
Abstract
Feed wastage is one of the major concerns in aquaculture practice. A simple and unique floating fish feeder with drum-type metering mechanism was developed, which addresses this concern. A drum-type metering mechanism is an easy, effective, low cost metering method with low energy requirement. Optimizing the feed rate for any metering systems is a necessary pre-requisite to ensure proper feeding. In this study, the operating parameters of the drum-type feed metering unit have been optimized to achieve the desired feed rate. The influence of three independent parameters (number of metering holes, shaft speed and drum fill level) on the dependent parameter (feed rate) was studied and optimized using response surface methodology. A multilevel full factorial design approach has been adopted for the experimental design. The effect of variation in operating parameters was investigated experimentally and a response surface model was developed from experimental data. The fit of the model was expressed by an R2 value of 0.879. The optimal solutions obtained from the model with high desirability values were further used for validation experiments in aquaculture pond and found to be acceptable. It was observed that low shaft speeds and drum fill levels led to better feeding. The best settings recommended for the feeder operation were 24 metering holes, 31 % drum fill level and 30 rpm shaft speed. The feeder was found to improve feed application and reduce feed wastage. This kind of low-cost feeding systems is expected to encourage adoption of mechanized feeding among small and marginal farmers.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Feeding in aquaculture is an important operation that is directly correlated to the sustainability of the culture system. Usually, in India, feeding is done manually by small and marginal farmers following the conventional feeding methods. The conventional methods are labour-intensive and associated with human drudgery. Generally, farmers broadcast fish feed from the pond dykes or dump it in ponds from small boats. These feeding practices do not take feed wastage into account. More than 60 % of the feed applied is said to end up as a waste [31]. Thus, overfeeding is an important issue which leads to deterioration of water quality and culture environment [32], which questions the impact aquaculture has on the environment. Moreover, fish feed is one of the most expensive inputs in fish farming, making its judicious use an important factor to be considered. Developing precision aquaculture techniques which will make fish farming efficient by optimizing feeding and mitigating causes of water pollution are crucial for sustainable growth of aquaculture sector [19]. Efficient feeding systems which promote precision in feeding may be an answer to this problem and may help in mitigating the feed wastage.
Various feeding devices have been designed and developed in order to make feeding better [1, 17, 21, 27, 30]. Most of the feeders available in the market are stationary units which dispense/ broadcast feed at a specific area automatically or on demand [17, 25]. These devices maybe broadly classified as demand and automatic feeders. Demand / response feeders are simple and affordable systems consisting of feed hoppers fitted with a pendulum and a food release valve [16]. A wide range of hopper capacities are available ranging from 15 to 75 L. The food release valve gets activated, when fish bites or hits the pendulum. In case of smaller fishes, a submerged feed tray is provided with the feed hopper. As the tray empties, it triggers the release of fish feed from the hopper. Demand feeders are not suitable for cage sites where water currents trigger the pendulum leading to excess feeding. Excess feeding is a drawback seen in demand feeding. The false activation of food release valve due to fish movements, natural forces etc. are the causes for excess feeding. Juell et al. [13] developed a hydro-acoustic detector for salmon cages, which could detect the feed pellets sinking beyond 2.5 m. The feeding stopped when echo energy emitted by the feed pellets sinking through a 360º acoustic beam exceeded the preset threshold value. The hydro-acoustic detector could adjust the ration to the fish appetite, thus improving fish growth rate and reducing feed wastage. Wasted feed leads to water quality deterioration because uneaten feed decomposes in water column/ pond bottom releasing potentially harmful organic and inorganic substances into the water [2, 12]. Another major limitation is that a single demand feeder may not be sufficient for large ponds. It can cater to the needs of a specific area of pond or small water units. Thus, feed is not easily accessible to all fishes. This makes uniform feed distribution and continuous feed availability challenging.
Electrically powered automated feeding systems deliver predetermined quantity of feed at any given time and frequency. These kind of feeders are mostly used for indoor tank units or aquariums [4, 20]. Feed from hopper may be spread by a vibrator or spreader or be blown by compressed air. Depending on the mechanism, fish feed may be spread in a circular or semi-circular pattern, or a pie-shaped area out from the feeder. Feeders may be positioned centrally or at the side of the fish holding unit. An automatic fish feeder prototype designed for recirculating aquaculture system showed that at an optimal speed of 14 rpm, it can distribute the feed to a width of 26.6 cm with 99.9 % efficiency. The optimal feeder height was 70 cm from water surface [8]. Commonly, a single feeder is employed to feed each fish holding unit. Hence, multiple installations may be needed for these feeding systems in larger ponds [9]. This makes feeding expensive and sophisticated, which hinders small and marginal farmers from adopting such systems. The aforementioned feeding systems save time and labour but due to the economic factors, farmers go for conventional crude methods of feeding [24].
