
Abstract
In the present work, the composite cross-linked were used to consolidate the dyed paper manuscripts. Nanocomposites of mesoporous silica nanoparticle (MPSNP)/polyvinyl alcohol (PVA) and cellulose nanofiber (CNF)/PVA, which have never been used before, have been evaluated for the consolidation process of the dyed paper manuscripts with madder extract. Three concentrations 1%, 3%, and 5% have been prepared. Analysis and investigation methods like scanning electron microscope (SEM), transmission electron microscope (TEM), dynamic light scattering analysis (DLS), X-Ray diffraction Analysis (XRD), atomic force microscope (AFM), Fourier transform infrared spectroscopy (FTIR) and total color difference (ΔE) by spectrophotometer have been used in order to characterize the prepared nano-sized composites and evaluate the treated dyed paper samples before and after the aging process. The results of surface morphology by SEM revealed the effectiveness of MPSNP/PVA core–shell nanocomposite at 5% in the consolidation process, where the improvement of properties of the aged dyed paper samples. The fibers of the treated paper became strong and appeared clearly. The result of ΔE measurements showed that the treated sample with MPSNP/PVA nanocomposite at 5% gave the lowest ΔE (5.22), while, the treated sample with CNF/PVA nanocomposite at 5% gave the highest ΔE value (11.66). Mechanical measurements (tensile strength and elongation) revealed the efficiency of MPSNP/PVA nanocomposite at 5% in the treatment of the aged dyed paper samples. The treated sample with the mentioned material gave tensile strength and elongation values of 84.8 N/nm2 and 1.736%, respectively. In contrast, the treated sample with CNF/PVA nanocomposite at 1% gave the lowest tensile strength and elongation values 38.2 N/nm2, and 1.166%, respectively. FTIR analysis revealed an increase was noticed in the CH2 stretching band (refers to the crystallinity of cellulose), where the intensity of the treated sample with MPSNP/PVA nanocomposite was at a 5% increase compared to the control sample. The FTIR results supported the results of mechanical measurements. The intensity of the CH2 stretching band, which refers to the crystallinity index of cellulose, was increased with the use of MPSNP/PVA nanocomposite at 3% and 5%, which explains the improvement in mechanical properties. This may be due to the nano-mineral particles, which improve the mechanical properties. Additionally, they reduce the effect of accelerated thermal aging on the cellulosic fibers and give them stability. The detailed analysis of analytical methods used for evaluation revealed the novelty of MPSNP/PVA nanocomposite, especially at 5%. It has a potential role in strengthening and improving different properties of the dyed paper manuscripts with madder extract.
Similar content being viewed by others
Explore related subjects
Find the latest articles, discoveries, and news in related topics.Introduction
Several libraries, museums, archives, and stores contain different dyed paper manuscripts. Paper is one of the most common materials used to transfer knowledge and cultural heritage1, whereas paper manuscripts are an essential part of the cultural and economic progress of humanity2. Paper is essentially composed of cellulose fibers, which are constituted of repeating β-d-glucopyranose units bonded together by a β-glycosidic bond to form a highly ordered structure1,3. The formed long chain is connected to additional hydrogen bond chains that give paper fibers their strength3. Fine bundles of cellulose molecules are formed, which are then joined to form fibers3.
Dye is defined as a color additive material able to transmit its color to substrates such as paper from chemical interaction with substrates4. Natural dyes are extensively used in dying historical paper manuscripts5. Dyes were used in Persian manuscripts in order to dye the paper support and to give some shades to specific details in miniatures5. Madder (Rubia tinctorum) is one of the oldest and most frequently natural dyes used in traditional dyestuffs known to man6. Additionally, madder was the main vegetable red dye in ancient Egypt7,8, where R. tinctorum was cultivated and used as far back as the Bronze Age6. Alizarin is considered to be the major dyeing component in the madder plant and effective dyeing species in madder9,10,11. Madder extract was used to dye cotton, linen, wool, and silk and the HPLC analysis of the extract showed the presence of salicylic acid, quercetin, ellagic, and benzoic acid as the main compounds12.
Unfortunately, natural dyes are less light stability and less permanent5, especially in uncontrolled environmental conditions. There are many dyed paper manuscripts in museums, libraries and archives that suffer from unsuitable environmental conditions that can lead to brittleness13.
Embrittlement is considered one of the most common signs of deterioration for dyed and non-dyed paper manuscript collections caused by factors that lead to the weakness of these manuscripts14. There are more reasons that lead to the embrittlement of paper, specially dyed with sensitive natural dyes. Paper is an organic material and unfortunately, it is under the action of many degradation factors: physical, chemical, biological, or social lead to its embrittlement and other signs of deterioration such as fungi growth, attacked by insects, losing the sizing agent, and other2,13,15. The lignocellulosic composition of paper is a suitable material for microbial growth, causing irreversible damage to paper manuscripts and artifacts1. Historical papers often have endogenously degraded paper areas15. The oxidation of additives used during the paper-making process can act as catalysts for acidic hydrolysis1. Paper made of low quality can lead to oxidation, which damages the paper fibers16.
The usage of alum-rosin sizing in paper-making has been identified as the main reason for the degradation of paper17. That is because the standard aluminum compounds used in paper-making hydrolyze with the release of acidity, and acidic conditions are recognized to promote degradation of cellulose, decreasing its degree of polymerization18.
The natural lignin in the paper composition, accelerates the rate of cellulose disintegration, especially in sunlight or industrial light, causing the paper to yellow, fade or darken due to the absorption of harmful UV rays19,20. Moreover, it also causes dehydration and brittleness21. Acidity derived from different sources is one of the most important causes of paper fragility, where acidic hydrolysis glycosidic bond scission inside the fibers occurs, producing a significant decrease in paper mechanical properties1. Further, polluted atmospheres contain acid, which can entire the fiber with low-density, and amorphous regions resulting in cutting the polymer chain via hydrolysis18.
Aging processes in paper cause yellowing and loss of strength, in which the most prominent response is the hydrolytic degradation of the cellulose macro-molecules22,23. The accelerated aging of papers of pure cellulose with low initial pH and degree of polymerization affects embrittlement, with a considerable loss of paper strength18. The natural dyes are more sensitive to most treatment materials such as organic solvents, toluene, ethyl alcohol, and others, which lead to the fragility of the treated paper manuscripts24. Inappropriate temperature, light, relative humidity (RH), air-pollutants and handling storage can lead to brittleness to paper materials25. Light leads to a great deal of damage for dyed manuscripts, where the light leads to yellowing and disappearance of some dyes and inscriptions and weakening of the paper manuscript’s components3,26.
Therefore, the conservation and restoration of dyed paper manuscripts refer to the series of operations taken to extend their lifetime by protecting them against deterioration factors, or by repairing the degradation they underwent2,13. Conservation treatments are necessary in order to preserve the degraded paper artworks to preserve their artistic and historical values and protect these paper manuscripts from deterioration, preserve the integrity of the paper, and increase its durability1,27. Accordingly, the consolidation of fragile dyed and non-dyed paper artworks is a necessary process2,27.
The paper manuscript is partially or totally covered with different consolidation materials, in order to achieve the following objectives; increase the mechanical properties of paper sheets, prevent ink bleeding on the historical paper's surface, give strength under acids action and at oil penetration, and decrease penetrating and sticky dust on historical paper surfaces2.
Some different materials have been previously used in the consolidation process of historical paper manuscripts. Cellulose derivatives such as sodium chloride of carboxy methyl cellulose (CMC), methylcellulose (MC)28 and hydroxy propyl cellulose (HPC)29,30 are yet the most common consolidants for paper manuscripts2. Additionally, several natural materials such as Funori have been used to consolidate paper manuscripts31,32.
Unfortunately, the consolidation process by cellulose ether materials has some disadvantages such as the poor improvement of the mechanical properties of treated paper2. The consolidation of paper by chitosan led to high color changes and a reduction of pH measurements for the treated paper13.
