
Abstract
Microstructure and Cr2O3 doping profoundly impact the thermal-mechanical properties and fracture of oxides fuels. It is a challenge to study the transient behavior of nuclear fuels under loss-of-coolant-event (LOCA). In this study, the crack behavior of UO2 pellets with controlled grain structure and Cr2O3 doping was tested with rapid power ramping (300−900 °C per min) mimicking a prototypical LOCA heating profile. Dense micron-sized UO2 pellets display well-maintained integrity without cracking with the ramping up to 1500 °C at a heating rate of 8 °C per second. Fracture occurs in both pure and Cr2O3-doped dense nano-sized UO2 pellets. The Cr2O3 doped oxide fuel pellet with a larger grain size (~ 22.2 μm) displays the best performance under LOCA testing due to its highest thermal conductivity under high temperature. FEA calculations suggest a temperature gradient across the fuel pellet during transient testing, resulting in residual stress and cracking, which can be correlated with their thermal-mechanical properties.
Similar content being viewed by others


Introduction
UO2 is the dominant fuel for the commercial light water reactor1 due to its high-melting point2, thermal stability, good water and oxidization resistance, dimensional stability under irradiation, compatibility with cladding materials, and low cost3. However, the fuel performance under irradiation limits the fuel lifetime. During the irradiation of UO2 fuel, the generation and release of fission gases (FGs) plays a significant role on the fuel performance4. FGs, mainly xenon and krypton, have a low solubility in UO2, forming intragranular and intergranular bubbles inside the fuel pellets5. The bubbles formation induces the swelling and degradation of thermal conductivity of the fuel pellets, leading to a high temperature gradient and fuel cladding interaction. In addition, fission gas released to the fuel cladding through the cracks or the surface diffusion on the fuel matrix will also degrade heat transfer from fuels to cladding as a result of lower thermal conductivities of xenon and krypton6. This will further increase the fuel temperature and accelerate the FG releasing rate.
To enhance the fission gas retention capabilities, doped oxide fuels are developed in which the addition of Cr2O3 can enlarge the grain size of the UO2 fuels with the goal of elongating the FG atom diffusion path inside the grain and reducing the FG releasing rate. Cr2O3 and Al2O3 have been used as the dopant to accelerate the grain growth of UO2 during the sintering7,8,9,10. Multiple researches have been performed to investigate the influence of the doping Cr2O3 on the diffusion behavior of FG inside the UO2 matrix. The irradiation tests have been done to investigate swelling and the fission gas release behavior of the 0.5 wt% Cr2O3 doped fuel contrasting the traditional fuel11. A similar behavior was observed between the reference fuel and doped fuel, probably due to higher gas diffusion rates and lower grain boundary energies in the doped fuel. Kashibe et al.12 investigated the diffusivity of FGs in pure and Cr2O3 doped fuels under different temperatures, in which the doped sample has a higher activation energy than the pure one and their diffusivities depend on the temperature. When temperature is higher than 1525 K, the diffusivity of FG in doped sample is greater; while below 1525 K, the pure sample has higher diffusivity. In addition, Cooper et al.13 used a cluster dynamic model to calculate the Xe diffusivity in the doped and pure UO2 fuels and the results showed Xe diffusivity is higher in both intrinsic and irradiation-enhanced regimes for doped samples. However, in the PWR and BWR reactors, the Cr2O3 doped fuel with larger grain size showed improved FG retention performance with the reduction of 20 bars of fuel rod inner pressure and better viscoplasticity with less pellet flaws under the operation14. Thus, although the doping of Cr2O3 into UO2 fuels may increase the diffusivity of FG, counteracting the effect of FG retention capability of larger grain sizes, the better viscoplasticity may enhance the cracking and fracture resistance of the fuel pellets and thus increase the FG retention insides the fuel matrix.
Another significant challenge for increasing burnup limit is the demonstrating the safety of the fuel rods under the loss-of-coolant accident (LOCA), particularly as the utilities are pushing the high burnup of nuclear fuels15. High burnup structure (HBS) can form which is essentially a mesoscale structure consisting of micron-sized fission gas bubbles formed inside the nano-sized grain matrix. The HBS structure could be sensitive to rapid power ramping as experienced during the LOCA event. The FG bubbles formed inside the fuel matrix maybe over pressurized contrasting with the equilibrium state16, and the FG releasing rate increases rapidly as the results of the fuel disintegration and fragmentation, further increasing the inner rod pressure17. Cladding may burst upon threshold burnup and terminal temperature, particularly upon LOCA power ramping, and the fission gas release and potential fuel loss resulting from the fracture and fragmentation into the primary loop represent significant risks for reactor operation.
However, it is a challenge to understand how different microstructure features (e.g., porosity, fission gas bubble and grain size) on the fracture and fragmentation behavior and radiation effects because of complex and coupled microstructure features in HBS UO2 and irradiation-induced microstructure evolution and defect accumulation. Numerous transient tests including separate effect testing by thermal shock or semi-integral approaches have been conducted to investigate the transient behavior of the UO2 fuels. Doyle et al.18 have observed the fission gas burst release from high-burnup UO2 (77 GWd per tU) nuclear fuel through the fuel heating and visualization system (FHVS). Turnbull et al.17 investigated the temperature threshold (972 K) for pulverization of the highly irradiated fuel (71 MWd per kg U) under LOCA testing by using laser heating, and the pulverization degree can be mitigated by reducing the ramping rate and applying the hydrostatic pressure. Besides, Ortega et al. investigated the transient behavior of UO2 samples under fast ramping and cooling tests (-10−4 K per second) with terminal temperatures (853−953 K) by a molten salt bath19. Moreover, Pontillon et al. investigated the fission gas release behavior of UO2 fuels with up to 70 GWd per t burnup under the LOCA using the circulation with a wide range of temperature increase rates (0.2−20 K per second)20. Recently, Zhao et al. developed a thermal shock testing apparatus with flexible ramping rates in mimicking prototypical thermal profiles the LOCA and reactivity induced accident (RIA) events, and fresh UO2 displays good thermal shock stability and anti-cracking performance under LOCA thermal test21.
In this work, we applied the rapid testing approach21 to test the transient behavior of UO2 fuels with different microstructure and chromia doping to understand the impacts of grain size and doping on the fracture behavior. The transient behavior of nano-sized UO2 under prototypical temperature ramping conditions of LOCA events will be useful to understand the performance of doped HBS fuels. The UO2 pellets with controllable grain size are fabricated by spark plasma sintering (SPS) as an advanced approach in manufacturing ceramic and metallic fuels with controllable grain size and microstructure22,23,24,25,26,27,28. Pure and Cr2O3 doped UO2 fuels fabricated by SPS with different grain sizes (from tens micron meter to nano-size) serve as the model systems to study the impacts of Cr2O3 doping and grain structure on the thermal-mechanical properties of oxide fuels. In addition, thermal shock tests with different ramping rates (300−900 °C per min) and target temperatures (1000 °C and 1500 °C) have been designed and conducted though special SPS tooling to measure the transient behavior of UO2 fuels as the function of grain size and Cr2O3 doping. FEA has been applied to calculate the temperature gradient and stress distribution of samples during the LOCA tests. The relationship between thermal-mechanical behavior and transient performance under LOCA has been investigated. Our results highlight the important impacts of grain structure and Cr2O3 doping on the thermal-mechanical behavior and transient behaviors. Fresh micron grain-sized fuels are stable under the LOCA conditions, in contrast to the fracture and fragmentation of the nano-sized oxide fuels. Furthermore, our paper provide a thermal shock method based on SPS, which has a more flexible controlment on the ramping rate contrasting with the traditional thermal shock methods, such as the quenching29,30 and traditional furnace heating31.
Results
Thermal and mechanical properties
The polished surfaces of UO2 pellets are shown in Fig. 1. The micron grain-sized samples (Fig. 1a–c) are sintered from 44-cycle ball-milled powders under 1700 °C and the grain size can be controlled by adjusting the dwelling time. The pure UO2 sample with 7.8 μm grain size is shown in Fig. 1a, and the Fig. 1b, c show the Cr2O3 doped UO2 with 10.4 and 22.2 μm grain size, respectively. The 10.4 μm grain-sized sample doped by Cr2O3 is sintered with 5 min dwelling, and the dwelling duration elongated to 25 min increases the grain size up to 22.2 μm for the Cr2O3 doped UO2 sample. The Cr2O3 doped UO2 pellet shows a larger grain size and higher density than the pure one without Cr2O3 additive. The dissolution of Cr2O3 on the UO2 grain boundary can accelerate the grain growth rate of UO2; thus, the grain growth of Cr2O3 doped UO2 is faster than the pure one sintered under 1700 °C. Additionally, for the 10.4 μm grain sized sample, a secondary phase can be observed on the grain boundary as shown in Fig. 1g and EDS mappings (Fig. 1h–j). The undissolved Cr enriched secondary phase on the grain boundaries is induced by the short dwelling. In contrast, for the 22.2 μm grain size sintered with a longer duration (25 min), all of the 1000 ppm Cr2O3 doping are dissolved into fuel matrix, and no secondary phase can be observed.

