
Abstract
Efficient thermal management has become one of the most critical issues of electronics because of the high heat flux generated from highly integrated, miniaturized, and increased power. Here we report highly flexible composites with aligned and overlapping interconnected boron nitride nanosheets (BNNSs) assembled in wrinkle structures. Besides high in-plane thermal conductivity of more than 26.58 W m−1 K−1, such structure rendered enhanced through-plane conduction along with increasing pre-stain. As thermal interface materials (TIMs) of both rigid and flexible devices, the composites revealed an outstanding thermal cooling capability outperforming some commercial TIMs. During a record-long bending process of more than 3000 cycles, the maximum temperature fluctuation of the flexible device with 100%-prestrained composite was only within 0.9 °C, less than one-third of that with commercial thermal pad. Moreover, the composite revealed a superior impermeability for flexible seals. Our results illustrate that the composites could be an ideal candidate for the thermal management of emerging flexible electronics.
Similar content being viewed by others

Introduction
High-effective thermal dissipation has been an urgent problem with the integration, functionality, and flexibility of next-generation high-powered electronics1,2,3,4,5. Heat accumulation during operation leads to overheating that can significantly deteriorate the efficiency, reliability, performance security, and life span of such devices. Therefore, there has been a tremendous demand for materials and structures with advanced thermal management capability. Considering the low intrinsic thermal conductivity of most polymers (usually <0.5 W m−1 K−1), researchers have devoted extensive efforts to fabricating composite TIMs by filling the polymer matrix with highly thermally conductive fillers, which integrate the flexibility of the polymer matrix and the thermal conduction ability of the highly thermally conductive fillers6,7,8,9,10.
Among many highly thermally conductive fillers, boron nitride nanosheets (BNNSs), which were usually exfoliated from the hexagonal boron nitride (h-BN), have drawn much attention nowadays, due to the fascinating merits such as high aspect ratio, low density, remarkable mechanical properties, chemical and thermal stability, as well as the ultrahigh in-plane thermal conductivity (theoretical can be as high as 2000 W m−1 K−1)11. Particularly, the electrically insulating behavior (bandgap ~5.20–5.97 eV) of BNNS ensures it is extremely appropriate for the packaging of electrical devices compared to graphene and other electrically conductive materials12. It is possible to construct thermal conductive networks in the composites under a relatively low loading of BNNSs due to the ultrathin 2D structure and high aspect ratio13,14. Nevertheless, the highly anisotropic thermal conductivity of BNNS (~theoretical 30 W m−1 K−1 in the out-of-plane direction)15 hinders its further application. In addition, although high thermal conductivity can be achieved by adding a sufficient concentration of highly thermally conductive fillers, the stiffness of the composites increases accordingly, hampering its capability to form seamless contact with die surfaces16. Namely, the sacrificed flexibility and ductility damage the surface compliance, thermal contact area, and thermomechanical stability of TIMs16,17, preventing it from further applications, particularly for the emerging applications of heat dissipation of wearable electronic devices and soft robotics. Obviously, as a trade-off between high thermal conductivity and the deformability of TIMs, fabricating flexible TIMs with high thermal conductivity at a low loading of filler is a good choice.
Aligning the highly thermally conductive fillers in the polymer matrix is an available strategy to enhance the thermal conductivity of the TIMs at a low loading without damping the pliability. This strategy endows close contact of the fillers that leads to a delicate construction of the thermal conductive pathways which has been proved particularly effective for the anisotropic fillers18. To this end, various methods have been adopted, such as ice or salt template14,15,19, hot-pressing13,20, three-dimensional (3D) printing11, magnetically or electrically induced alignment21,22, electrospinning23,24, etc. Among these techniques, electrospinning is regarded as a cost-effective, versatile, and straightway to fabricate nano/microfibers with high length/diameter ratios, tunable surface morphologies, and outstanding mechanical performance.
Apart from the wide applications such as tissue engineering, drug delivery, energy harvest and storage, filtration, sensing, catalysis, and so on25,26,27, electrospinning fibrous membranes with tailored thickness and morphology now attracted increasing attention in the area of TIMs because of the two advantages. (a) Highly thermally conductive fillers can be incorporated into the precursor solution and direct electrospinning. Hence, the fillers can be well aligned along the axial direction of the fibers one by one, generating the functional networks23,24. (b) The electrosun fibrous membrane can be adopted as a template, and the fillers were deposited onto the surface of the membrane2,28,29,30. However, in the former case, it is restricted by multiple electrospinning parameters, such as the concentration (viscosity), conductivity, and surface tension of the solution, hence the contents of nanomaterials should not exceed a certain amount. In the latter case, the low-dimensional nanofillers with any adjustable quantity would be easily coupled and tangled together to form continuous thermally conductive networks, rending a superior thermal dissipating performance. Nevertheless, it should be pointed out that in most works, only in-plane thermal conductivity could be enhanced, the through-plane thermal conductance remains unchanged.