Keeping in mind all these facts and for avoiding the previous disadvantages, an innovative consolidation strategy for degraded historical dyed paper is presented based on the application of Nano composites. Composite materials are commonly preferred in different applications these days33. Nanocomposites display distinctive properties due to the nano-metric size effect, compared to conventional composites34. Hybrid materials are characterized by chemical stability and good abrasion resistance, where inorganic–organic hybrid materials can obtain properties that purely inorganic or organic materials cannot give35.
Nano-sized materials have become very common in the conservation of historical and cultural heritage, and numerous have been used for the consolidation of paper manuscripts and textiles36,37,38. Nano-crystalline celluloses are the ideal materials for the conservation and restoration of historical paper manuscripts, where nano-cellulose is characterized by a high affinity for the cellulose fibers as in paper because they are composed of the same biomaterial, cellulose27.
Nano-crystalline cellulose is characterized by nontoxicity and minimal environmental hazard, biocompatibility, biodegradability, huge surface area, optical transparency, high level of crystallinity around (54–88%), excellent stability and display of unique mechanical and thermal properties1,27,33. Additionally, cellulose nano-crystals are frequently used in the information of nano-composites, where they are extremely efficient in nano-composite formers27. Accordingly, this nanomaterial has different applications in numerous fields due to its unique properties1,27. Furthermore, they provide the most homogeneous layer, which effectively protects paper from mechanical changes caused by changes in relative humidity27. Consequently, nanocrystalline cellulose was chosen as the main material in the nanocomposites of this study for consolidation of the historical dyed paper manuscripts15,37.
Colloidal nano-silica is characterized by non-toxicity, cheapness, easily, and largely availability39. Additionally, it has consolidating properties for paper together with alkaline nature39. Moreover, nano-silica (SiO2) has been effectively used in the consolidation process of painting and pigments40.
PVA reinforced with nano-silica and nano-cellulose nanocomposites were synthesized by Ching et al.41 and increased in tensile strength primarily due to added nanocellulose and the mobility restriction of the PVA/nanocellulose composites due to the increase of nanosilica particles content. Tanpichai et al.42 mentioned that the addition of nano-cellulose increases the formation of hydrogen bonding within the paper, resulting in the improvement in the mechanical properties of the treated paper. Due to the characteristics of CNFs, they are used as reinforcement in composites and as CNF-polymer hybrid materials43.
Given the above-described advantages of nano-crystalline cellulose, nano-silica, and PVA materials, the use of some nanocomposites in conservation treatments of historical dyed paper artwork is presented, using nanocomposite from PVA with nano-cellulose and PVA with nano-silica.
Materials and methods
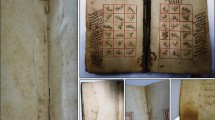
This study has complied with relevant institutional, national, and international guidelines and legislation. This study does not contain any studies with human participants or animals performed by any of the authors, where the survey study was carried out by the researchers on a deteriorated dyed manuscript entitled "DiwanShaar" (Fig. 1) returns to the poetry collection in Persian, which includes the Eastern-Persian language group. It's Public no. 4 and housed at the Central Library of Alexandria University, Egypt. The visual assessment for the studied manuscript revealed that this manuscript was dyed with madder dye and has different signs of deterioration, especially embrittlement and other as fading of the dye used, tears, and insect damage due to unsuitable conditions.

Deteriorated dyed paper manuscript at the central library of Alexandria University; (A) the paper manuscript with dyed leather bookbinding; (B,C) Some dyed paper sheets with madder and presence of different deterioration signs such as fading, tears, insect damage and other. Photos were taken by the co-author Mostafa Abdel-Hamied.
Modern paper samples and madder dye
Whatman filter paper (100% of pure cotton fibers, no. 4 was Model quantitative filter Whatman ashless, grade 41 paper diameter 55 mm was used in this study. The roots of madder (Rubia tinctorum) were purchased from Harraz (Agricultural, Seeds Medicinal plant Company). The collection of madder roots has been done under the permission of the Department of Conservation, Faculty of Archaeology, Cairo University, Egypt.
Extraction method of madder dye from dried roots
The extraction method of madder dye from the dried roots was performed5,6. Briefly, the non-essential materials have been removed by hand from the madder roots, then the dried madder roots (Fig. 2A) were excellently powdered down in pounding mills (porcelain mortar) until reaching the fine powder form (Fig. 2B–D). The ground madder powder was soaked in distilled water into glass beaker (Fig. 2E) for 24 h according to this ratio (40 g plant material: 800 ml distilled water). After soaking, the dyeing fluid was boiled in a water bath on a hotplate (Fig. 2F) for 1 h with stirring. This step aims to extract the dye from the madder solution. The temperature was measured during the extraction process and fixed at 70 °C. The dyeing liquor was left, in order to reduce temperature and reach room temperature. The dyeing liquor was filtered by Whatman Filter Paper in order to remove the insoluble residues. After filtration, the final dye extract (Fig. 2G) is ready for the dying process of paper samples.

Extraction steps for the dried madder roots. The dried madder roots (A); The grinding process for the dried madder roots in porcelain mortar (B,C); The fine powder from madder roots (D); The final aqueous extract from the dried madder roots (E–G).
Dyeing process of paper
The dyeing process with madder dye for the paper was performed6. After preparation of the final aqueous madder dye, it was put in the dye bath (Fig. 3A). Alum solution (10%) as mordant was added to the dye at 60 °C for 30 min. Mordants such as aluminum and alum were often used to fix the colors of dye extract during dyeing and to improve the color fastness of dyes5. The paper sheet was immersed in the dye bath (Fig. 3B,C) and the heat was maintained at 70 °C for 1 h. In Islamic countries, the dying process of paper was usually performed by immersing prepared paper sheets in dye solution5. After a detected time, the dye extract was then allowed to cool down and paper sheets were removed from the dye bath using tweezers (Fig. 3D) and left for drying at room temperature (Fig. 3E).

Dyeing process for Whatman paper; (A) The final aqueous madder dye in dye bath, (B,C) Immersion of paper sheets in the dye bath, (D) Removing of paper sheets from the dye bath by tweezers, (E) Drying of the dyed paper sheets in room temperature.
Preparation of nano-sized composites
Synthesis of cellulose nano-fiber (CNF)
The preparation of CNF was performed44 as follows: 50 g of cellulose of micron-size milling first in kitchen blinder for 10 min after soaking in water for 2 h then put air dry cellulose into stainless steel drum of 10 cm diameter. 250 g of silicon cribbed balls of 0.1 cm diameter were put in the same drum with cellulose and milling for 2 h at the speed of 5000 rpm using a ball mill instrument manufactured by photon company model of S220.
Synthesis of CNF/PVA nanocomposite
Synthesis of CNF/PVA nanocomposite is achieved in two steps; the first step is the synthesis of CNF by top-down techniques using the ball mill method. The second one is a hybrid polymer with CNF using the Sono-chemical method. 10 g of CNF added to 100 ml dissolved PVA in a beaker of 250 ml capacity and put into ultrasonic prop device manufactured by heister company model of S400 for 1 h at 60 kHz.
Synthesis of mesoporous silica nanoparticles (MPSNP)
MPSNP was synthesis by Vazquez and Inglesias method45 and Khalaf et al.46. Tetraethyl orthosilicate (TEOS) was used as an alkoxides precursor, while water and ethanol were used for hydrolysis of TEOS. In addition, cetyl tri ammonium bromide (CTAB) was used as a surfactant, and ammonia was used as a catalyst. However, a mixture of ethanol, doubled distilled water, ammonia and CTAB were stirred for 20 min, then a drop-wise of TEOS was added with a molar ratio of 1 TEOS:20 EtOH:45.6 H2O:10.4 NH4OH: 1 CTAB with continuous stirring for 4 h under room temperature until obtaining a white precipitate. Finally, the calcination process of the precipitate was set at 550 °C for 3 h.