a the SEM image of pure UO2-44 cycle-7.8 μm- 93% TD; b the SEM image of Cr2O3 doped UO2-44 cycle-10.4 μm-95% TD; c the SEM image of Cr2O3 doped UO2-44 cycle-22.2 μm-97% TD (in a, b, and c the length of scale bar is 40 μm); d the SEM image of pure UO2-80 cycle-292 nm-94% TD and the length of scale bar is 4 μm; e the SEM image of Cr2O3 doped UO2-80 cycle-293 nm-93% TD and the length of scale bar is 2 μm; f the SEM image of pure UO2-80 cycle-418 nm-95% TD and the length of scale bar is 4 μm; g a BSE image of Cr2O3 doped UO2-44 cycle-10.4 μm-95% TD with the scale bar of 5 μm; h, i, and j are the EDS mapping results for different elements (U, O, and Cr, respectively).
Highly densified nano grain-sized UO2 samples are sintered through a high-pressure WC die and punch under 600 °C and 700 MPa and then isothermally annealed to control the grain size. Figure 1d shows the fracture surface of pure UO2 with 292 nm grain size, in which the transgranular fracture mechanism has been observed. Figure 1e and f show thermal-etched surfaces of Cr2O3 doped UO2 and pure UO2 respectively, annealed under the exact same condition (900 °C with 30 min of dwelling). Different from the micron-sized samples sintered from 1700 °C, the Cr2O3 doped nano-sized UO2 sample has a lower physical density and smaller grain size as compared with the pure one sintered at lower temperatures. Multiple samples are sintered showing the same observation, and the different grain growth effect by Cr2O3 additives may be a result of a low solubility of Cr2O3 inside UO2 at lower sintering temperatures. Instead of accelerating the grain growth, the nano-sized Cr2O3 particles on the grain boundary will drag the grain boundary movement during the sintering. To obtain a similar grain size of pure UO2 with Cr2O3 doped ones, post-sintered annealing at 850 °C were performed and the microstructure was shown in Fig. 1d.
Figure 2 shows x-ray diffraction patterns of all the samples showing a dominant UO2 phase. However, the doped 22 μm grain sized sample shows higher normalized peak intensity on (311) crystal orientation. The X-ray diffracted intensity can be determined by the formula (1)32:
Where \({I}_{D}\) is the diffracted intensity, \({I}_{0}\) is the incident X-ray intensity, \(\mu\) is the linear X-ray absorption coefficient, t is the thickness, \(\theta\) is the diffraction angel, a is the volume fraction of diffracting particles of the appropriate orientation (texture compensation), and b is the fraction of X-ray intensity diffracted per unit volume. Because all of the samples have the same thickness and the X-ray diffraction was conducted under same conditions and alignment, the diffraction intensity is determined by volume fraction of diffracting particles of the appropriate orientation. Thus, the doped 22 μm grain sized sample shows a preferential (311) orientation in contrast to other samples. This result indicates that the dissolving of Cr2O3 has significant influence on the grain growth behavior of UO2.