In the US, Europe and other developed regions of the world, advanced technologies are used for feeding in aquaculture. The technologies such as acoustic and optical sensing technology which can improve the feed control, are ready to be implemented or are commercialized. These recent technologies are either under development or are too expensive for real field applications in developing countries [3]. Most of the fish feeders available in the market suit mainly the large producers of developed countries, where highly automated intensive aquaculture is the main practice. However, there is a need for simple feeding devices suitable for small and marginal farmers of developing countries like India, which can feed efficiently and is affordable. Based on the main concerns of the local fish farmers, the following were observed. Mechanized feeding must be profitable in comparison to manual feeding, to be able to replace the existing feeding practices. The feeding system must be simple to operate and maintain. In rural fish culture, farmers are concerned with the yield and the monetary benefits it can bring. Scientific aspects of aquaculture does not govern the culture practices, as there is a lack of knowledge and awareness. Taking the importance of proper feeding into consideration, this study aimed in developing a mobile feeding system which can uniformly distribute fish feed in the pond and help in reducing the feed wastage. Hence, a feeding system with a simple and suitable feed metering mechanism is required to be developed.
A drum-type feed metering mechanism is considered to be an effective, easy and low cost metering method with low energy requirement [7]. The most important criteria the metering mechanism employed in the fish feeder must comply with, is the ability to achieve the recommended feed rate for the aquaculture system. Several operating parameters may affect the rate of feed dispensed by the drum-type feed metering system. Kumar et al. [14] indicated that the operating parameters which have a significant effect on the feed rate of a drum-type metering unit are number of feed metering holes, shaft speed and the drum fill level. Therefore, it is important to study the effect of these parameters on the feed rate and to find the optimal combination of operating parameters corresponding to the recommended feed rate. Optimization of the operating parameters in laboratory is an important pre-requisite before any fish feeder is put to real use in fish farms. Finding the best combination of operating parameters assures that the feeder achieves the desired feed rate and minimizes feed wastage. In order to find robust solutions, the application of optimization techniques may be preferred. Various optimization techniques have been used in agriculture applications, which help in obtaining the best outcome with minimum resources and experimental runs.
Response surface methodology (RSM) is an extensively used statistical-based approach for optimization studies. RSM is a collection of mathematical and statistical techniques that can be used for modelling and analysis of problems where the response variable is influenced by several independent variables and the main aim is to optimize the response [11]. RSM is a useful optimization tool which has proved to be an attractive alternative to conventional models such as numerical simulation with less computational costs and minimum process knowledge. The RSM defines the relationships between various independent variables and response variable by employing a series of experiments designed for an optimal response [26]. The application of RSM to model feed rate has been selected because it requires small number of experiments and has the ability to evaluate possible interaction between variables on top of the main effects [10]. Also, RSM models are robust in predicting the dependent parameter and generating possible optimal solutions on the basis of desirability function.
In this study, a human-powered floating fish feeder which can traverse inside the pond and distribute fish feed uniformly has been designed. There are no studies available in the literature, where a similar kind of mobile/ floating type fish feeder design has been reported. The objectives of the present study were to optimize the operating parameters of the drum type feed metering unit developed for the human-powered floating fish feeder and to evaluate its performance under field condition. This paper briefly describes determination of fish feed parameters in laboratory, design dimensions of feeding unit and working principle of the fish feeder. Calibration experiments were conducted in laboratory to simulate the feeding pattern at different machine operating settings. The influence of the three operating parameters viz. number of metering holes, shaft speed and drum fill level, on the feed rate was investigated and optimized using RSM to get the desired feed rate. The numerical optimization of operating parameters using RSM has been elaborated in this paper. Further, the optimal solution validation in field is discussed. The field validation helped in confirming the best settings for the fish feeder operation. The RSM model for the drum-type metering system discussed in this paper is expected to be beneficial in predicting the best operating parameters for different feed rates or fish feed types, depending on the culture species and type. To sum up, when designing and developing a mechanical feeding system for application in aquaculture, it is important to optimize the machine operating parameters such that the recommended feed rate is achieved. This approach of optimizing the operating parameters prior to the field evaluation of the developed prototype, will significantly help in saving resources and time during the actual field trials.
2 Materials and methods
2.1 Measurement of physical properties of fish feed
The physical properties of fish feed are significant for determining the feed drum dimensions, size and shape of metering holes. Floating type pelleted fish feed was used for the experiments. The fish feed type selected for the study is used for grow out ponds where the average fish size may range between 500 and 600 g. The specific feed type is the most widely used feed type by the local fish farmers in the study region. Hence, it was chosen for the experiments. The diameter, test weight, bulk density and angle of repose of the fish feed pellets were determined in laboratory as shown Fig. 1. The weight of 1000 fish feed pellets is its test weight. The physical properties of the pelleted fish feed which were determined is given in Table 1.

Determination of test weight, bulk density and angle of repose
2.2 Working components of the fish feeder
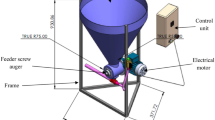
The drum-type feeding unit discussed in this study is designed to be mounted as a superstructure on a human-powered twin-float arrangement. The construction and working of the floating fish feeder is discussed subsequently. The feeding operation of this feeder was achieved through a drum-type feed metering mechanism. The feeding unit comprised of two feed drums and a feeding shaft which was powered by human pedal power via a chain sprocket drive as shown in Fig. 2. The cylindrical feed drums consist of several metering holes on the periphery of the drum. A floating unit was developed using two aerator floats connected by a frame. Since, the feeder is designed to be manually operated, a seating arrangement was provided. The seating arrangement was made out of a bicycle chassis. When operator pedals, the power gets transmitted from the pedal shaft to the feed shaft via chain and sprocket drive, which rotates the feed shaft. Pelleted fish feed is dispensed through the feed metering holes as the feed drums rotate with the feeding shaft. The floating feeder uses a paddle-wheel type propeller for propulsion, which is also human powered. Chain and sprocket mechanism was used for power transmission from operator pedal to the propelling unit. A rudder has been provided as an extension of the steering shaft, which controls the movement of the floating fish feeder in pond. The details of the design have been reported in Prem and Tewari [24].

