

Abstract
Recently reported direct growth of highly crystalline centimetre-sized black phosphorus (BP) thin films on mica substrates by pulsed laser deposition (PLD) has attracted considerable research interest. However, an effective and general transfer method to incorporate them into (opto-)electronic devices is still missing. Here, we show a wet transfer method utilizing ethylene-vinyl acetate (EVA) and an ethylene glycol (EG) solution to transfer high-crystalline large-area PLD-BP films onto SiO2/Si substrates. The transferred films were used to fabricate BP-based bottom-gate field-effect transistor (FET) arrays exhibiting good uniformity and continuity, with carrier mobility and current switching ratios comparable to those obtained in as-grown BP films on mica substrates. Our work presents a promising transfer strategy for scalable integration of on-substrate grown 2D BP into devices with more complex structures and further investigation of material properties.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Introduction
The unique properties of two-dimensional (2D) materials, including high mobility, remarkable photoelectric response, and atomic-scale channel lengths, are attracting widespread research interest for their potential applications in practical electrical and optoelectronic devices1,2,3,4,5. While mechanical exfoliation of the bulk material offers a straightforward method to obtain ultrathin flakes of 2D materials, it poses limitations such as scalability, controllability, time-consuming processes, and inconsistencies in device performance6,7,8. These limitations arise from the variable thicknesses and quality of the exfoliated flakes, which has prompted the exploration of alternative approaches9,10. In contrast, integrating 2D materials into wafer-scale fabrication offers significant advantages over traditional top-down exfoliation methods. Large-scale fabrication overcomes the constraints related to device size and caters to the requirements of diverse applications, enabling much broader commercialization opportunities, particularly for large-scale production of integrated circuits11,12,13,14.
2D black phosphorus BP exhibits exceptional carrier mobility and the ability to support high current density, making it ideal for incorporation into advanced functional devices15,16,17,18. BP possesses an adjustable bandgap ranging from 0.3 eV in bulk to around 2 eV in monolayer, falling within the energy range of conventional semiconductors employed in transistor devices. Furthermore, the anisotropic electrical property distinguishes it as a promising candidate in the field of nanophotonics19,20. These exceptional characteristics of BP can offer potential solutions to address the development challenges hence pave the way for the integration of 2D materials into the information industry21. Previous reports were mainly focusing on mechanical exfoliated BP-based back-gate FETs on silicon substrates in which the channel width and device scale were inherently limited by the micrometer size of the nanoflakes, greatly hampering their development to practical electronic circuits and systems. To address this limitation, Chen et al. reported the synthesis of subcentimeter-size single-crystal BP films with thickness around 290 nm on SiO2/Si substrates, and demonstrated back-gate FETs with remarkable device performance22. Our group also achieved results in fabricating ultrathin centimeter-scale BP on mica substrates through pulsed laser deposition (PLD)23. Nonetheless, the as-prepared BP is primarily deposited on mica substrate, which is not typical for electronic device fabrication in the current silicon-dominated semiconducting industry. Therefore, it is important to discover an effective transfer process that integrates our BP thin films with complementary metal–oxide–semiconductor (CMOS)-compatible substrates, while persevering their high crystallinity and properties.
Among all existing transfer methods, the wet transfer approach, generally employing polymethyl methacrylate (PMMA) or polystyrene (PS) as the adhesive layers, is widely adopted to transfer as-grown 2D materials24,25. However, utilizing these polymers always require immersing the samples into aqueous solutions, which is not compatible with the sensitive nature of BP and can lead to degradation or crystal quality diminishment26,27. Moreover, the peeling off process from mica substrates could easily result in cracks or wrinkles due to the fragility of large-scale BP thin films which greatly reduces the carrier mobility and overall device performance24,28,29. Hence, there is urgent need in specific research for an effective strategy to transfer large-scale BP thin films while still sustaining their advantageous properties. To overcome the obstacles associated with the wet transfer procedure, it is imperative to explore alternative transfer supporting medias, carefully select suitable transfer solvents, and facilitate the delamination of BP films from mica substrates onto silicon substrates.