XRD results of the samples with different grain sizes and compositions.
The mechanical properties of UO2 samples with different grain sizes and compositions are shown in Fig. 3. Cr2O3 doping enhances the mechanical properties of UO2 samples, especially the fracture toughness. For the micro-sized samples, the 10.4 μm doped sample has a 33% improvement in fracture toughness as compared with the 7.8 μm undoped sample with a similar grain size without the sacrifice of hardness. For the doped UO2 sample with 22.2 μm grain size, its hardness and fracture toughness are slightly higher than the pure one, consistent with the expectation in which Cr2O3-doped large-grained fuels will display better elastic and plastic properties. For the nano-sized UO2 samples, hardness slightly increases with the reduction of grain size, but fracture toughness is smaller than the micron-sized samples. The possible reason may be the low grain boundary bonding strength of the nano-sized sample due to low sintering temperature.

Hardness and fracture toughness of pure and Cr2O3 doped (marked with rectangular) UO2 samples with different grain size, error bar represents standard deviation (the value is mean +/− standard deviation).
Thermal diffusivities and conductivities of micron-grain-sized samples are shown in Fig. 4. Cr2O3 doped UO2 sample (10.4 μm) sintered with the 5 min dwelling shows the best thermal diffusivity with a 25% improvement as compared with pure UO2 counterpart. The increase of thermal conductivity for Cr2O3-doped fuels is consistent with the higher physical density of the sintered pellets than pure UO2 fuel pellets sintered at the same condition. For the Cr2O3-doped 22.2 μm grain sized pellet, thermal diffusivity is slightly higher than pure UO2 below 700 K. Above 800 K, a significant improvement in thermal diffusivity can be observed as compared with the pure UO2 pellet. Two nano-sized pellets show the lowest thermal conductivity due to the phonon scattering from grain boundaries. These results suggest simultaneous improvements in both thermal-mechanical properties for the doped fuels with micron grain size.

a the thermal diffusivity, and b the thermal conductivity.
Coefficients of thermal expansion (CTEs) are also measured by DIL, and as shown in Fig. 5, UO2 fuel pellets with different compositions and grain sizes show similar behavior, indicating similar CTEs around 10.5 × 10−6 per K, which increases with temperature accordingly. Cr2O3 doping into micro-sized UO2 pellets can slightly reduce the thermal expansion of the UO2, which could be attributed to more U vacancies upon Cr2O3 incorporation into the crystal13, inducing the smaller CTE.

a Linear expansion rate (dL per L0), b the CTE data.
Transient testing under prototypical LOCA
Transient tests under simulated LOCA temperature ramping are performed with 9 different ramping rates (changing from 5 °C per second to 15 °C per second with 1.7 °C per second increments) and initial terminal temperature is set at 1000 °C to investigate the influence of the ramping rate on the fragmentation behavior of UO2 samples. The cooling for all of the testing is similar within a marginal window of 15 ~ 18 °C per second. In-situ measured temperature profiles with different locations across from the center to the edge of the nano grain size pellets are shown in Fig. 6. The center temperature of the sample is slightly higher than that at the edge, and the largest temperature difference is around 90 °C at the peak position. During the thermal shocking, only the sample bottom surface has contact with the graphite die and punch, and heat is conducted though the sample bottom. The temperature difference between center and edge slightly increases with higher ramping rates. With the different ramping rates, the temperature gradient slightly changed, and the cracking occurring could be attributed to the thermal stress build-up resulting from the thermal gradient associated with thermal shock testing.