Human-powered floating fish feeder with drum-type metering unit
The feeding system in this study was designed for a semi-intensive aquaculture system with a stocking density of 12,000 fishes/ha. The feed rate for a culture system may be calculated as follows. As per FAO guidelines, the amount of feed (g/fish/day) to be given in grow out pond is 1 % of biomass for an average fish size of 600 g. Following the guidelines, the recommended feed rate was estimated as 72 kg/ha/day. The feed drum volume was decided based on the recommended feed rate per day, frequency of feeding and the number of filling of drums. Dry fish feeds must be uniformly distributed. Frequent feeding can improve feed utilization, fish growth, and thus result in uniformity of fish size. It also helps in reducing feed wastage and maintaining water quality [6]. A feeding frequency of 3 per day was considered with feed drums filled twice during each feeding. The feed metering holes whose principal dimension is the diameter are located in a circular pattern along the periphery of the outer shell on the feed drum as shown in Fig. 2. The recommended feed particle size for common carp (fish size > 300 g) is 4 mm [6]. Considering the feed pellet size 4 mm and the number of pellets to be dispensed from a metering hole in a go to be two, the diameter of the metering holes was decided as 9 mm. Once the design dimensions are finalized, finding the best setting of operating parameters is important to achieve the desired feed rate so as to fulfil the objective of the developed system i.e. precision feeding. In order to determine the best setting of operating parameters, a laboratory study has been conducted for the drum-type feeding unit. Electric power was used to replicate the actual pedaling action of the operator, by maintaining the feed shaft speed in accordance to the pedal speed in actual floating fish feeder.
2.3 Experimental test setup
The experimental feeding unit setup was developed and the laboratory experiments were conducted at the Farm Machinery Workshop of Agricultural and Food Engineering Department, Indian Institute of Technology Kharagpur, India. The laboratory test setup consisted of the following parts: floats, stainless steel (SS) frame, feed drums, mild steel (MS) shaft, pillow bearing, chain and sprocket, a DC motor, a motor controller and a 12 V battery. The floats used were high quality HDPE aerator floats with dimensions 1760 × 335 × 215 mm. These floats are precision designed, crack proof and easy to install. The feed drums in the experimental setup were made of polypropylene copolymer. The length and diameter of the feed drum were 250 mm and 200 mm respectively and the metering holes diameter was 9 mm. The drums were mounted on the feed shaft on which it will rotate. A solid shaft of 30 mm diameter and 2100 mm length was used as the feed shaft. The SS frame (1150 × 400 mm) served as the base on which the feed shaft along with feed drums were mounted with the help of two pillow bearings on both sides. 8 pieces of 40 mm screw, 8 pieces of nuts, and 16 pieces of flat washers were used to fix the SS frame on to the float as shown in Fig. 3. A DC motor powered by 12 V battery was used to power the feed shaft via chain and sprocket drive. The motor controller was used to vary the motor speed to the specific speed values considered in this study. The feed shaft speed was measured using a tachometer.

Laboratory test setup for feed rate calibration
2.4 Design of experiment and data collection
In this study the targeted/ desired feed rate is 72 kg/ha. From the literature, the most important parameters that may have a greater influence on the feed rate of a drum-type metering unit have been identified. The drum fill level (%) and the shaft speed (rpm) are said to significantly affect the flow rate of the granular material through the metering holes in a drum-type metering system [28]. Hence, these parameters were considered as important operating parameters. It was also important to select the apt number of metering holes so as to achieve the desired feed rate. Therefore, number of feed metering holes, speed of the feed shaft (rpm), and drum fill level (%) were selected as the independent parameters. The dependent parameter was the feed rate (kg/ha).
The levels of the independent parameters were selected based on preliminary trials and from relevant literature. The drum-type metering mechanism is used in sowing paddy seeds. In a study by Kumar et al. [14], the drum was rotated at speeds of 30, 60, and 75 rpm and 80 kg/ha seed rate was achieved at 61 rpm. Considering the physical characteristics of the fish feed pellets used in this study, the feed shaft speed range selected was 30 rpm to 50 rpm. Most of the studies on modeling of granular flow rate from a horizontal rotating drum, the drum fill level considered is 25 – 50 % [14]. These studies mainly dealt with round granular material. Studies where drum type metering mechanism is used for irregular shaped granular material are sparse. Since, the fish feed pellets used in this study has a non-uniform shape, three levels of drum fill level were considered based on Kumar et al. [14], viz. 25 %, 50 % and 75 %. These are initial fill level at the start of the experiment, which changes dynamically as the feeding begins. The experiment plan for the laboratory experiments and the levels of the independent parameters considered are shown in Table 2. A multi-level general full factorial design (FFD) was followed. The complete design consisted of 90 runs and three replications were considered in order to optimize the levels of selected operating parameters. Laboratory experiments were carried out to evaluate the feed rate achieved at all sets of conditions. The influence of three operating parameters and their combined effect on the feed rate was studied using RSM.
