
Abstract
The outgassing kinetics from siloxane elastomers is dominated by moisture desorption from the reinforcing silica filler and can be detrimental in moisture-sensitive applications. In this study, a custom 3D printable siloxane rubber (LL50) was analyzed in three different states: after a high temperature vacuum heat treatment, limited re-exposure to moisture after vacuum heat treatment, and in the as-received condition. The outgassing kinetics were extracted using isoconversional and iterative regression analyses. Moisture release by physisorbed and chemisorbed water from the samples have activation energies in the range of 50 kJ/mol (physisorbed type) to 220 kJ/mol (chemisorbed type). Overall, moisture outgassing from LL50 was 10 times lower than that from traditionally prepared siloxane rubbers. The vastly diminished moisture content in LL50 is attributed to the existence of a finite low level of silanol groups that remain on the fumed silica surface even after hydrophobic treatment.
Similar content being viewed by others


Introduction
Silica-reinforced siloxane elastomers are of interest in many applications (medical, electronics, food, aerospace)1,2,3,4,5,6,7 due to their tunable mechanical properties, as well as excellent thermal and chemical stabilities.1,8 These materials are used as adhesives, potting agents, optical materials, and serve as structural materials for biocompatible applications. Recently, they have been employed as additively manufactured (AM) foams of tailorable compositions and engineering properties.9,10,11,12,13,14,15
In many applications, moisture outgassing is of concern when siloxane rubber is in contact with or in close proximity to moisture-sensitive components. In addition, moisture outgassing may result in degradation of interfacial polymer structures, lead to material incompatibility in the system, and compromise the mechanical properties of composite materials.1,16,17 Prior work has shown that the interaction of a silica filler surface and water dominate the sorption and outgassing processes1,18 wherein the thermal and chemical history of the filler is directly associated with the activation energy barrier of water release.1
We have recently developed a suite of 3D-printed siloxanes (LL50) wherein the reinforcing filler is a hydrophobically treated fumed silica, which can significantly lower the moisture content and subsequent outgassing from elastomers after compounding and cure in comparison with traditional siloxane rubbers. With the advancement of additive manufacturing (AM) technology towards next generation rubber foam manufacture, successful mitigation of moisture uptake and outgassing from elastomers like LL50 should allow for more stable long term properties in applications where excess moisture can lead to corrosion and degradation of sensitive components.19,20,21,22
In this study, we investigated moisture outgassing from compression molded LL50, 3D-printed LL50, and hydrophobic surface-treated Aerosil R8200 which is used as a reinforcing filler. Results from temperature programmed desorption (TPD) were analyzed to (a) quantify the moisture content in the samples and (b) to extract outgassing kinetic parameters with the use of isoconversional and constrained iterative regression analysis methods. Long term outgassing characteristics for each siloxane was modeled from the extracted kinetic parameters. Comparison among these siloxanes confirms that a functionalized fumed silica surface mitigates moisture uptake and subsequent outgassing in dry/vacuum applications, when compared with previously reported siloxane rubbers.1,16,18,22
Results and Discussion
Moisture outgassing from compression molded LL50
Compression molded non-porous siloxane rubber (LL50) samples were subjected to TPD experiments and signals were analyzed to extract kinetic parameters. Long term outgassing projections were then performed. Due to a straight forward isoconversional analysis for simple TPD spectra associated with vacuum heat-treated samples, these samples were dealt with first. The TPD spectra of samples that had been vacuum heat-treated then re-exposed to low level moisture exposure were more complex and so tackled next. Lastly, the iterative regression method (discussed later) was used for the most complex (multiple peak) TPD structures of untreated (as-received) samples, utilizing the kinetic information from two former analyses as constraints.
First, a compression molded siloxane sample, non-porous LL50 sheet was subjected to vacuum (1.3 × 10−6 Pa) heating at 463 K for 24 h in a TPD chamber (see schematics in Fig. 1a) to drive off moisture. Next, vacuum TPD experiments were conducted at three different ramp rates (β = 0.0025 K/s, 0.025 K/s, and 0.25 K/s) after the 463 K vacuum heating step (Fig. 1b). Peak shifting to higher temperatures with ramp rates was observed as expected. The main peaks were broad which suggested that the desorption is complex, multi-step, and energetically heterogenous (due to moisture-material interactions).23 Such complex moisture-material interactions may not be uniquely represented by a single activation energy and pre-exponential factor. Instead, a range in kinetic parameters which encompasses the entire process is required in such cases. The isoconversional method, which does not require any assumption about the rate-limiting step to extract the kinetic parameters and employs data from all heating rates, is the preferred method for analyzing these TPD spectra.

