
Abstract
Previous research has primarily focused on pre-processing parameters such as design, material selection, and printing techniques to improve the strength of 3D-printed prosthetic leg sockets. However, these methods fail to address the major challenges that arise post-printing, namely failures at the distal end of the socket and susceptibility to shear failure. Addressing this gap, the study aims to enhance the mechanical properties of 3D-printed prosthetic leg sockets through post-processing techniques. Fifteen PLA + prosthetic leg sockets are fabricated and reinforced with four materials: carbon fiber, carbon-Kevlar fiber, fiberglass, and cement. Mechanical and microstructural properties of the sockets are evaluated through axial compression testing and scanning electron microscopy (SEM). Results highlight superior attributes of cement-reinforced sockets, exhibiting significantly higher yield strength (up to 89.57% more than counterparts) and higher Young’s modulus (up to 76.15% greater). SEM reveals correlations between microstructural properties and socket strength. These findings deepen the comprehension of 3D-printed prosthetic leg socket post-processing, presenting optimization prospects. Future research can focus on refining fabrication techniques, exploring alternative reinforcement materials, and investigating the long-term durability and functionality of post-processed 3D-printed prosthetic leg sockets.
Similar content being viewed by others


Introduction
A prosthetic leg socket is a structural link between an amputee’s residual limb and the prosthesis. Currently, where the complexity of the conventional method to manufacture prosthetic leg sockets is still a significant hurdle, there are promising prospects for integrating additive manufacturing (AM) as a fabrication process1. AM is a digital manufacturing technology that enables the creation of three-dimensional (3D) printed models or functional objects with sophisticated geometries2,3,4,5. To fabricate a 3D-printed prosthetic leg socket, a 3D scanner generates a positive mold of the residual limb, creating a 3D model that can be altered in computer-aided design (CAD) software and printed with a 3D printer6. Compared to the conventional approach, AM is the preferred method for creating customized leg sockets due to its ability for rapid production, resulting in reduced fabrication time and lower labor and material costs7. AM’s ability to decrease the time required to create a perfect socket fit is especially advantageous for patients with unstable limb volumes who require multiple socket modifications8. In addition, the cost of a 3D printer and filament materials for 3D printing is significantly lower than that of conventional manufacturing techniques, making them a viable option for use in developing countries9.
To meet users’ needs regarding function and ergonomic, developing strong, durable, and dependable prosthetic leg sockets is essential to enable users to maintain an independent lifestyle and actively participate in daily tasks10. Despite the benefits of adopting 3D printing technology in socket manufacturing, it is still being determined to what extent 3D printing can yield sockets with sufficient ultimate forces for safe, long-term use11. Although several studies investigate the effectiveness of 3D-printed prosthetic leg sockets in clinical practice, they are frequently conducted in a short period, implying that their findings need to be more conclusive9. Regardless of significant technological advancements, such as the development of more robust materials or composites with high toughness, stiffness, and improved printing parameters, there is a lack of research on the ultimate force and durability of 3D-printed leg sockets, which may make prosthetists less confident in their use11.
On top of that, there is currently no test standard for evaluating the mechanical properties of 3D-printed prosthetic sockets. However, prosthetic leg socket strength assessment is commonly carried out following the International Organization for Standardization (ISO) 10,328: Prosthetics–Structural testing of lower-limb prostheses12. This standard guarantees the reliability of prosthetic leg sockets for patient usage by conducting mechanical testing under maximum loading conditions, typically during the heel-strike or toe-off positions13. Consequently, failures in 3D-printed prosthetic leg sockets are predominantly observed at the distal end of the socket or the pyramid attachment, aligning with the specifications of the ISO testing standard11. Addressing this, researchers proposed reinforcing the distal socket with a composite infill approach to enhance socket strength14. An additional concern regarding 3D-printed prosthetic leg sockets stems from their susceptibility to shear failure due to the inherent layer-by-layer structure12. However, it is possible to reduce shear failure by adjusting various printing parameters, such as raster angle, infill density, infill pattern, and the inclusion of corrugations15. Nevertheless, the fundamental filament deposition method remains unaltered, indicating that the ongoing risk persists.
Another prominent feature impacting the strength of a prosthetic leg socket is the choice of socket materials and fabrication. Over the years, polylactic acid (PLA), polypropylene (PP), and polycaprolactone (PCL) have been touted as reliable sources for fused filament fabrication (FFF) print materials16. In efforts to bolster the strength and toughness of 3D-printed prosthetic leg sockets, researchers have turned to the use of carbon-reinforced and glass-reinforced composite polymer filaments6,14. Furthermore, utilizing carbon fiber composite during 3D printing has shown notable enhancements in layer-on-layer adhesion17. In conventional prosthetic leg socket fabrication, various material layups were discovered to improve the strength of laminated composite sockets (LCS)11. Similarly, the wet layup approach, leveraging interwoven carbon, Kevlar, or glass fibers, has demonstrated its effectiveness in enhancing the mechanical strength of LCS within the context of traditional socket fabrication18.
So far, research into the causes and solutions of prosthetic leg socket problems in additive manufacturing has primarily focused on aspects such as the fabrication method, design, printing parameters, and material selection—all of which are components of the pre-processing process. However, these methods still fail to address the significant challenges that arise post-printing: failures at the distal end of the socket and susceptibility to shear failure. Moreover, there has been little work to investigate the usefulness of the post-processing method in increasing the strength of the 3D-printed prosthetic leg socket. Hence, there is the possibility of emulating the strength-enhancing properties in post-processing steps using a wet layup approach to reinforce and improve the mechanical properties of 3D-printed prosthetics leg sockets18. One of the methods for the reinforcement is surface coatings with various materials that could achieve specific visual and mechanical properties19. According to Poornaganti et al.20 from their previous studies on the surface characterization on 3D printed model, they found that the additional reinforcement materials on the surface may improve properties such as dimensional accuracy, water absorption, surface texture and wettability. Another study by Vicente et al.21 found that protective coatings such as polyurethane (PU) wood sealant and acrylic aqueous varnish were the most effective materials in preventing water absorption to the 3D-printed parts thus may increase the mechanical properties up to 24% in respect to the specimen strength and ductility/toughness.
Even though, some researchers have conducted many investigations on the surface coatings on the 3D-printed part, nevertheless, none of the previous studies very focus on the coating materials for the 3D-printed prosthetics leg socket, thus this made limitations on the understanding of mechanical properties and microstructural integrity of different reinforcement materials. Therefore, this study aimed to fabricate 3D-printed prosthetic leg sockets and reinforce them with reinforcement layer materials: carbon fiber, carbon-Kevlar fiber, fiberglass, and cement in which the mechanical properties and microstructural integrity were investigated further. The reinforced sockets were then subjected to axial mechanical testing to determine their mechanical performance, followed by scanning electron microscopy to characterize their microstructural properties. From the literature, the principal conclusion regarding the strongest material suggests that carbon fiber demonstrates superior strength attributes, as highlighted in various studies22,23,24,25. The ultimate strength of a 3D-printed prosthetic leg socket must be high enough to sustain the daily accumulation of loads and stresses to avoid mechanical failure. Ergo, developing and implementing suitable pre- and post-processing techniques is essential to enhance the overall quality, durability, and strength of 3D-printed prosthetic leg sockets.
Materials and methods
3D printing for prosthetic leg socket
The design of the 3D model for the transtibial prosthetic socket was sourced from a prior study related to passive transtibial prosthetic legs26. Table 1 presents the specified design parameters during the development of the transtibial prosthetic socket. Next, the transtibial prosthetic leg socket design was exported as an STL file to Ultimaker Cura (Ultimaker, Utrecht, Netherlands) for slicing and optimizing printing parameters to ensure the best possible outcome during the 3D printing process.
Fifteen prosthetic leg sockets were 3D-printed using eSUN polylactic acid plus (PLA +) filament (eSUN3D, Shenzhen, China), as depicted in Fig. 1. Table 2 shows the printing parameters utilized were derived from the filament manufacturer’s guidelines. The infill density of the prosthetic leg sockets is set to 40% to improve mechanical properties27. Additionally, the infill pattern chosen for the sockets is tri-hexagon, as it offers advantages in strength and mechanical properties28.

