
Abstract
This paper introduces the definition, classification, and running modes of fretting damage, as well as industrial phenomena of fretting damage cases. It is detail reviewed the progress of two-types fretting map theory (running condition fretting map-RCFM and material response fretting map-MRFM), and outlines the protection strategy of fretting wear according to the fretting map theory, i.e. eliminating the mixed fretting regime and slip regime, increasing the strength of the contact surface, reducing the coefficient of friction, and selecting and matching of materials. Several surface engineering techniques (such as PVD, laser surface modification technology, bonded solid lubricant coating, thermal spraying coating, and micro-arc oxidation coating) against fretting wear are reviewed, several mechanisms to alleviating fretting wear are proposed as well as a collection of practical examples of surface engineering designs to anti-fretting wear. Base on the review of previous studies, mechanisms of surface engineering technologies for alleviating fretting wear have been proposed. In addition, the content and process of surface engineering design are introduced in this paper. A quantitative evaluation method using polar coordinate diagram is applied to choose appropriate surface engineering technology. Finally, taking the locking pin of variable gauge train as an example, the process of surface engineering design is further expounded.
Similar content being viewed by others

1 Introduction
1.1 Definition and classification of fretting
The recognition of fretting phenomenon has only been over a century, and it was first reported in 1911, when Enden et al. observed brown oxidized wear debris at the fit between the fixture and the steel specimen of their fatigue testing machine [1]. At present, the widely accepted definition of fretting refers to the relative motion between contact surfaces with very small amplitude (displacement amplitude is usually in the order of microns) under the action of alternating loads such as mechanical vibration, fatigue load, electromagnetic vibration, fluid induced vibration or thermal cycling [2,3,4]. The contact surface is usually nominally "stationary". That is, fretting occurs in the mechanical parts of a "tight" fit (also known as a gap fit). Fretting damage originates from the micro-zone of the contact interface, which has strong concealment and is easy to be ignored or ignored, so it has great potential danger. In fact, fretting is common in engineering practice, involving a wide range of disciplines such as mechanics, materials, mechanics, physics, chemistry and even biomedical, electrical, etc. Therefore, its prevalence, complexity and research difficulty are far more than the common sliding and rolling friction.
Fretting can lead to two forms of damage [3, 4]: (1) The wear induced by fretting can cause surface wear between contact surfaces, resulting in material loss and component size changes, causing component seizure, loosening, power loss, vibration and noise increase or the formation of pollution sources. (2) The fatigue induced by fretting can accelerate the initiation and expansion of cracks, greatly reducing the fatigue life of the component, and the fretting fatigue life can even be as low as 1/5 ~ 1/3 of the conventional fatigue. Fretting damage is often the culprit of some catastrophic accidents, known as the cancer of modern industry.
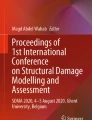
Fretting is often classified as three basic modes, as shown in Fig. 1. (1) Fretting wear: usually refers to the relative displacement of the contact surface caused by the external vibration of the contact pair, the contact pair itself only bears local contact load, or bears a fixed prestress. (2) Fretting fatigue: refers to the relative displacement of the contact surface caused by the deformation of the contact pair under external alternating fatigue stress. (3) Fretting corrosion: the occurrence of fretting in electrolyte or other corrosive media (such as seawater, acid rain, corrosive atmosphere, etc.). Corrosion occurs in all fretting processes, but corrosion predominates at this time.

Schematic diagram of common fretting modes: a Fretting wear; b Fretting fatigue; c Fretting corrosion
1.2 Running modes of fretting wear
In practical engineering problems, the relative motion of fretting is very complicated. To study fretting wear, it is necessary to decouple the complex relative motion and simplify it. According to the ball-on-flat contact mode, fretting wear can be divided into four basic modes [3, 4]: tangential, radial, torsional and rotational fretting. At present, the vast majority of studies are still focused on tangential fretting wear. In 2000, the team of the author took the lead in making a breakthrough in radial fretting mode [5], and then gradually extended the fretting mode to all modes such as torsional fretting [6], rotational fretting [7], dual motion fretting [8] and dual rotary fretting [9]. As can be seen from Fig. 2, the theoretical system of fretting wear includes four basic modes, as well as dual motion fretting such as bidirectional dual motion fretting (tangential + radial), dual rotary fretting (torsional + rotational), torsional + radial fretting and impact fretting (impact + tangential).

Schematic diagram of complicated fretting modes of fretting wear: Fn-normal load; s-Impact distance; D-displacement amplitude; Ω-angular displacement amplitude; α-incline angle; FW-fretting wear
1.3 Fretting damage examples in industry
Fretting damage is widely found in various fields of modern industry such as general machinery, aviation, aerospace, automobile, railway, ship, power, electronics, petrochemical, mining, nuclear reactors, weapon systems and artificial implants. Nine typical fretting damage phenomena can be summarized according to the matching mode or operation characteristics of friction pairs in different industrial fields [10], as seen in Table 1.
1.4 Progress of fretting wear tester
The progress of fretting wear testing rig has promoted the study and disclosure of fretting wear mechanism. So far, researchers have developed different forms of fretting wear test rig based on different fretting modes and actual working conditions. For example, Liu et al. [11] designed a temperature-adjustable fretting test rig as shown in the Fig. 3(a). Afterwards, an electric contact fretting wear test rig was used to measure the interface contact resistance by a four-probe contact method as shown in the Fig. 5(b), and insulating bolts were used in each part of the fixture to prevent current leakage and ensure the accuracy of the results [12]. Shen et al. [13] developed a special dual rotary fretting wear test rig, as shown in the Fig. 5(c). The dual rotary fretting wear can be achieved by adjusting the tilt angle between the rotary axis of the ball sample and the plane sample, and the minimum angular displacement amplitude can reach 0.01°. When the tilt angle is equal to 0° or 90°, the fretting is converted into a simple mode of pure torsional fretting or pure rotational fretting, respectively. Figure 5(d) shows the fretting fatigue test rig made by Wang et al. [14]. During the test, the ball linear guide was slid in the wedge clamp to prevent the tired wire from bending, and fretting corrosion was achieved by dipping the wire contact zone into a plastic container containing deionized water or electrolyte solution. At present, most fretting corrosion tests only add solution soaking chamber and electrochemical measurement system to fretting wear or fatigue test rig [15].