Analysis of moisture outgassing from TPD experiments of vacuum heat-treated samples. a Schematics of ultra-high vacuum TPD setup with quadrupole mass spectrometer; b mass 18 signal of compression molded (non-porous) LL50 samples which were vacuum heated to 463 K for (24 h) then cooled down to room temperature and subjected to the TPD experiments at heating rates of 0.0025 K/s, 0.025 K/s, and 0.25 K/s; c isoconversional analysis of the TPD data of compression molded LL50 after 24 h of vacuum heat treatment at 463 K, and activation energy (in kJ/mol) vs. conversion (top panel) and ln[νf(α)]vs conversion (bottom panel); d Prediction of outgassing over the years for vacuum heat-treated, non-porous LL50 samples. The main plot shows the outgassing at room temperature (300 K) and the inset plot displays outgassing at a much higher temperature (473 K)
Isoconversional analysis of TPD signals from compression molded non-porous LL50 samples reveals that the activation energy barrier varies non-linearly with conversion level. The activation energy barrier (in kJ/mol) and the natural logarithm of the product of the pre-exponential factor and the rate limiting step expression, \(\ln \left[ {\nu f\left( \alpha \right)} \right],\)are shown in Fig. 1c. At low conversion level (~5% of moisture outgassing), the activation energy is ~170 kJ/mol; however, it continuously increases to ~270 kJ/mol at high conversion level (~95% of moisture outgassing). Below 5% and above 95% conversion, due to presence of minor peaks/noise in the experimental data, the activation energy barrier values are not reliable and not shown here. For comparison, the activation energy barrier range for M9787 (a polydimethyl siloxane polymer, which comprise of 21.6% fumed silica filler (Cab-O-Sil-M-7D), 4% precipitated silica (non-functionalized) filler (Hi-Sil 233), 67.6% polysiloxane gumstock, and 6.8% processing aid (UC-Y1587)) with the same heat-treatment was reported to be in the range of 120–200 kJ/mol.1
The elevated activation energy barriers in the case of non-porous LL50 is a direct result of reduced OH density on silica surfaces. Since the activation energy barrier of the desorption process is fairly high (>120 kJ/mol for M97871 and >170 kJ/mol for non-porous LL50), it requires relatively high temperatures to initiate the moisture desorption from either elastomer after the vacuum heat treatment step. Here, the previous vacuum heat treatment step at 463 K for 24 h removed physisorbed and loosely adhered chemisorbed water from the silica filler surfaces.
A moisture outgassing prediction using Eq. 3 for a vacuum heat-treated sample is presented in Fig. 1d. The prediction shows that the vacuum heat-treated sample exhibits almost zero outgassing at room temperature. Thus, vacuum heat-treatment eliminates subsequent moisture outgassing from elastomers at lower temperature. However, elevated temperature can trigger moisture outgassing from the materials due to available thermal energy to cross the desorption activation barrier, as shown in inset of Fig. 1d. If this LL50 material experiences 200 °C (473 K) heating, the total moisture outgassing is expected to be ~40 ppm in ~20 years. Results show that LL50 outgasses ~10 times less moisture1 than a previously studied M97 analog in similar conditions.
After an initial vacuum bake out, some samples were re-exposed to low moisture environment (30 ppm) for a short time (4 h) to simulate the effects of transportation, handling, or assembly.24,25 Figure 2a presents the TPD spectra at three different heating rates (0.0035 K/s, 0.025 K/s, and 0.15 K/s) wherein a new desorption peak at the low temperature region (<400 K) was observed. This peak is indicative of moisture re-uptake, as observed in a previous analysis of M9787 samples.1 The TPD peak magnitude of LL50 siloxane was significantly smaller than the peak observed in M9787. Such observation is attributed to the effect of surface treatment in fumed silica fillers in LL50. This surface treatment is supposed to remove moisture active sites from silica fillers’ surfaces. At higher temperatures (>463 K), a broad peak was observed. This peak was similar to the one observed from the vacuum heat-treated samples (discussed earlier) and is expected to have similar kinetic parameters. Isoconversional analysis was, therefore, performed only for the smaller first peak (~<400 K) (shown in Fig. 2b).