In addition, although permeability plays a crucial role in determining the properties of wearable devices5,12,28, water intrusion can lead to short circuits and other unsafe problems for electronics. Seamless connected with the core components of electronics, impermeability and hermetic sealing performance of TIMs are extremely important. Particularly, systems may be sensitive to the permeation of gases, thus low gas and water transmissibility of the packaging materials is strongly desired31. Considering the contradiction between high flexibility and low gas permeability, i.e., materials with a low elastic modulus generally show high permeability, it is challenging to seek materials and/or structures that combine high compliance and low permeability. It is reported that wrinkle structure can fulfill the requirements of both flexibility and low transmissibility, compared to the flat counterpart32 although limitation still exists because of either the hydrophily of materials or voids caused by the separation between fillers and polymer matrix under deformation.
In this work, we provide flexible nanocomposites with closely packed and highly aligned BNNSs in wrinkle structures that can be large-scale assembled. This structure was realized through a straight and low-cost method by depositing BNNSs onto a pre-stretched electrospun polymer membrane, followed by a releasing process to the initial state of the fibers. The composites exhibit a high in-plane thermal conductivity of 26.58–29.38 W m−1 K−1 and a reduced thermal resistance which was inversely proportional to the degree of prestrain, at a low BNNS loading of about 32–35 wt%, rendering it strong thermal management capability that outperforms some commercial TIMs. Particularly, apart from an excellent stability of thermal conductivity over 1000 bending-releasing process, during a record-long bending cycle of more than 3000 cycles, the maximum temperature fluctuation of the flexible device with 100%-prestrained composite was only within 0.9 °C, less than one-third of that with the commercial thermal pad. Besides, the composite also revealed a low stiffness, superior impermeability, and hermetic sealing performance, preventing the electronics from the intrusion of water and other harmful gases. It is believed that our composites with superior cooling efficiency hold great promise for thermal management of both rigid devices and flexible electronics in the future.
Results
Fabrication and structure of the nanocomposites
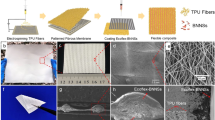
In this work, thermoplastic polyurethane (TPU) was selected as a substrate because of its outstanding elasticity, excellent flexibility, and high toughness, as well as other merits such as biocompatibility, hydrophobicity, and high resistance to tear and oxidation, leading it to a gradually increased ability for the package of soft electric devices33. As shown in Fig. 1a, to obtain the wrinkle structures, TPU were firstly electrospun into nonwoven fibrous mats, and then the fibrous mats were biaxially stretched with different ratios and soaked in a sonication bath with deionized water and BNNSs. Followed by sonication, the electrospun mats were taken out and released, and the wrinkle structures were formed. After electrospinning, the resultant TPU fibers demonstrate a smooth surface with regular diameters (Fig. 1b), and the as-exfoliated BNNSs from commercial bulk h-BN exhibited a typical 2D structure, with an average lateral size of 1–2 μm and thickness of 3 nm, corresponding to that in our previous works5,23, as shown in Supplementary Fig. 1.

a Schematic diagram of the experiment. b The electrospun TPU fibrous membrane. c The deposition of BNNSs that penetrate the fibrous mat and are located among the fibers. d SEM image of the 100%-prestrained composite. e The cross-sectional SEM image and f, g EDS to illustrate the uniform deposition of BNNSs among the fibrous membrane.
Sonication has been found to enable nanomaterials assembled on viscoelastic substrates. In this course, the energy barrier for the adhesion of the nanomaterials on the viscoelastic substrates was reduced by the assistance of ultrasound, and the total Gibbs free energy of the reaction system was decreased. Inspired by the previous work34,35,36, we successfully applied ultrasound to make deposition of BNNSs on the as-spun TPU fibrous mats.
Under the sono-field of 0.3 W cm−2 with a frequency of 40 kHz, BNNSs can be attached to the fibers, yet it was insufficient to form a uniform layer (Supplementary Fig. 2a). When the power of ultrasound increased to 0.42 W cm−2, it can be seen besides BNNSs wrapped with the TPU fibers, constructing a close-contact layer, more BNNSs penetrate the fibrous mat and located among the fibers (Fig. 1c and Supplementary Fig. 2b). It can be ascribed that higher ultrasonic power accelerated BNNSs to collide with the fibers, thus enhancing the assembly. In addition, the assembling process is dependent on the sonication time. With the increase in the operating time, more BNNSs were observed on the fibrous membrane (Supplementary Fig. 3). At 60 min, BNNSs were able to uniformly cover the surface of the fibrous membrane (Supplementary Fig. 4). Particularly, BNNSs can also fill the space around the fibers continuously, which can be illustrated by the cross-sectional SEM image (Fig. 1e) and the presence of B and N elements by energy dispersive spectroscopy (EDS) on the corresponding area (Fig. 1f and g). That is, the fibrous mats could act as a “cage” to hold closed-contacted BNNSs, which was vital for constructing the 3D continuously thermally conducting networks. As the time exceeded 60 min, an obvious change happened because of the dynamic equilibrium between the attaching and detaching. Hence, in the following experiments, 60 min was used.
From the strain-stress curves (Supplementary Fig. 5), one can see that the stretching and sonicating process had no obvious effect on the fibrous mats, the elastic modulus (E) of the 0- and 100%-prestrained fibrous mats (2.48 and 2.61 MPa, respectively) were comparable to that of the fibrous mat without treating (2.38 MPa). After the release of sonication and external stress, the fibrous mats can recover almost to the original state even after sonication within 60 min (Supplementary Fig. 6 showed the 100%-prestrained fibrous mats before and after stretching and sonicating), because of the outstanding intrinsic elasticity of the electrospun TPU fibers.