Schematic diagram of fretting testing rigs. a Temperature adjustable fretting wear tester. b Electric contact fretting wear tester. c Dual rotary fretting wear tester. d Fretting fatigue testing rig
Recently, the author's group has developed a new fretting wear test system, which can realize the tests of all fretting modes as shown in Fig. 2, as well as the impact wear, reciprocating sliding wear and pin-on-disc sliding tests on one device. Table 2 shows the functions, parameters and technical indicators of the new test system.
2 Progress on fretting map theory
2.1 Two-types fretting map theory
In 1988, Vingsbo and Soderberg [16] studied the fretting wear of three metal materials (low-carbon structural steel, austenitic stainless steel and pure niobium), and first proposed the concept of fretting map. The main contribution of Vingsbo and Soderberg is to propose the concept of fretting map on the basis of Mindlin's contact theory and literature research, combined with its experimental results, and consider that the critical point between the sticking-slip mixed regime and the gross slip regime is at the lowest point of fatigue life. It can be seen that the fretting map proposed by Vingsbo and Soderberg has certain similarities with Mindlin's contact theory, and there is no essential difference in fretting regime division, so it does not correctly reflect the running mechanism and damage law of fretting wear.
According to the test study of fretting wear under different normal loads, displacement amplitudes, frequencies, materials, contact area geometry and sample sizes, Zhou et al. proposed the Theory of Two-types Fretting Maps [17,18,19,20,21], which include running condition fretting map (RCFM) and material response fretting map (MRFM). The RCFM consists of a partial slip regime (PSR), a mixed regime (MR) and a slip regime (SR) (Fig. 4(a)), and the division of the regime is determined by the variation characteristics of friction force- displacement amplitude-cycles. The formation and size of the mixed regime are mainly related to the characteristics of friction pairs and the interface medium. The MRFM consists of slight damage regime, cracking regime and wear regime corresponding to the RCFM (Fig. 4(b)). The division of the regime is mainly determined by the damage type, and the distribution and size of the damage zone are closely related to the number of cycles.

Schematic diagram of two types of fretting maps. a Running condition fretting map. b Material response fretting map
In the last two decades, the author's group has extended the theory of Two-types Fretting Maps from tangential fretting wear to other fretting wear modes. The results show that the theory can reveal the running behavior and damage mechanism of fretting wear under different fretting modes, materials and environmental conditions. Figure 5 shows the RCFM and MRFM for the four basic fretting modes [10].

Schematic diagram of the RCFM and MRFM under various fretting modes
2.2 Protection strategy of fretting wear
The simplest way to prevent fretting damage is to eliminate the vibration source, but this is not possible in industrial practice. Due to the complexity of fretting problems, specific problem analysis is required. Based on the theory of Two-types Fretting Map and a large number of experimental studies, the author proposes the following protection strategy for fretting wear, which can be used to guide engineering practice:
-
(1)
Eliminating the mixed fretting regime and slip regime
According to the Two-types Fretting Map Theory, the wear and crack formation mainly occur in the SR and MR, while the damage in the PSR is slight. It can be considered to reduce the relative motion amplitude between the contact interfaces to make the fretting run in the partial slip state (i.e. in the PSR) as far as possible. There are three specific methods can be chosen:
-
A)
Increasing the normal load can transform the fretting running regime from the SR and MFR to the PSR, but this may cause a sharp increase in local stress and increase the risk of local fatigue damage;
-
B)
Reducing the tangential stiffness: in certain displacement amplitude, the increase of the flexibility of contact zone means that the enhancement of the elastic deformation ability of the contact zone. Thus, some or all of the fretting amplitude can be balanced by the elastic deformation of contact zone, resulting in the state of elastic coordination, namely running in the PSR (it is like wearing socks to keep your feet from getting worn out).
-
C)
Changing the structure design: can sometimes receive unexpected fretting damage protection effect, because the pressure distribution, topological contact mode or contact stiffness of the contact surface may be changed accordingly, thus changing the fretting running regimes.
-
(2)
Increasing the strength of the contact surface
Through various surface engineering techniques, the surface strength of materials can be improved. A large number of studies have shown that most of the surface modification techniques are very effective for fretting protection in the PSR and MR, which greatly improves the resistance to fretting cracking. The lifetime of the surface treatment layer is closely related to its thickness and contact condition. For example, when the maximum contact stress depth is similar to the thickness of the surface modified layer or coating, cracks are prone to form in the interface zone and lead to early failure.
-
(3)
Reducing the coefficient of friction
The most common way is to take to reduce the friction coefficient through lubrication, however, for the semi-solid and liquid lubrication, due to the high contact pressures, it is difficult to form effective hydrodynamic lubrication film. On the contrary, in the MR or the edge of PFR close to the MR, due to the existence of microcracks, fluid lubricants may be squeezed into the crack tip, thus promoting the crack propagation. Therefore, the lubrication plays a harmful role at here. The preparation of solid lubrication coating with surface treatments can reduce the friction coefficient of the material surface and obtain a good anti-fretting wear effect.
-
(4)
Selecting and matching of materials
Reasonable selection and matching of materials contact pairs play an important role in mitigating fretting damage. Under the condition that the structural strength can be satisfied, the material with better flexibility and large deformation can effectively absorb the relative slip, so as to reduce the surface damage. Selecting materials with high hardness and fatigue strength can effectively reduce fretting wear and inhibit the initiation and propagation of cracks. In addition, after reasonable selection of materials, the use of a small amount of third body generated in the initial stage of fretting for self-lubrication can also achieve the purpose of reducing the further damage of materials. Since one of the advantages of surface engineering is that a layer of special material can be constructed on the matrix material, surface engineering can be used to achieve reasonable material matching between contact pairs.
The above four aspects of alleviating measures for fretting wear, whether it is reducing tangential stiffness, increasing contact surface strength, reducing friction coefficient, or providing special matching materials, can be organically combined with modern surface engineering technologies. Therefore, the surface engineering research of anti-fretting damage has been widely paid attention to. The surface engineering design of friction pairs for anti-fretting damage can effectively protect the materials and engineering components.
3 Surface engineering technologies for anti-fretting wear
Surface engineering technology refers to the process method of changing the surface morphology, composition, organization structure and stress state of materials to improve their properties such as wear resistance and fatigue resistance through surface coating, surface modification or composite treatment of multiple surface technologies. There are many types of surface engineering technologies, which can be roughly classified according to Fig. 6 [22].