a Mass 18 signal of non-porous LL50 after vacuum heat treatment and subsequent 30 ppm moisture re-exposure for 4 h. TPD plots were obtained with heating rates (β) of 0.0035 K/s, 0.025 K/s, and 0.15 K/s. A small peak, P1, was observed below 463 K, whereas a main peak P2 was observed above 463 K. b isoconversional analysis of the low temperature peaks (<400 K) from TPD spectra of 30 ppm moisture re-exposed samples. The portion >463 K is similar to Fig. 1b and it is not included here. Activation energy (in kJ/mol) vs. conversion (top panel) and ln[νf(α)] vs. conversion (bottom panel). c Prediction of outgassing at 300 K over the first 7 years for vacuum heat treated non-porous LL50 samples which were subsequently re-exposed to moisture. The main plot shows the outgassing at room temperature (300 K) and the inset plot displays the initial outgassing at the same conditions over the first 300 days
The activation energy and ln[νf(α)] as a function of conversion fraction for the first peak (<463 K) are shown in the top panel of Fig. 2b. The activation energy is in the range of 60–80 kJ/mol. Some downward shift in the activation energy with the conversion level (Fig. 2b) is observed. This trend was accompanied by a similar downward trend of the ln[νf(α)] vs. conversion plot (bottom panel of Fig. 2b). The desorption rate which is proportional to the product of both νf(α) and exponential to the negative of the activation energy (see Eq. 1) stays fairly constant. This phenomenon is well established and referred to as the ‘compensation effect’ between activation energy and the pre-exponential factor. Further, the reported activation energy values are in the range of desorption of physisorbed water reported in prior experimental and theoretical studies.1,26,27
Figure 2c shows the H2O outgassing prediction of non-porous LL50 samples after a vacuum heat-treatment and subsequent re-exposure to 30 ppm moisture samples at 300 K for 4 h. The H2O outgassing predicted in Fig. 2c is primarily due to the desorption of the first smaller physisorbed peaks (<400 K) in the TPD spectra of Fig. 2a. This smaller physisorbed peak is a result of re-exposure of the vacuum heat-treated sample to 30 ppm for 4 h at room temperature. The higher temperature peaks have much higher activation energy barriers (170 to 270 kJ/mol) as discussed in previous section and do not contribute to outgassing at 300 K (see Fig. 1d). The prediction indicates ~6 ppm of H2O outgassing, which originates due to the moisture re-exposure. In the inset, the outgassing profile for the first year is shown. The moisture outgassing after 30 ppm exposure from the non-porous LL50 reported here is ~10 times less than that from M9787.1 These results show that the surface modification (on the R8200 silica filler) has a substantial effect on material aging and degradation by preventing moisture uptake and subsequent outgassing in vacuum/dry applications.
Untreated LL50 samples were subjected to TPD experiments at three different heating rates (0.005 K/s, 0.025 K/s, and 0.25 K/s). Experimental TPD profiles are shown in Fig. 3a, which clearly show two distinct desorption/outgassing regions. The first peak (P1) appears around 350–400 K while the second peak (P2) was around 550–650 K region with some peak overlap. Multiple overlapping peaks suggest that the outgassing process is complex and multistep in nature. The isoconversional analysis tends to fail (via formation of artifacts in the form of sharp fall and rise in activation energy) at visibly overlapped region as in between P1 and P2.1 However, the iterative regression analysis method (with constraints set by activation energies established in neighboring regions as discussed in previous sections) can be employed to extract kinetic parameters. This approach differs from an approach of fitting of a whole TPD curve, since the actual process is not a single step process.1,18 To avoid illogical deconvolution of desorption peaks, three constraints1 were implemented: (1) reaction order n = 1 for physisorbed moisture outgassing, (2) reaction order n = 2 for chemisorbed moisture outgassing, and (3) activation energy barriers must be compatible with those obtained from the isoconversional analyses of neighboring regions (as discussed in previous sections).

a Mass 18 TPD signals of as-received compression molded non-porous LL50 sample at the heating rates (β) of 0.005 K/s, 0.025 K/s, and 0.25 K/s after approximately one hour of UHV pumping. A low temperature peak P1 was observed below 463 K, whereas a large peak P2 was observed above 463 K; b peak deconvolution of TPD signals at β = 0.25 K/s from as-received LL50 samples using iterative regression analysis. A total of 6 peaks were considered for the analysis. First order reactions were assumed for the first two peaks and second order reactions were assumed for the remaining peaks; c Average activation energies and the natural log of the pre-exponential factors for all peaks from the iterative regression of TPD signals (at all three heating rates) of as-received LL50. One standard deviation (±1σ) on the parameters is shown for each peak as an error bar. Number on each bar represents the actual value of Ea or ln(ν); dPrediction of outgassing of as-received LL50 over 100 years in a vacuum/dry environment at 300 K. The main plot shows the outgassing at room temperature (300 K) and the inset plot exhibits the initial outgassing at the same conditions over the first 24 h. Over 100 years, ~70 ppm of moisture is released with ~50 ppm of that occurring within the first few hours
Figure 3b shows the deconvolution of the full TPD profile at the heating rate of 0.025 K/s into six peaks. The first two peaks are simulated using reaction order n = 1, while additional peaks are fitted with reaction order n = 2. Kinetic parameters from individual curve are plotted in Fig. 3c. Results show corresponding increases in activation energy and pre-exponential factor with higher temperature. The activation energy barrier ranges from 58 kJ/mol to 210 kJ/mol while the natural log of the pre-exponential factor varies from 15 to 31. These results are consistent with the kinetic parameters reported in previous study on M9787 with nonfunctionalized (hydrophilic) silica fillers. In general, the kinetic parameters from iterative regression analyses agreed well with the ones obtained from isoconversional method and prior DFT computations,1,28 which also validates the constrained regression method.