Synthesis of MPSNP/PVA nanocomposite
MPSNP/PVA nanocomposite was synthesized by the sonochemical method. However, 1 g of prepared MPSNPs were added to 50 ml of PVA solvent in DMF and subject to ultrasound with the condition of cycle 0.4 and amplified 50% for 1 h until the homogenous white mixture was obtained, which air dry until white sheet obtain. Finally, the white sheet was milled using a ball mill for 2 h.
Consolidation process of aged dyed paper sheets
The dyed paper samples were consolidated by immersion technique in the prepared consolidation composites (Fig. 4) according to Rushdy et al.13 with three different concentrations of 1%, 3%, and 5%. The immersion method is commonly used in the consolidation process of experimental paper samples. The consolidation process was performed at the laboratory of the Conservation Department, Faculty of Archaeology, Cairo University, Giza, Egypt.

Consolidation process of aged dyed paper strips with prepared nanocomposites at different concentrations; (A,B) Immersion of the aged dyed strips in the prepared consolidants; (C) Removing the paper strips by tweezers after saturation and removing the excess from consolidants; (D) The treated paper strips before drying.
Accelerated thermal ageing for dyed paper
The untreated and treated dyed paper samples were subjected to accelerate thermal ageing at 105 °C for 6 days according to Ardelean et al.47. In this process the oven (FN 500-Germany) at the laboratory of Conservation, Faculty of Archaeology, Cairo University, Giza, Egypt.
Analytical techniques used
Scanning electron microscope (SEM)
Scanning electron microscopy (SEM) was used to visualize the composites nanoparticles and investigate their morphology. SEM images were taken using a Zeiss LEO Supra 55VP Field Emission and SEM Zeiss 1530. For sample preparation, composite nanoparticle suspensions were diluted 10 times with their dispersion medium, and then, a drop of the diluted nanoparticle suspension was directly deposited on a polished aluminum sample holder. Samples were dried under a vacuum. Samples were then coated in gold using EMITECH K450X sputter coater48.
On the other hand, the investigation of the surface morphology was performed on the aged un-treated, treated, and aged treated dyed paper samples by scanning electron microscope (SEM) in order to examine the changes in the surface morphology of the treated samples before and after artificial accelerated thermal aging and to evaluate the changes in the paper fibers which occurred as a result of the accelerated artificial aging process.
Transmission electron microscope (TEM)
TEM images were taken on TEM FEI Tecnai F20. For the measurements, the composite nanoparticle suspensions were diluted 10 times with their dispersion medium, and then, a drop was directly deposited on a 400-mesh copper grid and allowed to dry inside a desiccator for 24 h48.
Dynamic light scattering analysis (DLS)
Particle size measurements and size distribution of the composite nanoparticles were studied by dynamic light scattering technique (DLS) using a dynamic light scattering particle size analyzer Horiba LB-550 apparatus equipped with a diode laser with a wavelength of 650 nm and working at an angle of 90° and temperature 25 °C. The analysis was performed right after the preparation of the nanoparticle dispersions according to Ali et al.48. The zeta potential and size distribution of nano-TiO2 before and after modification were determined by the DLS method by using an SZ-100 Zetasizer (Malvern). Before, the samples were dispersed in distilled water according to Nguyen et al.49.
X-ray diffraction analysis (XRD)
XRD patterns were taken from the samples on a Siemens D5000 powder diffractometer (Germany) with 2θ in the range of 2°–80° and CuKα radiation (45 kV, 40 mA, λ = 1.5407° A)49.
Atomic force microscope (AFM)
The investigation of the surface topography of the prepared nanoparticles was achieved using a 2D and 3D Atomic Force Microscope at Faculty of Nanotechnology for Postgraduate Studies, Sheikh Zayed, Cairo University, Giza, Egypt. The technical information of AFM equipment are: AFM 5600LS, Agilent, Santa Clara, CA, USA. The sample preparation for AFM investigation was performed according to Elfaky et al.50.
Fourier transform infrared spectroscopy (FTIR)
The FTIR of the treated and aged treated dyed paper samples with nano-composites was done by Nicolet 380 FTIR Spectrometer device found at the National Institute of Standards (NIS), Haram, Giza, Egypt. The analysis was performed at a wavenumbers range from 400 to 4000 cm−151,52,53.
Color change by spectrophotometer
The changes in the surface appearance of the paper samples before and after the aging process were determined by colorimetric measurements carried out by an Optimatch 3100® from the SDL Company. The measurement was done according to Bergamonti et al.1 and Abdel-Maksoud et al.54, where at least 7 regions of a few mm2 in the area were examined and averaged on each paper sample, using five samples for each treatment to determine the total color difference ΔE55. It should be mentioned that all measurements were made before and after treatment compared to the control sample (aged un-treated dyed paper sample).
where, in CIELab notation, ΔL* is the change of lightness L*, Δa* and Δb* are the changes of the colorimetric coordinates a* and b* (red/green and yellow/blue opponent colors)1.
The colorimetric coordinates L*, a*, and b* of the CIE L*a*b* color space were used to express color change. The CIELAB color space is organized in cube form. The L* axis runs from top to bottom. The maximum for L* is 100, which represents white. The minimum for L* is zero, which represents black. The a* and b* axes have no specific numerical limits. Positive a* is red. Negative a* is green. Positive b* is yellow. Negative b* is blue. The effect of accelerated thermal aging for 7 days on the change in color parameters (L, a, and b) of untreated and treated dyed paper samples was studied.
Mechanical properties measurement
The mechanical properties (tensile strength and elongation) of the treated samples before and after the aging process were studied using the dynamometer produced by SDL ATLAS, H5KT at National Institute for Standards (NRC), Haram, Giza, Egypt. The measurement was performed with the following technical information: an average speed of 25 mm/min, the space between the device’s jaws was 5 cm; the width of the sample measured 3 cm and the length was 15 cm. An average of five measurements of each sample were taken for tensile strength and elongation. It should be mentioned that all measurements were made before and after aging compared to the control sample. It is the crunching force at which a strip of paper breaks off and is wide 1.5 cm, and the tensile strength in the longitudinal direction is greater than in the transverse direction, due to the arrangement of the fibers in the longitudinal direction with a density greater than the transverse direction.
Statistical analysis
Results of mechanical and color changes were statistically analyzed with analysis of variance (ANOVA) using SAS software (SAS Institute, Release 8.02, Cary, North Carolina State University, Raleigh, NC, USA)56.
Results and discussion
Analytical techniques used for characterization of the prepared MPSNP/PVA nanocomposite
Morphology characteristics by TEM (Fig. 5a) illustrate the spherical to sub-spherical shape with sharp edges of MPSNP/PVA nanocomposite with homogenous in shape and size. Additionally, the good desperation of the prepared composite nanostructure was noticed. AFM images (Fig. 5b,c) illustrate the spherical to sub-spherical shape with sharp edges of nano-composite with homogenous in shape and size. Identification characteristics of MPSNP/PVA nanostructure by XRD (Fig. 5d) illustrate the formation of the MPSNP/PVA nanostructure without any secondary products from synthesis methods and the amorphous nature of silica nanoparticles. The XRD pattern (Fig. 5d) showed the excellent purity of the prepared MPSNP/PVA nanocomposite, where the characteristic peaks of MPSNP/PVA nanocomposite was present without any secondary products from the synthesis method. The size of MPSNP/PVA nanocomposite characteristic by DLS (Fig. 5e) illustrates the size of MPSNP/PVA nanocomposite at about 50 nm which is compatible with TEM and AFM results.


Analysis of MPSNP/PVA nanocomposite; (a) TEM image; (b,c) AFM images; (d) XRD pattern; (e) DLS.