For a bilayer system consisting of a top stiff-film layer and a soft substrate, when an in-plane compressive strain (ε) exceeding the critical strain threshold (εC) is applied, wrinkles will occur to minimize the total energy of the bilayer system due to the modulus mismatch between the stiff-film layer and the substrate37,38. According to linear buckling theory, the characteristic amplitude (A) of the wrinkles can be predicted according to the applied strain ε37, as
where hf is the thickness of the stiff-film layer, and \(\bar{{E}_{{\rm{f}}}}\) and \(\bar{{E}_{{\rm{s}}}}\) represents the plane-strain modulus for the top-layer film and substrate, respectively. In the present work, the top stiff-film layer was BNNSs, and TPU fibrous mats can act as the soft substrate. When the prestrain was withdrawn, and the fibers gained reconversion after depositing BNNSs, it was equivalent to applying a compressive strain to the fiber membrane along the biaxial direction. From Eq. (1), one can see that when other things are equal, A is only related to ε, i.e., in this case, large prestrain conduces to the formation of wrinkles, accompanying with large elastic energy to be decreased. Supplementary Fig. 7 illustrated the released fibrous mats with BNNSs after ultrasound, whose prestrain was 20%, 40%, 60%, 80%, and 100%, respectively. It can clearly be seen that with the increasing of the applied prestrain, the vertical vector (amplitudes) increased accordingly, and the wrinkle structures were constituted. Interesting, even recovered from 100% strain, BNNSs remained in a close-connection along their basal-plane direction (Fig. 1d) because of friction among the system, and it was of significance for the establishment of thermal conductive pathways. To verify the contents of BNNSs in the composites, the thermal gravimetric analysis (TGA) was provided, and there was only a little difference between all the samples. The loading of BNNSs in the 100%-prestrained sample was about 35 wt%, while that of the 0-prestrained one was about 32 wt% (Supplementary Fig. 8), because when the fibrous mats were stretched, the “cage” became larger, making it accommodate more BNNSs. However, the open pores also became larger in this case, hence many BNNSs would be drained under the influence of ultrasound. Besides, different from using a planar polymer substrate, the deposition of BNNSs was also affected by the diameter of the fibers under the same electrospinning time. The number of large pore sizes in the fibrous mats with large fiber diameters was more than that with thin diameters, and BNNSs can easily permeate the mats.
Thermal property
To measure the thermal conductivity, the samples were firstly soaked in the dimethylsilicone oil (viscosity~100 ± 8mPa s) under a vacuum environment to expel air in the fibrous membrane, because the thermal conductivity of dimethylsilicone oil (about 0.15 W m−1 K−1) was comparable to most polymer and could hardly affect the results of the system. Using a standard laser flash method, the thermal conductivity (K) can be calculated as
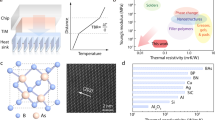
where ρ, Cp, and D are the density, the specific heat, and the thermal diffusivity of the composite, respectively. The Schematic of the sample and the direction of the laser beam used for the in-plane thermal conductivity measurement are shown in Supplementary Fig. 9. From Fig. 2a, though both the in-plane thermal conductivity and thermal diffusivity decreased with the amplitude of prestrain, high values have been observed even for the 100%-prestrained sample: The in-plane thermal conductivity and thermal diffusivity of the 0-prestrained composite were 29.38 W m−1 K−1 and 17.52 mm2 s−1, respectively, and that of the 100%-prestrained sample was respectively, 26.58 W m−1 K−1 and 15.83 mm2 s−1, about 5 times higher than the in-plane thermal conductivity (5.4 W m−1 K−1) and thermal diffusivity (2.7 mm2 s−1) of the solution cast BNNS/TPU film. This resulted from the surface change of the composites. That is, the larger the prestrain is applied, the more the wrinkle structures were formed, and the more had been turned into vertical vectors from the flat surface of the fibrous mats. In addition, it is found that the in-plane thermal conductivity variation of the 100%-prestrained composite upon 20 heating and cooling cycles alternating between 25 and 120 °C is very small (within ~3.1%), as is shown in Fig. 2b, indicating the excellent thermal cycling stability of the sample in such a temperature range.

a In-plane thermal conductivity and thermal diffusivity of the composites. b Thermal conductivity of 100%-prestrained composites upon multiple heating and cooling cycles. c Rtotal versus the degree of prestrain of the composites. d COMSOL simulation of the heat flow of the flat (0-prestrained) and the wrinkle-structured composites. e Schematic diagram of the heat flow of the composite with wrinkle structure. f In-plane thermal conductivity versus filler loading of our samples and reported boron nitride-based composites via electrospinning. PVDF polyvinylidene fluoride, PAN polyacrylonitrile, CNTs carbon nanotubes, PVA polyvinyl alcohol, αPVA carbonized polyvinyl alcohol, PI polyimide, m-BN modified boron nitride, PEG polyethylene glycol, FBN functional boron nitride, S-SEBS poly(styrene-ethylene/butylenestyrene).