Moisture outgassing prediction for as-received non-porous LL50 at room temperature (300 K) over the next 100 years is shown in Fig. 3d. All kinetic parameters from iterative regression analysis were used and outgassing contribution was normalized based on the average percentage of area under each curve (i.e., P1 = 11.08%, PII = 1.43%, PIII = 10.5%, PIV = 21.58%, PV = 38.27%, and PVI = 17.11%). The total outgassing contribution in 100 years was ~70 ppm; however, most of the outgassing occurs in the first 5–10 h, as shown in the inset of Fig. 3d. Outgassing from as-received samples is significantly higher than that from the vacuum heat-treated samples. This demonstrates the value of vacuum heat treatment of silica-filled elastomers prior to assembly for the long-term stability and performance. In addition, the dramatic reduction in H2O outgassing from non-porous LL50 samples compared to earlier M9787 samples indicates LL50 is a better elastomer for a moisture-sensitive application.
Outgassing from functionalized R8200 silica filler
TPD experiments were also performed on R8200 filler to establish the effect of filler on moisture uptake and outgassing in LL50 elastomers. R8200 filler, even though surface-treated to make it hydrophobic, showed moisture outgassing. Figure 4a, shows the comparison of outgassing from as-received (untreated) R8200 silica filler and non-porous LL50 polymer filled with R8200 silica particles. The signal intensities have been normalized for the amount of R8200 silica filler in non-porous LL50. Results show that the filler was entirely responsible for the moisture outgassing. The silica filler displays two broad H2O outgassing peaks like the non-porous LL50, however, with some shifts in peak temperatures.

a comparison of moisture outgassing profiles of non-porous LL50 and R8200 silica fillers only samples at the same heating rate of 0.025 K/s; b schematics of redistribution of OH group on silica surface during curing and synthesis of LL50 samples
The underlying mechanism responsible for the intriguing peak shift is illustrated schematically in Fig. 4b. Modification of terminal OH group concentration on the silica surface can substantially change the outgassing properties of such a surface.29,30 Curing of R8200 filler in non-porous LL50 at 423 K (150 °C) for 16 h provides OH species enough thermal energy to move randomly on silica surfaces. This random OH species movement on the surface of R8200 results in OH-enrichment in originally sparse OH regions and release of H2O from denser OH regions. This translates to a reduction in H2O outgassing from chemisorbed water with lowest activation energy barriers (380–600K region in Fig. 4a) and highest activation energy barriers (>750 K region in Fig. 4b).
Kinetic parameters were estimated using iterative regression analysis technique (as discussed earlier). As shown in Fig. 5a, a total of six peaks (I–VI) were used to fit the whole TPD profile of functionalized R8200 filler sample. Parameters (Ea and ln(v)) obtained from the analysis are shown in Fig. 5b. In general, H2O outgassing kinetic parameters from R8200 filler and R8200 filled elastomer LL50 are similar (see Fig. 5c), and suggest that the moisture interaction is mainly with the silica filler and not with the polymer matrix. Indeed, by adjusting only the peak intensities, outgassing kinetic parameters from as-received (untreated) R8200 silica filler were successfully used to simulate the TPD signals from as-received nonporous LL50 polymer sample (see Fig. 5d for the case at β = 0.025 k/s).

a peak deconvolution of TPD signals at β = 0.025 K/s from as-received R8200 silica filler using iterative regression analysis. A total of 6 peaks were considered for the analysis. First order reactions were assumed for the first two peaks and second order reactions were assumed for the remaining peaks; b Average activation energy and the natural log of the pre-exponential factors for all peaks from the iterative regression of TPD signals of as-received R8200 fillers; c comparison of activation energies from R8200 silica fillers and R8200 silica-filled siloxane polymers; d simulation of TPD profile of as-received LL50 sample with the H2O outgassing kinetic parameters estimated from R8200 silica filler only sample; e schematics showing the trapped moisture in the crevices (void) formed between silica fillers’ surface and solid silicone matrix; f comparison of physisorbed peaks obtained from TPD experiments (with β = 0.025 K/s) of as-received and 30 ppm moisture exposed (after vacuum heating) LL50 samples. Peak max location is observed ~335 K from TPD signals of both samples
A small peak shift of about 2–3° to higher temperature, as well as larger amount of moisture under the physisorption peak is evident in the TPD profile of LL50 compared to the one from R8200 filler (shown in Fig. 4a), and may be due to water trapped31 in between the silica filler surfaces and polymer matrix as shown in Fig. 5e. The pseudo wetting (water-trapping) between silica surface and polymer matrix is the origin of ~2–3 degrees shift in physisorbed peak in LL50 siloxane.
