
Abstract
Recycled concrete powder (RCP) has a large amount of calcium carbonate, which suggests that it can be used to make limestone - calcined clay (CC) cement (LC3) system by replacing limestone powder. So that it can promote the recycling of construction demolition waste and reduce the requirement of the natural resource for LC3. In this study, the fresh and hardened properties of CC-RCP cement system were comprehensively characterized by varying the CC/RCP ratio and dosage, including rheological, mechanical properties, hydration products and pore structure. The results indicate that the addition of CC prolong the setting time, but the effect could be mitigated by the recombination of RCP. By comparing with RCP, CC had a less obvious effect on increasing viscosity, but it could improve the shear thickening behavior of paste. In the case of less total content of CC and RCP, a ratio of 1:1 CC/RCP was better for the development of long-term strength. Whereas, with the increasing of substitution, the mixtures with CC alone or blending with RCP in a 2:1 ratio achieved higher strength. The incorporating of CC and RCP could make the conversion of C4AH13 into hemicarboaluminate (Hc) and monocarboaluminate (Mc), and it resulted in a denser structure with more medium capillary pores and gel pores than that mixtures with CC only.
摘要
再生混凝土粉(RCP)中含有大量碳酸钙,因此具有取代石灰石粉-煅烧粘土(CC)水泥系统(LC3)中石灰石粉的潜力。这一应用既可以促进建筑废弃物的回收利用,还能减少LC3水泥对天然石灰石的需求。本文研究了CC/RCP比例和掺量对CC-RCP水泥体系的新拌与硬化性能的影响,其中包含流变性能与力学性能以及水化产物与孔隙结构。结果表明,单掺CC会延长水泥体系凝结时间,而掺入RCP则可以减轻上述问题。与RCP相比,CC对增加水泥浆体黏度的影响不明显,但能够改善浆体的剪切增稠行为。在CC与RCP复合掺量较少时,CC/RCP比例为1时更有利于长期强度的发展;随着取代率的增加,单独掺入CC或与RCP按2:1的比例复掺能获得更高的强度。CC和RCP的复掺可以促进C4AH13转化为半碳铝酸盐(Hc)和单碳铝酸盐(Mc)。相较于单独使用CC,这种复掺增加了中等毛细孔和凝胶孔的数量,使砂浆结构更为致密。
Similar content being viewed by others