3D-printed PLA + transtibial prosthetic leg socket.
Post-processing process for prosthetic leg socket
Three post-processing steps were executed on all fifteen prosthetic leg sockets to enhance the aesthetic appearance and proper adhesion to the reinforcement layer materials29,30. These steps comprised support removal, surface sanding for smoothing, and the application of epoxy resin as a surface treatment. Table 3 below displays the specified parameters to ensure consistency for carbon, carbon-Kevlar, and fiberglass fiber reinforcements. The fiber-to-matrix ratio was established by weighing each epoxy resin layer against the three distinct fibers31.
Meanwhile, Table 4 presents the specified parameter for cement-sprayed sockets. While it would have been preferable for the cement socket’s thickness to align with that of the fabric, it was observed that beyond the fourth layer, the cement tended to peel off at the edges, resulting in cracking and disintegration. As a result, the maximum number of sprayed coatings was limited to four, with the topcoat being applied twice to seal the underlying cement layers.
Support removal
The support brim of the 3D-printed socket was manually removed by hand. In cases where the support did not come out in one piece or if any remnants were left, pliers or tweezers were used to remove the remaining pieces. The support of the 3D-printed part has been cut with the cutter within the boundary of the desired prosthetics socket.
Sanding
The 3D-printed prosthetic leg sockets exhibited slightly rough surfaces near the edges and where the prints meet along the back socket circumference. To achieve a smoother finish, sanding process performed to even out the layer lines and rough edges to achieve a smoother finish, as shown in Fig. 2. The process was executed using coarser grain size sandpapers (P400) first before gradually progressing to finer sizes (P600, P800, P1000), using circular motions to ensure an even smoothing of the surface and edges of the socket as suggested by previous study32. Precautions were taken into consideration during this process, where this is important to avoid prolonged sanding in a single area, as this could generate heat or potentially alter the dimensions of the prototype. After sanding, the parts were carefully wiped down with a dry cloth to remove any remaining fine dust particles. They were then wiped down again with a thin layer of acetone to ensure a clean and smooth surface, effectively removing any lingering dust particles.

Sanding the 3D-printed sockets: (a) Socket surface; (b) Socket edge.
Surface treatment
Finally, a single layer of epoxy resin was applied to the exterior surface of the socket to strengthen it and aid bonding with other materials33,34. This treatment protects the sockets from moisture, chemicals, and UV radiation35. First, the epoxy resin and hardener were weighted where the ratio was 3:1 or 75% volume fracture. Later, both of them were mixed together into a cup for 3 min by manually stirring. Then, the final step is to brush the mixed chemicals onto the surface of 3D-printed prosthetics socket. Figure 3 summarize the flow on how to prepare the two-part epoxy resin for surface treatment.

Steps to prepare two parts epoxy resin.
Reinforcement layer for prosthetic leg socket
After post-processing, four groups of three sockets will be reinforced with carbon fiber, carbon-Kevlar, fiberglass, and cement. The fabric lamination process will follow the hand layup process outlined in a previous study about prosthetic foot lamination 23. Meanwhile, the cement coating will adhere to the manufacturer’s protocol, ensuring the cement layer is maximized to its total capacity. To create five different socket reinforcement groups, three sockets were reinforced with four different reinforcement materials and a control group.
Carbon fiber
The hand layup method was used to reinforce the carbon fiber fabric onto the prosthetic leg socket23. Figure 4 illustrates the step-by-step procedure for laminating a layer of carbon fiber fabric onto the leg socket.