One would expect to see a significant peak shift if other phenomena (for example, diffusion) were to be the dominant mechanism herein. Figure 5f shows the physiosorbed peak locations of as-received and 30 ppm moisture re-exposed LL50 samples at a TPD heating rate of 0.025 K/s. Both samples showed peaks at ~335 K. Furthermore, TPD spectra of as-received non-porous LL50 polymer (Fig. 3a) and those with vacuum heat treatment followed by 30 ppm moisture re-exposure (Fig. 2a) display similar locations for the physisorbed H2O outgassing peaks at all heating rates, indicating that H2O condensation and removal from the silica surfaces is the rate limiting step (and not the diffusion of H2O through the polymer matrix).
Outgassing from 3D-printed LL50-AM
Additively manufactured LL50 (referred from here on as LL50-AM) samples were prepared and TPD experiments were conducted to estimate the outgassing kinetics. Figure 6a, shows the TPD profile at a heating rate β of 0.025 K/s. Overall, the moisture outgassing profile from LL50-AM material was similar to the profile observed from compression molded non-porous LL50. However, the lowest temperature peak, PI, was much smaller than in the case of non-porous LL50 (in Figs 3b and 5d). In addition, the areas under peaks PII and PIII were much larger for LL50-AM samples in comparison to non-porous LL50 samples. LL50-AM samples were comparatively more porous than compression molded LL50. Increased porosity in the material inherently provides more sites for moisture–material interactions, which in turn can elevate the physisorbed and loosely bonded moisture content. The foamy structure of LL50-AM samples also created large surface area for physisorption and easy moisture desorption (especially with weakest bonded moisture around the peak PI region) during initial vacuum pump down prior to each TPD experiment. However, such short vacuum pump down at room temperature was not able to remove loosely bonded chemisorbed moisture around peaks PII and PIII. This disproportionate moisture desorption during initial vacuum treatment prior to the TPD experiment resulted in a smaller peak PI and larger peaks PII and PIII in LL50-AM compared to that of LL50. In the high temperature region (~600–80 K), both samples (LL50 and LL50-AM) showed similar outgassing profiles.

a peak deconvolution of TPD signals at β = 0.025 K/s from as-received 3D-printed LL50-AM using iterative regression analysis. A total of 6 peaks were considered for the analysis. First order reactions were assumed for the first two peaks and second order reactions were assumed for the remaining peaks; b Activation energy and the natural log of the pre-exponential factors for all peaks from the iterative regression of TPD signals of as-received LL50-AM; c comparison of activation energies from R8200 silica filler only and LL50-AM samples; d simulation of TPD profile of LL50-AM with the H2O outgassing kinetic parameters from R8200 silica filler only sample
Kinetic parameters extracted from iterative regression analysis are shown in Fig. 6b. From six peaks, computed activation energies were in the range of 52–218 kJ/mol. Overall, the activation barriers are comparable to the energy barriers from R8200 silica filler, as shown in Fig. 6c. Kinetic parameters from silica filler samples were used to simulate the moisture outgassing profile of LL50-AM sample to test the parametric consistency. Figure 6d shows a good match between experimental TPD profile and the predicted outgassing profile using the outgassing kinetic parameters from R8200 silica fillers. This further validates the moisture outgassing mechanism being controlled by the silica–moisture interactions.
Hydrophobicity of surface-treated silica filler
Generally, a hydrophobic surface prevents the wetting and spreading of water. Instead, droplets formation is favored due to the cohesive forces associated with the interactions of water molecules. If the contact angle between water and the surface is less than 30°, the surface is hydrophilic since the interaction between water and the surface is nearly equal to the cohesive forces of bulk water. As the hydrophobicity (i.e., contact angle > 90°) increases, the contact angle of the droplets with the surface increases (with perfect hydrophobicity at the contact angle of 180°).32 The hydrophilic surfaces are usually polar with a distribution of hydrogen bonding sites, which can be eliminated by surface modification to make them hydrophobic.33 In reality, the presence of some residual sites after surface modification prevents R8200 fillers from being absolutely hydrophobic and leads to some low residual outgassing in dry/vacuum environments.
This work probed the extent of moisture outgassing from a newly developed 3D printable siloxane elastomer-LL50. The R8200 silica filler and the siloxane samples prepared by compression molding and additive manufacturing (3D printing) via direct ink writing (DIW) methods were used for the estimation of the outgassing kinetic parameters with the model-free isoconversional and iterative regression analysis methods. The outgassing behaviors under three different conditions (i.e., as-received, vacuum heat treated at 463 K for 24 h, and 30 ppm moisture re-exposure after 24 h of vacuum heat treatment at 463 K) were explored.
The results confirmed that the non-porous LL50 (with functionalized R8200 fillers) still allows small amount of moisture absorption and subsequent outgassing in dry/vacuum applications. The reason for a small but finite moisture outgassing from LL50 polymers is attributed to the residual OH species on incomplete surface-treated silica. A prolonged vacuum heat treatment at 463 K or higher temperature is an effective way to eliminate subsequent H2O outgassing in vacuum/dry applications at room temperature. In real applications, even after initial vacuum baking, some moisture re-exposure due to subsequent transportation, handling, and assembly would allow repopulation of silica surfaces with some OH and H2O. However, the uptake and subsequent outgassing following low moisture level re-exposure was significantly reduced (~10 times) for LL50 polymer in comparison with nonfunctionalized silica-filled M9787 polymers. Similar behavior was observed from as-received samples and suggests that the use of hydrophobic silica fillers is preferable in moisture-sensitive assemblies.