Analytical techniques used for characterization of the prepared NCF/PVA nano-composite
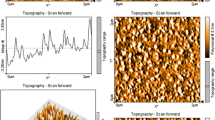
The image obtained from TEM (Fig. 6a) showed that the prepared nano-composite has the nano fibrous shape with a size of 17.3–56.4 nm. The AFM images, as shown in Fig. 6b,c, showed the nano fibrous shape of the prepared nano-composite, with a maximum height of 13.5 nm. Additionally, it was shown that a high degree of homogeneity of cellulose nanofiber. The XRD pattern (Fig. 6d) showed the characteristic peaks at 2θ = 14.3°, 15.8°, and 22.5°. The obtained results from XRD analysis revealed the high crystallinity of the prepared nano fibers. The Zeta potential of the prepared nano-composite illustrated in Fig. 6e, showed the high zeta potential value at − 10.1 mV.


Analysis of NCF/PVA nanocomposite; (a) TEM image; (b,c) AFM images; (d) XRD pattern; (e) Zeta potential.
Analytical techniques used for evaluation of the untreated, treated and aged treated paper samples
Surface morphology of aged dyed paper samples by SEM
Original cotton fibers have a diversity of distinct characteristics, the fibers are smooth with a twisted structure in addition to the parallel natural folds in the direction of the fibers. Scientifically, the typical diameter of cotton fiber ranges from 11 to 22 μm57. In contrast, after aging, the micro-fibrils of the primary wall were destroyed as shown in (Fig. 7A).

SEM micrographs of the untreated, treated, and aged treated samples with NCF/PVA nanocomposite; (A) aged untreated samples; (B) treated sample with 1% before aging; (C) aged treated sample with 1%; (D) treated sample with 3% before aging; (E) aged treated sample with 3%; (F) treated sample with 5% before aging; (G) accumulation of polymer on the paper surface; (H) aged treated sample at with 5%; (I) presence of cracks within the accumulated polymer on the surface.
SEM for treated samples with NCF/PVA nanocomposite
The SEM image of the aged untreated dyed paper sample (1000×) (Fig. 7A) showed that the fibers appeared incoherent with gaps between them. This result is consistent with58 who noticed some deterioration with the aged untreated sample. We can also note that the fibers are relatively compressed, which may be the result of accelerated aging processes that reduce the proportion of physically adsorbed water on the walls of the cellulose fibers59.
The SEM micrograph (Fig. 7B) for the treated sample with nano-composite at 1% before aging showed a good material coverage and fiber coherence, and perhaps because of the low concentration, the consolidation material is penetrated into the cells of cellulose fibers and not just coated on the surface. The SEM micrograph (Fig. 7C) for the treated sample at 1% after aging revealed the separation of fibers due to the water loss and exposure to high temperatures under the impact of accelerated aging, which cause the fibers to separate and form gaps57,58.
Moreover, it was noticed that the thickness of the cellulose fibers increased with accelerated industrial aging. This may be attributed to the ability of the heat of aging to facilitate and speed up the movement of the reinforcement solution into the fibers, which led to an increase in the internal saturation of the fibers with the reinforcement solution60.
SEM of the treated sample with a concentration of 3% before aging (Fig. 7D) showed formed film apparently filling the pores among cellulose fibers27. Additionally, it was noticed from the SEM image of the treated sample at 3% that the nano-composite was absorbed by paper's fibers and appeared full from the inside, not external deposition which referred to the good penetration. Moreover, the fibers were more connected without the interstitial spaces. The SEM image (Fig. 7E) of the aged treated aged sample at 3% showed that the fibers started to separate slightly and also the presence of gaps.
SEM image (Fig. 7F,G) of the treated sample at 5% before aging showed the formation of a thin layer from the used nano-composite on the external surface. Additionally, the roughness of the surface was noticed. Moreover, the paper's fibers became hidden under the used consolidation material. The SEM micrographs (Fig. 7H,I) of the aged treated sample with nano-composite at 5% explained the behavior of treated dyed paper against thermal aging, where different gaps were observed with the paper and a weak cohesion with fibers was also noticed. Additionally, the presence of different kinds of cracks within the accumulated nano-composite layer was noticed.
It can be said that the investigation with SEM of the cotton paper samples treated with consolidation materials has shown an improvement in the surface morphology of the cellulose fibers in comparison with the control sample.
SEM for treated samples with MPSNP/PVA nanocomposite
The SEM image of the aged untreated dyed paper sample (1000×) is shown in Fig. 8A). The treated sample with the prepared MPSNP/PVA nanocomposite at 1% before aging (Fig. 8B) showed that the fibers' coherence and good material coverage, as the fibers were supported due to the used nano-composite settled in some gaps causing an increased coherence of the fibers. SEM image of the treated sample at 1% after aging (Fig. 8C) showed some gaps and spaces between the fibers, which may be due to the exposure to high temperatures under thermal aging.

SEM micrographs of the untreated, treated, and aged treated samples with MPSNP/PVA nanocomposite; (A) aged untreated samples; (B) treated sample 1% before aging; (C) aged treated sample at 1%; (D) treated sample 3% before aging; (E) aged treated sample at 3%; (F,G) treated sample 5% before aging; (H,I) aged treated sample at 5%.
The SEM micrograph of the treated sample at 3% before aging (Fig. 8D) showed fiber coherence and good material coverage. The fibers were supported due to the settlement of the used nano-composite in some gaps, causing an increased coherence of fibers. SEM micrograph of the aged treated sample at 3% (Fig. 8E) showed the presence of paper fibers without any changes which referred to the resistance of this treated sample at 3%.
The SEM micrographs for the treated sample at 5% before aging (Fig. 8F,G) showed the presence of a thin layer on the outer paper surface which may be due to the high concentration and difficulty of the penetration inside the paper's fiber. Additionally, from the SEM micrograph, it was noticed the crystal shape of silica. The SEM images of the treated sample at 5% after aging (Fig. 8H,I) showed the penetration of the reinforced material into the paper, which helped to improve the appearance of the surface and fill the gaps. This may be due to the heat of aging by increasing the interaction between the cellulose fibers and the treated material.
Measurement of color change
For the L value, the data obtained in Table 1 showed that the aged dyed treated sample with CNF/PVA nanocomposite at 5% gave the highest value (82.04), while the lowest value (74.64) was obtained from the treated sample with MPSNP/PVA nanocomposite at 5%. Table 1 refers to the artificial aging of treated paper sample CNF/PVA nanocomposite at 5% the lightness index increased (82.04), which confirms more lightness of dyed paper. On the other hand, the lowest percentage (74.64) was obtained from the treated sample with MPSNP/PVA nanocomposite at 5% as shown in Table 1.
For the a value, the data obtained in Table 1, noticed that the aged dyed treated paper sample with CNF/PVA nanocomposite at 5% gave the lowest value (7.49), which means that there is an effect of this substance on the dyed paper over time compared to the treated sample before treatment (12.22). In contrast, the treated sample with CNF/PVA nanocomposite at 3% gave the highest value (11.56).
For the b value, the treated paper sample treated with CNF/PVA nanocomposite at 5% gave the lowest value (13.23). The highest value (19.03) was obtained from the treated paper sample with MPSNP/PVA nanocomposite at 5%.
For the total color differences (ΔE), the data obtained in Table 1 show the change in ΔE of all aged treated paper samples in different series as a result of heat aging. A slight difference in the ΔE value between the treated dyed paper and aged treated paper samples was observed. This result may be due to the durability of cellulose under heat aging. As the unit of cellulose has groups that absorb heat, the internal, and external chromophoric impurities or additives are able to induce its thermal degradation61,62,63. The thermal-degradation processes involved in cellulose are main chain scission, de-hydroxylation, dehydromethylation, and dehydrogenation, which resulted in to form of several free radicals that cause the degradation and yellowing of cellulose64,65,66,67.
The aged treated sample with CNF/PVA nanocomposite at 5% gave the highest ΔE (13.97). This result referred to the low resistance against accelerated thermal aging. Through the results, we find that paper coated with MPSNP/PVA nanocomposite (1%, 3%, and 5%) showed similar ΔE values before and after thermal ageing, but the 5% concentration was the best of them relative where it recorded a color change value 7.35. After aging, the latter total color change is less than strong perceptible differences. Therefore, we can conclude that the addition of MPSNP to PVA material contributed to the enhancement of resistance against accelerated thermal aging compared to CNF.