To determine the feed rates at different combinations of the independent variables, a series of tests were conducted. The experiments were carried out following the experimental design matrix. Three replicates were done to obtain an estimate of the pure error variance. Initially, the speed of the feed shaft was varied and rest of the parameters were kept constant. Similarly, the other independent parameters were varied one by one, while the rest of the parameters were maintained constant. The amount of feed dropped from the metering holes was collected for the 10 revolutions of the feed drums corresponding to each set of independent parameters. The feed collected was weighed and the corresponding feed rate was computed. The laboratory experiment procedure is shown in Fig. 4.

Calibration of feeder in laboratory conditions and schematic representation of the experiment
2.5 Response surface modeling
The experimental test matrix of the present investigation was performed using a general full factorial design (FFD) approach. The results of the response variable obtained from the full factorial design matrix were analysed using Design-Expert 11, and were used to form the quadratic response surface model. The analysis comprised of three steps, viz., analysis of variance (ANOVA), regression analysis and development of response surfaces. The first step in RSM is to find a suitable approximation for the true functional relationship between response variable and the independent variables. Following which a second-order polynomial model is employed to fit the response surfaces of the output/ response variable (feed rate), using the three input independent variables viz. number of metering holes, shaft speed, and drum fill level. The quadratic polynomial for the response, feed rate can be expressed as Eq. 1.
where Y is the predicted feed rate in actual units, β0 is the intercept term, βi is the slope or linear effect of the input factor Xi, βii is the quadratic effect, βij is the linear interaction effect between input factors and ε is the residual term [18]. Second-order polynomial equation was used to correlate the independent parameters, A, B and C with feed rate. The second order polynomial coefficient for each term of the equation was determined through multiple regression analysis. Once the model was developed using RSM, the significance tests using ANOVA were carried out in order to validate the model and its precision. The model terms having p-values less than 0.05 are said to be significant in ANOVA analysis [15]. When p-values are greater than 0.1, it indicates insignificant model terms. The signal-to-noise ratio is measured by “Adeq Precision” and generally the model prediction is adequately accurate when its value is greater than 4. Hence, the precision indices such as “adjusted R2”, “predicted R2” and “Adeq Precision” were also used in order to confirm if the model predictions are close to experimental values. To determine the optimum operating condition of the feeding unit for achieving the desired feed rate ensuring maximum desirability, the numerical optimization method was employed. The value of desirability (D) ranges between 0 and 1.
2.6 Efficacy of RSM model
The predicted feed rate values obtained from RSM model were compared with the experimentally obtained feed rate values. This was done in order to evaluate the efficacy of the optimization method. Coefficient of determination (R2), root mean square error (RMSE) and mean absolute error (MAE) were determined. R2 is the measure of goodness-of-fit whereas RMSE and MAE are measures of model error [23]. Eqs. 2, 3 and 4 were used to calculate the R2, RMSE and MAE values.
where ‘n’ is the number of experimental data, ‘xi,cal’ is the calculated values, ‘xi,exp’ is the experimental values, and ‘xavg,exp’ is the average experimental values. Model’s accuracy is verified by the evaluation of the both the coefficient of determination (R2) and root mean square error (RMSE) values. For a model to be highly acceptable, the R2 should be as close as possible to 1, while the RMSE values should be as small as possible [22]. It is also necessary to check whether the least squares assumptions such as normality and equal variance are met. These assumptions can be checked by constructing normal probability plot of the residuals and plotting the residuals versus predicted response variables, respectively. If the plots denote that the assumptions are violated, the response variable may require a transformation [15].
2.7 Field validation of the optimal operating parameters
The optimal solutions with desirability value above 0.8 were selected for validation experiments in field. The fish feeder was operated in an experimental pond of 0.01 ha with the best settings obtained from the model. The time taken to cover the pond in each case was noted and the amount of feed dispensed was collected. The feed rate achieved by the fish feeder at different optimal settings were calculated and compared with the corresponding model predicted feed rate values. The feed rate (kg/ha), theoretical field capacity (ha/h), actual field capacity (ha/h) and field efficiency (%) of the developed fish feeder was determined using Eqs. 5, 6, 7 and 8 [29].
3 Results and discussion
3.1 Distribution of feed rate
The results of the experiment were used to evaluate the effect operating parameters had on the feed rate of the feeding system. When a new dataset is obtained, checking the distribution of the variable can give some good insights and information about the dataset. Density plots are one such useful tool to study the distribution of one or a few variables. The distribution of the feed rate is represented in the density plot shown in Fig. 5. The density plots use kernel density estimates to show the probability density function of a variable. From the plot, it can be seen that the density curve follows a multimodal distribution with right skewness. Which implies that there are more than one peaks and the mean of the distribution is greater than the median of the feed rate distribution. The highest point in the curve shows the centre of distribution and it implies that most of the values lie in this range, in this case the highest peak is seen at around 40 kg/ha feed rate and the second highest peak is at 80 kg/ha. The desired feed rate for the feeding mechanism is 72 kg/ha per day and it lies between the two subsequent peaks in the density curve. From the cumulative distribution plot shown in Fig. 5, it can be said that 80 % of the feed rate values are less than 75–80 kg/ha.