Here, we proposed a clean transfer strategy to prepare centimeter-scale high-quality few-layer BP films grown by precisely controlled PLD onto silicon substrates. Ethylene-vinyl acetate (EVA) polymer and ethylene glycol (EG) were chosen as the adhesive layer and medium for sustaining the superior crystalline quality and properties of BP to the maximum extent after the transferring process. More importantly, we proceeded to manufacture large-scale bottom-gate few-layer BP FET arrays on SiO2/Si substrates which demonstrated remarkable homogeneity. Our FET device arrays exhibited remarkable electrical characteristics, including a high degree of carrier mobility and a significant current switching ratio comparable to as-grown BP films on mica substrates. This work demonstrates that the wet transfer method is capable of fabricating scalable high-crystalline BP-based device arrays while maintaining the significant electrical performance of materials and enabling more complex design feasibility for broad applications.
Results and discussion
Transfer of large-scale BP thin films
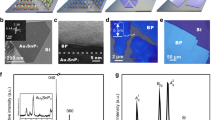
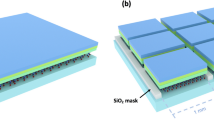
The transfer process for large BP thin films is depicted in Fig. 1a. The BP film was grown on a mica substrate using our previously reported PLD method. To facilitate the transfer of the BP film, a polymer solution was initially spin-coated onto the BP film. Due to the susceptibility of BP layers to degradation upon exposure to oxygen and water, EG solution was selected as the wet medium30. The complete assembly was then immersed in the EG solution at 50 °C for 1 h. It is worth noting that one edge of the polymer/BP film was intentionally scratched to allow the EG solution to easily penetrate the interface between the mica substrate and the grown BP film. Subsequently, the polymer/BP film was carefully peeled off from the mica substrate and attached to the desired substrate. To enhance adhesion, any remaining EG solution at the interface between the BP film and the target substrate was removed by evaporating it in a vacuum drying oven at 50 °C for 30 min. Finally, the polymer layer was removed using tetrahydrofuran (THF). In this study, we compared the transfer of BP films from the mica substrate using two commonly used thermoplastic polymers: EVA and PS. Figure 1b, c shows the photographic and optical microscopic images of the BP thin film after wet transferred onto SiO2/Si substrate using the EVA-assisted method. Complete detachment of the BP film from the mica substrate is illustrated and the transferred large-area BP thin films are clean, continuous, uniform, and with no observable cracks or wrinkles, indicating the successful transfer of the BP film from mica to the SiO2/Si substrate. On the contrary, when PS was used as the support layer to transfer the BP film (see Supplementary Fig. 2), minimal transfer of the BP film from the mica substrate was achieved. The crucial factor for achieving a wet transferred large-area BP film from the mica substrate lies in controlling the adhesion at the interface between the polymer and the thin film. Specifically, the adhesion between the polymer and the BP film should be stronger than the that between the BP film and the mica substrate. The thermodynamic work of adhesion provides a qualitative estimation of the adhesion between different interfaces. It is calculated using the formula:
where γA and γB represent the surface energies of phase A and phase B, and γAB is the interfacial energy between phase A and phase B. According to the Owen-Wendt, Young’s, and Fowkes’ equations31, the work of adhesion can be further expressed as:
where γd and γp represent the dispersion and polar components, respectively. To analyze the adhesion between different surfaces, the contact angles of EG and glycerol on various surfaces were measured (as shown in Fig. 2a). Based on these measurements, the work of adhesion between different surfaces was summarized in Fig. 2b. The adhesion between EVA and BP is found to be stronger than the adhesion between BP and mica, indicating that the BP film can be detached from the mica substrate by utilizing the EVA adhesive layer. While the adhesion between PS and BP is weaker than the adhesion between BP and mica, suggesting a higher likelihood that the BP film would remain attached to the mica substrate. Considering these results, we can gain insights into the relative adhesion strengths and predict the behavior of the different interfaces involved. Several factors might contribute to the strong adhesion between EVA and the BP film. EVA is a copolymer consisting of ethylene and vinyl acetate monomers. The vinyl acetate units in EVA contain polar functional groups (such as carbonyl and hydroxyl groups), which introduce regions of partial positive and negative charges within the molecule, making it susceptible to temporary fluctuations in electron distribution. These fluctuations create temporary dipoles that can induce complementary dipoles in the BP surface, resulting in strong dispersion forces. On the other hand, the mica cleavage planes are not completely flat and can exhibit atomic-scale variations in height, resulting in step-like features on the surface of exfoliated mica sheet. During the deposition process, the BP film conforms to the surface of the mica substrate, and the terraces of the underlying mica substrate are imprinted. EVA, with rubber-like nature characterized by higher elasticity and lower stiffness, is capable of conforming well to the surface it contacts and allows for increased contact area and enhanced adhesion. In comparison, PS is a rigid and glassy polymer lacking polar functional groups which deteriorate its ability to form strong intermolecular interactions with the PLD-grown BP film, resulting in reduced adhesive properties.