a 5 °C per second, and b 15 °C per second.
Four samples, including 7.8 μm pure UO2, 10.4 μm Cr2O3 doped UO2, pure and doped nano UO2 with similar grain sizes are selected as the model systems for thermal shock testing. These will allow to investigate the influences of grain size and Cr2O3 doping on the fragmentation behavior of UO2 under simulated LOCA transient. The polished surfaces of the selected samples for the thermal shock tests are shown in Fig. 7. All the samples have 8 mm diameter and 2 mm thickness with the polished surface, and these samples are intact upon thermal shock testing at a terminal temperature 1000 °C with varied temperature ramping rates. No crack is observed even for nano-sized samples thermally shocked with 15 °C per second ramping rate despite relatively low fracture toughness. Thus, fresh fuels with different grain sizes and compositions show excellent thermal shock stability under high ramping and cooling rates with the 1000 °C target temperature. These results suggest that a higher threshold heating rate at 1000 °C or a higher terminal temperature are required to create thermal shock-induced cracking in the fresh densified fuel pellets.

Before thermal shock tests: a pure-7.8 μm, b doped-10.4 μm, c doped-nano, and d pure-nano; and after thermal shock tests: e pure-7.8 μm, f doped-10.4 μm, g doped-nano, and h pure-nano (the scale bar at the bottom of the sample is 1 mm per grid).
In order to further evaluate the thermal shock resistance of samples with different grain sizes and compositions, thermal shock tests are performed at a higher terminal temperature of 1500 °C and different ramping rates (5 °C per second to 8 °C per second) and the temperature profile was shown in Fig. 8. With the 8 °C per second ramping rate, cracking occurs in two nano-sized samples (for both pure and doped samples), as shown in Fig. 9. Both samples show cracks initiated at the edge of sample along the radial direction. Trans-granular fracture is observed at the beginning, and then transition to a dominant intergranular cracking is observed. In addition, the grain size increases from nanometer to micron after thermal shock testing. In addition to cracking, bubble formation is also observed on the surface of the pure nano-sized pellet upon transient testing, which may be induced by the expansion of trapped Ar gas inside the sample during fuel manufacturing and sintering.

Temperature profiles at the edge of the nano-sized UO2 samples with different ramping rates (8 oC per second and 5 °C per second).

a optical microscope images of thermally shocked doped nano-sized pellets; b–g SEM images on the cracks of the doped nano sample (the length of scale bar in (b) is 30 μm, c, d are 50 μm, e is 100 μm, f is 50 μm and g is 10 μm); h Optical microscope images of the thermally shocked pure nano-sized pellets; i–n SEM images of the thermally shocked pure nano sample (the scale bar length of i is 500 μm, j is 100 μm, k is 30 μm, l is 100 μm, m is 40 μm, n is 50 μm).
Discussion
For micron-sized pellets, Cr2O3 doping into UO2 matrix improves its thermal-mechanical properties either by increasing the grain size and density or by forming the Cr enriched secondary phase distributed on the grain boundary. For the 22.2 μm grain-sized pellet, the larger grain size and higher density lead to improved thermal conductivity. For the 10.4 μm grain-sized pellet, the Cr-enriched secondary phase distributed on the grain boundary could be responsible for the significant improvement of its thermal conductivity. Although trace amount of the doping, the Cr enriched secondary phase along the grain boundary may act as the high thermally conducting channel covering the grain surface. The distribution of the secondary phase might play a significant effect on the thermal conductivity, and the continuous distribution of higher thermally conductive phase could be more effective to improve materials thermal conductivity as compared randomly distributed phases33. The improvement of fracture toughness maybe induced by similar reasons. For the 10.4 μm doped UO2 sample, the existence of secondary phase particles may absorb the fracture energy and deflect the cracking directions, and ultimately reduce the cracking length, as shown in Fig. 10b. The better fracture toughness for the 22.2 μm doped sample could be also induced by the high physical density of the samples containing less pores with smaller pore size, with less cracking initiation points. The nano-sized pellets show higher hardness, which is consistent with its higher yield strength due to the small grain size, as describing in Hall-Petch Eq. (2)34:
Where \({\sigma }_{y}\) represents the yield strength, \({\sigma }_{0}\) represents the stress required for initiating dislocation movement, k is a constant relevant to the fracture initiation energy, and r is the grain size. The grain boundary may pin the dislocation climbing. Thus, pure nano-sized pellets show higher hardness than micron-sized counterparts. However, fracture toughness of nano-sized samples is lower than that of micron-sized samples, which could be due to a lower bonding energy of nano-sized sample samples grain boundary. As shown in Fig. 10, the fracture mechanism for micron-sized sample is trans-granular cracking, which transits to inter-granular fracture for nano-sized grain sized samples. This is consistent with a previous study on mechanical properties of micron- and nano-sized UO235. The lower fracture toughness of nano-sized samples may be induced by the low grain boundary surface energy due to low sintered temperature. As shown in Eq. 336, the fracture surface energy can be expressed as a function of fracture toughness.
in which \(\gamma\) represents the surface energy and \(\nu\) is the Poisson’s ratio, E is Young’s modulus, and the \({K}_{{IC}}\) is the fracture toughness. Another possible reason may be induced by the lower density of nano-sized pellets, and the pores along the grain boundary may act as the cracking initiation point during the testing, decreasing the critical fracture energy.