The classification of surface engineering technology
A large number of studies and practices show that the application of surface engineering technology to resist fretting damage can greatly improve the wear resistance or anti-friction properties of materials, bring the characteristics of matrix materials that cannot be compared, and obtain huge economic benefits. The anti-fretting damage research of surface engineering technology has a history of 40 or 50 years, and new technologies have been successfully applied constantly. It is shown that most of the techniques can effectively reduce fretting damage, but the internal mechanism is still lack of systematic and comprehensive understanding. In addition, the obtained results also have a large dispersion, in addition to the difference between different surface treatment methods, even if the same coating, different researchers of the process, composition and performance, and test conditions were different. The anti-fretting wear properties of some different surface engineering techniques are reviewed as follows:
3.1 Physical vapor deposition
Physical vapor deposition (PVD) is a technique that uses physical methods to vaporize the surface of a material source into gaseous atoms or molecules, or partially ionized into ions, under vacuum conditions, and deposits a thin film with some special function on the surface of the substrate by a low-pressure gas process. Ohmae et al. [23, 24] have studied a variety of PVD coatings and pointed out that the ion plated boron carbide film has very good fretting damage resistance. Ion plated Au and Ag films as solid lubrication coatings show different fretting characteristics, Au film has good durability, while Ag film has poor effect due to oxidation. Cr and Zn films with displacement amplitude in the range of 50-100 μm show good fretting wear resistance. Asgaribakhtiari et al. [25] showed that the partial relaxation of tensile residual stresses after deposition of Cr/CrN coating by PVD method was very beneficial for the improvement of fretting fatigue life of the specimen in the high-cycle fatigue region. The CrTi/CrTiN multilayer ceramic film prepared by Quazi et al. [26] reduce the friction coefficient of the substrate steel from 0.43 to 0.36 and the maximum wear depth from 9.5 μm to 5.9 μm. In addition to ceramic coatings, solid lubricant films such as DLC film and MoS2 film also exhibit the advantages of high hardness, low friction coefficient and high wear resistance [27,28,29]. Zhuang et al. [30] pointed out that the fretting damage of DLC film under fluid lubrication is mainly attributed to abrasive wear, while MoS2 films are fatigue wear and adhesive wear. Li et al. [31] compounded DLC film with TiAlN coating, and the composite coating can significantly improve the fretting wear performance of the substrate surface and change the fretting running regime to avoid the appearance of MR. according.
According to the review of literature, for PVD coatings, the following principles need to be considered when applying fretting damage protection: 1) Good friction wear resistance and thermal stability under normal working conditions. 2) Excellent accident resistance, such as impact resistance and compression bending resistance. 3) Good compatibility and adhesion with the substrate. 4) PVD coating produces residual stress on the surface layer, but has little improvement on fretting fatigue life. Therefore, PVD coatings are one of the most important means of anti- fretting damage and have been used to improve the fretting properties of counter bodies.
3.2 Laser surface modification technologies
Laser surface modification technology uses the characteristics of high brightness, high directionality, high monochromaticity and high coherence of laser light to modify or alloy the surface of metal materials by changing the organizational structure and chemical composition of the surface, thus achieving the purpose of improving the surface properties of the material. There are many classification and naming methods for laser surface modification technologies, usually by whether it changes the substrate composition, it is divided into two categories: change the substrate composition or no change the substrate composition. Laser surface modification techniques mainly include laser shock peening (LSP or laser impact processing or laser shot peening), laser quenching (LQ or laser phase transformation hardening), laser surface alloying (LSA), laser nitriding (LN), laser melting (LM) and laser cladding (LC).
The LQ method has the advantages of low cost, mature process and environmental friendliness. The micro-structure of the material treated by LQ will be rapidly austenitized and transformed into a martensitic structure, thus improving the strength and hardness of the substrate, and improving the resistance of fretting wear, especially the effect is more obvious when the load is high and the displacement is large [32]. LQ and LSA can improve the fretting wear resistance of 2Cr13 stainless steel by 1.81 and 4.48 times [33]. Other results showed that the friction coefficient and fretting wear rate of laser-hardened AISI 4135 alloy were reduced by more than 20% and 50% [34], respectively.
LSP has the outstanding advantages of non-contact, no heat-affected zone, high controllability and significant peening effect. Park et al. [35] used a high-power diode laser to achieve surface hardening of die steel at 1000 ℃ and 1200 ℃, resulting in a more stable fretting friction coefficient profile and lower wear of the substrate. Telasang et al. [35] found a significant increase in surface micro-hardness of 170 VHN in the laser surface treated zone compared to the quenched and tempered base material, and a reduction in steady-state friction coefficient for all running conditions. After the laser action is over, the mechanical effect is manifested in the acquisition of higher residual compressive stresses on the material surface due to the reaction of the material around the impact area. The residual compressive stress decreases the level of tensile stress in the alternating load, resulting in a decrease in the average stress level, thus increasing the fatigue crack sprouting life. At the same time, the presence of residual compressive stress can cause the crack closure effect, which effectively reduces the driving force of fatigue crack propagation.
LC is a method to form a metallurgically bonded additive cladding layer on the surface of the base material by adding a cladding material to the surface of the base material and using a high energy density laser beam to melt with the thin layer on the surface of the base material. The cladding layer has low dilution but strong bonding force and metallurgical bonding with the substrate, which can significantly improve the wear resistance, corrosion resistance, heat resistance, oxidation resistance or electrical properties of the substrate material surface, thus achieving the purpose of surface modification or repair, meeting the specific performance requirements of the material surface while saving a lot of material costs.
As outlined above, Table 3 displays the improvement of fretting wear resistance of various materials by different laser modification techniques.
3.3 Bonded solid lubricant coating
More than 95% of the lubricating materials in solid lubrication coatings are bonded to the workpiece surface by various organic and inorganic adhesives, and then using coating process to coat on the surface of the friction parts. Bonded solid lubrication coating, as an economical, convenient and excellent anti-friction measure, has been widely used in industrial fields. Bonded solid lubricant coating can show good resistance to fretting wear and fretting fatigue performance, significantly extend the service life of the coated workpiece, reduce resources and energy consumption, wide environmental adaptability and eco-friendly [52,53,54]. The most typical bonded solid lubricant coatings for industrial applications are bonded graphene, bonded PTFE and bonded MoS2.
The fretting wear running behavior and damage mechanism of bonded solid lubrication coatings were systematically studied under different fretting modes by the author’s group [55,56,57,58,59,60,61,62]. Zhu and Xu et al. [55,56,57,58] suggested that the tangential fretting wear life of bonded MoS2 solid lubricated coatings could be improved by increasing the substrate hardness and surface roughness, increasing the coating thickness, changing the curing method, and reducing the relative humidity. Hiraoka [63] pointed out that the MoS2 solid lubricated coatings have tens of times longer wear life in vacuum than in air, and the friction coefficient was only a quarter of that in air, suggesting that bonded solid lubricated coatings are also suitable for mitigating fretting damage problems in high vacuum environments.
Figure 7 shows the RCFM of the bonding MoS2, graphite and PTFE coatings under the condition of tangential and rotational fretting. It can be seen that the PSR was almost overlapping (Fig. 7(a)). Compared with the base 42CrMo steel, the MR disappeared, because MoS2 crystal, graphite and PTFE have very good lubrication effect, and relative sliding is easy to occur, and the MR was inhibited. Under the mode of rotational fretting wear, for both coating and substrate materials, the MR of fretting wear disappeared. As seen in Fig. 8 (b), after the adhesive coating was applied, the SR moved towards the smaller angle displacement amplitude, which greatly reduced the range of the range of PSR. The torsional, rotational and dual rotary fretting behavior of bonded MoS2 solid lubricated coatings have explored [60,61,62], and the coatings not only effectively reduce the friction coefficient and improve the wear resistance compared to medium carbon steel, but also change the fretting running regimes of the substrate. Therefore, the main mechanism of bonded solid lubrication coatings for anti-fretting wear is to change the running regimes of fretting. The evolution of friction coefficient can divide the fretting wear process into three stages: In Stage I, at the beginning of the test, the friction coefficient was in a stable and low-level state, and its value did not exceed 0.1 for MoS2 coating; In Stage II, the friction coefficient increased gradually, but the speed was slow. When the friction coefficient reached 0.25, the wear entered the third stage, and the friction coefficient at this stage rapidly increased to the value of the base material, indicating that the coating completely lost its protective effect on the substrate. As seen in Fig. 8(a), however, when D = 40 μm, the friction coefficient suddenly increased sharply after 5 × 104 cycles, indicating that the coating quickly failed.