a Schematic illustration of ethylene-vinyl acetate (EVA)-assisted wet transfer process of PLD-prepared BP thin film in ethylene glycol (EG) solution. b Optical and (c) microscopic images of wet-transferred BP on SiO2/Si substrate.

a Contact angle measurements of EG and glycerol on different surfaces. (Gly glycerol, PS polystyrene). b Work of adhesion at different interfaces. c Schematic illustration of delamination in EG and isopropyl alcohol (IPA) solutions at the point of peeling action.
Next, we compared the transfer performance of BP from mica substrate in two different solvents: IPA (isopropyl alcohol) and EG. Typically, a wet solvent is utilized to reduce the adhesion forces between the 2D material and the substrate. Figure 2c presents a schematic diagram illustrating the peeling actions in these two solvents. Our investigation revealed that immersing EVA in IPA solvent resulted in noticeable swelling of the polymer in which the thickness of the EVA polymer has increased by ~50% compared its original one. This phenomenon can be attributed to the strong interaction between IPA and EVA primarily owing to the higher polarity of IPA. When EVA is immersed in IPA, the polar nature of the solvent promotes the penetration of IPA molecules into the polymer matrix. These IPA molecules disrupt the intermolecular forces and weaken the interactions between the EVA chains, causing the expansion or swelling of the polymer network. This expansion renders the adhesive bond more susceptible to disruption or breakage, resulting in minimal transfer of the BP film from the mica substrate (as shown in Supplementary Fig. 2). In contrast, when EVA was immersed in non-polar EG solvent, the thickness remained almost constant and no penetration was observed (refer to Supplementary Fig. 3). Accordingly, EVA and EG are selected as the adhesive layer and transfer solvent respectively to achieve optimal transfer of the BP film. When the EVA/BP film is gradually peeled off, the EG solvent propagates further into the gap, eventually enable the complete detachment of the EVA/BP film from the mica substrate.
Characterization of BP thin films
In order to evaluate the thickness and roughness of the few-layer BP sheet, atomic force microscopy (AFM) measurements were performed before and after the wet transfer process. Figure 3a indicates that the thickness and roughness of the as-grown BP on a mica substrate is around 5.2 nm and 46.46 pm, respectively. After wet transfer, the thickness of BP thin film remains the unchanged (see Fig. 3b). The roughness is increased to 230.9 pm which is reasonable and possibly caused by the impurity adherence during the polymer spin coating or immersion in the solution during the wet transfer procedure. The X-ray crystallography (XRD) patterns of bare mica substrate, as-grown BP on mica substrate and wet-transferred BP on SiO2/Si substrate were depicted in Fig. 3c. The distinctive diffraction peaks of the observed mica substrate and wet-transferred BP correspond well with the monoclinic mica crystal structure and orthorhombic BP crystal structure, respectively, which act as direct proof for the high crystallinity of the PLD-grown BP thin films. It is worth noting that the XRD peak intensity of the original as-grown BP is too weak in comparison to that of mica, and the peak locations of BP and mica are close to each other, which makes the identification of BP peaks difficult. This issue can be solved after transferring BP onto the SiO2/Si substrate in which the BP peaks become visible and distinct in the XRD spectrum, enabling more precise characterization of the BP thin film. The BP thin films before and after wet transfer were also characterized by Raman spectroscopy, as shown in Fig. 3d. According to previous literature, the three characteristic Raman peaks are located at 365, 442, and 471 cm−1, correspond to out-of-plane mode (Ag1), in-plane mode along zig-zag direction (B2g), and in-plane mode along armchair direction (Ag2), respectively. The location and intensity of the three peaks remained unchanged after wet transfer process, indicating the quality of sample has been preserved. These results suggest that the developed wet transfer technique has effectively maintained the integrity and structural characteristics of the PLD-BP thin films.