a Pure-7.8 μm, b Doped-10.4 μm, c Doped-22.2 μm, d Pure-418 nm, e Pure-280 nm, and f Doped-292 nm; the length of all the scale bar is 50 μm.
To verify the stress distribution induced by the temperature ramping, FEA are performed based on the thermal-mechanical properties of pure nano UO2 sample, and the results are shown in Fig. 11. With 1000 °C terminal temperature and 15 °C per second ramping rate, the temperature difference between the sample center and sample edge is 93 °C (see Fig. 11a), which is consistent with in-situ temperature measurement during the thermal shocking. Tensile stress along the θ direction is 22.2 MPa at the edge surface of fuel pellets. With 1500 °C terminal temperature and 8 °C per second ramping rate, the temperature difference increases to 213 °C, resulting in a higher tensile stress (44.0 MPa) at the pellet edge.

a, b Temperature and stress distributions for the samples with 1000 °C terminal temperature and 15 °C per second ramping rate during LOCA test; and c, d Temperature and stress distributions of the pellets upon LOCA testing with 1500 °C terminal temperature and 8 °C per second ramping.
As reported in literature37, the fracture strength of pure micron-grain-sized UO2 under 100 °C is around 80–165 MPa, depending on different measurement methods and different samples. However, the fracture toughness of nano-sized UO2 and micron-sized UO2 measured by micron-indentation was reported as 0.92 and 1.2 MPa∙m1/2 respectively. Thus, the nano-grain-sized sample will have a lower fracture strength than the micron-grain-sized sample. Although the tensile stress at the edge position of the nano-sized pellet is lower than the fracture strength (80 MPa) under LOCA transient test up to 1500 °C, the nano-sized pellet still cracks due to the flaw of the samples, e.g., pores in the fuel matrix. The critical stress which induce the cracking at the pore is inversely proportional to the pore size, as described in formula (4)38:
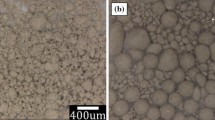
in which \({\sigma }_{F}\) is the tensile fracture stress for the ceramic at the flaw with a diameter of C and \({K}_{{Ic}}\) is fracture toughness. As shown in Fig. 12, the pore has been observed on the fractured surface of nano-sized pure UO2 pellets after 1500 °C thermal shocking tests, and the diameter of the pore is about 166 μm. The large-sized pores formed during the transient tests accompanying with the grain growth and a higher target temperature could result in larger grain and pore sizes. The tensile strength of at the pore with diameter of 166 μm for pure and doped nano-sized UO2 samples are calculated as 40.2 MPa and 49.1 MPa, respectively based on the formula (6) with the experimentally measured fracture toughness. Therefore, hoop tensile stress induced by the thermal gradient and the flaw size inside the sample during the thermal shock tests play an important role impacting the fracture behavior under power transient.

a the fracture surface with 400 μm scale bar, b the enlarged zone of the center of the fracture surface with 100 μm scale bar.
In addition, the cracks of two nano grain-sized pellets initiate at the edge of the sample, consistent with the FEA stress analysis predicting concentrated tensile stress at the edge surface. Thus, the FEA results can be used to illustrate the temperature profile during the transient testing, and nano-sized pellets crack because the thermal stress induced by the thermal ramping is larger than the critical tensile fracture stress near the pores.
To further analyze the effect of Cr2O3 doping and grain size on cracking behavior, the exact same thermal loading conduction has been applied in FEA to simulate the pure and doped micron grain sized samples transient behavior under same condition. The temperature profile and thermal stress are calculated and shown in Fig. 13. The pellet with a higher thermal conductivity under high temperature shows a smaller temperature gradient under the thermal shock testing. The 22.2 μm doped pellet displays the lowest thermal gradient and stress because its’ high thermal conductivity under high temperature (>1000 °C), indicating its best LOCA tolerance among all tested samples because of its excellent thermal conductivity under high temperature contrasting with the pure sample. The pure nano UO2 exhibits a lower temperature gradient and hoop stress compared to the doped nano UO2, primarily due to its slightly higher thermal conductivity at elevated temperatures.