Kinetic analysis showed that the moisture outgassing is a multi-step process with a range of activation energies from 50to 220 kJ/mol. The desorption process involves moisture outgassing from physisorbed and some chemisorbed water from the silica fillers. The rate limiting step in H2O outgassing from silica-filled siloxane polymer is the release of H2O from the silica surface, and not the diffusion of moisture through the inherently hydrophobic siloxane matrix. In addition, some deviations in desorption peaks from R8200 silica filler only and R8200 embedded in siloxane polymers are shown to be the results of rearrangement of OH species on silica surfaces during high temperature curing of the silica-filled siloxane polymers. Furthermore, additively manufactured LL50-AM showed even reduced moisture outgassing compared to compression molded LL50 at lower temperature region. The results and mechanistic insights reported in this work provide a better understanding of moisture-filler-polymer interactions and may pave the ways to new moisture resistance material synthesis and mitigation strategies for moisture outgassing during long term storage applications.
Methods
Sample preparation
Materials were purchased from Nusil/Avantor, Gelest Sigma-Aldrich Bluestar Silicones Aerosil (Aerosil R8200) and were used as received.
A siloxane elastomer, LL50, was prepared at LLNL and cured for 16 h at 150 ℃. Resins are composed of a mixture of a vinyl terminated poly(dimethyl)-co(diphenyl) siloxane filled with Aerosil R8200 as a reinforcing silica filler. A poly(dimethyl)-co(methylhydro) siloxane served as crosslinker and the elastomer was cured using a Pt catalyst.
Compression molded LL50 was cast in a single cavity flat sheet mold (Desenco Inc., in accordance with ASTM D3182) having cavity dimensions of 152.4 × 152.4 × 1.905 mm3. Material was loaded into the mold and cured at 150 °C for 1 h, removed from the mold, and a secondary unconfined bake-out in a nitrogen-purged (20 mL/min) oven was conducted at 150 °C for 16 h, after which the siloxane sheet was allowed to cool to room temperature under nitrogen.
LL50-AM material was prepared by loading into a Nordson 30 mL syringe and was centrifuged (Nordson EFD ProcessMate 5000) for 15 min at 5000 rpm to eliminate entrapped air. The syringe was attached to a positive-displacement dispenser (Ultra 2800, Nordson EFD), and was affixed to the z-axis of a custom Aerotech air-bearing gantry xy open frame movement stage. The LL50-AM material was printed through a 250-micron tip to generate an FCT lattice structure having 50% effective density (500 micron spacing) with dimensions of 10 × 10 cm2 and with 8 layers. The lattice structures were printed onto silicon wafers with each layer of parallel filaments being printed orthogonal to the previous layer, yielding an FCT structural arrangement. The printed lattices were cured in a Yamato ADP300C vacuum drying oven by first ramping from room temperature to 150 °C over one hour and holding the temperature for an additional 16 h.
TPD experiments
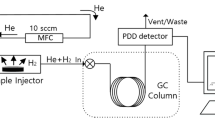
TPD experiments were performed at different heating rates in an ultrahigh vacuum (UHV) environment. The detector chamber was equipped with a quadrupole mass spectrometer for the outgassing signal detection. The amount of water outgassing was calculated by the calibration of pure H2O source in the same TPD chamber prior to or after each experiment. TPD experiments were conducted on samples with three different types of preparation: vacuum heat-treatment at 463 K for one day, vacuum heat-treatment at 463 K for one day followed by 30 ppm (glove box condition, ∼3 Pa of H2O vapor) moisture re-exposure for 4 h at room temperature, and no preparation (as-received state). We note that heating rates used for those three types of TPD experiments are varied slightly to obtain the best moisture outgassing mass-spec signals, which do not impact the kinetics parameters. All samples were subjected to UHV pumping for approximately 1 h prior to TPD experiments.
Isoconversional analysis
The general Arrhenius form for a reaction can be expressed as:1,16,34,35
where α is the conversion level ranging from 0 to 1, t is the reaction time, k is the rate constant, v is the pre-exponential factor, R is the universal gas constant, T is temperature, E a is the activation energy barrier, and f(α) is an analytical expression for the rate limiting step.
Without considering a particular functional form of rate limiting step reaction, Eq. (1) can be written in the logarithmic form for a specific value of α n as:
In Eq. (2), α n is a specific value of the conversion level where 0 < α 1 < α 2 < … < α n < … < 1, and E n is the activation energy barrier corresponding to α n.