The RCFM of the bonding MoS2, graphite and PTFE coatings under the tangential fretting mode (a) and rotational fretting mode (b)

Friction coefficient curves of bonded solid lubrication coatings (Fn = 600N, N = 105): a MoS2 coating; b PTFE coating; c 42CrMo steel base material
With the advancement of technology and increasing application demands, bonded solid lubricant coatings are being upgraded and improved. The introduction of new fillers and the optimized design of the coating structure have led to better performance of the coatings. Yin et al. [64] Investigated the combined advantages of flake MoS2 over bulk MoS2 as a solid lubricant filler, concluding that bonded flake MoS2 solid lubricant coatings alleviated fretting wear due to the intrinsic shear characteristics of MoS2, the repairing effect on the worn zone and the formation of a uniform and dense transfer film. The synergistic effect of two or more lubricant fillers led to further optimization of the coating mechanical properties and wear resistance.
3.4 Thermal spraying coating
Thermal spraying is a surface engineering process in which melted or heated materials are deposited onto a substrate. The feedstock is heated through electrical (plasma or arc) or chemical (combustion flame) means. This process can produce thick coatings over large area at high deposition rates, compared to other coating processes such as electroplating, PVD, and chemical vapor deposition (CVD). A wide range of coating materials can be used in thermal spraying, including metals, alloys, ceramics, plastics, and composites. These materials are fed into the thermal spray system in powder or wire form and are heated to a molten or semi-molten state before being accelerated towards the substrate as micrometer-sized particles. Several variations of thermal spraying exist, including plasma spraying, detonation spraying, wire arc spraying, flame spraying, high velocity oxy-fuel coating spraying (HVOF), high velocity air fuel (HVAF), warm spraying, and cold spraying.
The application of thermal spraying technology to improve the fretting wear resistance in industrial field was a more mature means. Koiprasert [65] studied the protective effect of thermal spraying coating on the frittering wear of gas turbine engine. They used thermal spraying technology to deposit four kinds of coatings on the stainless-steel substrate, and the results showed that the thermal spraying coating had good anti-fretting resistance. Fu et al. [66] discussed the fretting wear behaviors of plasma sprayed hydroxyapatite (HA) coating on Ti-6Al-4 V substrate. Armada et al. [67] investigated the lubrication properties of thermal spraying polymer coatings with polyurea microcapsules filled with lubricant and observed self-healing behavior, indicating improved tribological properties.
Plasma spraying was a typical thermal spraying technology, and the prepared coatings have a typical layered structure. It was a hot research point at home and abroad to prepare CuNiIn coating by plasma spraying to improve the fretting wear performance of aeroengine blade tenon structure [68,69,70,71]. Fridrici et al. [68] found through his research that the presence of the CuNiIn coating improved the resistance of the base material to fretting wear. Mary et al. [69] utilized the microwear tester to investigate the wear behavior of CuNiIn coatings at elevated temperatures. The results indicated that the friction coefficient remained constant regardless of temperature, and there was no alteration in surface degradation. They then went on to investigated the effect of pressure and temperature on the fretting wear of Cu-Ni-In plasma coatings in contact with Ti17 titanium alloy [70]. It was found that the pressure was the main cause of the form of damage, with temperature playing a secondary role. Niu et al. [71] have discussed in depth the mechanism of CuNiIn coatings against fretting wear, and the coating damage mechanism was shown in Fig. 9. The unique layer structure of the coating greatly reduced the fretting wear of the base material. During fretting wear, the lamellar structure of CuNiIn coating effectively prevented fatigue crack propagation, led the crack to deflect along the lamellar interface, and induced crack bifurcation. In addition, pores can passivate the crack tip.