Previously, it mentioned that the relationship between ΔE and degree of color change was divided in to ΔE < 0.5 (very small difference), ΔE < 2 (small difference), ΔE < 3 (very perceptible difference), ΔE < 6 (perceptible difference), ΔE < 12 (strong difference) and ΔE > 12 (different color)68,69. According to the previous relationship, it can be said that the acceptable ΔE value (5.22) in the current study was obtained from the treated sample with MPSNP/PVA nanocomposite at 5% before aging. In contrast, the two nano-composites treatments, especially at 1% gave a strong difference in color (∆E < 12).
Measurement of mechanical properties (tensile and elongation)
Table 2 shows that the mechanical strengths of the treated paper samples were highly affected by the treatment with both mixtures MPSNP or CNF/PVA nanocomposites at all concentrations. The data obtained (Table 2) show that incensement of the tensile strength of all treated paper samples with two nano-composites compared to the control sample (aged un-treated sample), which was recorded (35.2 N/mm2).
The treated sample with MPSNP/PVA nanocomposite at 5% before aging gave the highest tensile value (84.2 N/mm2). In contrast, the treated sample with CNF/PVA nanocomposite at 1% before aging gave the lowest value (38.2 N/mm2), where this treated sample recorded a slight increase in tensile value compared to the control sample (35.2 N/mm2). Additionally, the treated samples with CNF or MPSNP/PVA nanocomposites at 3% before aging gave a moderate increase in the tensile value. The decrease in tensile value for all treated samples with two prepared nanocomposites, but still, a good value compared to the value of the control untreated sample. The treated sample with MPSNP/PVA nanocomposite at 5% gave the highest value (79.7 N/mm2). This result referred to the good resistance against heat aging.
By comparing the previous data, it was found that the best result was obtained from the treated sample with MPSNP/PVA nanocomposite at 5%. Additionally, after aging, it became (79.7 N/mm2), which gives strength to fibers with aging. The dramatic increase of mechanical tensile can be attributed to the unique structure of mesoporous silica nanoparticles, which can function as an effective carrier for PVA, which contributed to the impregnation of the fibers with the PVA solution, which led to an increase in the tensile strength to high rates as compared to the results of CNF with PVA. Furthermore, the mesoporous silica nanoparticles are complex, consisting of organic templates (such as acetyl tri ammonium bromide) this leads to a rich variety of the construction of organized composites across PVA with complex morphologies of mesoporous silica70. Additionally, this improvement was actually attributed to the filling of voids between cellulose fibers by the consolidant used71.
An increase in the elongation value (Table 2) of all the treated samples was found compared to the control sample, which was recorded (0.77%). This result referred to the efficiency of all tested treatments in increasing the mechanical properties of aged paper, but the treated sample with MPSNP/PVA nanocomposite at 5% gave the highest value (1.736%). On the other hand, the treated sample with CNF/PVA nanocomposite at 1% gave the lowest elongation value (1.16%). The previous result showed the low efficiency of the treatment with CNF/PVA nanocomposite at 1%.
The previous results showed a positive linear relationship between both tensile strength and elongation; even after the aging, the mechanical properties of the aged treated paper were higher than those of the control (untreated) sample72,73. This means increasing the fiber bonding and consequently increasing the hydrogen bonding between fibers69. This result was confirmed by the FTIR analysis mentioned below. Scientists have attempted to improve and recompense for the mechanical properties that has been lost in deteriorated paper manuscripts by strengthening the hydrogen bonds between the weak fibers. In order to achieve this process, they used natural and synthetic polymers to improve the lost mechanical properties57,71.
Fourier transform infrared analysis (FTIR)
In order to evaluate the treatment with the prepared nanocomposites in the consolidation process of dyed paper samples, the characteristic function group of paper must be illustrated. The characteristic function groups of paper are O–H stretching broadband; C-H stretching vibration band; C = O unconjugated band; C = O conjugated and H–O-H; CH2-COH and C-O, which were listed in Table 3.
Treated samples with CNF/PVA nanocomposite
The FTIR spectra of the control sample (aged untreated sample) (Fig. 9) showed the oxidation process of this sample, where C=O group was noticed at around 1620–1664 cm−1 which referred to oxidation of the cellulose in the accelerated aging ovens75. The results of ATR-FTIR analysis (Table 4, Fig. 9) for the treated paper samples with CNF/PVA nanocomposite at different concentrations before and after accelerated thermal aging compared to the control sample revealed that treatment caused very slight changes which occurred in the cellulose water content, polymerization and crystallization levels, and these changes are summarized as follows:

FTIR spectra of samples treated with CNF/PVA nanocomposite.
Before ageing: in the spectrum breadth of stretching O–H (3269–3336 cm−1), due to the effect of the used consolidation material on the cellulose water content. As it increased at the concentration of 3% before aging at 3344 cm−1, which indicated the occurrence of hydrolysis, because of the presence of hydroxyl groups in the structure of the treated materials. While it decreased at the 5% concentration before aging at 3330 cm−1.
From the cellulose supramolecular structure point of view, the spectrum part between 3700 and 3000 cm−1 (where the hydrogen bond formation could be observed) is from the most interesting spectrum parts76. According to the information presented in Fig. 9 and Table 4, the overall development of hydrogen bonding within cellulose of dyed paper samples has been investigated. The FTIR spectra of the treated paper sample at 3% (Fig. 9) shows a clear increase in O–H stretching broadening at 3344 cm–1, while a slight decrease in O–H stretching broadening in the treated sample at 5% at 3330 cm−1 before ageing was found. In the absorption intensity of the O–H stretching, a slight increase occurred in the treated sample at 3% which recorded 86.8%, while the control sample recorded 86.3%. This is may be due to the characteristic of NFC, where its addition to the nanocomposite led to formation of hydrogen bonding within paper42.
After ageing: by comparing the wavenumbers of the spectrum breadth of stretching O–H for all treated samples at different concentrations after ageing, it was observed that the wavenumber of O–H decreased in both concentrations at 1%, and 3% with 3322 cm−1, and 3336 cm−1, respectively. The slight decrease in the broadening of O–H stretching band confirms the breakdown of some of the hydrogen bonds69,77. On the other hand, the aged treated sample at 5% gave a slight increase with 3341 cm−1. The most noticeable change was in the 1% concentration after aging which recorded 3322 cm−1, which indicated a loss in water content due to thermal aging.
In the absorption intensity of the C–H stretching (2918 cm−1), due to the slight change in the water content of the paper cellulose, a slight decrease occurred in all the concentrations of the treated samples with CNF/PVA nanocomposite. In the absorption spectrum of the C=O stretching (1694 cm−1), which indicates the oxidation of cellulose, a slight decrease was noticed in all samples even after aging. Additionally, a very slight change in C–H bending (1429 cm−1) or C–O stretching (1028 cm−1)58.
Treated samples with MPSNP/PVA nanocomposite
The data obtained (Table 5, Fig. 10) showed that O–H stretching we observe in concentration 1% before aging the intensity decreased is the result of loss of water molecules 82%. While after aging of 1% the intensity increased to be 86.9%, which indicates the occurrence of hydrolysis. With a concentration of 3% before aging, a slight loss in water molecules occurred. However, after aging, peaks moved to 3337 cm−1 and intensity increased to be 87.3%, which means there is hydrolysis. Before aging of 5%, the peaks moved to 3329 cm−1, and decreasing in the intensity is noticed 84.7%, which means a loss in water molecules. Also, it significantly decreased to 78.7% after aging.

FTIR spectra of samples treated with MPSNP/PVA nanocomposite.