Atomic force microscopy (AFM) height profile of BP thin films (a) directly grown on mica substrate and (b) wet-transferred onto the SiO2/Si substrate. Inset: corresponding AFM images showing the topography of BP thin films. The squared areas marked in the AFM images were used to deduce the roughness presented in (a) and (b). c X-ray crystallography (XRD) patterns of bare mica substrate, as-grown BP and wet-transferred BP. d Raman spectra of BP thin films before (on mica substrate) and after (on SiO2/Si substrate) wet transfer.
Electrical characterization of BP FET arrays
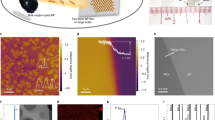
To investigate the homogeneity and electrical performance of the transferred BP thin film, an array of stripe Ti/Au electrodes connected all together with different channel lengths was fabricated. As shown in Fig. 4a, the length of four channels marked with red, orange, blue and green is 70, 270, 420 and 570 µm, respectively. The drain current (Ids)-drain voltage (Vds) curves of the as-fabricated BP FETs with different channel lengths are summarized in Fig. 4b. With an increase in channel length, the output current only decreases slightly, indicating good uniformity and continuity of the BP thin film in large scale. We also examined the Ids–Vds characteristics of BP FETs on SiO2/Si substrate with and without coating the EVA polymer in ambient conditions overnight to reveal the passivation effect of the polymer. The passivated and unpassivated BP FET devices were subjected to the identical circumstances for same time period. By comparing the results presented in Fig. 4c, the application of a polymer coating as a passivation strategy is proven to be highly effective in preserving the performance of FETs that are fabricated using wet-transferred BP. After 24 h of ambient exposure, the output current of the unpassivated BP FET decreased to 0.01% under −3 V bias, while that of the passivated BP FET was reduced to around 75% of the original value. The output currents before and after eliminating the EVA are shown in Fig. 4d to determine the effect of immersing the device in THF solvent during the polymer removal procedure. The result demonstrates that the removal process has limited influence on the device performance.

a Optical microscope image of BP field-effect transistor (FET) arrays with different channel lengths on SiO2/Si substrate. b Drain current (Ids)-drain voltage (Vds) curves of the BP FET with 75 µm (red), 270 µm (orange), 420 µm (blue) and 570 µm (green) channel lengths. c Ids–Vds curves under different passivation conditions in linear and logarithmic (inset) scale. d Ids–Vds curves before and after removing the EVA polymer.