Schematic of the fretting wear damage mechanism in the CuNiIn coating [71]
The wear properties of thermal spraying coatings can vary depending on the specific thermal spraying process used. Each process has its own unique characteristics that can affect the microstructure and properties of the resulting coating. Using HVOF deposition, material degradation may occur, leading to coating brittleness and rapid expansion of surface and subsurface cracks, thereby affecting the wear mechanism and friction performance of the coating [72]. However, coatings prepared using HVAF spraying were less prone to material degradation. Due to the relatively low temperature of this method and the fact that the particles were almost unheated, the interlayer cohesion was weaker [73].
The process parameters can have a significant effect on the fretting wear properties of thermal spray coatings. For example, Xie et al. found that the feed rate of powder had a greater influence on the fracture toughness, adhesion strength, and porosity of Cr3C2-25 NiCr coatings [74]. As the powder feed rate decreased, the molten degree of spraying increased, leading to an increase in fracture toughness and adhesion strength and a decrease in porosity [75]. Torkashvand et al. [76] also demonstrated that the nozzle configuration affected the wear performance of thermally sprayed coatings. The exceptional wear resistance of the coatings can be ascribed to their compact microstructure and the formation of a hard tribo-film during wear testing [77].
The performance of thermal spray coatings can vary with the composition of alloy elements. For example, MCrAlX coatings (M = Ni, Co or NiCo; X = Y, Hf, Ta, Si, Re and other active elements for oxygen reaction) have been gradually regarded as the protective layer of alloy or the bonding layer of thermal barrier coating (TBC) at high temperature. The physicochemical properties of MCrAlX coatings are dependent on the specific composition of their alloying elements [78].
3.5 Micro-arc oxidation coating
Micro-arc oxidation (MAO) is a surface treatment process that can be used to improve the corrosion and wear resistance of metals such as magnesium, aluminum and titanium alloys. The process involves the use of high voltage electrical discharges to generate micro-plasma arcs on the surface of the metal, which melts the existing oxide layer and allows for the formation of a dense and hard ceramic oxide coating. This coating has a lower porosity than conventional anodized films, which improves its corrosion and wear resistance. The process can be further optimized by adjusting the pulse electrical parameters and electrolyte conditions to achieve the desired coating properties. The oxide film formed by MAO technology has a distinct three-layer structure: an outer loose layer, a middle dense layer, and an inner bonding layer. The dense layer accounts for 90% of the total film thickness and forms a micro-regional metallurgical bond with the substrate. The MAO films have a strong adhesion to the substrate, controllable thickness, and other excellent properties, such as wear resistance, thermal shock resistance and electrical insulation. In addition, process parameters can also affect the structure of the oxide film layer of micro-arc oxidation coatings, resulting in different wear resistance effects.
Table 4 shows the effect of MAO technology on the anti-fretting wear performance of different materials after treatment. It was found that MAO technology can effectively improve the anti-fretting wear performance of materials, because MAO generates a ceramic coating with dense structure, improves the surface hardness of the material, and improves the tribological properties of the material.
The author’s group has studied the fretting wear running behavior and damage mechanisms of MAO coating [83] and the micropores of MAO coating sealed by grease (named as SMAO) [84] prepared on the substrate of Al-Si alloy. It was found that the MAO and SMAO coating could change the fretting regimes of the substrate. For the MAO coating, MR and SR shifted to lower displacement amplitudes, then PSR narrowed; but for the SMAO coating, the MR was disappeared by the lubricant action of the grease, at same time, the PSR was narrowed and the SR was shifted to the direction of lower displacement amplitudes to gain a favour for alleviating fretting wear. The friction coefficient of the MAO coating in initial stage was higher than that of the substrate alloy owing to its coarse and porous surface. the friction coefficient of the SMAO was significantly lower than that of the MAO coating. The damage in PSR was very slight both for the MAO and SMAO coatings, the porous structure was still reserved after 104 cycles. In MFR and SR, a lamellate structure was formed due to the gross slip. Delamination was the main wear mechanism for the MAO coating in MR, and the wear mechanism of the coating was the combination of delamination and abrasive wear in SR. To compare with the MAO coating, better wear resistance and longer service life for the SMAO coating under fretting condition were performed. The mechanisms of alleviating fretting wear for the SMAO coating were embodied in changing fretting running regimes, improving surface hardness and decreasing friction coefficients.
4 Mechanisms of surface engineering technologies for alleviating fretting wear
As mentioned above, various surface treatment methods have improved the resistance to fretting damage to varying degrees. References [85] summarized the anti-fretting effects of different surface treatment techniques and their differences. The specific measures to alleviate fretting damage largely depend on the specific working conditions, but in principle, the anti-fretting damage measures of surface engineering technologies are nothing more than reducing the friction coefficient, increasing the surface hardness, changing the surface chemical properties, changing the surface roughness, reducing tangential stiffness and introducing residual compressive stress, etc. However, according to the fretting map theory, the most fundamental and important method is to use surface engineering techniques to change the characteristics of the fretting running regimes, as shown in Fig. 10.

Schematic of protection mechanisms of surface engineering technologies for relieving fretting damage
It is worth noting that in the field of surface engineering, the method of reducing tangential stiffness is easy to be ignored, but in fact, it has a better protective effect. This is like a person, barefoot shoes, easy to wear the foot, and wearing socks can be a good way to reduce the damage of the foot. The socks here act as an intermediate layer to reduce tangential stiffness and play a good protective role.
5 Practical engineering case for surface engineering design on alleviating fretting wear
In order to exert the application effect of surface engineering technology more effectively, it is necessary to carry out systematic surface engineering design before determining the use of a certain technology, the normal process includes the following 5 steps (Fig. 11).

Surface engineering design and its process
-
(1)
The choice of surface engineering technology: First of all, we must consider the surface properties required and available, and also consider how to accurately control the surface properties, as well as the cost of the process.
-
(2)
Surface layer material design: Select wear-resistant, anti-friction, anti-corrosion, anti-slip, vibration, high temperature resistance, oxidation resistance and other materials, as well as a variety of materials matching.
-
(3)
Surface layer microstructure design: In order to obtain the required surface properties must be achieved through the microstructure of the surface layer, stress state, the multi-layer coating also need to consider the total thickness of the film layer, the number of layers, the material and thickness of each layer and the matching of each layer.
-
(4)
Surface layer process design: The process method, process parameters and process procedures for forming the film layer, etc., should also consider the tooling design of auxiliary tools, fixtures, measuring tools, and so on.
-
(5)
Technical and economic analysis: Estimate the natural life, service life, technical life, economic life, cost-effectiveness ratio of surface treatment and modified layer.
The surface engineering design method shown in Fig. 11 is preliminarily established on the basis of existing experience. It is difficult to accurately determine whether the surface system has the best economic feasibility and technical performance in advance, and a large number of tests are often needed to verify it.
5.1 Quantitative characterization method
In order to achieve the unity of economy and practicality, different surface treatments have their best application conditions. However, in order to achieve the optimal selection of the coating, it is necessary to select from more coating performance parameters and fretting wear test results. Carton et al. [16] proposed a polar coordinate method. The method is reviewed as follows:
-
Step 1: the material parameters, mechanical properties, fretting running parameters and material response parameters of the coating and its substrate materials are classified respectively, as seen in Fig. 12, that is,
-
(1)
Characteristic parameters of substrate or coating material: including elastic modulus (E), yield strength (σy) and fatigue strength (σD);
-
(2)
Coating/substrate interface characteristic parameters: including residual stress (Pr), coating scratch test critical load (Lc) and bonding strength (σadh);
-
(3)
Running conditions parameters of fretting: including loading rate (T), sum of widths of part of the slip regime and mixed regime in the RCFM (Δ) and friction coefficient (μ);
-
(4)
Material response parameters: including coating wear life (ns), minimum number of cycles required for crack nucleation (nA), maximum crack length (ZF) and maximum wear depth (ZU) under a certain number of cycles.
-
(1)