Step-by-step process detailing the lamination of carbon fiber fabric onto a leg socket.
A second layer of carbon fiber fabric was applied by following the same steps as above. Subsequently, the sockets were allowed to dry before trimming, sanding, and receiving a final epoxy resin coating to enhance protection and durability.33.
Carbon-Kevlar fiber
The method described in Section "Carbon fiber" was applied to three prosthetic leg sockets for the carbon-Kevlar fiber reinforcement.
Fiberglass
Similarly, the same method outlined in Section "Carbon fiber" was utilized for the application of fiberglass fiber fabric onto the prosthetic leg sockets.
Cement
Figure 5 visually depicts the newly established step-by-step process for applying cement onto a prosthetic leg socket through spraying. This protocol is new and not sourced from any previous study.

Step-by-step process illustrating the reinforcement of a cement layer onto a leg socket.
Prototype evaluation
Axial compression testing
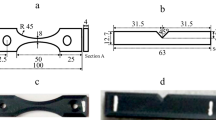
For mechanical testing, a mock residual limb was fabricated to replicate the secure attachment of an amputated leg to the socket. Figure 6 presents the step-by-step procedures for creating the mock residual limb26.

Step-by-step process illustrating the reinforcement of a cement layer onto a leg socket.
The socket samples underwent axial compression testing using an Instron® 8874 Series universal testing machine (Illinois Tool Works Inc., Norwood, United States), following the guidelines established for axial compression of FRP-confined concrete-core-encased rebar36. The axial compression test involved applying a downward force to the socket at a 3 mm/min rate, simulating the load applied on the prosthetic device during the mid-stance position26. As the testing progressed, the loading force reached a plateau, indicating that the machine could no longer compress the socket further. Testing concluded one minute after a constant reading was obtained for further analysis. Figure 7 depicts the setup utilized for the axial compression testing.

Test setup used for axial compression testing.
Scanning electron microscopy (SEM)
SEM analysis was conducted on samples from each reinforced leg socket with different reinforcement materials. Firstly, the samples were sectioned into dimensions of 1 × 1 × 1cm and coated with a thin layer of gold for 20 min to enhance conductivity, as depicted in Fig. 837. Subsequently, SEM imaging was performed with a voltage of 15 kV using a Hitachi TM3000 Tabletop Scanning Electron Microscope machine (Hitachi, Ltd., Ibaraki, Japan) at various magnifications: 50x, 250x, 500x, and 1.5kx for fiber specimens, and 1.5kx, 2.5kx, and 5kx for cement and control specimens. The obtained images were then processed using the built-in software to enhance resolution and clarity.

Gold-sputtered reinforcement layer samples.
Results
Reinforced 3D-printed prosthetic leg socket
Carbon fiber
Figure 9 shows the carbon fiber-reinforced 3D-printed prosthetic leg socket.

Carbon fiber reinforced 3D-printed prosthetic leg socket: (a) Front view; (b) Side view.
Carbon-Kevlar fiber
Figure 10 shows the carbon-Kevlar fiber-reinforced 3D-printed prosthetic leg socket.

Carbon-Kevlar fiber reinforced 3D-printed prosthetic leg socket: (a) Front view; (b) Side view.
Fiberglass
Figure 11 shows the fiberglass reinforced 3D-printed prosthetic leg socket.

Fiberglass reinforced 3D-printed prosthetic leg socket: (a) Front view; (b) Side view.
Cement
Figure 12 shows the cement-coated 3D-printed prosthetic leg socket.

Cement reinforced 3D-printed prosthetic leg socket: (a) Front view; (b) Side view.
Control
Figure 13 shows the control 3D-printed prosthetic leg socket.

Control group of 3D-printed prosthetic leg socket: (a) Front view; (b) Side view.
Axial compression testing
Stress–strain curve
The values obtained during the axial compression testing included load (N), extension (mm), and time (s). To calculate stress, the load is divided by the socket’s base area of 6.3617 × 10–3 mm2, while the strain is obtained by dividing the extension by 173 mm. The stress–strain curves are plotted for all samples to determine each socket type’s yield strength and Young’s modulus. The analysis aimed to address the following research questions: (1) How does the strength of the reinforcement materials differ from each other? (2) What is the best reinforcement material in terms of strength? (3) How significant are the differences between each group?
Figure 14 illustrates the stress–strain curves for all groups of reinforced sockets, including the control. To determine the yield strength and Young’s modulus, identifying a linear initial slope through linear regression is necessary to obtain the slope coefficient38. However, this method is not feasible due to a slightly curved elastic region. Instead, the yield strength and Young’s modulus were ascertained by plotting the initial slope before the curve reached a plateau as an approximation39.