FEA calculations of temperature profile and tensile stress in θ direction for different samples under 1500 °C thermal shock test.
The systematic investigation performed in this study highlights the important impacts of grain size and Cr2O3 doping on the thermal-mechanical properties and fracture behavior of UO2 fuels under simulated LOCA power transients. In particular, Cr2O3 doping not only enhances the fracture toughness of UO2 with different grain size, but also increases thermal conductivity of micron-sized UO2 samples. Fresh micron grain-sized pure and doped UO2 samples are stable without cracking under the ramping tests up to 15 °C per second at a terminal temperature of 1000 °C or tested by a temperature ramping of 8 °C per second with 1500 °C terminal temperature. Both pure and doped nano-sized pellets crack along the radial directions because of their inferior thermal conductivities and fracture toughness as compared with micron-sized counterparts. The FEA results reveal a close correlation between the residual stress induced by thermal gradient and thermal conductivity. The Cr2O3-doped UO2 with an average grain size of 22 μm grain size shows the best thermal shock resistance and greater tolerance under prototypical LOCA transients. In contrast, nano-sized pellets are sensitive to cracking and fracture upon powder ramping, underscoring the importance of understanding the transient behavior of high burnup fuels. The special design of SPS tooling for thermal shock testing could be helpful to accelerate the transient testing of nuclear fuels and facilitate the evaluation and quantification of performance of future fuels.
Methods
Preparation of UO2 micron and nano-sized powders
Different sized UO2 powders are processed through high energy ball milling, and the powder loading process is carried inside a glove box, in which the oxygen level is lower than 10 ppm, to prevent the oxidation of UO2 powders during the ball milling. The ball milling duration is 15 min for each cycle and then pauses for 10 min between each cycle to prevent overheating of the powders. To obtain the micron-sized powders, 44 cycles have been used and the 8 mm diameter WC balls are used as ball milling mediums. For Cr2O3 doped UO2 sample, 1000 ppm (weight percent) Cr2O3 powders are added to the 40 cycle-ball milled UO2 powders and then ball milled for another 4 cycles to mix the powders. To obtain the nano-sized UO2 powders, 80 cycles ball milling of oxide powder is performed using 1.8 mm WC balls as the milling medium, and the same procedure is applied to obtain Cr2O3 doped nano-sized UO2 powders.
Consolidation of UO2 pellets with different grain sizes by SPS
Different sintering parameters and high energy ball milling durations have been applied to control the gain size of UO2 pellets. The micron grain-sized UO2 is sintered from 44 cycle-ball milled powder through the graphite die and punch under 1700 °C with 50 MPa. Different durations (5 and 25 min) are used to control the grain size. To sinter the nano grain-sized pellets, WC dies and punches are used under high pressure (700 MPa) and low temperature (600 °C), and then the isothermal annealing is conducted under 850–900 °C for 30 min to obtain the desired grain size (300 nm).
Microstructure and phase characterization and properties investigation
The microstructure of samples is characterized by a scanning electron microscopy, SEM (Carl Zeiss Supra 55, Germany). The phase of samples is characterized by X-ray diffraction, (XRD, Westborough, USA) with Cu-Kα radiation with a step width of 0.02° (2θ).
Thermal properties investigation
A laser flash apparatus (Micro Flash LFA-457, NETZSCH) is used to measure the thermal diffusivity of sintered pellets. Both up and lower surfaces of the sample are coated with graphite spray to eliminate the influence of reflection to obtain reliable results. Measurement is conducted at temperatures between room temperature to 1000 °C in an argon inert atmosphere at a flow rate of 150 ml/min. Half time for signal receiving is restricted to be shorter than 200 ms. The Cape-Lehman + pulse correction is applied to fit the signal–time curve to derive the value of thermal diffusivity, three data points were collected in each measurement, and the standard deviation was used as the error bar. Density is presumed to be independent of temperature and measured at room temperature based on the Archimedes’ principle using an Adams analytical scale (Danbury, NY, USA). The thermal expansion coefficient data is measured through dilatometry (DIL 402, NETZSCH), and the average CTE for the samples with different compositions and grain sizes have been measured.
Mechanical properties characterization
The indentation measurement is conducted by a LECO M-400 Micro-hardness tester on the polished surfaces under room temperature with a load of 1 KgF and the holding duration of 15 s. More than 10 indentations are generated, and the SEM images are taken to measure the indentation size according to the standard ASTM C1327. The standard deviation was used as error bar. Specifically, hardness can be calculated through formula (5), in which P is loading pressure and b is the indentations’ diagonal lengths.
Fracture toughness can be calculated from formula (6)39,40, in which E is Young’s modulus of the UO2 fuels with controlled microstructure based a systematic investigation in literature35 and H is hardness, P is the loading pressure and C is the crack length, which equals to the distance from the center of indentation to the tip of the crack.
Grain size measurement
The grain size is measured from the thermally-etched surface using a rectangular intercept procedure following ASTM E112-88 stand as shown in formula (7), in which D represents the grain size, A is the area of rectangular, Ni and N0 are the numbers of the grains in the rectangle on the boundary of the rectangle respectively. More than 100 grains are counted for each sample based on different SEM images.
Thermal shock test design
The LOCA thermal shock tests are conducted on the SPS with special die and punch designs as shown in Fig. 14, following the method described in our previous study21. The 8 mm sample was located inside a 10 mm graphite die, and there was no pressure loading on the sample during the thermal shock tests. The temperatures of the sample at the center and edge were measured by using the thermal couple and pyrometer, respectively. Different ramping rates (300−900 °C per min) and target temperatures (1000 and 1500 °C) have been applied to investigate the transient behavior of samples, which can be controlled by power output of SPS.