1 Introduction
The cement industry accounts for 7% of the global total anthropogenic CO2 emissions and stands as the third largest energy consumer today. According to the report from the National Bureau of Statistics, China produced 2.378 billion tons of cement overall in 2021. In light of the pressing goals of carbon peaking and carbon neutrality, along with related policy shifts, it can be seen from the previous years' statistics that domestic cement production was no longer growing. However, in order to meet the demand for housing and other infrastructure, it is anticipated that cement demand in other countries will increase [1].
The International Energy Agency (IEA) defines the reduction of clinker proportion in cement as one of the main strategies to reduce cement carbon emissions, thereby emphasizing the necessity for supplementary cementitious materials (SCMs) [2]. The most widely used SCMs today are fly ash and slag. But with the increasing promotion of clean energy and diminishing demand for pig iron, the output of fly ash and slag is expected to decrease. Consequently, readily available and more environmentally friendly alternatives are essential [3]. Clays containing kaolinite are widespread in the Earth's crust. When calcined at half the temperature required for cement clinker, highly active pozzolan can be obtained. In ordinary cement, the pozzolan content is usually restricted to below 35%. By compounding calcined clay (CC) with limestone in a ratio of 2 to 1, limestone can be used to replace a further 15% of clinker, which will lead to a 50% total clinker substitution without significantly affecting the cement quality [4]. Therefore, calcined clay and limestone possess the potential to meet the demand for SCMs and the low-carbon requirements of the cement and concrete industry. This innovative green cement system is also known as LC3 cement [5].
Recycled concrete powder (RCP) is a by-product created during the crushing and recycling of waste concrete, primarily consists of aggregate debris and little cement paste. Among them, the main components of the aggregate debris are limestone and quartz. RCP typically has a high specific surface area and porosity, which can reduce the fluidity of cement slurry. The finer the RCP, the worse the slurry fluidity becomes [6]. In addition, fine RCP can also reduce the plastic viscosity of the slurry and increase the yield stress [7].
In the study of activity of RCP, its activity mainly depends on the unhydrated cement in the cement slurry. Oksri-Nefia [8] conducted tests on RCP from the concrete aged from 50 to 100 years and found that the content of unhydrated clinker accounted for 8 to 12%, mainly consisting of C2S. This component was thought to participate in hydration after being milled and exposed. The properties of RCP were then compared to stone powder. Both could accelerate the early hydration of cement. At 25% dosage, the strength of the RCP system before 28d was higher than that of the stone powder system, but the difference became insignificant at large dosages or after 28d. It is generally believed that RCP primarily acts as an inert filler when added to cement alone [9, 10]. In terms of durability, the addition of RCP results in the deterioration of the pore structure [8]. The study of Cantero [11, 12] shows that with the increase of RCP content, the open pores in concrete grow, leading to higher water permeability coefficient and water absorption under pressure. Furthermore, the carbonization resistance, freeze–thaw resistance and sulfate resistance of concrete were all affected to varying degrees [13].
In this study, RCP was employed as an alternative to natural stone powder in LC3 cement. The research aimed to investigate the impact of the mixture proportion and content on freshly mixed slurry and hardened matrix were explored, which serves to determine the feasibility of the waste mixture as an SCM. This research broadens the raw material source for LC3 cement and promotes the full recycling of waste concrete. In turn, helps alleviate environmental pressures on the cement industry.
2 Experiment
2.1 Raw materials
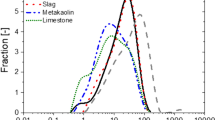
In this study, the powder material used in the mixes included PII52.5 cement, RCP and CC. The precursor of RCP was C30 concrete beam demolition waste from construction in Beijing. The RCP was obtained after the industrial powder passed through 200-mesh sieves. Two types of CC were utilized for blending with cement and RCP. To obtain CCI, clay from Beihai, Guangxi was calcined in the laboratory. Additionally, CCII was produced in a factory in New Delhi, India. The physical properties of those powders were characterized using laser particle size and nitrogen adsorption methods, and the results are shown in Fig. 1(a). The Superplasticizer (SP) used in this study was produced by Sobute New Materials Co., Ltd., Nanjing. The water-reducing rate of SP is 30%, and its solid content was diluted to 10% before being used.

The physical properties and microstructure of raw materials
The mineral composition and chemical composition of raw materials measured by XRD, XRF, and TG are shown in Fig. 2 and Table 1. These claim that RCP is rich in calcium and silicon elements and consists of dolomite, quartz, and some calcite and feldspar minerals, which are common found in aggregate of concrete. According to chemical composition and loss on ignition, RCP contains about 62.7% calcium carbonate and magnesium carbonate. Besides, CC is rich in aluminum phase, and its chemical composition is mainly Al and Si. The main crystalline phases of CCI are quartz and Muscovite, while CCII are quartz and kaolinite.