With more than two sets of experiments at different heating rates, plotting \(\ln \left( {\frac{{d\alpha _n}}{{dt}}} \right)\) vs. \(\frac{1}{T}\) results in the activation energy barrier (E n) from the slope \(\left( { - \frac{{E_n}}{R}} \right)\) and \(\ln \left[ {\nu f\left( {\alpha _n} \right)} \right]\)from the intercept for a conversion level of α n. Further details on the methodology can be found elsewhere.1,36
Once the kinetic parameters are estimated, the time for conversion (t n) to reach a specific conversion level (α n) at any isothermal temperature (T iso) can be predicted as:
Iterative regression analysis
In cases when the isoconversional analysis cannot be applied (discussed later) to estimate the kinetic parameters, an alternate method called iterative regression may be used. Water desorption from silica surfaces have been known to follow the reaction order of n = 1 for physisorbed water and n = 2 for chemisorbed water.1 The general expression can be written as:1
For the variable linear ramp rate condition, temperature can be expressed as a function of time as T = T 0 + βt. The expression for the second order reaction (n = 2) can be written [3, 6] as:
For the first order reaction (n = 1), the expression [3, 6] becomes:
The kinetics extracted from the iterative regression analysis can be utilized to predict the moisture outgassing from polydimethylsiloxane (PDMS) polymers in dry/vacuum environments. The time required to reach a conversion level α n for first order reactions is given by:
and for second order reactions:
Data availability
The data that support the findings (experimental and modeling results) of this study are available from the corresponding author upon reasonable request.
Change history
10 June 2021
A Correction to this paper has been published: https://doi.org/10.1038/s41529-021-00178-1
References
Sharma, H. N., McLean, W., Maxwell, R. S. & Dinh, L. N. The moisture outgassing kinetics of a silica reinforced polydimethylsiloxane. J. Chem. Phys. 145, 114905 (2016).
Harley, S. J., Glascoe, E. A. & Maxwell, R. S. Thermodynamic study on dynamic water vapor sorption in Sylgard-184. J. Phys. Chem. B 116, 14183–14190 (2012).
Höfer, R. et al. Ullmann’s Encyclopedia of Industrial Chemistry (Wiley-VCH Verlag GmbH & Co. KGaA, Weinheim, Germany, 2000).
Mata, A., Fleischman, A. J. & Roy, S. Characterization of polydimethylsiloxane (PDMS) properties for biomedical micro/nanosystems. Biomed. Micro. 7, 281–293 (2005).
Gohil, S. V., Suhail, S., Rose, J., Vella, T. & Nair, L. S. in Materials for Bone Disorders (eds Susmita Bose & Amit Bandyopadhyay) Ch. 8 (Academic Press, Cambridge, MA, USA, 2017).
Abdallah, B. G. & Ros, A. in Microfluidic Devices for Biomedical Applications (eds Xiujun Li & Yu Zhou) Ch. 2 (Elsevier inc., Amsterdam, Netherlands, 2013).
Rieger, B., Grübel, M. & Heidsieck, S. U. H. in Efficient Methods for Preparing Silicon Compounds (ed Herbert W. Roesky) Ch. 23 (Academic Press, Cambridge, MA, USA, 2016).
Kulyk, K. et al. Dimethylsilanone generation from pyrolysis of polysiloxanes filled with nanosized silica and ceria/silica. ChemPlusChem 81, 1003–1013 (2016).
Duoss Eric, B. et al. Three-dimensional printing of elastomeric, cellular architectures with negative stiffness. Adv. Funct. Mater. 24, 4905–4913 (2014).
Wu, J. et al. Multi-shape active composites by 3D printing of digital shape memory polymers. Sci. Rep. 6, 24224 (2016).
Zhakeyev, A. et al. Additive manufacturing: unlocking the evolution of energy materials. Adv. Sci. 4, 1700187 (2017).
Chen, Q., Cao, P.-F. & Advincula, R. C. Mechanically robust, ultraelastic hierarchical foam with tunable properties via 3D printing. Adv. Funct. Mater. 28, 1800631 (2018).
Areir, M., Xu, Y., Harrison, D. & Fyson, J. A study of 3D printed flexible supercapacitors onto silicone rubber substrates. J. Mater. Sci. Mater. Electron 28, 18254–18261 (2017).
Singh, A. K. et al. Additive manufacturing of syntactic foams: Part 2: Specimen printing and mechanical property characterization. JOM 70, 310–314 (2018).
Tian, X., Plott, J., Wang, H., Zhu, B. & Shih, A. J. Silicone foam additive manufacturing by liquid rope coiling. Procedia CIRP 65, 196–201 (2017).
Dinh, L. N. et al. H2O outgassing from silica-filled polysiloxane TR55. J. Colloid Interface Sci. 274, 25–32 (2004).
Dodiuk, H., Drori, L. & Miller, J. The effect of moisture in epoxy film adhesives on their performance: I. Lap Shear Strength. J. Adhes. 17, 33–43 (1984).