a The whole setup, in which black parts are made from graphite, white pipe is the thermal couple, and origin color is the sample, b the cross-section of the die and sample.
Finite element analysis
FEA analysis is performed using Abaqus 2020 based on the experimentally measured thermal-mechanical properties of different samples in order to calculate the temperature and stress distribution within the fuel pellets during transient test. In the simulation, the sample bottom has a positive heat flux to simulate thermal conduction through the graphite punch during thermal shock tests, in which the flux is proportional to the power output of SPS. The heat flux for 1000 °C target temperature with 900 °C per min ramping rate thermal shock is 13 KW per m2; and for the 1500 °C thermal shock test, the heat flux is 32 KW per m2. The FEA model has the same size as the sample (8 mm diameter and 2 mm thickness). The elastic mechanical property has been applied based on the experiment measured Young’s modulus35. The mesh size of the model is 5 × 10-5 m and the mesh property is coupled temperature-displacement, in which the thermal stress induced by nonhomogeneous thermal expansion of the pellet can be calculated based on Hook’s law. More details about the FEA simulation can be found in our previous study21.
Data availability
The data of this study is available from corresponding authors upon the request.
References
Olander, D. Nuclear fuels—present and future. J. Nucl. Mater. 389, 1–22 (2009).
Carbajo, J. J., Yoder, G. L., Popov, S. G. & Ivanov, V. K. A review of the thermophysical properties of MOX and UO2 fuels. J. Nucl. Mater. 299, 181–198 (2001).
Lyons, M. F., Boyle, R. F., Davies, J. H., Hazel, V. E. & Rowland, T. C. UO2 properties affecting performance. Nucl. Eng. Des. 21, 167–199 (1972).
Cheniour, A., Pastore, G., Harp, J. M., Petrie, C. M. & Capps, N. A. Application of BISON to UO2 MiniFuel fission gas release analysis. J. Nucl. Mater. 565, 153686 (2022).
Veshchunov, M. S. On the theory of fission gas bubble evolution in irradiated UO2 fuel. J. Nucl. Mater. 277, 67–81 (2000).
Kestin, J., Paul, R., Clifford, A. A. & Wakeham, W. A. Absolute determination of the thermal conductivity of the noble gases at room temperature up to 35 MPa. Phys. Stat. Mech. Appl. 100, 349–369 (1980).
Peres, V. et al. High temperature chromium volatilization from Cr2O3 powder and Cr2O3-doped UO2 pellets in reducing atmospheres. J. Nucl. Mater. 423, 93–101 (2012).
Arborelius, J. et al. Advanced doped UO 2 pellets in LWR applications. J. Nucl. Sci. Technol. 43, 967–976 (2006).
Cooper, M. W. D., Stanek, C. R. & Andersson, D. A. The role of dopant charge state on defect chemistry and grain growth of doped UO2. Acta Mater. 150, 403–413 (2018).
Cardinaels, T. et al. Chromia doped UO2 fuel: investigation of the lattice parameter. J. Nucl. Mater. 424, 252–260 (2012).
Killeen, J. C. Fission gas release and swelling in UO2 doped with Cr2O3. J. Nucl. Mater. 88, 177–184 (1980).
Kashibe, S. & Une, K. Effect of additives (Cr2O3, Al2O3, SiO2, MgO) on diffusional release of 133Xe from UO2 fuels. J. Nucl. Mater. 254, 234–242 (1998).
Cooper, M. W. et al. Fission gas diffusion and release for Cr2O3-doped UO2: from the atomic to the engineering scale. J. Nucl. Mater. 545, 152590 (2021).
Delafoy, C. et al. Benefits Of Framatome’s E-Atf Evolutionary Solution: Cr-Coated Cladding With Cr2o3-Doped Fuel https://www.euronuclear.org/archiv/topfuel2018/fullpapers/TopFuel2018-A0149-fullpaper.pdf (2019).
Debes, M. Increased Fuel Burn-up And Fuel Cycle Equilibrium. https://inis.iaea.org/collection/NCLCollectionStore/_Public/33/010/33010812.pdf (2001).
Aagesen, L. K. et al. Phase-field simulations of fission gas bubbles in high burnup UO2 during steady-state and LOCA transient conditions. J. Nucl. Mater. 557, 153267 (2021).
Turnbull, J. A., Yagnik, S. K., Hirai, M., Staicu, D. M. & Walker, C. T. An assessment of the fuel pulverization threshold during LOCA-type temperature transients. Nucl. Sci. Eng. 179, 477–485 (2015).
Doyle, P. & Harp, J. Short communication: observation of initial burst release of fission gas from high-burnup UO2 nuclear fuel during thermal transient. J. Nucl. Mater. 584, 154582 (2023).
Ortega, L. H. et al. Thermal-shock experiments for separate-effects validation of UO2 fuel fracture models. J. Nucl. Mater. 572, 154035 (2022).
Pontillon, Y. et al. Experimental and theoretical investigation of fission gas release from UO2 up to 70 GWd/t under simulated LOCA type conditions: the GASPARD program. In Proc. 2004 International Meeting on LWR Fuel Performance. 490–499 (American Nuclear Society, 2004).
