyclone slightly decreases, resulting in a reduction of the centrifugal force experienced by solid particles.
Additionally, when observing the tangential velocity above the overflow slit (Y = − 0.04 m) in Fig. 25, it is evident that the decrease in tangential velocity above the overflow slit is more significant compared to the cylinder and cone sections, with the cone section experiencing a larger reduction than the cylinder section. This phenomenon is attributed to the greater influence of diameter size on the tangential velocity, and the impact of the overflow slit structure becomes more pronounced above the overflow slit level.

Comparison of tangential velocity distribution at the upper section of the overflow pipe.
As a result, the overflow slit design in the hydrocyclone has selective effects on particle size efficiency. It reduces the separation efficiency for small-sized particles due to reduced centrifugal force, while having limited impact on the efficiency of large-sized particles. Moreover, the influence of the overflow slit structure on tangential velocity is more evident above the overflow slit level, especially in the cone section.
Based on the combined analysis of the axial velocity distribution in Fig. 24 and the tangential velocity distribution in Fig. 25 at different axial cross-sections, it is evident that the Type I hydrocyclone, after optimization with the slotted structure, exhibits a more symmetrical and stable tangential velocity distribution compared to the Type A hydrocyclone. Specifically, at multiple cross-sections in Fig. 24, the tangential velocity near the hydrocyclone wall is reduced by 0.2–0.4 m/s in the optimized hydrocyclone compared to the Type A hydrocyclone, and the negative tangential velocity in the central region is also decreased. In Fig. 25, the tangential velocity distribution above the slotted structure shows an overall reduction of 0.3–0.5 m/s, with a smaller slope in the curve. This indicates that the introduction of the slotted structure weakens the internal vortex, resulting in a decrease in the tangential velocity component. Moderating the tangential velocity can contribute to achieving a more stable separation performance. Therefore, the regulation of the tangential velocity field through the slotted structure is one of the significant factors in optimizing the hydrocyclone's performance.
Furthermore, the proportion between axial and tangential velocities directly influences the hydrocyclone's separation efficiency. According to the above analysis, the velocity matching between the two components needs to be adjusted according to the particle size of different materials. For fine or low-density particles, increasing the axial velocity is necessary to rapidly remove them from the hydrocyclone wall and prevent excessive fine particles from entering the underflow. At the same time, providing a higher tangential velocity allows light particles to obtain sufficient centrifugal force to enter the overflow outlet. For coarse or high-density particles, reducing the axial velocity appropriately can increase their residence time inside the hydrocyclone for adequate separation. The tangential velocity can also be adjusted accordingly to reduce turbulence losses inside the hydrocyclone. For materials with a wide particle size distribution, a moderate combination of axial and tangential velocities should be chosen to achieve good separation performance for particles of different sizes. The axial velocity should not be too high or too low, and the tangential velocity needs to be controlled within an appropriate range. By adjusting the proportion between these two velocities when the operating conditions change, customized separation of materials can be achieved, thus expanding the hydrocyclone's applicability range.
Conclusion
The comprehensive experimental study with multiple factors reveals that the interaction of overflow slit design parameters, including positioning size, number of slits, and angle, significantly affects the separation performance of the hydrocyclone under identical operating conditions.
-
1.
The number of overflow slits has a considerable impact on the pressure drop of the hydrocyclone. As the number of slits increases, the pressure drop also gradually increases. However, this is accompanied by a decrease in the hydrocyclone's separation efficiency. After optimizing the number of slits to three layers, a better compromise between separation efficiency and pressure drop is achieved.
-
2.
Changing the positioning size of the overflow slits has a minor effect on the separation performance of the hydrocyclone. Excessively increasing the positioning size can lead to a sharp decrease in the separation efficiency. The positioning size of 5.3 mm provides a good balance between separation efficiency and pressure drop.
-
3.