Mineral composition of raw materials
2.2 Mixtures
In the LC3 cement system, metakaolin reacts with limestone in a molar ratio of 1:1 according to the Eq. (1). As a result, those two are usually combined in a mass ratio of 2:1.
Initially, the samples were divided into groups I and II based on the different types of CC. Subsequently, the optimal mixture ratio of the ternary system was investigated. The mass ratio of CC to RCP was planned to be 1:0, 2:1, and 1:1, respectively labeled as groups A, B, and C. Finally, 15 to 45 wt% of the cement was replaced by the CC and RCP mixture. The proportions of each group of cementitious materials are displayed in Table 2. Each set was proportionally weighed and subjected 5 h of dry mixing in the mixer before being used.
3 Method
For each group of samples, the method described in GB/T 1346–2011 [14] was utilized to determine the water requirement of normal consistency and subsequently to test the setting time. Subsequently, according to the test method of net slurry fluidity in GB/T 8077–2012 [15], 300 g samples were weighed. With a water-cement ratio of 0.4, each sample’s fluidity was adjust to 190 ~ 200 mm with SP. After that, an Antopa MCR302 rotary rheometer with a cylindrical CC25 rotor was used to test the rheological properties of each group under the same fluidity. The test process was as follows: First, the mixed paste was pre-sheard for the 30 s at the shear rate of 10 s−1, and then the shear rate was controlled by 20 s−1 as a gradient in the range of 0 s−1 ~ 100 s−1 ~ 0 s−1. The results of the descending stage were used to analyze the rheological properties of the paste.
The R3 method was employed to assess the activity of mixtures at varying CC/RCP ratios. To ensure adequate reaction of the calcined clay (CC), a mass ratio of 3:1 between portlandite and calcined clay was selected. Furthermore, a sulfate to calcined clay ratio of 0.06 and an alkali to calcined clay ratio of 0.08 were chosen. The specific mix ratios for each group are detailed in Table 3 The testing was conducted at a temperature of 20°C, and the hydration reaction period extended beyond 6 days [16]
The method for preparing mortar samples and conducting strength tests adhered to GB/T 17671 standards [17]. According to the standard, the 40*40*160 mm matrixes were formed using a water-cement ratio of 1:2 and a cement-sand ratio of 1:3, with ISO standard sand. SP was used to adjust the fluidity of each mortar sample to 240 ± 5 mm. All samples were removed from the mold after 24 h and subsequently cured in water at 20 ± 1 °C for another 27 days. In addition to strength testing, the porosity of each group of cementitious materials was also tested using mortar. Thin sections of 3 ~ 5 mm were cut out from the middle position and further sheared into 3 ~ 5 mm particles with a diagonal nose plier. Then the particles were immersed in isopropyl alcohol to halt hydration. Mortar porosity was tested using mercury intrusion porosimetry (MIP) at pressures ranging from 0.5 to 30,000 psi, corresponding to pore sizes ranging from 5 nm to 360 um.
Paste sample were mixed using a water-cement ratio of 0.3 and then placed under the same curing conditions as the mortar samples. After that, the hydrated paste samples were broken into 3 ~ 5 mm small pieces and immersed in isopropanol to terminate hydration. After drying at 60°C in a drying cabinet, the samples were ground to pass through a 200-mesh screen. German Brock D8 ADVANCE XRD was used to analyze the mineral composition of the hydration products. The target material was Cu, and the scanning parameter was at a speed of 2°/min from 5° to 80°.
4 Results and discussion
4.1 Water requirment and setting time
Compared to cement, both CC and RCP exhibit significantly higher specific surface areas according to the physical properties of raw materials. Therefore, in Fig. 3, as the mixture content of CC and RCP increases, so does the water demand for paste. Under the condition of 30% cement substitution, the water demand of the system decreased as the increase in RCP ratio in mixed SCM. This is due to the fact that CC has a higher water demand than RCP because of its high specific surface area and layered structure. As a result, the incorporation of an appropriate amount of RCP can improve the workability of CC cement [18].

Water demand of the paste samples
The comparison of (a) and (b) in Fig. 4 indicated that the retarding effect of CCI is significantly higher than that of CCII. In the event of 30% cement substitution, the initial setting time and final setting time of the samples were retarded by 20 and 50 min respectively by the addition of CCI alone. Meanwhile, it was only retarded for 10 and 20 min by adding CCII alone. The discrepancy might be due to the higher activity of CCII than CCI.

Setting time of paste samples
Even with high cement substitution, the 2:1 mixing ratio in group II had no significant impact on the cement's initial setting time. Higher or lower RCP ratios would delay the initial setting time of the cement. When mixed in the optimal proportions, the mixture has little effect on the early hydration of the cement. Under normal circumstances, the content of 30% RCP has essentially no significant effect on the setting time of cement [9, 19]. However, in group II, when cement substitution amount exceeds 30%, a CC/RCP ratio of 1:1 significantly postpones the initial setting time compared to a 2:1 ratio. and even postpones the initial setting time by nearly 20 min at 45% substitution. The reason lies in the low activity of RCP and low cement content [20].
4.2 Rheological properties
In order to facilitate the testing of the rheological properties of paste, SP was used to adjust the fluidity of each group of paste samples (0.4 w/c) to a uniform range of 190 ~ 200 mm. The dosage of SP is shown in Fig. 5(a). In addition, after standing for 30 min, the mixed paste was stirred again and tested for fluidity. The test results are shown in Fig. 5(b).