To evaluate the through-plane thermally conductive performance of the samples, the American Society of Testing Materials (ASTM) D5470 standard method was employed to measure the thermal resistance (Rtotal) (Supplementary Fig. 10), according to39,40
where K is the through-plane thermal conductivity, BLT is the thickness of the sample, and Rc1 and Rc2 are the contact thermal resistance at two matting surfaces of the heater/TIM and TIM/heat sink, respectively. As a proof of concept, Rtotal was inversely proportional to the degree of prestrain (Fig. 2c). With increasing the prestrain, the through-plane thermal conductivity increased accordingly, which was believed to be due to the increase of amplitudes of the wrinkle structures under a large prestrain.
To further understand the thermal conductivity characteristic of BNNSs in the wrinkle structure, COMSOL Multiphysics simulations were used to demonstrate the differences in their thermal conductivity abilities. The COMSOL simulation parameters are listed in Supplementary Table 1. As shown in Fig. 2d, e, the heat flow caused by its convex structure was more conducive to vertical development. (The model structure diagram is shown in Supplementary Fig. 11.) The wrinkled structure of the 100%-prestrained composite would significantly increase the normal energy flow of the material, while the flat structure (0-prestrained composite) has a relatively small and uniform normal energy flow. Moreover, the equivalent thermal conductivity of the two structures was calculated by thermodynamic theory (Supplementary Table 2). Compared with the flat structure, the through-plane thermal conductivity of the wrinkle structure is increased by 57%, while the in-plane thermal conductivity remains unchanged. These results illustrated that BNNSs of such wrinkle structures apparently contributed to the through-plane thermal conductivity.
Figure 2f summarizes the in-plane thermal conductivity of the boron nitride-based composites via electrospinning recently2,23,41,42,43,44,45,46,47,48,49,50. Our samples with only BNNSs, as fillers demonstrated a prominently high value compared to that, have been reported, indicating the thermal conductivity enhancement by alignment and overlapping interconnection of BNNSs with such a low loading. Importantly, apart from the high in-plane thermal conductivity, our composites with wrinkle structure also exhibited an ascending through-plane thermal conductance, as well as a low elastic modulus, showing strong superiority in comparison with previous results.
Thermal management capability of the composites for rigid devices
As the core component of a computer, the CPU plays an important role by being integrated with memory, storage, and various hardware components to execute tasks and run the software efficiently, which should work at a relatively low temperature to maintain enough working efficiency. TIMs are pivotal medium to dissipate heat generated by the CPU to the heat sinks to avoid heat accumulation (Fig. 3a). In order to evaluate the thermal management performance of the composites for practical applications, the 0- and 100%-prestrained samples were selected as TIMs between the CPU and a heat sink, respectively. For direct comparison, the solution-casted BNNS/TPU composite film, a commercial thermal pad (CN-TPF-J), and a commercial thermal grease (DG 460) with comparable sizes were also introduced. From the infrared thermal images (Fig. 3b) and the corresponding plots of the surface temperature of the CPU versus time by the infrared thermal imager (Fig. 3c), one can see that the CPU displayed the slowest temperature increase rate and lowest saturation operating temperature (45.8 °C) during the running process when 100%-prestrained composites were used as TIMs, with 7.5 and 6.2 °C dropping compared with that using solution-casted composite film (53.3 °C) and the commercial thermal pad (52 °C), respectively, and about the same as the commercial thermal grease was.

a Schematic diagram of the cooling system of a computer. b Infrared thermal images of the CPU integrated with TIMs and heat sink. c Surface temperature variations of the CPU against time.
Wireless routers are now popularized in wireless communication, particularly with the emergence of 5 G which allows a larger volume of data transfer. The Microcontroller Unit (MCU) is one of the most crucial systems, but the main heat-generating element of a wireless router is the CPU (Supplementary Fig. 12a). Different from the CPU of the computer, no fan but a cooling plate is used in the cooling system of the wireless router because of the limited space. To further assess the performance of our composites, the aforementioned composites were adopted as TIMs between the MCU and the cooling plate that was integrated into the wireless router. As expected, during the operation process, the 0- and 100%-prestrained composite demonstrated better thermal management capability (Supplementary Fig. 12b, c), whose equilibrium temperature was lower than that of the solution-casted composite film, and even lower than that of the original commercial TIM.
In both cases, although the 0-prestrained composite displayed a slightly worse performance than the 100%-prestrained one, resulting from the weak through-plane thermal conductance, the equilibrium temperature was still lower than with solution-casted composite film and can beat that with the commercial thermal pad. These results indicated that our composites have excellent thermal management capability, and have great potential application in the area of heat dissipation of rigid electronic devices.