Altering the angle of the overflow slits has a significant impact on the hydrocyclone's separation performance. An excessively large angle causes a drastic reduction in separation efficiency. At an inlet flow rate of 900 ml/s, compared to the conventional hydrocyclone, the hydrocyclone with three layers of slits, a positioning size of 5.3 mm, and an angle of \(58^\circ \) exhibits an increase in separation efficiency of 0.26% and a substantial reduction in pressure drop, reaching 24.88%. This demonstrates that the optimized design of the conical overflow slits enables the hydrocyclone to maintain its separation efficiency under high inlet flow conditions while significantly reducing pressure drop. This results in remarkable energy savings and achieves the goal of optimized design, providing valuable reference for the development of new hydrocyclones.
The findings from this study provide essential insights into the impact of overflow slit design on the performance of hydrocyclones, offering valuable guidance for the development and optimization of hydrocyclone separators.
Data availability
The datasets used and/or analysed during the current study available from the corresponding author on reasonable request.
References
Ding, J. et al. Research progress on the application of hydrocyclone separators in water treatment. Environ. Eng. 39(08), 1–6 (2021) ((in Chinese)).
Chen, T. W. et al. Effect of cyclone split ratio on carbon release performance of excess sludge. Chin. J. Chem. Eng. 72(11), 5761–5769 (2021) ((in Chinese)).
Martínez, L. F., Lavín, A. G., Mahamud, M. M. & Bueno, J. L. Improvements in hydrocyclone design flow lines stabilization. Powder Technol. 176(1), 1–8 (2007).
Song, M. H. et al. Discussion on the deep improvementof separation efficiency of liquid-liquid hydrocyclone. Prog. Chem. Ind. 40(12), 6590–6603 (2021) ((in Chinese)).
Li, F., Liu, P., Yang, X., et al. Purification of granular sediments from wastewater using a novel hydrocyclone. Powder Technol. 393 (2021).
Li, F., Liu, P., Yang, X., et al. Numerical simulation on the effects of different inlet pipe structures on the flow field and seperation performance in a hydrocyclone. Powder Technol. 373 (2020).
Wakizono, Y., Maeda, T., Fukui, K. & Yoshida, H. Effect of ring shape attached on upper outlet pipe on fine particle classification of gas-cyclone. Sep. Purif. Technol. 141, 84–93 (2015).
Wakizono, Y. et al. Effect of ring shape attached on upper outlet pipe on fine particle classification of gascyclone. Sep. Purific. Technol. 141, 84–93 (2015).
Huang, L. et al. Numerical analysis of a novel gas-liquid pre-separation cyclone. Sep. Purific. Technol. 194, 470–479 (2018).
Jiayu, Z. et al. Study on the influence of central cone structure on flow field and separation efficiency of hydrocyclone. Mineral Conserv. Util. 4(6), 65–69 (2018).
Lixin, Z. et al. Flow field analysis and structural optimization of internal cone-type oil removal hydrocyclone. Chem. Eng. Mach. 38(02), 202–205 (2011).
Xiao, X. U. et al. Dissolved gas separation using the pressure drop and centrifugal characteristics of an inner cone hydrocyclone. Sep. Purific. Technol. 161, 121–128 (2016).
Chen, B. et al. Experimental study on separation performance of dual overflow pipe hydrocyclone. Light Metals 475(05), 9–13 (2018).
Peikun, L. et al. Numerical simulation and experimental study on separation performance of dual overflow pipe hydrocyclone. Coal Mine Machinery 41(02), 40–43 (2020).
Showalter S, Kosteski Edward G. Three-phase cyclonic fluid separator: US, US007288138B2[P]. 2007-10-30
Zhang, Y. et al. The study on numerical simulation and experiments of four product hydrocyclone with double vortex finders. Minerals 9(1), 23 (2019).
Hongyan, L. et al. Effect of Hydrocyclone Overflow Pipe Structure on Fine Particle Separation. Journal of Chemical Engineering 68(05), 1921–1931 (2017).