Figure 5a shows the schematic diagram of an as-fabricated BP FET, while heavily doped silicon substrate was used as the back gate. The bottom-gate structure has several advantages in FET design, such as simplified manufacturing process in comparison to top-gate configurations. Also, this bottom gate configuration facilitates the integration of other components and the construction of more complex structures above BP thin film, such as a dual gate or heterojunction. The well-behaved output characteristics of typical BP FET with BP thickness of ~5 nm and channel length of 75 µm evaluated under ambient conditions are presented in Fig. 5b. The inset figure depicts the Ids–Vds output characteristics of a FET near origin, illustrating a linear interaction between gate voltage (Vg) modulation and current flow. However, when a large negative gate bias is applied, a non-linear trend is observed, suggesting the presence of a small Schottky barrier between the BP layers and Au electrodes. The transfer characteristic was plotted in Fig. 5c on a linear scale and the field-effect mobility of the BP FET was determined to be 293 cm2 V−1 s−1 using the formula:
where L is the channel length, W is the channel width, Cg is the capacitance density of the back-gate dielectric, and dI/dVg is the field-gating efficiency determined by aligning the slope of the curve within the linear working range. The relationship between gate voltage and source-drain current of the BP device on silicon substrate coated with a 300 nm SiO2 layer with different channel length was measured at room temperature and plotted on a logarithmic scale in the inset diagram of Fig. 5c. With application of −0.1 V drain voltage, the modulation of drain current up to 3.6 × 103 times can be observed. In our previous study, a 5 nm-thick BP was prepared using the identical PLD method and then utilized to construct top-gate FET on mica substrate, with ionic liquid as the gate dielectric. The FET achieved a carrier mobility of 213 cm2 V−1 s−1 and an on/off ratio of 5 × 103 at 295 K23. In this work, the high carrier mobility value of 293 cm2 V−1 s−1 and the achieved on/off ratio up to 3.6 × 103 of our transferred-BP FET indicate that the wet transferred BP film can still allow efficient transport of charge carriers and exhibit reliable switching behaviors. Figure 5d presents the impact of channel length on the field-effect mobility and on/off ratio. When the channel length increases from 75 µm to 570 µm, the mobility and on/off ratio remains almost constant with only a tiny drop. This can be attributed to the increased amount of defects and traps as the channel length increases. These results confirm again that the wet-transferred BP thin films maintain high quality and integrity compared to original as-grown BP. Our proposed transfer process enables a high degree of surface cleanliness and preservation of crystal structure, which even leads to a slight improvement in the carrier mobility. A comprehensive comparison of the performance of the FETs constructed with BP prepared through different methods and wet-transferred MoS2 is meticulously presented in Table 1. In contrast to the direct mechanical exfoliation and liquid exfoliation from high-quality BP bulk crystals, the large-scale BP preparation process we proposed provides distinct advantages of uniform film, much larger lateral area, and reduced thickness, while utilizing the same device structure on silicon substrates. Regarding to the device performance, our transferred BP FET demonstrates comparable and even superior characteristics across all aspects, except for a slightly lower on/off ratio when compared to mechanically exfoliated BP FET. Currently, wet transfer approach is widely applied to transfer and prepare large-scale 2D material-based nanodevices with clean interfaces. The performance of several FETs based on the most representative transition-metal dichalcogenides material, MoS2, is also shown in Table 1. Comparatively, wet-transferred few-layer BP possesses a much higher carrier mobility than wet-transferred monolayer MoS2 and a comparable on/off ratio to multilayer MoS2. The wet-transferred BP film possesses exceptional properties, such as a larger lateral dimension and much higher field-effect mobility. Our FETs exhibit a remarkable level of sensitivity to small changes in the back-gate voltage attributable to the unique material properties of BP. This exceptional sensitivity makes BP very suitable for applications requiring precise control and manipulation of electrical signals, promoting the functionalities and performance of BP in electronic devices and circuits.

a Schematic diagram of the wet-transferred BP FET. b Ids–Vds curves of the BP FET at gate voltage (Vg) = 0 V, −1 V, −2 V, −3 V, −4 V, −5 V, −10 V, −20 V and −30 V. Inset: zoom-in Ids–Vds curves for a 5-nm BP FET at different gate voltages of −2 V, −1 V, 0 V, 1 V and 2 V. c Transfer characteristics of BP FET with 75 µm channel length in linear scale with −0.1 V drain voltage. The red dash line indicates the linear fit of Ids. Inset: transfer characteristics of BP FET with 75 µm, 270 µm, 420 µm and 570 µm logarithmic scale with −0.1 V drain voltage. d Mobility and on/off ratio dependence on channel length.