SP dosage and 30 min fluidity
It can be seen that since the water demand of CC was higher than that of RCP, the demand of SP decreased as the proportion of RCP increased in the mixed SCM. Within the same category, group II had a higher demand for SP and a greater loss of fluidity. This outcome can be attributed not only to the high specific surface area of CCII but also to the higher aluminum phase, indicating that CCII contains higher metakaolin content, while the content of metakaolin in calcined clay affects its workability [21]. In addition, the addition of RCP aggravates the loss of fluidity, which indicated that the addition of RCP promoted the early hydration of CC.
Figure 6 shows the rheological curves of each group of paste samples. It is clear that there is a nonlinear relationship between the shear stress and shear rate, and the paste shows shear thickening characteristics.

Rheological curve of paste samples
Therefore, the Herschel-Bulkley model (H-B model) was used to fit the data [22]. The model equation is as follows:
where τ is shear stress, τ0 is yield stress, K is plastic viscosity, γ is shear rate, and n is rheological behavior index (n > 1, indicates that the slurry shows shear thickening; n < 1 indicates slurry thinning by shear). The yield stress, plastic viscosity, and index n of each sample were obtained by fitting the H-B model, and the results were shown in Fig. 7.

The rheological properties of paste samples
Figure 7(a) shows the rheological properties of group I samples. It is evident that the yield stress and paste viscosity increase with the growing amount of the CC-RCP mixture. In general, adding limestone alone to cement does not significantly affect the rheological properties of the slurry [23]. The paste viscosity of the samples with mixed CCI and RCP, however, is greater than that of samples with CCI alone under the substitution amount of 30% cement, showing that RCP has a greater influence on the slurry viscosity. In addition, the shear thickening behavior of cement paste is amplified by adding CCI on its own. In Fig. 7(b), the yield stress first rises and then falls with the increase of the total amount of SCMs. At 15% SCMs content, the ratio of CC to RCP has little effect on the rheological properties of the paste. When it exceeds 30%, the CC/RCP ratio of 2:1 results in greater yield stress and viscosity. Similar to CCI, the shear thickening behavior of cement paste is also amplified by CCII alone.
Previous studies have demonstrated that pure metakaolin (MK) slurry will become thinning by shear in the absence of SP, but thickens when SP is added. Due to the low binding of MK to SP polymer, part of the adsorbed polymer is torn off when the slurry was shear, and the lack of water-reducing agent on the local particle surface led to the flocculation of the particle. In addition, the return of the polymer to the slurry increases the disorder of the slurry, which also leads to the occurrence of shear thickening of the slurry [24]. The composite with RCP neutralizes the shear thickening behavior of CC. When CC is mixed with RCP, the shear thickening of CC can be alleviated.
4.2.1 Reactivity and Mechanical properties
According to the test results of R3 from Fig. 8, the activity of CCII is higher than that of CCI. In both groups, the heat release decreased with the growing RCP content in the mixture. In addition, the addition of RCP delays the heat release rate of the system and results in a smoother heat release peak, corresponding to the delay of setting time.