Schematic diagram of polar coordinate method for coating selection
Obviously, the parameters of fretting running and material response depend on external conditions and are highly dependent on the system.
-
Step 2: corresponding to the four types of parameters, the above parameters are described in a polar coordinate diagram, and each type of parameters can be put into four sectors respectively, as shown in Fig. 12.
-
Step 3: according to the above criteria, the anti-fretting wear performance of different surface coatings can be comprehensively compared by using the polar coordinate diagram, and the best coating suitable for the working condition can be obtained according to the comparison results.
5.2 Surface engineering design on a fitting pin
In order to further give readers a deeper understanding of the surface engineering design method, a recent practical case study by the author's group presents as follow.
Fitting pins, also called locking pins, are widely used in rail transportation, aerospace, petrochemical and other fields. Pins are usually used for positioning, but also for connecting or locking parts, and can be used as overload shearing elements in safety devices. The types are usually taper pins, female taper pins, cylindrical pins, female cylindrical pins, open end taper pins, pins with holes, cotter pins, etc. Due to the unique role of pins and the working environment, they are susceptible to fretting, which can cause irreversible damage to equipment or structures. Therefore, strengthening the surface of fitting pins to reduce the damage caused by fretting wear and using surface treatment process for mounting pins is a widespread and immediate solution and strategy.
The Fig. 13 shows the locking structure of the bogie of variable gauge train, which has the function of wheel-track switch and mechanical locking, which contains locking pins and locking blocks. During the mechanical vibration, fretting damage will occur on the matching tooth surface of the locking pins. Generally, the locking pin is made of AISI 4135 steel. In order to increase the service life of the locking pin and improve the safety factor of the bogie of a variable gauge train, the surface coating and surface modification are used to change the microstructure and stress state so as to achieve the effect of alleviating the fretting damage [86].

Schematic diagram of the bogie of a variable gauge train (a). Schematic diagram of locking structure and conditions of use (b) [86]
He et al. treated AISI 4135 steels with three economical and reliable surface modification techniques (plasma nitriding, laser quenching and bonded MoS2 coating) to investigate wear behavior, dynamic response, energy dissipation, and damage mechanisms in terms of both surface strength improvement and surface friction reduction [86]. The three surface treatments can reduce the friction coefficient and wear of the fretting interface to varying degrees. As shown in Fig. 14, under the dry condition, the PN and PN + MoS2 coating presented the better anti-fretting wear performance; however, under the condition of grease lubrication, PN displays the best resistance of fretting damage. The locking pin does improve the surface hardness and strength after the surface treatments to achieve the purpose of reducing the wear rate, thereby reducing the harm caused by fretting.