Stress–strain curve: (a) Carbon Fiber; (b) Carbon-Kevlar Fiber; (c) Fiberglass; (d) Cement; (e) Control.
In Fig. 14a depicting carbon fiber reinforced sockets, Samples 1 and 2 exhibit similar behavior, while Sample 3 displays some deviation in the initial stress–strain region. Next, Fig. 14b showcases the stress–strain curve for three carbon-Kevlar fiber reinforced sockets samples. The stress–strain curves exhibit variations among the three samples, suggesting unequal variance. It is important to note that while the obtained strength is lower than the standard strength, the results of the axial compression tests may not necessarily represent the typical or average properties of carbon-Kevlar fiber under different conditions. Figure 14c illustrates the stress–strain curve for fiberglass reinforced sockets. Like the previous reinforcement materials, the obtained yield strength and Young’s modulus were below the standard values. However, the samples exhibited similar behavior approaching the plastic region, indicating an equivalent level of socket quality within the group.
For cement-reinforced sockets in Fig. 14d, the first two samples exhibit identical stress–strain curves. However, the third sample has a less steep slope, although it possesses higher stress than the first two sockets. Lastly, Fig. 14e shows the stress–strain curves for the control sockets without a reinforcement layer. The second and third control sockets exhibited similar behavior in both the elastic and plastic regions. However, the first socket had a steeper slope, indicating it was stiffer and more robust than the others.
Yield strength (σY)
Figure 15 presents the mean yield strength values for different socket reinforcement materials. The materials’ yield strength in descending order are cement, carbon, carbon-Kevlar, fiberglass, and control. However, it is worth noting that the error bars associated with the data points are significant, indicating potential issues with sample size, quality, and testing errors. The chosen standard deviation for the error bars is 1. These results emphasize the importance of further investigation and improvement in experimental procedures to ensure more reliable and accurate yield strength measurements in future studies. Referring to Table 5 for the one-way ANOVA, it becomes evident that there are significant differences in yield strength among the group means (p < 0.05).

Mean of yield strength for different types of reinforced sockets.
Following this, the Tukey’s Honest Significant Difference (HSD) test, as demonstrated in Table 6, is applied after a one-way ANOVA. This step is utilized to pinpoint and categorize the specific socket groups that exhibit significant differences from one another, enabling precise and valid comparisons40.
Overall, yield strength was significantly different among the five socket reinforcements, F (4,10) = 11.572, p < 0.05. Post hoc testing revealed significant differences between different categories of sockets with fiberglass (M = 0.05, SD = 0.02), control (M = 0.06, SD = 0.02), and carbon-Kevlar fiber (M = 0.16, SD = 0.14) exhibiting the lowest yield strength, followed by carbon-Kevlar fiber (M = 0.16, SD = 0.14) and carbon fiber (M = 0.38, SD = 0.16) having intermediate yield strength. The highest yield strength category is the carbon fiber (M = 0.38, SD = 0.16) and cement (M = 0.47, SD = 0.06) pair. These findings indicate that the reinforcement materials significantly impact the yield strength of the prosthetic leg sockets, with carbon and cement exhibiting the highest levels of strength.
Young’s modulus (E)
Figure 16 displays the mean values of Young’s modulus for different reinforcement materials used in the sockets. In descending order, the reinforcement materials’ Young’s modulus are cement, carbon, carbon-Kevlar, fiberglass, and control. The relatively large error bars associated with the data points are worth noting, indicating potential issues related to sample size, quality, and testing errors. The standard deviation chosen for the error bars is 1. The ANOVA Table 7 below indicates significant differences in Young’s Modulus among the group means (p < 0.05). Similar to yield strength, Table 8 presents Tukey’s Honest Significant Difference (HSD) test results, categorizing the multiple groups within Young’s Modulus for the reinforcement materials.

Mean of Young’s modulus for different types of reinforced sockets.
While there was a significant difference in Young’s Modulus among the five socket reinforcements, as indicated by F (4,10) = 5.734, p < 0.05, post hoc testing did not reveal any significant variations or distinctions between the groups based on the single alpha subset. This suggests that the observed differences in socket means might be due to random chance rather than actual group differences41. Therefore, although the means of the carbon fiber and cement sockets are relatively higher than the other three, these differences lack statistical significance. It is important to note that yield strength and Young’s modulus are related, which could explain the similar mean results between these two groups.
Scanning electron microscopy (SEM)
SEM analysis was performed in a single session for the fiber reinforcement and surface coating groups. It is worth mentioning that various magnification levels were utilized because fibers were more visible at lower magnifications than at those exceeding 1 k.
Carbon fiber
The SEM images in Fig. 17 revealed distinct features for each material, providing insights into their structure and interaction with the surrounding matrix. SEM analysis of carbon fiber showed a uniform surface, indicating a consistent fiber morphology. This uniformity contributes to carbon fiber-filled cement materials’ mechanical properties and electrical conductivity42.

Scanning electron microscopy (SEM) images of the carbon fiber reinforced socket at various magnifications: (a) × 50; (b) × 250; (c) × 500; (d) × 1.5 k.
Carbon-Kevlar fiber
On the contrary, the carbon-Kevlar fiber in Fig. 18 showed a somewhat sparse distribution, indicating fluctuations in fiber density and dispersion43. These sparse characteristics of carbon-Kevlar fibers can affect the mechanical properties and overall performance of composite materials.

Scanning electron microscopy (SEM) images of the carbon-Kevlar fiber reinforced socket at various magnifications: (a) × 50; (b) × 250; (c) × 500; (d) × 1.5 k.
Fiberglass
Figure 19 shows fiberglass reinforcement with a somewhat rough appearance, suggesting the existence of surface irregularities and roughness. This roughness improvesthe bond between the fibers and the matrix, resulting in increased compressive strength in composite materials44

Scanning electron microscopy (SEM) images of the fiberglass reinforced socket at various magnifications: (a) × 50; (b) × 250; (c) × 500; (d) × 1.5 k.
Cement
SEM analysis of the cement, as seen in Fig. 20, displays a uniform surface, likely due to its application as a sprayed material. This consistent surface uniformity enhances cement’s performance as a reinforcement material 42.

Scanning electron microscopy (SEM) images of the cement-reinforced socket at various magnifications: (a) × 1.5 k; (b) × 2.5 k; (c) 5 k.
Control
SEM images of the control socket in Fig. 21 exhibit a patchy appearance, suggesting surface variations within the control samples. This patchy quality could be due to various factors, including inconsistent material distribution, leading to non-uniform surface characteristics.