By comparing the wavenumber of O–H stretching for all treated samples at different concentrations before and after ageing, it was noticed an increase in the wavenumber for both treated samples at 3%, and 5%. The wavenumber of OH for the treated sample at 3% increased from 3335 cm−1 to 3337 and from 3329 cm−1 to 3338 cm−1 for the treated sample at 5%. This result confirmed the results obtained from mechanical properties, where the obtained result showed increase the fiber bonding and consequently increasing the mechanical properties. In contrast, the wavenumber of OH stretching for the treated sample at 1% decreased from 3338 cm−1 to 3332 cm−1. The decrease in the broadening of O–H stretching band for the treated sample at 1% referred to the breakdown of some of the hydrogen bonds69,77.
The C=O of 1% concentration before aging, the oxidation decreased (1643 cm−1, 89.2%). After aging the intensity slightly rebound to the standard sample (93.2%). In 3% before aging, the wavenumber is (1640 cm−1) and intensity slightly decreased (93%), which indicates the oxidation is less. However, after aging, the wavelength is (1646 cm−1) and the intensity increased to 95.8%, which means cellulose has been oxidized. Before aging of 5% concentration, the absorption moved to 1630 cm−1 and intensity decreased to became (91.4%). Furthermore, after aging, the beak became 1650 cm−1 and intensity significantly decreased compared to the control sample (85.5%), which indicates the oxidation will be less with aging.
The concentration of 1% before aging, its intensity in CH2 decreased (87.8%), while after aging the intensity slightly increased compared to the control sample (91.8%). In 3% concentration before aging, the intensity slightly decreased (91.5%), while after aging the intensity significantly increased (94.2%) that associated with an increase in the amount of crystalline structure of cellulose. The intensity of 5% before aging decreased (90.6%). Additionally, after aging decreases (87%), that means the crystallinity of cellulose will decrease with aging74.
Conclusion
Herein, the consolidated materials were used as hybrid mixtures to improve dyed paper samples. As both nano-cellulose and nano-silica were mixed with PVA, different analytical methods were for the evaluation of the dyed paper before and after thermal aging. The results of the analytical techniques revealed that the treatment with the hybrid material, MPSNP/PVA nanocomposite at 5%, gave the best results in treating the dyed paper samples. Further, we recommend using MPSNP/PVA nanocomposite at 5% to consolidate the damaged dyed paper manuscript, where it proved its efficiency in the consolidation process.
Data availability
All data generated or analyzed during this study are included in this published article.
References
Bergamonti, L. et al. Ag-functionalized nanocrystalline cellulose for paper preservation and strengthening. Carbohydr. Polym. 231, 115773. https://doi.org/10.1016/j.carbpol.2019.115773 (2020).
Ardelean, E., Asandei, D., Tanase, M. & Bobu, E. Study on some resizing and consolidation methods of old paper support. Eur. J. Sci. Theol. 3, 53–61 (2007).
Hassan, R. R. A., Ali, M. F., Fahmy, A.-G.A., Ali, H. M. & Salem, M. Z. M. Documentation and evaluation of an ancient paper manuscript with leather binding using spectrometric methods. J. Chem. 2020, 6847910. https://doi.org/10.1155/2020/6847910 (2020).
Gürses, A., Açıkyıldız, M., Güneş, K. & Gürses, M. S. In Dyes and Pigments (eds. Ahmet, G., Metin, A., Kübra, G., & Sadi Gürses, M.) 13–29 (Springer International Publishing, 2016).
Wahba, W., Salim, E. & Hassan, R. A microscopic examination to monitor the historical paper dyeing techniques. Sci. Cult. 6, 1–10. https://doi.org/10.5281/zenodo.3724838 (2020).
Henderson, R. L., Rayner, C. M. & Blackburn, R. S. Isolation and extraction of lucidin primeveroside from Rubia tinctorum L. and crystal structure elucidation. Phytochemistry 95, 105–108. https://doi.org/10.1016/j.phytochem.2013.07.001 (2013).
Elnaggar, A., Leona, M., Nevin, A. & Heywood, A. The characterization of vegetable tannins and colouring agents in ancient Egyptian leather from the collection of the metropolitan museum of art. Archaeometry 59, 133–147. https://doi.org/10.1111/arcm.12239 (2017).
Christiansen, T. et al. Insights into the composition of ancient Egyptian red and black inks on papyri achieved by synchrotron-based microanalyses. Proc. Natl. Acad. Sci. 117, 27825–27835. https://doi.org/10.1073/pnas.2004534117 (2020).
Jiang, H.-Y., Hu, X.-D., Zhu, J.-J., Wan, J. & Yao, J.-B. Studies on the photofading of alizarin, the main component of madder. Dyes Pigm. 185, 108940. https://doi.org/10.1016/j.dyepig.2020.108940 (2021).
Blackburn, R. S. Natural dyes in madder (Rubia spp.) and their extraction and analysis in historical textiles. Coloration Technol. 133, 449–462. https://doi.org/10.1111/cote.12308 (2017).
Cooksey, C. J. Quirks of dye nomenclature. 14. Madder: Queen of red dyes. Biotech. Histochem. 95, 474–482. https://doi.org/10.1080/10520295.2020.1714079 (2020).
Salem, M. Z. M., Ibrahim, I. H. M., Ali, H. M. & Helmy, H. M. Assessment of the use of natural extracted dyes and pancreatin enzyme for dyeing of four natural textiles: HPLC analysis of phytochemicals. Processes 8, 59. https://doi.org/10.3390/pr8010059 (2020).
Rushdy, A. M., Wahba, W. N., Abd-Aziz, M. S., Samahy, M. E. & Kamel, S. A comparative study of consolidation materials for paper conservation. Int. J. Conserv. Sci. 8, 441–452 (2017).
Smith, C. A., Paterson, R. A., Lowe, B. J. & Te Kanawa, R. Consolidation of black-dyed Māori textile artefacts: Evaluating the efficacy of sodium alginate. Stud. Conserv. 63, 139–154. https://doi.org/10.1080/00393630.2016.1266150 (2018).
Völkel, L., Ahn, K., Hähner, U., Gindl-Altmutter, W. & Potthast, A. Nano meets the sheet: Adhesive-free application of nanocellulosic suspensions in paper conservation. Herit. Sci. 5, 23. https://doi.org/10.1186/s40494-017-0134-5 (2017).
Balea, A., Merayo, N., De La Fuente, E., Negro, C. & Blanco, Á. Assessing the influence of refining, bleaching and TEMPO-mediated oxidation on the production of more sustainable cellulose nanofibers and their application as paper additives. Ind. Crops Prod. 97, 374–387. https://doi.org/10.1016/j.indcrop.2016.12.050 (2017).
Jablonsky, M., Šima, J. & Lelovsky, M. Considerations on factors influencing the degradation of cellulose in alum-rosin sized paper. Carbohyd. Polym. 245, 116534. https://doi.org/10.1016/j.carbpol.2020.116534 (2020).
Area, M. & Cheradame, H. Paper aging and degradation: Recent findings and research methods. BioResources 6, 5307–5337 (2011).
Azwa, Z. N., Yousif, B. F., Manalo, A. C. & Karunasena, W. A review on the degradability of polymeric composites based on natural fibres. Mater. Des. 47, 424–442. https://doi.org/10.1016/j.matdes.2012.11.025 (2013).
Małachowska, E., Dubowik, M., Boruszewski, P. & Przybysz, P. Accelerated ageing of paper: Effect of lignin content and humidity on tensile properties. Herit. Sci. 9, 132. https://doi.org/10.1186/s40494-021-00611-3 (2021).
Wei, J. & Meyer, C. Degradation mechanisms of natural fiber in the matrix of cement composites. Cem. Concr. Res. 73, 1–16. https://doi.org/10.1016/j.cemconres.2015.02.019 (2015).
Ion, R.-M., Doncea, S. M., Ion, M.-L., Rădiţoiu, V. & Amăriuţei, V. Surface investigations of old book paper treated with hydroxyapatite nanoparticles. Appl. Surf. Sci. 285, 27–32. https://doi.org/10.1016/j.apsusc.2013.07.159 (2013).