Hongyan, L. et al. Influence of novel outlet baffle structure on separation performance of hydrocyclone. J. Chem. Eng. 69(05), 2081–2088 (2018).
Peikun, L. et al. Study on flow field characteristics and separation performance of hydrocyclone with overflow cap structure. Fluid Machinery 49(01), 1–6 (2021).
Jihai, D. et al. Influence of conical slot on solid-liquid separation performance of hydrocyclone. J. Chem. Eng. 70(05), 1823–1831 (2019).
Xiulin, L. et al. Experimental study on structural optimization of PV type cyclone separator. China Powder Sci. Technol. 25(05), 72–77 (2019).
Xiulin, L. et al. Experimental study on structural optimization of cyclone separator. Modern Chem. Industry 39(12), 205–209 (2019).
Ghodrat, M. et al. Numerical analysis of hydrocyclones with different vortex finder configurations. Minerals Eng. 63, 125–138 (2014).
Liu, H., Jia, X. & Wang, B. Simulation study on the influence of overflow pipe structural parameters on cyclone separator performance. Fluid Machinery 48(11), 6–10 (2020).
Jianxiang, Z. & Tianhe, Z. Numerical simulation of optimizing the convergent nozzle radius of cyclone separator exhaust pipe. Fluid Machinery 43(12), 28–32 (2015).
Huang, Q., Xiao, H., Chen, A., et al. Hydraulic cyclone with conical slot structure. Patent No. CN109225687B, Shandong Province, 19 Mar 2021.
Ren, L. et al. Scheme design of filtration-type hydrocyclone. J. Southwest Pet. Inst. 01, 82–85 (2005).
Yamei, L. et al. Analysis of the influence of cyclone separator structural parameters on its performance. Chem. Eng. Machinery 48(05), 678–682 (2021).
Yang, L. & Zhenbo, W. Research progress on factors affecting separation efficiency of hydrocyclone. Fluid Machinery 44(02), 39–42 (2016).
Zhang, W. et al. Study on flow field characteristics and separation performance of conical overflow pipe slotted hydrocyclone. Fluid Machinery 51(08), 64–72 (2023).
Acknowledgements
This work was supported by the National Natural Science Foundation of China (U2031142) and Heilongjiang Provincial Natural Science Foundation of China (LH2023F050).Technology Innovation Center of Agricultural Multi-Dimensional Sensor Information Perception, Heilongjiang Province (DWCGQKF202107) This work was supported by the Tianjin Research Innovation Project for Postgraduate Students (No. 2021KJ088).
Author information
Authors and Affiliations
Contributions
C.S.: Designed and led the research project, responsible for overall project planning, contributed important ideas and theoretical support in paper writing. L.D.: Responsible for data collection and preprocessing. Provided detailed descriptions and analysis of the experimental section for paper writing. Conducted data analysis and statistical processing, offering strong support for interpreting the paper's results. L.J.: Provided significant insights in the discussion section. Supervised and guided the entire research process, offering valuable professional opinions. Made important revisions and additions in the literature review and conclusion sections. L.Z.: Responsible for data collection and graphical representation. All authors collaborated actively, contributing to different stages of the research task, and collectively played essential roles in completing the paper.
Corresponding author
Ethics declarations
Competing interests
We, Chen Shuxin, Li Donglai, Li Jianying, and Zhong Lin, hereby declare that during the process of writing and submitting this paper, we have no financial or non-financial competing interests. We do not have any direct or indirect financial relationships or other interests that could potentially lead to conflicts of competing interests with any institutions, organizations, or individuals. The design, data collection, analysis, and interpretation of results for this study have been conducted with objectivity and integrity, unaffected by any competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Chen, S., Li, D., Li, J. et al. Optimization design of hydrocyclone with overflow slit structure based on experimental investigation and numerical simulation analysis. Sci Rep 14, 18410 (2024). https://doi.org/10.1038/s41598-024-68954-y
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-024-68954-y
- Springer Nature Limited