In summary, we present an improved wet transfer approach that enables the successful transfer of high-crystalline PLD-grown BP ultrathin films on a centimeter-scale from mica to SiO2/Si substrate with the EVA polymer as the transfer layer and EG as the wet medium. The exceptional adhesion properties of the EVA transfer layer, enhanced by the presence of polar groups in the polymer structure, play a crucial role in facilitating the efficient transfer of large BP films. Moreover, the conformal contact between the EVA adhesive layer and the BP film is essential, considering the mechanical properties of the materials involved. Following the successful wet transfer of large-area BP films, few-layer BP FET arrays were fabricated and demonstrated with exceptional homogeneity. Further studies show that our FET devices exhibited remarkable electrical properties, such as exceptional carrier mobility and a considerable current switching ratio. Overall, the proposed methodology to prepare uniform large-area BP films on high-compatibility silicon substrates holds significant promise for the future integration of scalable 2D thin films into electronic and optoelectronic devices and our work demonstrates the enormous potential of this approach in advancing various disciplines.
Methods
Growth of BP thin films
The few-layer BP thin films were prepared through the identical approach, as reported previously. The mica substrate with size 1 cm × 1 cm was surface stripped before being installed in the growth chamber, ensuring a clean and flawless interface for later BP deposition. The BP crystal source (SMART-ELEMENTS) and the mica substrate were placed in respective holders. They were then positioned in the chamber in front of each other, separated by approximately 36 mm. An ultrahigh chamber pressure (around 1.6 × 10−9 Torr) was employed, and the temperature of mica substrate was set to 300 °C. A 248 nm KrF excimer pulsed laser with a repetition frequency of 5 Hz and a laser intensity of 1.2 J cm−2 was used to create a plasma plume from the target that contained large BP clusters. The ablated cluster-containing physical vapor was then transported to the mica surface, where a few-layer BP thin film developed at a regulated substrate temperature. During the growth process, the mica substrate was rotated while the BP crystal holder was set still, which ensure the uniform deposition and stable plasma plume, respectively. Once the deposition was completed, dry N2 gas was vented into the growth chamber, and the sample holder was moved away from the heater to quickly and effectively cool the BP film to room temperature (RT). The samples were transported for further analysis in sealed containers filled with protective gas in order to prevent degradation.
EVA-supported BP transfer
After the growth of the BP film, a solution of EVA (Aldrich, vinyl acetate 40 wt%, 10 wt% dissolved in xylene) was spin-coated onto the sample at 1500 rpm for 60 s. The coated sample was then baked in an oven at 80 °C for 60 min to allow for the curing of the EVA layer. Subsequently, the EVA/BP film was immersed in EG solvent at 50 °C for 30 min, facilitating the detachment of the EVA/BP film from the growth substrate with the assistance of EG. The detached film was carefully transferred onto the target substrate. To ensure proper adhesion, the transferred composite was subjected to baking in a vacuum drying oven at 50 °C for 30 min. Afterward, the sample was soaked in THF for 30 min to selectively remove the EVA film.
Device preparation
Standard photolithography (Suss MA6 Aligner) and electron-beam evaporation were used to pre-deposit 10 nm Ti/50 nm Au strip electrode arrays on a SiO2/Si substrate. The BP thin film prepared through PLD was then wet-transferred onto the SiO2/Si substrate with Ti/Au electrodes for construction of the FET arrays, while direct contact was established between Au and the BP thin film.
Material and device characterizations
The Raman spectra were characterized by high-resolution confocal µ-Raman microscopes (Horiba HR 800) with a 488 nm excitation laser source and a 1 μm spot size. The laser power was kept at a very low power of around 1 μW to minimize any damage to the nanoflakes. A commercial atomic force microscope (Asylum Research MFP−3D) was used to examine the thicknesses and surface topologies of the BP films in the tapping mode. X-ray diffraction of the as-deposited thin films were performed by Rigaku SmartLab 9 kW using Cu Kα radiation (λ = 1.5406 Å). A Keithley 4200 Semiconductor Parameter Analyzer outfitted with a probe station (Lake Shore Model CRX-6.5 K) linked to an optical microscope, a vacuum chamber, and a micromanipulator with few micrometer tips were used to measure and collect the device results at room temperature.