Dinh, L. N., Balooch, M. & LeMay, J. D. H2O outgassing properties of fumed and precipitated silica particles by temperature-programmed desorption. J. Colloid Interface Sci. 230, 432–440 (2000).
McCarthy, D. W. & Mark, J. E. Poly(dimethylsiloxane) elastomers from aqueous emulsions: I. Preparations, and Characterization of the Curing and Aging Processes. Rubber Chem. Technol. 71, 906–927 (1998).
Selimovic, S., Maynard, S. M. & Hu, Y. Aging effects of precipitated silica in poly(dimethylsiloxane). J. Rheol. 51, 325–340 (2007).
Torres, J. M. et al. Influence of chain stiffness on thermal and mechanical properties of polymer thin films. Macromolecules 44, 9040–9045 (2011).
Dinh, L. N. et al. Measurement and prediction of H2O outgassing kinetics from silica-filled polydimethylsiloxane TR55 and S5370. J. Vac. Sci. Technol. A 25, 597–600 (2007).
Calo, J. M. & Perkins, M. T. A heterogeneous surface model for the “steady-state” kinetics of the boudouard reaction. Carbon 25, 395–407 (1987).
Shook, R. L. & Goodelle, J. P. Handling of highly-moisture sensitive components-an analysis of low-humidity containment and baking schedules. IEEE Trans. Electron. Packag. Manuf. 23, 81–86 (2000).
Chhanda, N. J., Suhling, J. C. & Lall, P. Effects of moisture exposure on the mechanical behavior of flip chip underfills in microelectronic packaging. in Fourteenth Intersociety Conference on Thermal and Thermomechanical Phenomena in Electronic Systems (ITherm). 333–345 (2014).
Scamehorn, C. A., Harrison, N. M. & Mccarthy, M. I. Water chemistry on surface defect sites - chemidissociation versus physisorption on MgO(001). J. Chem. Phys. 101, 1547–1554 (1994).
Meyer, H., Entel, P. & Hafner, J. Physisorption of water on salt surfaces. Surf. Sci. 488, 177–192 (2001).
Bandura, A. V., Kubicki, J. D. & Sofo, J. O. Periodic density functional theory study of water adsorption on the alpha-quartz (101) surface. J. Phys. Chem. C 115, 5756–5766 (2011).
Zhuravlev, L. T. Concentration of hydroxyl groups on the surface of amorphous silicas. Langmuir 3, 316–318 (1987).
Zhuravlev, L. T. The surface chemistry of amorphous silica. Zhuravlev model. Colloids Surf., A 173, 1–38 (2000).
Sidi, A. et al. Water as a morphological probe to study polymer-filler interfaces: an original application of thermoporosimetry. Phys. Chem. Chem. Phys. 17, 18751–18760 (2015).
Gao, L. & McCarthy, T. J. A perfectly hydrophobic surface (thetaA/thetaR = 180 degrees /180 degrees). J. Am. Chem. Soc. 128, 9052–9053 (2006).
Wang, J., Kalinichev, A. G. & Kirkpatrick, R. J. Asymmetric hydrogen bonding and orientational ordering of water at hydrophobic and hydrophilic surfaces: a comparison of water/vapor, water/talc, and water/mica interfaces. J. Chem. Phys. C. 113, 11077–11085 (2009).
Vyazovkin, S. et al. ICTAC Kinetics Committee recommendations for performing kinetic computations on thermal analysis data. Thermochim. Acta 520, 1–19 (2011).
Berčič, G. The universality of Friedman’s isoconversional analysis results in a model-less prediction of thermodegradation profiles. Thermochim. Acta 650, 1–7 (2017).
Dinh, L. N., Cairns, G. A., Strickland, R. A., McLean, W. & Maxwell, R. S. Mechanism and kinetic modeling of hydrogenation in the organic getter/palladium catalyst/activated carbon systems. J. Phys. Chem. A 119, 943–951 (2015).
Acknowledgements
This work was performed under the auspices of the U.S. Department of Energy by Lawrence Livermore National Laboratory under Contract DE-AC52-07NA27344.
Author information
Authors and Affiliations
Contributions
L.N.D. and H.N.S. developed the scope of the experiments and analytical methods. H.N.S. carried out the experiments and analyzed the results. J.M.L. prepared the LL50 samples reported in this work. H.N.S. and L.N.D. wrote the manuscript with contributions from A.L., P.G.A., J.M.L., W.M. II, and R.S.M.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note: Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Sharma, H.N., Lenhardt, J.M., Loui, A. et al. Moisture outgassing from siloxane elastomers containing surface-treated-silica fillers. npj Mater Degrad 3, 21 (2019). https://doi.org/10.1038/s41529-019-0083-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41529-019-0083-4
- Springer Nature Limited
This article is cited by
-
Viscoelastic behavior of filled silicone elastomers and influence of aging in inert and hermetic environment
Continuum Mechanics and Thermodynamics (2024)