Scanning electron microscopy (SEM) images of the control socket at various magnifications: (a) × 1.5 k; (b) × 2.5 k; (c) 5 k.
Comparative analysis of microstructural properties in reinforced sockets
Table 9 provides an overview of the analysis, which aims to assess and compare the microstructural features and surface morphology of various socket reinforcement materials at a magnification of 1.5 k.
Discussion
Stress–strain curve
Evaluating stress–strain curves for various leg socket reinforcement materials reveals intriguing insights into their mechanical properties. Firstly, when considering carbon fiber reinforcement, it is worth noting that reported yield strength and Young’s modulus values from previous studies might not accurately represent the true potential of carbon fiber. The actual properties of carbon fiber could be significantly higher than reported, potentially influenced by experimental conditions and sample-specific factors. Nevertheless, previous study into carbon-fiber reinforced sockets using a PLA and carbon hybrid filament offers valuable insights6. Their study demonstrated substantial improvements in longitudinal strength and toughness, with estimated tensile strength ranging from 72–79 MPa. Although their focus was on the pre-processing stage and employed a different reinforcement approach, it underscores the potential benefits of carbon fiber reinforcement for enhancing socket strength and overall durability.
In contrast, another study explored prosthetic arm sockets, finding that carbon-Kevlar and carbon fibers, texalium, and polinet exhibited high strength, reaching 207.18 × 106 N/m245. When comparing these findings to those of carbon-Kevlar-reinforced leg sockets, a noticeable difference in yield strength is evident. This discrepancy prompts further investigation to understand the underlying reasons. Similarly, the use of glass-reinforced filaments in socket fabrication was previously investigated9. Like carbon fiber reinforcement, their study showed increased strength and toughness along the longitudinal direction, with a reported tensile strength of 59.5 MPa for their glass-reinforced sockets. Compared to our findings with fiberglass-reinforced sockets, these results appear relatively lower. However, it is essential to account for various experimental conditions, including sample preparation and testing protocols, as these variables can significantly impact reported mechanical properties.
Regarding cement as a reinforcement material for sockets, direct comparisons are challenging due to limited research in this area. However, a study focused on a concrete application revealed that combining PLA and cement can enhance its mechanical properties46. While these studies address distinct fields, they aim to identify novel material combinations to improve strength and performance, offering valuable insights for future research and optimization. Lastly, a previous study on conventional and 3D-printed PLA transtibial leg sockets raises intriguing questions regarding the control socket group12. Their sockets exhibited higher ultimate strength, surpassing the values observed in our post-processed PLA + sockets. This discrepancy is noteworthy because PLA + is generally expected to be more durable than PLA. It suggests that our post-processing techniques, such as reinforcement and surface coatings, may not have yielded the exact extent of improvement in ultimate strength as observed in the conventional and 3D-printed PLA sockets. Understanding the specific factors contributing to this difference, such as fabrication techniques and testing conditions, warrants further investigation.
In summary, evaluating stress–strain curves across various leg socket reinforcement materials highlights the potential for significant improvements in strength and durability. However, these findings also underscore the complexity of material interactions and the importance of considering experimental conditions when interpreting results and comparing studies. Further research is crucial to unlock the full potential of these reinforcement materials in enhancing prosthetic leg socket performance.
Yield strength (σY)
A comprehensive comparative analysis was undertaken to address the research questions posed in the preface, employing a combination of visual representations using bar charts, statistical tests such as One-Way ANOVA, and post hoc testing. These analytical methods were the foundation for assessing and contrasting the strength characteristics of the diverse reinforcement materials used in the prosthetic leg sockets.
In summary, the comparative analysis highlighted significant differences in yield strength among the five socket reinforcements, as verified by statistical analysis F (4,10) = 11.572, p < 0.05. The subsequent post hoc testing unveiled clear distinctions among the different categories of sockets. Fiberglass, control, and carbon-Kevlar fiber emerged with the lowest yield strength values, while carbon-Kevlar fiber and carbon fiber exhibited intermediate strength levels. Notably, the carbon fiber and cement pair demonstrated the highest yield strength.
The variations in yield strength results among the reinforcement materials can be directly attributed to their distinctive material properties. Carbon fiber and carbon-Kevlar, renowned for their remarkable strength and stiffness, significantly enhance the sockets' yield strength22. In contrast, fiberglass, with its well-balanced blend of strength and flexibility, lends specific yield strength characteristics to the sockets47. Cement, while less commonly explored as a reinforcement material for sockets, appears to hold promise, as its inherent properties could provide an added strength layer to the composite structure46.