Thermal management capability of the composites for flexible devices
The composites demonstrated superior flexibility can undergo a large deformation such as bending and twisting, and can be tailored into arbitrary shapes (Fig. 4a), which is of significant importance for flexible electronic devices. To verify its potential in this field, the thermal conductivity after multiple bending cycles has been measured. After 1000 bending cycles, the in-plane thermal conductivity retains superior stability and reliability with a maximum fluctuation within 5.1%, as shown in Fig. 4b, indicating its promise for advanced thermal management of flexible devices. Next, a proof of concept experiment has been conducted to reveal the outstanding flexible device-cooling performance of our composites. In this case, a commercial polyimide (PI) heating film with an electrical resistance of ~20 Ω (Supplementary Fig. 13) has been used as the flexible device that generated thermal heat. Under a voltage of 3.5 V, it can be seen that under the initial state, the equilibrium temperature of all the samples with TIMs was slower than that of the pure PI heating film (65 °C). As expected, the temperature of the PI heating film with 0- and 100%-prestrained composite was both lower than that with a commercial thermal pad. Particularly, a PI heating film with the 100%-prestrained composite still has the lowest equilibrium temperature (54.5 °C), and about 6 °C dropped compared with the commercial thermal pad, as shown in Fig. 4c. In addition, our composites revealed very long-timed stability. As shown in Fig. 4d, during a record-long bending and releasing process of more than 3000 cycles with the bending angle from 0° to 150°, the 100%-prestrained composite demonstrated a very stable thermal management capability, and the maximum temperature fluctuation of the PI heating film in this cause was only within 0.9 °C, while that with the commercial thermal pad was within 2.8 °C, more than 3 times higher than the former. And the equilibrium temperature of the 0-prestrained composite was also lower than that of the commercial thermal pad, the maximum temperature fluctuation was within 1.4 °C (Fig. 4e and Supplementary Movies 1–3). This reason can be attributed to the steady thermal conductive networks constructed by the wrinkle structures of our composite. As is known, bending is often accompanied by stretching for a flexible thin film (Supplementary Fig. 14)51. For commercial TIMs, the bending process could cause the fillers to be detached, and damage the thermal conductive pathways, resulting in the fluctuation of operational temperature. However, when 100%-prestrained composite suffered from deformation, although the wrinkle structures may fade away, the surface morphology of the composite tended to convert to the lower-prestrained one, the BNNSs kept well aligned and densely overlapping interconnected, without sacrificing the efficient heat-transfer pathways. It demonstrated that our composite could hold great promise for the thermal management of flexible electronics and soft robotics. Most importantly, the composites can be easily fabricated on a large scale, because only a large-scale electrospinning machine and a large ultrasonic bath are required theoretically.

a The flexibility of the composite. b In-plane thermal conductivity of the 100%-prestrained composite in response to 1000 bending cycles. c Surface temperature variations of the flexible PI heating film against time. d Temperature fluctuation of the flexible PI heating film with the 100%-prestrained composite under a bending angle of 0°–150°. e Temperature fluctuation of the flexible PI heating film with different TIMs under more than 3000 bending cycles.
Permeability of the composites
The impermeability and hermetic sealing performance of TIMs are crucial because TIMs not only ensure rapid thermal dissipation but also prevent the core components of electronics from erosion by water and harmful gases. In order to evaluate the permeability and hermetic sealing performance of our composites, the samples for TIMs have been adopted. The air permeability was shown in Fig. 5a. Interestingly, although the permeability of the electrospun TPU fibrous mats was 67 mm s−1, the air permeability of 0- and 100%-prestrained composite were both approximately equal to 0, similar to that of the as-casted pure PDMS film. In consideration that PDMS is one of the ideal packaging materials for flexible devices, our composites exhibited promise in this field. Water vapor is the most common hazardous factor to electronics because it could bring short circuits and electric shocks, detrimental to devices and human health. To test the water vapor transmissibility, the composites were respectively fixed to opening test tubes containing 1.0 g DI water, and the weight loss of water was measured to identify the permeability of water vapor. For comparison, test tubes, containing 1.0 g DI water, covered with PDMS film and pure electrospun TPU fibrous mats were also introduced. At room temperature, it was found that the weight of the tube covered with 0- and 100%-prestrained composite barely decreased after more than 100 h, and that of the tube with pure electrospun TPU fibrous mats decreased apparently, as shown in Fig. 5b. The reason was hypothesized that BNNSs, TPU, and dimethyl silicone oil were all hydrophobic, thus the hydrophobicity of the composites (Fig. 5c) prevent the absorption and intrusion of water vapor. In addition, there was not enough space among the close-contacted BNNSs, which were just like the scales of animals such as snakes (Figs. 1d and 5d) to ensure the vapor or gas permeating. Moreover, a plastic bottle with water was sealed with 100%-prestrained composite and after it being placed upside down for 12 h, no evident leakage was observed, as shown in Fig. 5e, even after squeezing on it (Supplementary Movie 4), benefited from the prestrain released by the wrinkle structures. Although it was not very accurate due to the method and instrument we used for the measurement, the trend and results evidently demonstrated the good impermeability and hermetic sealing performance of the composites.

a Air permeability of the samples. b Comparison of the water vapor permeability of the samples by covering water-containing test tubes. c Contact angle of the 0-, 100%-prestrained composite, and the electrospun TPU fibrous film. d Comparison of scales of the snake and the wrinkle structure to illustrate the reason for good impermeability. e A plastic water bottle sealed with 100%-prestrained composite after being placed upside down for 12 h, no evident leakage was observed, indicating the good hermetic sealing performance of the sample.