Probability density of the feeder’s feed rate (kg/ha); Cumulative density plot of feeder’s feed rate (kg/ha)
The boxplot analysis of feed rate distribution at different levels of metering holes, shaft speed and drum fill level are shown in Fig. 6 (a, b & c). From the boxplots, it can be said that the feed rate varies significantly with increase in number of metering holes, as the highest feed rate is when 40 metering holes are functional and lowest feed rate is at lowest number of functional metering holes i.e. 4. As in the second case, the highest feed rate value is attained at 50 % drum fill, followed by 25 % and 75 % drum fill levels respectively. The maximum feed rate values at shaft speeds 30 rpm, 40 rpm and 50 rpm respectively follow a descending order.

Boxplot analysis of the distribution of feed rate at different levels of a metering holes, b drum fill (%) and c shaft speed (rpm)
Figure 7 shows the correlation matrix for the variables. From the correlation matrix it can be clearly seen that the correlation between number of metering holes and the feed rate is 0.91, which indicates that they are strongly positively correlated. The feed rate will increase with the increase in number of metering holes. Similarly, the correlation between drum fill level and shaft speed with the feed rate are seen as -0.13 and -0.14 respectively. These values indicate that the parameters are correlated in a weak negative manner. That means higher drum fill levels and shaft speeds are associated with lower feed rates.

Correlation matrix of the independent and dependent parameters of the feeder
3.2 ANOVA for feed rate
The data collected from laboratory tests were analyzed with respective variables. ANOVA determined the effect of operating parameters on feed rate. From the results of ANOVA shown in Table 3, the model adequacy has been found suitable to analyze the experimental results. Table 3 shows the most significant terms of the feed rate model. The smaller the magnitude of the p, the more significant is the corresponding coefficient. Values of (p < 0.05) indicate model terms are significant. The quadratic regression model for feed rate in terms of the actual factors as a function of metering holes (A), drum fill level (B) and shaft speed (C) is given by Eq. 9.
The significant model terms in this case are A, C, AC, A2 and C2. The model can be thus reduced to Eq. 10, by eliminating the insignificant model terms.
3.3 Adequacy check of the feed rate model
It was observed from the ANOVA that the polynomial regression equation was significant in representing the relationship between independent parameters and the response. The fit of the model was also expressed by the coefficient of determination, (R2). The R2 value, adjusted R2 value and predicted R2 value for the model were found to be 0.879, 0.874 and 0.865 respectively. The R2 value indicates that 87.9 % of the variability in the response can be explained by the model and that the model could not explain only 12.1 % of variations. The predicted R2 is in reasonable agreement with the adjusted R2, as the difference is less than 0.2. The “Adeq Precision” value of 46.33 (> 4) implies that the model prediction is very good and close to experimental values. The precision indices of the feed rate model are furnished in Table 4.
From the regression model generated with Design Expert 11, it can be seen that there is a good correlation between the actual and predicted values of feed rate, since all points closely follow the line of perfect fit as shown in Fig. 8 a. The root mean square error (RMSE) and mean absolute error (MAE) between the experimental and model predicted feed rates for the dataset were found to be 14.58 and 18.13 % respectively. The correlation coefficient between model predicted and experimental feed rates was 0.9374. In order to validate the model’s adequacy, the residuals were also studied using the normal probability plot of residuals. Residuals are the differences between the actual and predicted response values. By measuring how close the points on a normal probability plot conform to a straight line, it can be tested whether the experimental data is following the assumption of normality. The P – P plot compares the observed cumulative distribution function (CDF) of the standardized residual to the expected CDF of the normal distribution. It can be seen from Fig. 8 b that the points are lying close to the straight line, suggesting that the data is normally distributed and therefore satisfies the normality assumption.

a Plot of experimental feed rate vs. predicted feed rate b normal plot of residuals
3.4 Effects of operating parameters on feed rate
The effects of all operating parameters on feed rate may be shown in a single plot called perturbation plot as shown in Fig. 9. From the plot it can be observed that the feed rate increases as metering holes (A) increases. Similarly, feed rate remains almost constant with change in drum fill level (B), whereas feed rate gradually decreases with increase in shaft speed (C).

Perturbation plot for feed rate
The three-dimensional response surface plots and two-dimensional contour plots of feed rate in relation to the three independent variables are given in Figs. 10, 11 and 12. With increase in the number of metering holes, the feed rate was found to be increasing for all drum fill levels and shaft speeds, although there was more or less no effect of drum fill level on the feed rate as shown in Fig. 10. From Fig. 11, it can be observed that the feed rate increases as the number of open metering holes increases from 4 to 40 for all the cases of shaft speed though the increase in feed rate is gradual at higher shaft speeds. It can be clearly seen from the response surfaces that the increase in feed rate is higher when shaft speed is 30 rpm, whereas the increase in feed rate is lower at 40 rpm and 50 rpm when compared to the lower shaft speed. From Fig. 12, it can be seen that shaft speed and drum fill level does not have a significant effect on the feed rate. Thus, the response surfaces also confirm the same conclusion stated in the correlation matrix, i.e., it can be said that the number of metering holes is the most significant operating parameter. All the operating parameters have different effect on the feed rate, therefore it is necessary to optimize these operating parameters to achieve the desired feed rate. From the laboratory experiments, it was observed that the feed rate for different levels of number of metering holes ranged from 2.19 kg/ha to 189 kg/ha. This broad range of feed rate is not required because the desired feed rate is 72 kg/ha.