Zhao, D. et al. Transient testing of oxide fuels by spark plasma sintering and finite element analysis. J. Eur. Ceram. Soc. 44, 1115–1122 (2024).
Zhao, D. et al. Manufacturing porous U10Zr fuels with controlled porosities by SPS and thermal properties. J. Nucl. Mater. 574, 154208 (2023).
Yang, K. et al. Uranium nitride (UN) pellets with controllable microstructure and phase—fabrication by spark plasma sintering and their thermal-mechanical and oxidation properties. J. Nucl. Mater. 557, 153272 (2021).
Yang, K. et al. Cr-incorporated uranium nitride composite fuels with enhanced mechanical performance and oxidation resistance. J. Nucl. Mater. 559, 153486 (2022).
Zhao, D. et al. Grain growth kinetics of the gamma phase metallic uranium—grain size impact. J. Nucl. Mater. 574, 154185 (2022).
Yao, T. et al. Grain growth and pore coarsening in dense nano‐crystalline UO 2+ x fuel pellets. J. Am. Ceram. Soc. 100, 2651–2658 (2017).
Gong, B. et al. Spark plasma sintering (SPS) densified U3Si2 pellets: microstructure control and enhanced mechanical and oxidation properties. J. Alloy. Compd. 825, 154022 (2020).
Gong, B., Yang, K., Zhao, D., Nelson, A. T. & Lian, J. Oxidation kinetics of SPS-densified U3Si2 fuels—microstructure impact. J. Appl. Phys. 131, 225104 (2022).
He, R., Qu, Z. & Liang, D. Rapid heating thermal shock study of ultra high temperature ceramics using an in situ testing method. J. Adv. Ceram. 6, 279–287 (2017).
Liao, N., Jia, D., Yang, Z., Zhou, Y. & Li, Y. Enhanced thermal shock and oxidation resistance of Si2BC3N ceramics through MWCNTs incorporation. J. Adv. Ceram. 7, 276–288 (2018).
Liu, W. et al. Modification of YSZ fiber composites by Al2TiO5 fibers for high thermal shock resistance. J. Adv. Ceram. 11, 922–934 (2022).
Kercher, A. K. & Nagle, D. C. Microstructural evolution during charcoal carbonization by X-ray diffraction analysis. Carbon 41, 15–27 (2003).
Bart, G. C. J. Thermal Conduction In Non Homogeneous And Phase Change Media. http://resolver.tudelft.nl/uuid:072cba52-69f5-4dab-806a-07e688ec485c (1994).
Zhu, Y. Z. et al. Grain growth and microstructure evolution based mechanical property predicted by a modified Hall–Petch equation in hot worked Ni76Cr19AlTiCo alloy. Mater. Des. 55, 456–462 (2014).
Gong, B. et al. Nano- and micro-indentation testing of sintered UO2 fuel pellets with controlled microstructure and stoichiometry. J. Nucl. Mater. 516, 169–177 (2019).
Inoue, T. & Matzke, H. Fracture surface energy of UO2 and ThO2 containing additives. J. Nucl. Sci. Technol. 17, 908–912 (1980).
Hagrman, D. T., Allison, C. M. & Berna, G. A. SCDAP/RELAP5/MOD 3.1 Code Manual: MATPRO, A Library of Materials Properties for Light-Water-Reactor Accident Analysis. Volume 4. https://www.osti.gov/biblio/100327 (1995).
Meyers, M. A. & Chawla, K. K. Mechanical Behavior of Materials. https://www.cambridge.org/highereducation/books/mechanical-behavior-of-materials/48AD6E15E989D76D5DAF9926123137CF (2008).
Anstis, G. R., Chantikul, P., Lawn, B. R. & Marshall, D. B. A critical evaluation of indentation techniques for measuring fracture toughness: i, direct crack measurements. J. Am. Ceram. Soc. 64, 533–538 (1981).
Kapoor, K., Ahmad, A., Laksminarayana, A. & Hemanth Rao, G. V. S. Fracture properties of sintered UO2 ceramic pellets with duplex microstructure. J. Nucl. Mater. 366, 87–98 (2007).
Acknowledgements
This work is supported by Nuclear Energy University Program (NEUP) under the award number of DE-NE0009209. JL acknowledges the support of a Nuclear Regulatory Commission (NRC) under a research grant under the award number of 31310023M0003. AB acknowledges the support of a NRC fellowship under the award number of NRC-HQ-60-17-G-0006.
Author information
Authors and Affiliations
Contributions
Dong Zhao: experiment design, methodology, formal analysis, investigation, writing—original draft, visualization. Heng Ban: resources, writing—review and editing. Kun Yang: Investigation, writing—review and editing. Andre Broussard: resources, writing—review and editing. Mingxin Li: resources, writing—review and editing. Edward J. Lahoda: resources, writing—review and editing. Jie Lian: conceptualization, funding acquisition, resources, writing—review and editing.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Zhao, D., Ban, H., Yang, K. et al. Transient behavior of oxide fuels with controlled microstructure and Cr2O3 additive. npj Mater Degrad 8, 74 (2024). https://doi.org/10.1038/s41529-024-00486-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41529-024-00486-2
- Springer Nature Limited