Discussion
In summary, highly flexible composites using electrospun TPU fibrous mats as a substrate have been fabricated. During the sonication process, closely packed BNNSs can be deposited on the pre-stretched fibrous mat surface and fill the space around the fibers, and wrinkle structures are constructed after releasing the external stress. Due to the alignment and overlapping interconnection of BNNSs, 3D continuously thermally conducting pathways can be formed. As a result, besides a high stable in-plane thermal conductivity (more than 26.58 W m−1 K−1), this wrinkle structure was also beneficial for the through-plane thermal conductance, and the thermal resistance was inversely proportional to the degree of prestrain. As TIMs of both rigid and flexible devices, the composites demonstrated a strong cooling capability, which overperformed some commercial TIMs. Particularly, during a record-long bending and releasing process of more than 3000 cycles, the maximum temperature fluctuation of the PI heating film with 100%-prestrained composite was only within 0.9 °C. Finally, an outstanding impermeability and hermetic sealing performance had also been achieved in our sample. All these results exhibited that our composites have a wild application for the thermal management of emerging electronics and soft robotics.
Methods
Exfoliation of h-BN
Liquid phase exfoliation of BNNSs from h-BN was conducted according to our previous work5,27. Firstly, a 200 mL mixture solvent of deionized water and isopropanol (1:1 by weight) was prepared, and then 3.5 g of h-BN powders were dispersed into it. After sonicating the solution for 4 h under the frequency of 20 kHz, the dispersions were centrifuged at 4000 rpm for 10 min to remove the non-exfoliated h-BN. Finally, the supernatants were assembled and centrifuged at 9000 rpm for 30 min, and the exfoliated BNNSs were collected.
Electrospinning TPU fibrous membrane
First, dimethylformamide (DMF) and tetrahydrofuran (THF) were mixed (1:1 by weight) as a solvent, and then TPU powders were continuously stirred into the solvent with a concentration of about 15 wt% for 3 h till a uniform electrospinning precursor solution was formed. For electrospinning, an electrospinning machine supplied by Qingdao Nokang Environmental Protection Technology Co., Ltd. was introduced, and a rotating drum was adopted as the collector to get fibrous mats with uniform thickness. All electrospinning was carried out at room temperature and ambient humidity between 20% and 50% RH.
Preparation of composites with wrinkle structures
In order to prepare the reaction solution, 200 mg BNNSs was added into 100 mL DI water, and then the suspension was dispersed using ultrasonication for 2 h to obtain a uniformly dispersed suspension of BNNSs. The electrospun TPU fibrous membrane was stretched and fixed on a homemade wooden frame and then immersed into the suspension of BNNSs for ultrasonic cavitation treatment with a certain time and a certain power. After ultrasonication, the fibrous membrane with BNNSs was taken out and retracted from the stretched state to its original state. Finally, the composite was dried at 80 °C in a drying oven for 6 h to remove the residual water.
Characterization
The morphology and the microstructure of BNNSs, TPU fibers, and TPU/BNNS composites were characterized by a field-emission SEM (Hitachi-8100, Japan). Optical photographs of the samples and devices were taken by a Huawei mobile phone (Huawei P40). A dynamical mechanical analyzer (Q-800, TA Scientific) was used to measure the strain-stress curves of the samples, as well as the elastic modulus. In-plane thermal diffusivity (D, mm2 s−1) and specific heat (Cp, J g−1 K−1) were tested by the laser flash method (LFA-467, NETZSCH, Germany), and the density (ρ, g cm−3) was measured by the water displacement method. (For comparison, the theoretical density of the samples has been calculated, as shown in Supplementary Table 3.) The thermogravimetric analyzer (LFA-467, NETZSCH, Germany) under a nitrogen environment was used to measure the content of BNNSs in the samples. The Surface temperature variation was taken by an infrared thermograph (FOTRIC-226-2, China). The air permeability was conducted by a digital air permeability measuring instrument (YG461E-11). To obtain the cross-sectional SEM images, PDMS prepolymer and ethyl acetate were uniformly mixed with the weight ratio of components A, B, and ethyl acetate of 10/1/1. Then the composite was immersed completely into the mixture. After infiltration for 1 h, it was transferred into a vacuum oven at ambient temperature for 6 h to remove air. Finally, the cross sections of the sample were prepared by fracturing it in liquid nitrogen.
Data availability
The data that support the findings of this study are available from the corresponding author upon request.
References
Chen, X. et al. Tropocollagen-inspired hierarchical spiral structure of organic fibers in epoxy bulk for 3D high thermal conductivity. Adv. Mater. 34, e2206088 (2022).
Lin, Y. et al. Flexible, highly thermally conductive and electrically insulating phase change materials for advanced thermal management of 5G base stations and thermoelectric generators. Nano Micro Lett. 15, 31 (2023).
Xu, S. et al. Chloroform-assisted rapid growth of vertical graphene array and its application in thermal interface materials. Adv. Sci. 9, e2200737 (2022).
Zhang, H. et al. A bioinspired polymer‐based composite displaying both strong adhesion and anisotropic thermal conductivity. Adv. Funct. Mater. 33, 2211985 (2023).
Tan, C. et al. A high performance wearable strain sensor with advanced thermal management for motion monitoring. Nat. Commun. 11, 3530 (2020).