Effect of drum fill level (%) and no. of metering holes on feed rate (kg/ha): a Response surface plot b contour plot

Effect of shaft speed (rpm) and no. of metering holes on feed rate (kg/ha). a Response surface plot b contour plot

Effect of shaft speed (rpm) and drum fill level (%) on feed rate (kg/ha): a Response surface plot b contour plot
3.5 Parameter optimization
The optimization of operating parameters of a feed metering unit requires to determine the optimum levels of number of metering holes, drum fill and feed shaft speed which will achieve the desired feed rate. Feed rate was seen to increase with an increase in number of metering holes. The drum fill level seemed to have the least influence on the feed rate, although higher drum fill level was seen to obstruct free flow of feed pellets thus reducing feed rate. Shaft speed had a negative influence on feed rate. Most of the studies considered low shaft speeds for rotating drums [14]. A shaft speed high enough to maintain a continuous motion of feed pellets and lower than the speeds where centrifugal force come into play, has to be selected for this case. The lower and upper limits of number of metering holes, drum fill level and shaft speed are shown in Table 5. RSM was used as the predictive model and further it was applied to determine the optimal parameter settings for the drum type metering unit. Numerical optimization was carried out on the basis of desirability function. This function is defined by user-specified goals for the response. The response goals may be to maximize, minimize or target a specific value. In this study, the goal was to achieve a target feed rate of 72 kg/ha. The lower and upper acceptable limits of feed rate values were set. The goal and the limits together define the desirability function of the feed rate (response). Desirability value 1 indicates that the targeted goal is achieved. The feed rates within the acceptable lower and upper limits (70 – 72 and 72 – 75) will have desirability values proportional to the distance from the target value. A desirability value of 0 is assigned to feed rates below 70 kg/ha or above 75 kg/ha. Considering all these conditions, the desired feed rate was achieved at various combination of operating parameters. A total of 10 optimal solutions were given by the model for the desired feed rate with corresponding desirability values which is shown in Table 6. It may be noted that, drum fill level and shaft speed were considered as continuous variables during the simulation. This was done to obtain the most effective shaft speed and drum fill level, through modeling. Although, the laboratory experiments were conducted at three levels of drum fill level and shaft speed. Thus, the optimal solutions generated by the RSM model include shaft speeds and drum fill levels in the range 30 to 50 rpm and 25 % to 75 %, respectively, rather than just the discrete values.
4 Verification of the optimized operating parameters in field
In order to verify the reliability of the simulated results obtained from the RSM numerical optimization, confirmation tests were conducted in aquaculture pond. These validation experiments were conducted by operating the human-powered floating fish feeder with drum type feed metering unit at the nearest feasible values of the obtained optimal design and operating parameters settings. The actual feed rate values in the aquaculture pond were obtained. Three replications were taken and the average feed rate was determined. The actual feed rate was compared with the predicted feed rate value of the RSM model using the relative error (RE), which is computed using Eq. 11 [22].
The optimal solutions given by the proposed RSM model and the field validation experiment results (average of three replications) are shown in Table 7. These results confirmed that the model could predict the optimal solutions for the drum type feed metering unit operation in aquaculture pond, with reasonable accuracy. From the field validation experiments, the best settings for operating the drum type metering unit were selected on the basis of least relative error. The drum type metering unit should be operated with 24 metering holes functional, 31 % drum fill level and at a shaft speed of 30 rpm to achieve the desired feed rate. The optimal solution is depicted in Fig. 13. For the optimal setting, the maximum variation between model predicted feed rate and actual feed rate was 5.4 %. The relative error is within the acceptable limit, i.e. ± 5 %, considering the fact that it is not always feasible to set the exact model predicted operating parameters, especially the drum fill level and shaft speed, during actual field operation. Slight differences may be there between the model predicted operating parameters and the practical values of the operating parameters used for field validation experiments.

Optimal operating parameters selected from the model
It can be seen from Table 7 that, in case of the second optimal combination, the relative error is 14.03 %. This may be due to the higher drum fill level. From field evaluation, it was observed that higher drum fill level resulted in inefficient feeding due to choking of the metering holes and obstruction to free feed flow. Thus, the actual feed rate values were significantly lower from the predicted feed rates. Similarly, the relative error for third optimal solution is 10.18 %. This may be due to the fact that at higher shaft speeds the centrifugal forces come into play and the granular material gains a momemtum of its own and starts rotating with the drum without falling through the metering holes. This result is in good agreement with the findings of Caponeri et al. [5]. The highest relative error was observed for the last optimal solution. This may be attributed to the combined effects of higher drum fill level and shaft speed. The optimization study of operating parameters in laboratory helped in finding the best settings of the feeding unit prior to the field trials and reduced the number of experiments to be conducted in the field, which could have been exhaustive from both man-power and financial resources point of view. Further, the optimization results could meet the technical requirements of precision feeding in aquaculture pond.