Yao, J. et al. Deterioration of Kaihua handmade paper: Evolution of molecular, supermolecular and macroscopic structures. Polym. Degrad. Stab. 195, 109773. https://doi.org/10.1016/j.polymdegradstab.2021.109773 (2022).
Salim, E. et al. Reduction of borax/agar-based gel residues used to neutralize acidity of a historical manuscript with use of different paper barriers: Artificial ageing results. BioResources 15, 6576–6599 (2020).
Drougka, F. et al. Indoor air quality assessment at the library of the national observatory of Athens, Greece. Aerosol Air Qual. Res. 20, 889–903. https://doi.org/10.4209/aaqr.2019.07.0360 (2020).
Daniel, V. Building management and maintenance in the new millennium. Libr. Rev. 50, 407–416. https://doi.org/10.1108/EUM0000000006079 (2001).
Operamolla, A. et al. Toward a reversible consolidation of paper materials using cellulose nanocrystals. ACS Appl. Mater. Interfaces. 13, 44972–44982. https://doi.org/10.1021/acsami.1c15330 (2021).
Ponce-Jiménez, M. D. P., Toral, F. A. L. & Gutierrez-Pulido, H. Antifungal protection and sizing of paper with chitosan saltsand cellulose ethers. Part 2, antifungal effects. J. Am. Inst. Conserv. 41, 255–268. https://doi.org/10.1179/019713602806082557 (2002).
Steger, S., Eggert, G., Horn, W. & Krekel, C. Are cellulose ethers safe for the conservation of artwork? New insights in their VOC activity by means of Oddy testing. Herit. Sci. 10, 53. https://doi.org/10.1186/s40494-022-00688-4 (2022).
Lisuzzo, L., Cavallaro, G., Milioto, S. & Lazzara, G. Halloysite nanotubes filled with MgO for paper reinforcement and deacidification. Appl. Clay Sci. 213, 106231. https://doi.org/10.1016/j.clay.2021.106231 (2021).
Ahmed Madani, Z. The development of a conservation treatment approach for Islamic miniatures. Stud. Conserv. 47, 144–148. https://doi.org/10.1179/sic.2002.47.s3.030 (2002).
Baudone, F. Funori seaweed extracts as alternative material to semi-synthetic products used in paper conservation. Estudos de Conservação e Restauro. https://doi.org/10.34632/ecr.2019.9573 (2019).
Mishra, R. K., Sabu, A. & Tiwari, S. K. Materials chemistry and the futurist eco-friendly applications of nanocellulose: Status and prospect. J. Saudi Chem. Soc. 22, 949–978. https://doi.org/10.1016/j.jscs.2018.02.005 (2018).
Mariano, M. et al. Handbook of Composites from Renewable Materials 459–487 (2017).
Sanchez, C., Belleville, P., Popall, M. & Nicole, L. Applications of advanced hybrid organic-inorganic nanomaterials: From laboratory to market. Chem. Soc. Rev. 40, 696–753. https://doi.org/10.1039/c0cs00136h (2011).
Salem, M. Z. M. In Silver Nanomaterials for Agri-Food Applications (ed. Abd-Elsalam, K. A.) 219–234 (Elsevier, 2021).
Jia, M., Zhang, X., Weng, J., Zhang, J. & Zhang, M. Protective coating of paper works: ZnO/cellulose nanocrystal composites and analytical characterization. J. Cult. Herit. 38, 64–74. https://doi.org/10.1016/j.culher.2019.02.006 (2019).
Baglioni, M., Giorgi, R., Berti, D. & Baglioni, P. Smart cleaning of cultural heritage: A new challenge for soft nanoscience. Nanoscale 4, 42–53. https://doi.org/10.1039/C1NR10911A (2012).
Palladino, N. et al. Nanomaterials for combined stabilisation and deacidification of cellulosic materials—The case of iron-tannate dyed cotton. Nanomaterials 10, 900. https://doi.org/10.3390/nano10050900 (2020).
Zornoza-Indart, A. & Lopez-Arce, P. Silica nanoparticles (SiO2): Influence of relative humidity in stone consolidation. J. Cult. Herit. 18, 258–270. https://doi.org/10.1016/j.culher.2015.06.002 (2016).
Ching, Y. C., Rahman, A., Ching, K. Y., Sukiman, N. L. & Cheng, H. C. Preparation and characterization of polyvinyl alcohol-based composite reinforced with nanocellulose and nanosilica. BioResources 10, 3364–3377 (2015).
Tanpichai, S. et al. Mechanical and antibacterial properties of the chitosan coated cellulose paper for packaging applications: Effects of molecular weight types and concentrations of chitosan. Int. J. Biol. Macromol. 155, 1510–1519. https://doi.org/10.1016/j.ijbiomac.2019.11.128 (2020).
Hishikawa, Y., Togawa, E. & Kondo, T. Characterization of individual hydrogen bonds in crystalline regenerated cellulose using resolved polarized FTIR spectra. ACS Omega 2, 1469–1476. https://doi.org/10.1021/acsomega.6b00364 (2017).
Zhang, L., Tsuzuki, T. & Wang, X. Preparation of cellulose nanofiber from softwood pulp by ball milling. Cellulose 22, 1729–1741. https://doi.org/10.1007/s10570-015-0582-6 (2015).
Vázquez, C. I. & Iglesias, R. A. Handbook of Nanomaterials for Industrial Applications 713–723 (Elsevier, 2018).
Khalaf, M. K., Roshdy Elsakhry, A., Ismail, S. H., Abdel-Hamied, M. & Mohamed, G. G. Nano Hybrids and Composites. 91–102 (Trans Tech Publ).
Ardelean, E., Bobu, E., Niculescu, G. & Groza, C. Effects of different consolidation additives on ageing behaviour of archived document paper. Cell. Chem. Technol. 45, 97–103 (2011).
Ali, M. A. et al. A new method for the preparation of gelatin nanolayer: A possible approach to the in situ consolidation of damaged gelatin photographic emulsions. Appl. Phys. A 122, 552. https://doi.org/10.1007/s00339-016-0054-3 (2016).
Nguyen, T. A. et al. Simple synthesis of NdFeO3 nanoparticles by the co-precipitation method based on a study of thermal behaviors of Fe (III) and Nd (III) hydroxides. Crystals 10, 219. https://doi.org/10.3390/cryst10030219 (2020).
Elfaky, M. A., Sirwi, A., Ismail, S. H., Awad, H. H. & Gad, S. S. Hepatoprotective effect of silver nanoparticles at two different particle sizes: Comparative study with and without silymarin. Curr. Issues Mol. Biol. 44, 2923–2938. https://doi.org/10.3390/cimb44070202 (2022).
Abdel-Maksoud, G., Abdel-Hamied, M. & El-Shemy, H. A. Analytical techniques used for condition assessment of a late period mummy. J. Cult. Herit. 48, 83–92. https://doi.org/10.1016/j.culher.2021.01.001 (2021).
Abdel-Maksoud, G., El-Shemy, H. & Abdel-Hamied, M. Investigation methods for evaluating the preservative organic mixtures applied on a Late Period mummy. Archaeol. Anthropol. Sci. 11, 1843–1850. https://doi.org/10.1007/s12520-018-0633-7 (2019).
Abdel-Maksoud, G., Abdel-Hamied, M. & Abdelhafez, A. A. M. Evaluation of the condition of a Mamluk-illuminated paper manuscript at Al-Azhar Library, Egypt. Pigment Resin Technol. https://doi.org/10.1108/PRT-06-2021-0065 (2021).
Abdel-Maksoud, G., Awad, H., Rashed, U. M. & Elnagar, K. Preliminary study for the evaluation of a pulsed coaxial plasma gun for removal of iron rust stain from bone artifacts. J. Cult. Herit. 55, 128–137. https://doi.org/10.1016/j.culher.2022.03.002 (2022).