Zhang, F., Feng, Y. & Feng, W. Three-dimensional interconnected networks for thermally conductive polymer composites: design, preparation, properties, and mechanisms. Mater. Sci. Eng. 142, 100580 (2020).
Cai, L. et al. Soft composite gels with high toughness and low thermal resistance through lengthening polymer strands and controlling filler. Adv. Funct. Mater. 33, 2207143 (2022).
Guerra, V., Wan, C. & McNally, T. Thermal conductivity of 2D nano-structured boron nitride (BN) and its composites with polymers. Prog. Mater. Sci. 100, 170–186 (2019).
Han, Y. et al. Highly thermally conductive aramid nanofiber composite films with synchronous visible/infrared camouflages and information encryption. Angew. Chem. Int. Ed. 63, e202401538 (2024).
Huang, X. et al. Thermal conductivity of graphene-based polymer nanocomposites. Mater. Sci. Eng. 142, 100577 (2020).
Liang, Z. et al. General, vertical, three-dimensional printing of two-dimensional materials with multiscale alignment. ACS Nano 13, 12653–12661 (2019).
Wang, Q. et al. AWI-assembled TPU-BNNS composite films with high in-plane thermal conductivity for thermal management of flexible electronics. ACS Appl. Mater. Interfaces 14, 41447–41455 (2022).
Hu, Q. et al. Oriented BN/Silicone rubber composite thermal interface materials with high out-of-plane thermal conductivity and flexibility. Composites Part A 152, 106681 (2022).
Chen, X. et al. Salt template assisted BN scaffold fabrication toward highly thermally conductive epoxy composites. ACS Appl. Mater. Interfaces 12, 16987–16996 (2020).
Zhao, N., Li, J., Wang, W., Gao, W. & Bai, H. Isotropically ultrahigh thermal conductive polymer composites by assembling anisotropic Boron Nitride nanosheets into a biaxially oriented network. ACS Nano 16, 18959–18967 (2022).
Cui, Y., Qin, Z., Wu, H., Li, M. & Hu, Y. Flexible thermal interface based on self-assembled boron arsenide for high-performance thermal management. Nat. Commun. 12, 1284 (2021).
Sun, B. & Huang, X. Seeking advanced thermal management for stretchable electronics. npj Flex. Electron 5, 12 (2021).
Xue, Y. et al. Improvement in thermal conductivity of through-plane aligned boron nitride/silicone rubber composites. Mater. Des. 165, 107580 (2019).
Pan, D. et al. Vertically aligned silicon carbide nanowires/Boron Nitride cellulose aerogel networks enhanced thermal conductivity and electromagnetic absorbing of epoxy composites. Nano Micro Lett. 14, 118 (2022).
Feng, C.-P. et al. Electrically insulating POE/BN elastomeric composites with high through-plane thermal conductivity fabricated by two-roll milling and hot compression. Adv. Compos. Hybrid. Mater. 1, 160–167 (2017).
He, H. et al. Microstructured BN composites with internally designed high thermal conductivity paths for 3D electronic packaging. Adv. Mater. 34, e2205120 (2022).
Ruan, K. et al. Electric‐field‐induced alignment of functionalized carbon nanotubes inside thermally conductive liquid crystalline polyimide composite films. Angew. Chem. Int. Ed. 62, e2023090 (2023).
Chen, J. et al. Vertically aligned and interconnected Boron Nitride nanosheets for advanced flexible nanocomposite thermal interface materials. ACS Appl. Mater. Interfaces 9, 30909–30917 (2017).
Chen, J., Huang, X., Sun, B. & Jiang, P. Highly thermally conductive yet electrically insulating polymer/Boron Nitride nanosheets nanocomposite films for improved thermal management capability. ACS Nano 13, 337–345 (2018).
Xue, J., Wu, T., Dai, Y. & Xia, Y. Electrospinning and electrospun nanofibers: methods, materials, and applications. Chem. Rev. 119, 5298–5415 (2019).
Sun, B. et al. Advances in three-dimensional nanofibrous macrostructures via electrospinning. Prog. Polym. Sci. 39, 862–890 (2014).
Rahmati, M. et al. Electrospinning for tissue engineering applications. Prog. Polym. Sci. 117, 100721 (2021).
Chen, H. et al. A new route to fabricate flexible, breathable composites with advanced thermal management capability for wearable electronics. npj Flex. Electron 7, 24 (2023).
Lv, X., Tang, Y., Tian, Q., Wang, Y. & Ding, T. Ultra-stretchable membrane with high electrical and thermal conductivity via electrospinning and in-situ nanosilver deposition. Compos. Sci. Technol. 200, 108414 (2020).
Zhang, Y., Ruan, K., Zhou, K. & Gu, J. Controlled distributed Ti3C2Tx hollow microspheres on thermally conductive polyimide composite films for excellent electromagnetic interference shielding. Adv. Mater. 35, e2211642 (2023).
Shen, Q. et al. Liquid metal-based soft, hermetic, and wireless-communicable seals for stretchable systems. Science 379, 488 (2023).
Le Floch, P., Meixuanzi, S., Tang, J., Liu, J. & Suo, Z. Stretchable seal. ACS Appl. Mater. Interfaces 10, 27333–27343 (2018).