Further, the following conclusions could also be drawn from the field experiments. The pedal cadence corresponding to the feed shaft speed of 30 rpm is 15 rpm, as the gear ratio used was 2. The forward speed of human-powered floating fish feeder corresponding to 15 rpm pedal cadence was 2 km/h. The average time required to feed the 0.01 ha experimental pond was found to be 1.96 min. The theoretical field capacity of the fish feeder was found to be 0.420 ha/h and the actual field capacity was 0.306 ha/h. The fish feeder could achieve a feed rate of 68.11 kg/ha and a field efficiency of 72.86 %, when operated at the optimal settings in the aquaculture pond. The fish feeder could successfully distribute the fish feed uniformly in the entire pond with ease. As per guidelines, it is recommended that dry fish feed must be applied atleast at seven points in a pond of area one hectare [6]. The most significant salient feature of the developed human-powered floating fish feeder is that it can distribute fish feed throughout the pond uniformly, as it can traverse inside the pond with ease, accessing all regions of pond, which is not possible with conventional feeders. Uniformly distributed feed is better utilized as fishes donot have to compete for the feed applied in a specific location. Better utilization of fish feed by fishes indicates reduced wastage of the feed. This reduced feed wastage can go a long way in maintaining the water quality of the pond [2, 6]).
5 Conclusions
This study optimized the operating parameters of the drum-type metering unit developed for a floating type fish feeder. The main aim was to find the optimal number of metering holes, drum fill level and shaft speed which will give the desired feed rate for a semi-intensive aquaculture system. Response surface methodology was used for the optimization and the optimal solutions were generated by the model. The best combination of operating parameters was selected by validating the optimal solutions obtained from the response surface optimization, in field. Field validation experiments confirmed that the RSM model could predict the optimal operating parameters with accuracy and the relative error between model predicted feed rate and actual feed rate in field was within the acceptable limits. The findings of this study indicate that drum-type metering is a feasible method for feeding fishes. Drum-type metering method can be used for various shapes and sizes of fish feed pellets. Although, few practical difficulties were observed during field trials. The control over feeding was found to be difficult in field as it is not possible to close the metering holes during operation. Proper control mechanism which can allow the operator to start or stop feeding while the feeder is in operation in field, may be useful. Hence, new and improved drum designs may be explored to make this metering method more efficient. The optimization technique used in this study can be useful in finding near-optimal solutions for different feed metering mechanisms and other complex operations in aquaculture, where multiple input parameters are considered to achieve a desired outcome. Moreover, the methodology followed in this study is expected to be beneficial in making operational and strategic decisions related to feeding fishes in aquaculture. Developing simple, novel and improved designs of metering mechanisms specifically for aquaculture is a promising area of research.
Data availability
The data used and/or analyzed during the current study is available from the corresponding author upon reasonable request.
References
Alanärä A. The use of self-feeders in rainbow trout (Oncorhynchus mykiss) production. Aquaculture. 1996;145(1–4):1–20.
Amirkolaie AK. Reduction in the environmental impact of waste discharged by fish farms through feed and feeding. Rev Aquac. 2011;3(1):19–26.
Antonucci F, Costa C. Precision aquaculture: a short review on engineering innovations. Aquacult Int. 2020;28(1):41–57.
Baniqued PHG, Castro MD, Luzano CTT. Microcontroller based fish feeder, design report. Manila: Mapua Institute of Technology; 2009.
Caponeri M, Douady S, Fauve S, Laroche C. Dynamics of avalanches in a rotating cylinder. Mobile particulate systems, 1995, pp.331–366.
Coche AG, Muir JF, Laughlin TL. Simple methods for aquaculture: management for freshwater fish culture ponds and water practices. Food & Agriculture Organization, Vol. 21, 1996
Devnani RS. Technology of pre-germinated paddy seeding. J Agric Eng. 2002;39(2):1–8.
El Shal AM, El Sheikh FM, Elsbaay AM. Design and fabrication of an automatic fish feeder prototype suits tilapia tanks. Fishes. 2021;6(4):74.
Emmanuel O, Chinenye A, Forolunsho G, Richardson O, Peter K. Development of an automatic fish feeder. Afr J Root Tuber Crops. 2013;10(1):27–32.
Foroughi M, Chavoshi S, Bagheri M, Yetilmezsoy K, Samadi MT. Alum-based sludge (AbS) recycling for turbidity removal in drinking water treatment: an insight into statistical, technical, and health-related standpoints. J Mater Cycles Waste Manag. 2018. https://doi.org/10.1007/s10163-018-0746-1.
Ganapathy T, Gakkhar RP, Murugesan K. Optimization of performance parameters of diesel engine with Jatropha biodiesel using response surface methodology. Int J Sustain Energ. 2011;30(sup1):S76–90. https://doi.org/10.1080/14786451.2011.594889.
Goddard S. Feeding, temperature, and water quality. Feed management in intensive. Aquaculture. 1996. https://doi.org/10.1007/978-1-4613-1173-7_4.