Data availability
Relevant data supporting the key findings of this study are available within the article and the Supplementary Information file. All raw data generated during the current study are available from the corresponding authors upon request.
References
Bhimanapati, G. R. et al. Recent advances in two-dimensional materials beyond graphene. ACS Nano 9, 11509–11539 (2015).
Yu, S., Wu, X., Wang, Y., Guo, X. & Tong, L. 2D materials for optical modulation: challenges and opportunities. Adv. Mater. 29, 1606128 (2017).
Autere, A. et al. Rapid and large-area characterization of exfoliated black phosphorus using third-harmonic generation microscopy. J. Phys. Chem. Lett. 8, 1343–1350 (2017).
Li, X. et al. Graphene and related two-dimensional materials: structure-property relationships for electronics and optoelectronics. Appl. Phys. Rev. 4, 21306 (2017).
Zeng, M., Xiao, Y., Liu, J., Yang, K. & Fu, L. Exploring two-dimensional materials toward the next-generation circuits: from monomer design to assembly control. Chem. Rev. 118, 6236–6296 (2018).
Fan, S., Vu, Q. A., Tran, M. D., Adhikari, S. & Lee, Y. H. Transfer assembly for two-dimensional van der Waals heterostructures. 2D Mater. 7, 22005 (2020).
Li, Z. et al. Recent advances of atomically thin 2D heterostructures in sensing applications. Nano Today 40, 101287 (2021).
Liu, Y., Fang, Y., Yang, D., Pi, X. & Wang, P. Recent progress of heterostructures based on two dimensional materials and wide bandgap semiconductors. J. Phys. Condens. Matter 34, 183001 (2022).
Islam, M. A. et al. Exfoliation mechanisms of 2D materials and their applications. Appl. Phys. Rev. 9, 2102128 (2022).
Lee, Y., Chang, S., Chen, S., Chen, S. & Chen, H. Optical inspection of 2D materials: from mechanical exfoliation to wafer‐scale growth and beyond. Adv. Sci. 9, 2102128 (2022).
Choi, S. H. et al. Large-scale synthesis of graphene and other 2D materials towards industrialization. Nat. Commun. 13, 1484 (2022).
Zhao, Y., Wu, Z., Dang, Z. & Hao, J. Progress in the synthesis of 2D black phosphorus beyond exfoliation. Appl. Phys. Rev. 9, 041318 (2022).
Zhang, L., Dong, J. & Ding, F. Strategies, status, and challenges in wafer scale single crystalline two-dimensional materials synthesis. Chem. Rev. 121, 6321–6372 (2021).
Xu, X. et al. Growth of 2D materials at the wafer scale. Adv. Mater. 34, 2108258 (2022).
Deng, B. et al. Efficient electrical control of thin-film black phosphorus bandgap. Nat. Commun. 8, 14474 (2017).
Liu, S. et al. Thickness-dependent Raman spectra, transport properties and infrared photoresponse of few-layer black phosphorus. J. Mater. Chem. C. 3, 10974–10980 (2015).
Hu, Z. et al. Two-dimensional black phosphorus: its fabrication, functionalization and applications. Nanoscale 10, 21575–21603 (2018).
Kumar, A. et al. Memory effect and coexistence of negative and positive photoconductivity in black phosphorus field effect transistor for neuromorphic vision sensors. Mater. Horiz. 11, 2397–2405 (2024).
Wang, X. et al. Highly anisotropic and robust excitons in monolayer black phosphorus. Nat. Nanotechnol. 10, 517–521 (2015).
Liu, X., Ryder, C. R., Wells, S. A. & Hersam, M. C. Resolving the in‐plane anisotropic properties of black phosphorus. Small Methods 1, 1700143 (2017).
Gusmao, R., Sofer, Z. & Pumera, M. Black phosphorus rediscovered: from bulk material to monolayers. Angew. Chem. Int. Ed. 56, 8052–8072 (2017).