Cai, W. et al. An operable platform towards functionalization of chemically inert boron nitride nanosheets for flame retardancy and toxic gas suppression of thermoplastic polyurethane. Composites Part B 178, 107462 (2019).
Zhou, D. et al. Sono-assisted surface energy driven assembly of 2D materials on flexible polymer substrates: a green assembly method using water. ACS Appl. Mater. Interfaces 11, 33458–33464 (2019).
Zhao, L. et al. Wafer-scale full-coverage self-limiting assembly of particles on flexible substrates. ACS Appl. Mater. Interfaces 14, 46095–46102 (2022).
Li, W., Yue, J. & Liu, S. Preparation of nanocrystalline cellulose via ultrasound and its reinforcement capability for poly(vinyl alcohol) composites. Ultrason. Sonochem. 19, 479–485 (2012).
Li, F., Hou, H., Yin, J. & Jiang, X. Near-infrared light-responsive dynamic wrinkle patterns. Sci. Adv. 4, eaar5762 (2018).
Hou, H., Yin, J. & Jiang, X. Reversible Ddiels–Alder reaction to control wrinkle patterns: from dynamic chemistry to dynamic patterns. Adv. Mater. 28, 9126–9132 (2016).
Dai, W. et al. Ultralow interfacial thermal resistance of graphene thermal interface materials with surface metal liquefaction. Nano Micro Lett. 15, 9 (2022).
Chen, J., Xu, X., Zhou, J. & Li, B. Interfacial thermal resistance: past, present, and future. Rev. Mod. Phys. 94, 025002 (2022).
Wang, H. et al. An electrospinning-electrospraying technique for connecting electrospun fibers to enhance the thermal conductivity of boron nitride/polymer composite films. Composites Part B 230, 109505 (2022).
Yang, L., Zhang, L. & Li, C. Bridging boron nitride nanosheets with oriented carbon nanotubes by electrospinning for the fabrication of thermal conductivity enhanced flexible nanocomposites. Compos. Sci. Technol. 200, 108429 (2020).
Zhang, X. et al. Constructing dual thermal conductive networks in electrospun polyimide membranes with highly thermally conductivity but electrical insulation properties. Adv. Compos. Hybrid. Mater. 4, 1102–1112 (2021).
Zhang, D.-L. et al. Enhanced thermal conductivity and mechanical property through boron nitride hot string in polyvinylidene fluoride fibers by electrospinning. Compos. Sci. Technol. 156, 1–7 (2018).
Gao, S. et al. Facile fabrication of large-area BN films for thermal management in flexible electronics. Compos. Commun. 36, 101392 (2022).
Wang, J. et al. High temperature thermally conductive nanocomposite textile by “green” electrospinning. Nanoscale 10, 16868–16872 (2018).
Yang, G. et al. Highly thermal conductive poly(vinyl alcohol) composites with oriented hybrid networks: silver nanowire bridged boron nitride nanoplatelets. ACS Appl. Mater. Interfaces 13, 32286–32294 (2021).
Chen, J., Wei, H., Bao, H., Jiang, P. & Huang, X. Millefeuille-inspired thermally conductive polymer nanocomposites with overlapping BN nanosheets for thermal management applications. ACS Appl. Mater. Interfaces 11, 31402–31410 (2019).
Yang, X. et al. Significant improvement of thermal conductivities for BNNS/PVA composite films via electrospinning followed by hot-pressing technology. Composites Part B 175, 107070 (2019).
Zeng, Q., Zhang, L., Zhang, J. & Zhang, A. Thermo-conductive, air-permeable, and hydrophobic sulfonated poly(styrene-ethylene/butylene-styrene)/boron nitride nanosheet nanofiber membranes for wearables via one-step electrospinning. ACS Appl. Polym. Mater. 5, 4868–4878 (2023).
Park, S.-I. et al. Theoretical and experimental studies of bending of inorganic electronic materials on plastic substrates. Adv. Funct. Mater. 18, 2673–2684 (2008).
Acknowledgements
This study was supported by the Natural Science Foundation of Shandong Province (ZR2020ME193). We thank Guangzhou Municipal Key Laboratory of Materials Informatics, The Hong Kong University of Science and Technology (Guangzhou). We also thank Dr. Xiyue Cao (Instrumental Analysis Center, Qingdao University) for the help of SEM testing. B. Sun thanks Qingdao Nokang Environmental Protection Technology Co., Ltd. for generously offering the electrospinning machine.
Author information
Authors and Affiliations
Contributions
B.S. supervised the project and wrote the paper. B.S., X.H., G.Z. and T.-Y.Z. designed the project, discussed the results and revised the manuscript. G.G. carried out the experiments and analyzed the data. Y.L., Y.D., and W.L. tested the thermal conductivity, and Y.L. contributed COMSOL simulation. B.L. discussed the results and revised the manuscript. X.H. and J.X. conducted the morphology characterizations.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Guo, G., Liu, Y., Ding, Y. et al. Flexible yet impermeable composites with wrinkle structured BNNSs assembling for high-performance thermal management. npj Flex Electron 8, 34 (2024). https://doi.org/10.1038/s41528-024-00320-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41528-024-00320-4
- Springer Nature Limited