Salem, M. Z., Hamed, S. A. E.-K. M. & Mansour, M. Assessment of efficacy and effectiveness of some extracted bio-chemicals as bio-fungicides on wood. Drvna Industrija 70, 337–350, doi:https://doi.org/10.5552/drvind.2019.1837 (2019).
SAS. Users Guide: Statistics (Release 8.02) (SAS Institute Inc., 2001).
Hassan, R. R. A. & Mohamed, W. S. The impact of methyl methacrylate hydroxyethyl methacrylate loaded with silver nanoparticles on mechanical properties of paper. Appl. Phys. A 124, 551. https://doi.org/10.1007/s00339-018-1989-3 (2018).
Abu Krorra, A., Noshy, W., Oun, A. & Abu Elleif, M. Evaluation of hydroxypropyl cellulose, zinc oxide nanoparticles and nanocellulose for tracing papers consolidation. Adv. Res. Conserv. Sci. 2, 21–30. https://doi.org/10.21608/arcs.2021.65487.1012 (2021).
Przybylek, P. The influence of temperature and aging of cellulose on water distribution in oil-paper insulation. IEEE Trans. Dielectr. Electr. Insul. 20, 552–556. https://doi.org/10.1109/TDEI.2013.6508758 (2013).
Jelinek, B., Felicelli, S. D., Mlakar, P. F. & Peters, J. F. 1511–1515 (2009).
Kaczmarek, H., Ołdak, D., Malanowski, P. & Chaberska, H. Effect of short wavelength UV-irradiation on ageing of polypropylene/cellulose compositions. Polym. Degrad. Stab. 88, 189–198. https://doi.org/10.1016/j.polymdegradstab.2004.04.017 (2005).
Sonia, A. & Priya Dasan, K. Chemical, morphology and thermal evaluation of cellulose microfibers obtained from Hibiscus sabdariffa. Carbohydr. Polym. 92, 668–674. https://doi.org/10.1016/j.carbpol.2012.09.015 (2013).
El-Feky, O. M., Hassan, E. A., Fadel, S. M. & Hassan, M. L. Use of ZnO nanoparticles for protecting oil paintings on paper support against dirt, fungal attack, and UV aging. J. Cult. Herit. 15, 165–172. https://doi.org/10.1016/j.culher.2013.01.012 (2014).
Fan, M., Dai, D. & Huang, B. Fourier transform infrared spectroscopy for natural fibres. Fourier Transform Mater. Anal. 3, 45–68 (2012).
Rosu, L., Gavat, C.-C., Rosu, D., Varganici, C.-D. & Mustata, F. Photochemical stability of a cotton fabric surface dyed with a reactive triphenodioxazine dye. Polymers 13, 3986. https://doi.org/10.3390/polym13223986 (2021).
Adel, A. M., Ahmed, N. M., Diab, M. A. & Selim, M. M. The influence of TiO2/CC core/shell pigments on the properties of paper sheets. Powder Technol. 291, 437–447. https://doi.org/10.1016/j.powtec.2016.01.007 (2016).
Luo, Y. Durability of Chinese repair bamboo papers under artificial aging conditions. Stud. Conserv. 64, 448–455. https://doi.org/10.1080/00393630.2019.1608706 (2019).
Bridarolli, A. et al. Nanocellulose-based materials for the reinforcement of modern canvas-supported paintings. Stud. Conserv. 63, 332–334. https://doi.org/10.1080/00393630.2018.1475884 (2018).
Hassan, R. R. A. et al. Hydroxypropyl cellulose loaded with ZnO nanoparticles for enhancing the mechanical properties of Papyrus (Cyperus papyrus L.) Strips. BioResources 16, 2607–2625 (2021).
Liu, X., Qian, G., Jiao, Z., Wu, M. & Zhang, H. The transformation of hybrid silica nanoparticles from solid to hollow or yolk-shell nanostructures. Chem. Eur. J. 23, 8066–8072. https://doi.org/10.1002/chem.201701140 (2017).
Tanpichai, S., Srimarut, Y., Woraprayote, W. & Malila, Y. Chitosan coating for the preparation of multilayer coated paper for food-contact packaging: Wettability, mechanical properties, and overall migration. Int. J. Biol. Macromol. 213, 534–545. https://doi.org/10.1016/j.ijbiomac.2022.05.193 (2022).
Isca, C., Fuster-López, L., Yusá-Marco, D. J. & Casoli, A. An evaluation of changes induced by wet cleaning treatments in the mechanical properties of paper artworks. Cellulose 22, 3047–3062. https://doi.org/10.1007/s10570-015-0712-1 (2015).
Tse, S., Hendry, H., Bégin, P., Sirois, P. J. & Trojan-Bedynski, M. The effect of simmering on the chemical and mechanical properties of paper. 26, 14–35. https://doi.org/10.1515/REST.2005.14 (2005).
Abdel-Maksoud, G. & Khattab, R. Evaluation of traditional, starch nanoparticle and its hybrid composite for the Consolidation of Tracing Paper. Egypt. J. Chem. 64, 6251–6268. https://doi.org/10.21608/ejchem.2021.76272.3730 (2021).
Boukir, A., Hajji, L. & Zghari, B. Effect of moist and dry heat weathering conditions on cellulose degradation of historical manuscripts exposed to accelerated ageing: 13C NMR and FTIR spectroscopy as a non-invasive monitoring approach. J. Mater. Environ. Sci. 9, 641–654 (2018).
Cichosz, S. & Masek, A. IR study on cellulose with the varied moisture contents: Insight into the supramolecular structure. Materials 13, 4573. https://doi.org/10.3390/ma13204573 (2020).
Noshy, W., Ali Hassan, R. R. & Mohammed, N. Using biopolymers to strengthen the historical printed paper: Mechanical and optical characters. Pigment Resin Technol. 51, 212–226. https://doi.org/10.1108/PRT-01-2021-0008 (2022).
Acknowledgements
The authors would like to extent their appreciate to the scientific cooperation among the Department of Conservation, Faculty of Archaeology, Cairo University; Faculty of Nanotechnology for Post Graduates, Cairo University, El-Sheikh Zayed, and the Forestry and Wood Technology Department, Faculty of Agriculture (El-Shatby), Alexandria University.
Funding
Open access funding provided by The Science, Technology & Innovation Funding Authority (STDF) in cooperation with The Egyptian Knowledge Bank (EKB).
Author information
Authors and Affiliations
Contributions
M.A.-H., R.R.A.H., M.Z.M.S., T.A., M.M., N.M., Y.S.E.-D., and S.H.I. wrote the main manuscript text, and M.A.-H., R.R.A.H., and M.Z.M.S., prepared figures, M.A.-H., R.R.A.H., M.Z.M.S., T.A., M.M., N.M., Y.S.E.-D., and S.H.I. carried out the methodology, M.A.-H., R.R.A.H., M.Z.M.S., T.A., M.M., N.M., Y.S.E.-D., and S.H.I. investigated the results. All authors reviewed the manuscript.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Abdel-Hamied, M., Hassan, R.R.A., Salem, M.Z.M. et al. Potential effects of nano-cellulose and nano-silica/polyvinyl alcohol nanocomposites in the strengthening of dyed paper manuscripts with madder: an experimental study. Sci Rep 12, 19617 (2022). https://doi.org/10.1038/s41598-022-23907-1
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-022-23907-1
- Springer Nature Limited
This article is cited by
-
Hybrid nanogels and their roles in eliminating soot stains from historical paper manuscripts
Heritage Science (2024)
-
Cellulose and gellan gum compresses for cleaning mud and pomegranate stains from a historical printed paper
Discover Applied Sciences (2024)
-
ZnO, TiO2 and Fe3O4/Carbopol hybrid nanogels for the cleaner process of paper manuscripts from dust stains and soil remains
Heritage Science (2023)
-
Antifungal activity assessment of nanocomposites of natural chitosan and gelatin with a mahogany plant extract for conservation of historical textiles
Heritage Science (2022)