This analysis emphasized the critical role played by the choice of reinforcement material in determining the yield strength of prosthetic leg sockets. Carbon and cement, in particular, emerge as compelling options due to their capacity to elevate socket strength. However, these findings also highlight the importance of considering material properties when selecting reinforcement materials, as each material brings unique characteristics to the composite structure. In terms of yield strength, cement exhibited a significant advantage over the other materials, with approximately 20.28% higher yield strength compared to carbon, 66.05% higher compared to carbon-Kevlar, 89.57% higher compared to fiberglass, and 88.05% higher compared to the control group.
Young’s modulus (E)
Although there was a notable difference in Young’s Modulus among the five socket reinforcements, as denoted by statistical analysis (F (4,10) = 5.734, p < 0.05), post hoc testing failed to reveal any significant distinctions or variations between the groups when employing a single alpha subset. This outcome hints that the observed differences in the means of the sockets might be more attributed to random chance rather than actual group distinctions41. Therefore, these disparities lack statistical significance despite carbon fiber and cement sockets showing relatively higher means than the other three groups. While it's acknowledged that Young's modulus and yield strength were derived from the same stress–strain curve, indicating some inherent connection, it is also important to consider that this correlation might be more coincidental than significantly meaningful.
Moreover, it is essential to recognize that the results stemming from axial compression tests might not necessarily reflect the typical or average properties of the reinforced materials under ISO 10,328 loading conditions48,49. Therefore, further studies should be conducted to gain a more comprehensive understanding of the mechanical behavior and performance of these sockets. These studies should encompass larger sample sizes and diverse experimental conditions, providing a more encompassing perspective on the mechanical attributes of these reinforced materials. In terms of Young’s modulus, cement showcased superior performance, with approximately 1.35% higher modulus compared to carbon, 69.86% higher compared to carbon-Kevlar, 74.20% higher compared to control, and 76.15% higher compared to the fiberglass group. The higher values in cement-reinforced sockets indicate that they have better load-bearing capabilities and stiffness than other materials, highlighting the importance of reinforcement material selection in determining socket mechanical performance.
Scanning electron microscopy (SEM)
The SEM findings offer valuable insights into the microstructure and surface at-tributes of the reinforcement materials integrated into the sockets. When considered alongside the yield strength and Young's modulus data, these results suggest that the consistency and distribution of the reinforcing materials, as well as their adhesion to the matrix, play pivotal roles in shaping the mechanical properties and overall strength of the sockets50. Among these materials, cement emerges as the most effective in terms of reinforcement. Its uniform surface and even material distribution set it apart, followed by carbon fiber, carbon-Kevlar fiber, fiberglass, and finally, the control group. The SEM analysis further provided insights into the microstructural properties of the reinforcement materials, including uniformity, roughness, and porosity.
Limitation of study
In this study, several limitations of study have been considered due to the several conditions where this could not be avoided in any research and must based on the current scope as demonstrated by many previous researchers5,51,52. First and foremost, this study did not investigate the cost effectiveness in using 3D printing protocol for the prosthetics leg socket development. However, future study on the relationship between cost effectiveness and strength of the 3D-printed prosthetics leg socket could be done in the future for better understanding. Nevertheless, the current study is only focus on the mechanical properties and microstructural of the 3D-printed socket reinforcement with different materials of cement, carbon fiber, carbon-kevlar fiber and fiberglass. The second limitation of the study is prosthetic design where there was only one design involved. Since the main aims of the study is to investigate the different materials of reinforcement, therefore, other parameters such as prosthetics design, printing parameter, geometry of patients, and loading condition were set constant. As far as authors concerned, the design is also important for making better prosthetics leg as demonstrated by previous studies5,51,53. Nevertheless, the reinforcement materials are also important to be considered to make sure the leg could be last-longer than usual 3D-printed part. Based on the results from this study, cement shows a promising outcome to increase the mechanical properties of the 3D-printed sockets when tested according to ISO 10,328.
Conclusions
The comparative analysis of the different reinforcement materials used in the prosthetic leg sockets revealed significant variations in yield strength and Young’s modulus. The cement-reinforced sockets demonstrated the highest values for both yield strength and Young’s modulus. These findings contribute to the understanding of the post-processing process for 3D-printed prosthetic leg sockets and provide a basis for future optimizations and advancements in this field. Further research can focus on refining the fabrication techniques, exploring alternative reinforcement materials, and investigating the long-term durability and functionality of the reinforced sockets. Overall, this study opens up new possibilities for improving the design and performance of prosthetic leg sockets, ultimately enhancing the quality of life for amputees.
Data availability