Juell JE, Furevik DM, Bjordal Å. Demand feeding in salmon farming by hydroacoustic food detection. Aquacult Eng. 1993;12(3):155–67.
Kumar GP, Srivastava B, Nagesh DS. Modeling and optimization of parameters of flow rate of paddy rice grains through the horizontal rotating cylindrical drum of drum seeder. Comput Electron Agric. 2009;65(1):26–35.
Maiti J. Multivariate statistical modeling in engineering and management. Boca Raton: CRC Press; 2022.
Meriwether FH. An inexpensive demand feeder for cage-reared tilapia. Prog Fish Cult. 1986;48(3):226–8.
Mohapatra BC, Sarkar B, Sharma KK, Majhi D. Development and testing of demand feeder for carp feeding in outdoor culture system. Agric Eng Int CIGR E-journal. 2009:1352(XI).
Moradi M, Fazlzadehdavil M, Pirsaheb M, Mansouri Y, Khosravi T, Sharafi K. Response surface methodology (RSM) and its application for optimization of ammonium ions removal from aqueous solutions by pumice as a natural and low cost adsorbent. Arch Environ Protect. 2016;42(2):33–43.
Naylor RL, Goldburg RJ, Primavera JH, Kautsky N, Beveridge MC, Clay J, Folke C, Lubchenco J, Mooney H, Troell M. Effect of aquaculture on world fish supplies. Nature. 2000;405(6790):1017–24.
Noor MZH, Hussian AK, Saaid MF, Ali MSAM, Zolkapli M. ‘The design and development of automatic fish feeder system using PIC microcontroller’. IEEE control and system graduate research colloquium, Shah Alam, Malaysia, July 16–17. IEEE, 2012, pp. 343–347.
Parker NC. Technical notes: Low-cost automated feeder for fry and fingerlings. Prog Fish Cult. 1989;51(1):42–6.
Pareek CM, Tewari VK, Machavaram R. Multi-objective optimization of seeding performance of a pneumatic precision seed metering device using integrated ANN-MOPSO approach. Eng Appl Artif Intell. 2023;117: 105559.
Pareek CM, Tewari VK, Machavaram R, Nare B. Optimizing the seed-cell filling performance of an inclined plate seed metering device using integrated ANN-PSO approach. Artif Intell Agric. 2021;5:1–12.
Prem R, Tewari VK. Development of human-powered fish feeding machine for freshwater aquaculture farms of developing countries. Aquacult Eng. 2020;88: 102028.
Prilutzky A, Birkan V, Appelbaum S. A universal inexpensive self-demand feeder for elvers. Aquacult Eng. 1993;12(2):125–7.
Roy SM, Tanveer M, Gupta D, Pareek CM, Mal BC. Prediction of standard aeration efficiency of a propeller diffused aeration system using response surface methodology and an artificial neural network. Water Supply. 2021;21(8):4534–47.
Rubio VC, Vivas M, Sánchez-Mut A, Sánchez-Vázquez FJ, Covès D, Dutto G, Madrid JA. Self-feeding of European sea bass (Dicentrarchus labrax L.) under laboratory and farming conditions using a string sensor. Aquaculture. 2004;233(1–4):393–403.
Sivakumar SS, Manian R, Kathirvel K, Raghavan GSV. Investigation on the influence of machine and operational parameters for the development of a manually drawn rice seeder for direct sowing. Agric Eng Int CIGR E-J. 2005;7:1–12.
Smith DW, Sims BG, O’Neill DH. Testing and evaluation of agricultural machinery and equipment—principles and practices. FAO Agricultural Services Bulletin 110. Rome: Food and Agriculture Organization of the United Nations, 1994
Statler DP. Use of self-feeders for rearing steelhead trout at Dworshak National Fish Hatchery. Prog Fish Cult. 1982;44:195.
Tanveer M, Balasubramanian S, Sivakumar M, Manimehalai N, Jagan P. A technical review on feeders in aquaculture. Int J Fish Aquat Stud. 2018;6(4):305–9.
Yoo KH, Boyd CE. Pond Effluents. In: Hydrology and Water Supply for Pond Aquaculture. Springer, Boston, MA, 1994, pp. 438–449. https://doi.org/10.1007/978-1-4615-2640-7_15
Acknowledgements
Authors are grateful to all the technical supporting staff for the assistance provided during model fabrication and experiments.
Funding
This research did not receive any specific grant from funding agencies in the public, commercial, or not-for-profit sectors.
Author information
Authors and Affiliations
Contributions
R.P. Methodology, model fabrication, model experiments, data curation, data analysis, original draft preparation, reviewing and editing. V.K.T. Methodology, reviewing, editing, overall guidance and supervision. S.D. Data analysis, reviewing and editing. J.M. Data analysis, reviewing and editing. J.P. Data analysis, reviewing and editing. C.M.P. Methodology, data analysis, reviewing and editing.
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Prem, R., Tewari, V.K., Das, S. et al. Optimization of operating parameters of a drum-type feed metering unit developed for a human-powered floating fish feeder. Discov Agric 2, 34 (2024). https://doi.org/10.1007/s44279-024-00052-z
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s44279-024-00052-z