Heat released for CC-portlandite-RCP blends
The 28d activity index of CCII was 0.85, Under the content of 30% SCMs, whereas that of CCI was only 0.69. According to the comparison of overall strength between (a) and (b), the compressive strength of group II was also significantly larger than that of group I under the same CC/RCP ratio, which indicated that the activity of CCII was higher than that of CCI. The smaller size enhances its physical effects, such as filling and nucleation effects, while the abundance of aluminum components boosts its chemical reactivity.When 15, 30, and 45% of cement in the sample was replaced by a mixture of CC and RCP, the 28d strength losses of group I were approximately 26%, 39%, and 50%, while that of group II were only around 12%, 26%, and 35%.
Regarding the influence of CC/RCP ratio, in group I, a higher RCP content significantly reduced the compressive strength of mortars. In Group II, the combined use of RCP and CCII led to a 10% reduction in mortar strength (at 30% cement substitution) compared to using CCII alone. However, it's worth noting that the influences of the 2:1 and 1:1 CC/RCP ratios on strength were quite similar for each level of cement replacement. Those reductions were brought on by the decrease of CC content and high proportion of quartz in RCP which acts only as an inert filler. In previous investigations, the reduced value was 5% when limestone was used instead of metakaolin under the same conditions [25]. Therefore, a 10% reduction in strength was considered acceptable, especially when considering the use of low grade raw materials.
As can be seen from Fig. 9(b), the CC/RCP ratio has little effect on the flexural strength of mortar at 30% cement replacement and below. When the cement replacement reached 45%, a higher content of RCP resulted in a significant decrease in flexural strength. Comparing the two kinds of calcined clays, the use of CCI reduced the flexural strength, while the use of CCII had little effect on the strength at each cement replacement (except 45% cement replacement with 1:1 CC/RCP ratio).

Compressive and flexural strength of mortars
4.2.2 Hydration products
As can be seen from Figs. 10a and b, with the increase in CC-RCP content, the diffraction peak of gypsum shrank while the diffraction peak of AFt grew, indicating that CC was doubly excited by alkali and sulfate, and more AFt was generated [26]. In addition, the diffraction peak of C4AH13 gradually faded away as the Hc peak gradually emerged. This is due to two factors. First, due to the decline of cement content, the alkalinity of the system decreased, changing the type of reaction between CC and CH. The hydration reaction no longer generated C4AH13 at low alkalinity [27, 28].

Mineral composition of hydration product of 28d pastes
Second, due to the increase in calcium carbonate content in the system, the generated C4AH13 would also be transformed into Hc and Mc [29]. This point could both be illustrated in Fig. 10 (b) and (d). Under the same amount of cement substitution, the generation of C4AH13 decreased while the Hc and Mc increased with the increase in RCP ratio. In addition, by comparing the hydration products of group I and group II at the same level, it was discovered that the diffraction peaks of AFt and Mc in groups II were stronger, further confirming the high chemical activity of CCII.
4.2.3 Pore structure
The porosity of mortars with pore sizes ranging from 5 nm to 360um was evaluated by mercury intrusion porosimetry. The porosity of mortars with various cement substitution levels was measured at a CC/RCP ratio of 2:1, and the porosity of samples with different CC/RCP was measured at a cement substitution of 30%. The results were showed in Fig. 11. According to the past literatures, the pore structure measured by MIP were classified as follows: macroscopic pores (> 1 µm), large capillary pores (50 nm ~ 1 µm), medium capillary pores (10 ~ 50 nm), and gel pores (< 10 nm).