The necessary data used in the manuscript are already present in the manuscript.
References
Lestari, W. D. et al. Optimization of 3D printed parameters for socket prosthetic manufacturing using the taguchi method and response surface methodology. Results Eng. 21, 101847. https://doi.org/10.1016/j.rineng.2024.101847 (2024).
Reverte, J. M., Caminero, M. Á., Chacón, J. M., García-Plaza, E., Núñez, P. J., & Becar, J. P. Mechanical and geometric performance of PLA-based polymer composites processed by the fused filament fabrication additive manufacturing technique. Materials (Basel, Switzerland) 13 (2020)
Mendaza-DeCal, R., Peso-Fernandez, S. & Rodriguez-Quiros, J. Orthotics and prosthetics by 3d-printing: accelerating its fabrication flow. Res. Vet. Sci. 162, 104960. https://doi.org/10.1016/j.rvsc.2023.104960 (2023).
Vujaklija, I. & Farina, D. 3D printed upper limb prosthetics. Expert Rev. Med. Devices 15, 505–512. https://doi.org/10.1080/17434440.2018.1494568 (2018).
PavanKalyan, B. & Kumar, L. 3D printing: Applications in tissue engineering, medical devices, and drug delivery. AAPS PharmSciTech 23, 92. https://doi.org/10.1208/s12249-022-02242-8 (2022).
van der Stelt, M., Verhamme, L., Slump, C. H., Brouwers, L. & Maal, T. J. J. Strength Testing of low-cost 3D-printed transtibial prosthetic socket. Proc. Inst. Mech. Eng. H 236, 367–375. https://doi.org/10.1177/09544119211060092 (2022).
Karakoç, M. et al. Sockets manufactured by CAD/CAM method have positive effects on the quality of life of patients with transtibial amputation. Am. J. Phys. Med. Rehabil. 96, 578–581 (2017).
Mayo, A. L. et al. A qualitative study on stakeholder perceptions of digital prosthetic socket fabrication for transtibial amputations. Prosthet. Orthot. Int. 46, 607–613 (2022).
van der Stelt, M., Grobusch, M. P., Koroma, A. R., Papenburg, M., Kebbie, I., & Slump, C. H., Masanga 3D prosthesis printing research group. Pioneering low-cost 3D-printed transtibial prosthetics to serve a rural population in sierra leone–an observational cohort study. EClinicalMedicine 35 (2021)
Manz, S., Valette, R., Damonte, F., Avanci Gaudio, L., Gonzalez-Vargas, J., Sartori, M., Dosen, S., & Rietman, J. A review of user needs to drive the development of lower limb prostheses. J. Neuroeng. Rehabil. 19 (2022)
Kim, S., Yalla, S., Shetty, S. & Rosenblatt, N. J. 3D printed transtibial prosthetic sockets: A systematic review. PLoS One 17, e0275161. https://doi.org/10.1371/journal.pone.0275161 (2022).
Lizcano, A., Raschke, S. U. & Pousett, B. An investigation of the structural strength of transtibial sockets fabricated using conventional methods and rapid prototyping techniques. Can. Pros. Ortho. J. https://doi.org/10.33137/cpoj.v2i1.31008 (2019).
Owen, M. K. & Des Jardins, J. D. Transtibial prosthetic socket strength: The use of ISO 10328 in the comparison of standard and 3D-printed sockets. JPO J. Prosthet. Orthot. 32, 93–100 (2020).
Nickel, E. A. et al. Strength testing of definitive transtibial prosthetic sockets made using 3D-printing technology. JPO J. Prosthet. Orthot. 32, 295–300 (2020).
Mohamed, O. A., Masood, S. H. & Bhowmik, J. L. Optimization of fused deposition modeling process parameters: A review of current research and future prospects. Adv. Manuf. 3, 42–53 (2015).
Musa, L., Kumar, N. K., Abd Rahim, S. Z., Rasidi, M. S. M., Rennie, A. E. W., Rahman, R., & Azmi, A. A. A review on the potential of polylactic acid based thermoplastic elastomer as filament material for fused deposition modelling. J. Mater. Res. Technol. (2022)
Sauer, M. J. Evaluation of the mechanical properties of 3D printed carbon fiber composites. South Dakota State University (2018).
Gerschutz, M. J., Haynes, M. L., Nixon, D., & Colvin, J. M. Strength evaluation of prosthetic check sockets, copolymer sockets, and definitive laminated sockets. J. Rehabil. Res. Dev. 49 (2012)
Žigon, J., Kariž, M. & Pavlič, M. Surface finishing of 3D-printed polymers with selected coatings. Polymers (Basel) 12, 2797. https://doi.org/10.3390/polym12122797 (2020).
Poornaganti, S., Yeole, S. N. & Kode, J. P. Insights on surface characterization of 3D printed polymeric parts. Mater. Today Proc. 62, 3837–3848. https://doi.org/10.1016/j.matpr.2022.04.499 (2022).
Vicente, C. et al. Effect of protective coatings on the water absorption and mechanical properties of 3D printed PLA. Frattura ed Integrità Strutturale 13, 748–756. https://doi.org/10.3221/IGF-ESIS.48.68 (2019).
Manikanta, A., Dash, B., & Sai, G. M. A review on carbon reinforced concrete. IJEDR 6 (2018)
Sehar, B. et al. The impact of laminations on the mechanical strength of carbon-fiber composites for prosthetic foot fabrication. Crystals (Basel) https://doi.org/10.3390/cryst12101429 (2022).
Oleiwi, J. K. & Hadi, A. N. Experimental and numerical investigation of lower limb prosthetic foot made from composite polymer blends. Int. J. Mech. Prod. Eng. Res. Dev 8, 1319–1330 (2018).
Mei, H., Ali, Z., Ali, I., & Cheng, L. Tailoring strength and modulus by 3D printing different continuous fibers and filled structures into composites. Adv. Compos. Hybrid Mater. (2019).
Rosli, I. L. B. Comparison Between the Newly-Developed Three-Dimensional Printed Passive Transtibial Prosthetic Leg and The Conventional Leg Prosthesis (Universiti Teknologi Malaysia, 2022).
Heidari-Rarani, M., Ezati, N., Sadeghi, P. & Badrossamay, M. Optimization of FDM process parameters for tensile properties of polylactic acid specimens using Taguchi design of experiment Method. J. Thermoplast. Compos. Mater. 35, 2435–2452. https://doi.org/10.1177/0892705720964560 (2022).
Tandon, S., Kacker, R. & Sudhakar, K. Quantitative strength analysis for 3D-printed specimens in a tri-hexagon pattern. Proc. Inst. Mech. Eng. C J. Mech. Eng. Sci. 235, 7685–7698. https://doi.org/10.1177/09544062211021120 (2021).
Karakurt, I., & Lin, L. 3D printing technologies: Techniques, materials, and post-processing. Curr. Opin. Chem. Eng. 28 (2020)