Polar coordinate diagram method for coating selection (LQ- laser quenching; PN- plasma nitriding; bonded MoS2 coating)
6 Summary
Surface engineering technology is very effective in reducing fretting damage, but there are many kinds of surface engineering technology, and the damage mechanism under the condition of fretting friction is also very different, coupled with the actual fretting phenomenon is complicated, which makes how to effectively use surface engineering to reduce fretting damage become a more complicated system engineering. This requires: on the one hand, a systematic understanding of surface modification and coating fretting behavior and damage mechanism; on the other hand, it is necessary to face the continuous emergence of a large number of new technologies with an open mind, so as to achieve effective and economical program selection.
The protection criteria and mechanisms of anti-fretting wear introduced in this paper, as well as quantitative methods, can effectively help the surface engineering design of anti-fretting wear, and finally realize the selection of appropriate surface treatment technology and materials, so as to effectively reduce the harm caused by fretting damage.
Availability of data and materials
The data used in this research is available upon request.
References
Eden EM, Rose WN, Cunningham FL (1911) The endurance of metals. Proc Inst Mech Eng 4:839–974
Waterhouse RB (1981) Fretting Fatigue. Elsevier Applied Science, London
Zhu MH, Cai ZB, Zhou ZR (2021) Fretting wear theory. Science Press, Beijing ((in Chinese))
Zhou ZR, Vincent L (2002) Fretting wear. Science Press, Beijing ((in Chinese))
Zhu MH, Zhou ZR, Shi XY et al (2000) New radial fretting device. J Tribol 20(1):102–105 ((in Chinese))
Cai ZB, Zhu MH, Shen HM et al (2009) Torsional fretting wear behaviour of 7075 aluminium alloy in various relative humidity environments. Wear 267(1):330–339
Mo JL, Zhu MH, Zheng JF et al (2010) Study on rotational fretting wear of 7075 aluminum alloy. Tribol Int 43(5):912–917
Zhu MH, Zhou ZR (2003) Dual-motion fretting wear behaviour of 7075 aluminium alloy. Wear 255(1–6):269–275
Shen MX, Xie XY, Cai ZB et al (2011) An experiment investigation on dual rotary fretting of medium carbon steel. Wear 271(9–10):1504–1514
Zhu MH, Cai ZB, Zhou ZR (2022) Fretting wear under special conditions. Science Press, Beijing ((in Chinese))
Liu XL, Li ZH, Xiao Q et al (2020) Fretting Wear of Co-Cr-Mo Alloys at Elevated Temperatures. J Mater Eng Perform 29:7499–7510
Liu XL, Cai ZB, Xiao Q et al (2020) Fretting wear behavior of brass/copper-graphite composites as a contactor material under electrical contact. Int J Mech Sci 184:105703
Shen MX, Xie XY, Cai ZB et al (2011) An experiment investigation on dual rotary fretting of medium carbon steel. Wear 271(9):1504–1514
Wang XR, Wang DG, Zhang DK et al (2017) Effect of torsion angle on tension-torsion multiaxial fretting fatigue behaviors of steel wires. Int J Fatigue 106:159–164
Wang DG, Zhu ZC, Song DZ (2020) Effects of tensile stress ratio and amplitude on tension-torsion fretting-corrosion-fatigue behaviors of non-perpendicularly crossed steel wires. Eng Fail Anal 117:104839
Vingsbo O, Soderberg S (1988) On fretting maps. Wear 126(2):131–147
Zhou ZR, Fayeulle S, Vincent L (1992) Cracking behaviour of various aluminium alloys during fretting wear. Wear 155(2):317–330
Zhou Z R. Fissuration induite en petits debattements: application au cas d’alliages d’aluminium aéronautiques. Lyon: Ecole Centrale de Lyon, 1992.
Zhou ZR, Vincent L (1993) Effect of external loading on wear maps of aluminium alloys. Wear 162–164(3):619–623
Zhou ZR, Vincent L (1995) Mixed fretting regime. Wear 181–183:531–536
Zhou ZR, Vincent L (1997) Cracking induced by fretting of aluminium alloys. Journal of Tribology, ASME 119:36–42
Molitor P, Barron V, Young T (2001) Surface treatment of titanium for adhesive bonding to polymer composites: a review. Int J Adhes Adhes 21(2):129–136
Ohmae N, Tsukizoe T, Nakai T (1978) Ion-plated thin films for anti-wear applications. Journal Lubrication Technology 100:129–135
Ohmae N, Tsukizoe T, Nakai T (1974) Prevention of fretting by ion plated film. Wear 30:299–309
Asgaribakhtiari H, Majzoobi GH, Elmkhah H (2023) On the effect of Cr/CrN nanolayered coating deposited by Arc-PVD method on axial fretting fatigue behavior of Al7075-T6 alloy. Surf Coat Technol 454:129176
Quazi MM, Ishak M, Arslan A et al (2017) Scratch adhesion and wear failure characteristics of PVD multilayer CrTi/CrTiN thin film ceramic coating deposited on AA7075-T6 aerospace alloy. J Adhes Sci Technol 32(6):625–641
Li X, Deng XR, Kousaka H et al (2017) Comparative study on effects of load and sliding distance on amorphous hydrogenated carbon (a-C:H) coating and tetrahedral amorphous carbon (ta-C) coating under base-oil lubrication condition. Wear 392–393:84–92
Bai M, Yang L Q, Li J Y, et al. Mechanical and tribological properties of Si and W doped diamond like carbon (DLC) under dry reciprocating sliding conditions. Wear, 2021. 484–485.
Jiang A, Cao X L, Wang Z Y, et al. Friction performance and corrosion resistance of MoS2/DLC composite films deposited by magnetron sputtering. Results in Physics, 2021. 25.
Zhuang WH, Li H, Li W et al (2019) Probing fretting performance of DLC and MoS2 films under fluid lubrication. Appl Surf Sci 478:661–679
Xiao L, Xu Y, Chen Z (2022) Fretting tribological performance of DLC, TiAlN and DLC/TiAlN coatings deposited on carburized 18CrNi4A steel. Surf Topogr Metrol Prop 10:015009
Dai ZD, Pan SC, Wang M, Yang SR et al (1997) Improving the fretting wear resistance of titanium alloy by laser beam quenching. Wear 213:135–139
Yang DH, Zhang XS, Xue QJ (1994) Fretting wear bahavior of 2Cr13 stainless steel before and after laser treatment. Wear 171:13–18
He J, Peng JF, Ren YP et al (2022) Study on improving fretting wear properties of AISI 4135 steel via diverse surface modifications under grease lubrication. Wear 490–491:204210
Park C, Kim J, Sim A et al (2019) Influence of high-power diode laser heat treatment on wear resistance of a mold steel. J Mech Sci Technol 33(2):829–836
Xia M, Liu A, Lin Y et al (2019) Densification behavior, microstructure evolution and fretting wear performance of in-situ hybrid strengthened Ti-based composite by laser powder-bed fusion. Vacuum 160:146–153
Liu Y, Wu Y, Ma Y et al (2019) High temperature wear performance of laser cladding Co06 coating on high-speed train brake disc. Appl Surf Sci 481:761–766
Batchelor A, Stachowiak G, Stachowiak G et al (1992) Control of fretting friction and wear of roping wire by laser surface alloying and physical vapour deposition coatings. Wear 152(1):127–150
Fu Y, Batchelor A W. Laser alloying of aluminum alloy AA 6061 with Ni and Cr. Part II. The effect of laser alloying on the fretting wear resistance. Surface and Coatings Technology, 1998, 102(1–2): 119–126.
Nath S, Pityana S, Majumdar JD (2012) Laser surface alloying of aluminium with WC+ Co+ NiCr for improved wear resistance. Surf Coat Technol 206(15):3333–3341
Tarasova T, Nazarov A, Shalapko YI (2014) Abrasive and fretting wear resistance of refractory cobalt alloy specimens manufactured by the method of selective laser melting. Journal of Friction and Wear 35:365–373
Liu L, Shangguan Y, Tang H et al (2014) Fretting wear behavior of laser-nitrided Ti–5Al–5Mo–5V–1Cr–1Fe alloy fabricated by laser melting deposition. Appl Phys A 116:1993–2000
Kulkarni AR, Manikandan M, Shukla AK et al (2021) Influence of laser-nitriding on mechanical and elevated temperature fretting wear behavior of A356-alloy. Surf Coat Technol 413:127072
Dehua Y, Xushou Z, Qunji X (1994) Fretting wear behaviour of 2Cr13 stainless steel before and after laser treatment. Wear 171(1–2):13–18
Dai Z, Pan S, Wang M et al (1997) Improving the fretting wear resistance of titanium alloy by laser beam quenching. Wear 213(1–2):135–139
Zhang H, Dai Z, Shi Y et al (2001) Effects of laser hardening on fretting wear behaviour of Ti alloy. Surf Eng 17(6):518–520