Chen, C. et al. Growth of single-crystal black phosphorus and its alloy films through sustained feedstock release. Nat. Mater. 22, 717–724 (2023).
Wu, Z. et al. Large-scale growth of few-layer two-dimensional black phosphorus. Nat. Mater. 20, 1203–1209 (2021).
Watson, A. J., Lu, W., Guimarães, M. H. D. & Stöhr, M. Transfer of large-scale two-dimensional semiconductors: challenges and developments. 2D Mater. 8, 32001 (2021).
Gurarslan, A. et al. Surface-energy-assisted perfect transfer of centimeter-scale monolayer and few-layer MoS2 films onto arbitrary substrates. ACS Nano 8, 11522–11528 (2014).
Kim, C., Yoon, M.-A., Jang, B., Kim, J.-H. & Kim, K.-S. A review on transfer process of two-dimensional materials. Tribol. Lubr. 36, 1–10 (2020).
Pirkle, A. et al. The effect of chemical residues on the physical and electrical properties of chemical vapor deposited graphene transferred to SiO2. Appl. Phys. Lett. 99, 122108 (2011).
Li, Q., Zhou, Q., Shi, L., Chen, Q. & Wang, J. Recent advances in oxidation and degradation mechanisms of ultrathin 2D materials under ambient conditions and their passivation strategies. J. Mater. Chem. A 7, 4291–4312 (2019).
Zhou, Q., Chen, Q., Tong, Y. & Wang, J. Light‐induced ambient degradation of few‐layer black phosphorus: mechanism and protection. Angew. Chem. Int. Ed. 55, 11437–11441 (2016).
Ren, X., Yang, X., Xie, G. & Luo, J. Black phosphorus quantum dots in aqueous ethylene glycol for macroscale superlubricity. ACS Appl. Nano Mater. 3, 4799–4809 (2020).
Gao, X. et al. Integrated wafer-scale ultra-flat graphene by gradient surface energy modulation. Nat. Commun. 13, 5410 (2022).
Na, J. et al. Few-layer black phosphorus field-effect transistors with reduced current fluctuation. ACS Nano 8, 11753–11762 (2014).
Yasaei, P. et al. High‐quality black phosphorus atomic layers by liquid‐phase exfoliation. Adv. Mater. 27, 1887–1892 (2015).
Shen, Y. et al. Rational design on wrinkle‐less transfer of transition metal dichalcogenide monolayer by adjustable wettability‐assisted transfer method. Adv. Funct. Mater. 31, 2104978 (2021).
Mondal, A. et al. Low Ohmic contact resistance and high on/off ratio in transition metal dichalcogenides field-effect transistors via residue-free transfer. Nat. Nanotechnol. 19, 1–10 (2023).
Lee, C. H. et al. Transferred large area single crystal MoS2 field effect transistors. Appl. Phys. Lett. 107, 193503 (2015).
Acknowledgements
This work was supported by the grants from Research Grants Council of Hong Kong (Grant Nos. GRF PolyU 15301121, PolyU SRFS2122-5S02, AoE/P-701/20), and PolyU Grants (1-CE0H and 1-YWBG).
Author information
Authors and Affiliations
Contributions
Y.Q.Z., J.F.M. and J.H.H. conceived the research work. J.H.H. supervised the research work. Y.Q.Z. and J.F.M. transferred the material, fabricated the device and studied the performance. Y.Q.Z. and Z.H.W. synthesized and characterized the materials. S.Y.P. and Y.F.Z. conducted XRD analyses. Y.Q.Z., J.F.M., W.F.I. and J.H.H. discussed the results and revised the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Peer review
Peer review information
Nature Communications thanks Lihong Bao, and the other, anonymous, reviewer(s) for their contribution to the peer review of this work. A peer review file is available.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Zhao, Y., Mao, J., Wu, Z. et al. A clean transfer approach to prepare centimetre-scale black phosphorus crystalline multilayers on silicon substrates for field-effect transistors. Nat Commun 15, 6795 (2024). https://doi.org/10.1038/s41467-024-51140-z
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41467-024-51140-z
- Springer Nature Limited