Gregurić, L. 10 Methods for 3D Printing Post-Processing (PLA & More).
Gupta, M. K., Ramesh, M. & Thomas, S. Effect of hybridization on properties of natural and synthetic fiber-reinforced polymer composites (2001–2020): A review. Polym. Compos. 42, 4981–5010. https://doi.org/10.1002/pc.26244 (2021).
Salca, E.-A., Krystofiak, T. & Lis, B. Evaluation of selected properties of alder wood as functions of sanding and coating. Coatings 7, 176. https://doi.org/10.3390/coatings7100176 (2017).
Lambert, A., Valiulis, S. & Cheng, Q. Advances in optical sensing and bioanalysis enabled by 3D printing. ACS Sens 3, 2475–2491. https://doi.org/10.1021/acssensors.8b01085 (2018).
Mosharraf, R. & BaghaeiYazdi, N. Comparative evaluation of effects of different surface treatment methods on bond strength between fiber post and composite core. J. Adv. Prosthodont. 4, 103. https://doi.org/10.4047/jap.2012.4.2.103 (2012).
Lamichhane, A., Xu, C. & Zhang, F. Dental fiber-post resin base material: A review. J. Adv. Prosthodont. 6, 60. https://doi.org/10.4047/jap.2014.6.1.60 (2014).
Lu, J., Huang, H., Li, Y. & Mou, T. Experimental and numerical investigation of axial compression behaviour of FRP-confined concrete-core-encased rebar. Polymers (Basel) 15, 828. https://doi.org/10.3390/polym15040828 (2023).
Chafidz, A., Rizal, M., Kaavessina, M., Hartanto, D. & Al Zahrani, S. M. Processing and properties of high density polyethylene/date palm fiber composites prepared by a laboratory mixing extruder. J. Mech. Eng. Sci. 12, 3771–3785. https://doi.org/10.15282/jmes.12.3.2018.2.0333 (2018).
Schneider, S., Schneider, S. G., da Silva, H. M. & de Moura Neto, C. Study of the non-linear stress-strain behavior in Ti-Nb-Zr alloys. Mater. Res. 8, 435–438. https://doi.org/10.1590/S1516-14392005000400013 (2005).
Basu, S., Moseson, A. & Barsoum, M. W. On the determination of spherical nanoindentation stress-strain curves. J. Mater. Res. 21, 2628–2637. https://doi.org/10.1557/jmr.2006.0324 (2006).
Tokunaga, H. T. Fundamental Statistics for the Social and Behavioral Sciences 2nd edn. (SAGE Publications, 2018).
Umeokafor, N. Barriers to construction health and safety self-regulation: A scoping case of Nigeria. Civil Eng. Dimens. https://doi.org/10.9744/ced.19.1.44-53 (2017).
Han, B. et al. Reinforcement effect and mechanism of carbon fibers to mechanical and electrically conductive properties of cement-based materials. Constr. Build Mater. 125, 479–489. https://doi.org/10.1016/j.conbuildmat.2016.08.063 (2016).
Babazadeh, J., Rahmani, K., Hashemi, S. J. & Sadooghi, A. Effect of glass, carbon, and Kevlar fibers on mechanical properties for polymeric composite tubes produced by a unidirectional winding method. Mater. Res. Express. 8, 045301. https://doi.org/10.1088/2053-1591/abf0ba (2021).
Chen, W. et al. The effect of length and content of fiber on glass fiber and basalt fiber-reinforced granite residual soil. Adv. Civil Eng. 2022, 1–9. https://doi.org/10.1155/2022/7803002 (2022).
Ramadhani, G. A., Susmartini, S., Herdiman, L., & Priadythama, I. Advanced composite-based material selection for prosthetic socket application in developing countries. Cogent. Eng. 7 (2020)
Patil, A. Y. et al. Multi-scale study on mechanical property and strength of new green sand (poly lactic acid) as replacement of fine aggregate in concrete mix. Symmetry (Basel) 12, 1823. https://doi.org/10.3390/sym12111823 (2020).
Goh, G. D. et al. Characterization of mechanical properties and fracture mode of additively manufactured carbon fiber and glass fiber reinforced thermoplastics. Mater. Des. 137, 79–89. https://doi.org/10.1016/J.MATDES.2017.10.021 (2018).
Owen, M. K. & DesJardins, J. D. Transtibial prosthetic socket strength: The use of iso 10328 in the comparison of standard and 3D-printed sockets. JPO J. Prosthet. Orthot. 32, 93–100. https://doi.org/10.1097/JPO.0000000000000306 (2020).
ISO 10328 Prosthetics: Structural Testing of Lower-Limb Protheses, Requirements and Test Methods; 2016;
Li, Z., Zhou, X. & Pei, C. Effect of sisal fiber surface treatment on properties of sisal fiber reinforced polylactide composites. Int. J. Polym. Sci. 2011, 1–7. https://doi.org/10.1155/2011/803428 (2011).
Ribeiro, D., Cimino, S. R., Mayo, A. L., Ratto, M. & Hitzig, S. L. 3D printing and amputation: A scoping review. Disabil. Rehabil. Assist. Technol. 16, 221–240. https://doi.org/10.1080/17483107.2019.1646825 (2021).
Olsen, J., Day, S., Dupan, S., Nazarpour, K. & Dyson, M. 3D-Printing and upper-limb prosthetic sockets: Promises and pitfalls. IEEE Trans. Neural Syst. Rehab. Eng. 29, 527–535. https://doi.org/10.1109/TNSRE.2021.3057984 (2021).
Baharuddin, M. H., Rashid, A. M. A., Nasution, A. K., Seng, G. H. & Ramlee, M. H. Patient-specific design of passive prosthetic leg for transtibial amputee: Analysis between two different designs. Malay. J. Med. Health Sci. 17, 228–234 (2021).
Acknowledgements
The authors gratefully thank the author's respective institution for their strong support in this study.
Funding
This research was funded by Universitas Sriwijaya (UNSRI) Indonesia (grant no.: R.J130000.7323.1U051) under International Grant Scheme and Universiti Teknologi Malaysia (UTM) (grant no.: R.J130000.7623.4B908) under Matching Grant Scheme.
Author information
Authors and Affiliations
Contributions
All authors listed have significantly contributed to the development and the writing of this article. All authors consent for the publication of this manuscript.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Ramlee, M.H., Ammarullah, M.I., Mohd Sukri, N.S. et al. Investigation on three-dimensional printed prosthetics leg sockets coated with different reinforcement materials: analysis on mechanical strength and microstructural. Sci Rep 14, 6842 (2024). https://doi.org/10.1038/s41598-024-57454-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-024-57454-8
- Springer Nature Limited