Attia M. Effect of laser surface treatment and work hardening on the fretting wear resistance of Zr-2.5 Nb alloy at high temperature. Current Advances in Mechanical Design and Production VII. Elsevier. 2000: 521–529.
Park C, Kim J, Sim A et al (2019) Influence of diode laser heat treatment and wear conditions on the fretting wear behavior of a mold steel. Wear 434:202961
Kumar SA, Sundar R, Raman SGS et al (2012) Fretting wear behavior of laser peened Ti-6Al-4V. Tribol Trans 55(5):615–623
Anand Kumar S, Sundar R, Ganesh Sundara Raman S, et al. Effects of laser peening on fretting wear behaviour of alloy 718 fretted against two different counterbody materials. Proceedings of the Institution of Mechanical Engineers, Part J: Journal of Engineering Tribology, 2017, 231(10): 1276–1288.
Park C, Jung D, Chun E-J et al (2020) Effect of laser shock peening without coating on fretting corrosion of copper contacts. Appl Surf Sci 514:145917
Li B, Jiang XF, Wan HQ et al (2018) Fabrication and tribological behaviors of a novel environmental friendly water-based PAI-PTFE-LaF3 bonded solid lubricating composite coating. Tribol Int 121:400–409
Wan HQ, Ye YP, Chen JM et al (2016) Influence of polyfluo-wax on the friction and wear behavior of polyimide/epoxy resin–molybdenum disulfide bonded solid lubricant coating. Tribol Trans 59(5):889–895
Ma YJ, Chen L, Ye YP et al (2019) Preparation and tribological behaviors of a novel organic-inorganic hybrid resin bonded solid lubricating coating cured by ultraviolet radiation. Prog Org Coat 127:348–358
Zhu MH, Zhou ZR (2001) An Investigation of Molybdenum Disulfide Bonded Solid Lubricant Coatings in Fretting Condition. Surface Coatings and Technology 141(2–3):240–245
Xu J, Zhu MH, Zhou ZR et al (2003) An investigation on fretting wear life of bonded MoS2 solid lubricant coatings in complex conditions. Wear 255(1–6):253–258
Xu J, Zhu MH, Zhou ZR (2004) Fretting wear behavior of PTFE-based bonded solid lubrication coatings. Thin Solid Films 457(2):320–325
Xu J, Zhou ZR, Zhang CH et al (2007) An investigation of fretting wear behaviors of bonded solid lubricant coatings. J Mater Process Technol 182(1–3):146–151
Zhu MH, Zhou ZR (2005) The Damage Mechanisms under Different Fretting Modes of Bonded Molybdenum Disulfide Coating. Mater Sci Forum 475–479:1545–1550
Luo J, Zhu MH, Wang YD et al (2011) Study on rotational fretting wear of bonded MoS2 solid lubricant coating prepared on medium carbon steel. Tribol Int 44(11):1565–1570
Luo J, Cai ZB, Mo JL et al (2015) Torsional Fretting Wear Behavior of Bonded MoS2 Solid Lubricant Coatings. Tribol Trans 58(6):1124–1130
Shen MX, Cai ZB, Peng JF et al (2017) Anti-wear Properties of Bonded MoS2 Solid Lubricant Coating under Dual-Rotary Fretting Conditions. Tribol Trans 60(2):217–225
Hiraoka N (2001) Wear life mechanism of journal bearings with bonded MoS2 film lubricants in air and vacuum. Wear 249(10):1014–1020
Yin JN, Yan H, Cai M et al (2023) Bonded flake MoS2 solid lubricant coating: An effective protection against fretting wear. J Ind Eng Chem 117:450–460
Koivuluoto H (2022) A Review of Thermally Sprayed Polymer Coatings. J Therm Spray Technol 31(6):1750–1764
Fu YQ, Batchelor AW, Wang Y et al (1998) Fretting wear behaviors of thermal sprayed hydroxyapatite (HA) coating under unlubricated conditions. Wear 217(1):132–139
Armada S, Schmid R, Equey S et al (2013) Liquid-Solid Self-Lubricated Coatings. J Thermal Spray Technol 22(1):10–17
Fridrici V, Fouvry S, Kapsa P (2003) Fretting wear behavior of a Cu-Ni-In plasma coating. Surf Coat Technol 163–164:429–434
Mary C, Fouvry S, Martin JM et al (2008) High temperature fretting wear of a Ti alloy/CuNiIn contact. Surf Coat Technol 203:691–698
Mary C, Fouvry S, Martin JM et al (2011) Pressure and temperature effects on Fretting Wear damage of a Cu-Ni-In plasma coating versus Ti17 titanium alloy contact. Wear 272:18–37
Niu ZQ, Zhou WL, Wang CL et al (2021) Fretting wear mechanism of plasma-sprayed CuNiIn coating on Ti-6Al-4V substrate under plane/plane contact. Surf Coat Technol 408:126794
Shipway PH, McCartney DG, Sudaprasert T (2005) Sliding wear behaviour of conventional and nanostructured HVOF sprayed WC–Co coatings. Wear 259(7):820–827
Torkashvand K, Joshi S, Gupta M (2022) Advances in Thermally sprayed wc-based wear-resistant coatings: Co-free binders, processing routes and tribological behavior. J Therm Spray Technol 31(3):342–377
Xie MX, Lin Y, Ke P et al (2017) Influence of Process Parameters on High Velocity Oxy-Fuel Sprayed Cr3C2-25%NiCr Coatings. Coatings 7(7):98
Lyphout C, Bjorklund S, Karlsson M et al (2014) Screening Design of Supersonic Air Fuel Processing for Hard Metal Coatings. J Therm Spray Technol 23(8):1323–1332
Torkashvand K, Gupta M, Bjorklund S et al (2021) Influence of nozzle configuration and particle size on characteristics and sliding wear behaviour of HVAF-sprayed WC-CoCr coatings. Surf Coat Technol 423:127585
Tian L, Fu M, Xiong W (2018) Microstructural Evolution of AlCoCrFeNiSi High-Entropy Alloy Powder during Mechanical Alloying and Its Coating Performance. Materials (Basel) 11(2):320
Hao E, Chen J, Liu G et al (2023) Effect of alloying elements on microstructure evolution and wear mechanism of MCrAlX-based coatings at 800 °C. Surf Coat Technol 456:129266
Lin XZ, Zhu MH, Zheng JF (2010) Fretting wear of micro-arc oxidation coating prepared on Ti6Al4V alloy. Transactions of Nonferrous Metals Society of China 10:537–546
Li ZY, Cai ZB, Ding Y et al (2020) Characterization of graphene oxide/ZrO2 composite coatings deposited on zirconium alloy by micro-arc oxidation. Appl Surf Sci 506:144928
Wang Y, Lei T, Guo L et al (2006) Fretting wear behaviour of microarc oxidation coatings formed on titanium alloy against steel in unlubrication and oil lubrication. Appl Surf Sci 252(23):8113–8120
Lin M Y, Nemcova A, A. Voevodin A, et al. Surface characteristics underpinning fretting wear performance of heavily loaded duplex chameleon/PEO coatings on Al. Tribology International, 2021, 154: 106723.
Zhu MH, Cai ZB, Lin XZ et al (2007) Fretting wear behaviour of ceramic coating prepared by micro-arc oxidation on Al–Si alloy. Wear 263(1–6):472–480
Zhu MH, Cai ZB, Lin XZ et al (2009) Fretting wear behaviors of micro-arc oxidation coating sealed by grease. Wear 267(1–4):299–307
Fu YQ, Wei J, Batchelor AW (2000) Some considerations on mitigation of fretting damage by the application of surface-modification technologies. J Mater Process Technol 99:231–245
He JF, Cai ZB, Ren YP et al (2021) Optimization of several surface treatment processes for alleviating fretting damage of a locking pin. Friction 10(8):1217–1233
Acknowledgements
The authors gratefully acknowledge the financial support provided by National Natural Science Foundation of China (Nos. U2141212, 52075460 and 52005117), Sichuan Science and Technology Program (Nos.2023NSFSC0411 and 2022023) and the Fundamental Research Funds for the Central Universities (2682023ZTPY006, 2682022CX043, 2682022ZTPY014).
Funding
National Natural Science Foundation of China (Nos. U2141212, 52075460 and 52005117), Sichuan Science and Technology Program (Nos.2023NSFSC0411 and 2022023) and the Fundamental Research Funds for the Central Universities (2682023ZTPY006, 2682022CX043, 2682022ZTPY014).
Author information
Authors and Affiliations
Contributions
Minhao Zhu: Writing– review & editing, Supervision, Funding acquisition, Xiaoqiang Fan: Writing– review & editing, Zhenbing Cai Writing– review & editing, Jinfang Peng Writing– review & editing, Qi Sun Writing– review & editing.
Corresponding author
Ethics declarations
Competing interests
Minhao Zhu is a member of the editorial board of this journal. He was not involved in the editorial review or the decision to publish this article. All authors declare that there are no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Zhu, MH., Fan, XQ., Cai, Zb. et al. Surface engineering design on alleviating fretting wear: a review. Surf. Sci. Tech. 1, 4 (2023). https://doi.org/10.1007/s44251-023-00003-8
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s44251-023-00003-8