Porosity distribution of 28d mortars
As can be seen from Fig. 11(a), the total porosity of both groups of samples increased linearly with the amount of cement substitution. The porosity of gel pores and medium capillary pores of group II mortar was high than that of group I, while the results were opposite for macroscopic pores and large capillary pores larger than 1 µm. This demonstrates that CCII with higher activity and smaller size contribute to the compactness of macroscopic pores above 50 nm. In addition, it can be seen from Fig. 11 (b) that the addition of RCP will introduce more large capillary pores. A CC/RCP ratio of 1:1 significantly reduced the porosity of gel pores and medium capillary pores in group II, which counteracted the increase in total porosity caused by the increase in large capillary pores.
5 Conclusion
In order to improve the disadvantages of using RCP or CC individually as SCMs and to enhance the amount of cement substitution, a ternary blended cement was created by combining RCP, CC and cement. The influence of component ratio and content on the rheology, mechanical properties and pore structure was investigated. The following were the key findings:
-
1)
The setting time of cement could be prolonged by the addition of CC, and this retarding effect could be alleviated by combining with RCP.
-
2)
The viscosity of paste increased by 0.1 ~ 0.2 Pa·s after mixing RCP and CC because RCP had a stronger viscosification effect than CC. However, the shear thickening behavior of the paste became more obvious upon the addition of CC.
-
3)
Rich Aluminum phase and high fineness both contributed to the high activity of CCII. The combination of CC with RCP results in the generation of more AFt and Mc, making the overall strength of group II higher than that of group I. When 15, 30, and 45% of cement in the sample was replaced by a mixture of CCII and RCP, the 28d strength losses were only about 12%, 26%, and 35%.
-
4)
An increase in the proportion of RCP in the SCM mixture resulted in a decrease in mortar strength due to the inert composition of RCP and the decline of CC content. With 30% cement substitution, the mortar compressive strength was reduced by 10% by using RCP to replace half or 1/3 of CCII. In addition, at a low cement substitution of 15%, the higher content of RCP could contribute to the later strength development. Because RCP can promote the conversion of C4AH13 into Hc and Mc in hydration products.
-
5)
Compared with the use of CC alone, the compound mixing of CC and RCP would increase the porosity of 50 nm-1 µm large pores in mortar. However, an appropriate CC/RCP ratio would reduce the volume of medium capillary pores and gel pores below 50 nm, thus reducing the total porosity.
Availability of data and materials
All data generated or analyzed during this study are included in this published article.
References
Schneider, M. (2019). The cement industry on the way to a low-carbon future. Cement and Concrete Research, 124(3), 105792. https://doi.org/10.1016/j.cemconres.2019.105792
Bogas, J. A., Carriço, A., & Tenza-Abril, A. J. (2020). Microstructure of thermoactivated recycled cement pastes. Cement and Concrete Research, 138, 106226. https://doi.org/10.1016/j.cemconres.2020.106226
Skocek, J., Zajac, M., & Ben Haha, M. (2020). Carbon Capture and Utilization by mineralization of cement pastes derived from recycled concrete. Scientific Reports, 10(1), 5614. https://doi.org/10.1038/s41598-020-62503-z
Cancio Díaz, Y., Sánchez Berriel, S., Heierli, U., Favier, A. R., Sánchez Machado, I. R., Scrivener, K. L., Martirenaet, F., & Habert, G. (2017). Limestone calcined clay cement as a low-carbon solution to meet expanding cement demand in emerging economies. Development Engineering, 2, 82–91. https://doi.org/10.1016/j.deveng.2017.06.001
Sánchez Berriel, S., Favier, A., Rosa Domínguez, E., Sánchez Machado, I. R., Heierli, U., Scrivener, K. L., Martirena Hernández, F. & Habert, G. (2016). Assessing the environmental and economic potential of Limestone Calcined Clay Cement in Cuba. Journal of Cleaner Production, 124, 361–369. https://doi.org/10.1016/j.jclepro.2016.02.125
Li, S., Gao, J., Li, Q., & Zhao, X. (2020). Investigation of using recycled powder from the preparation of recycled aggregate as a supplementary cementitious material. Construction and Building Materials, 267, 120976. https://doi.org/10.1016/j.conbuildmat.2020.120976
Kim, Y. J., & Choi, Y. W. (2012). Utilization of waste concrete powder as a substitution material for cement. Construction and Building Materials, 30, 500–504. https://doi.org/10.1016/j.conbuildmat.2011.11.042
Oksri-Nelfia, L., Mahieux, P. Y., Amiri, O., Turcry, P., & Lux, J. (2016). Reuse of recycled crushed concrete fines as mineral addition in cementitious materials. Materials and Structures, 49(8), 3239–3251. https://doi.org/10.1617/s11527-015-0716-1
Duan, Z., Hou, S., Xiao, J., & Li, B. (2020). Study on the essential properties of recycled powders from construction and demolition waste. Journal of Cleaner Production, 253, 119865. https://doi.org/10.1016/j.jclepro.2019.119865
Prošek, Z., Nežerka, V., Hlůžek, R., Trejbal, J., Tesárek, P., & Karra’a, G. (2019). Role of lime, fly ash, and slag in cement pastes containing recycled concrete fines. Construction and Building Materials, 201, 702–714. https://doi.org/10.1016/j.conbuildmat.2018.12.227
Cantero, B., Bravo, M., de Brito, J., Del Sáez Bosque, I. F., & Medina, C. (2020). Thermal Performance of Concrete with Recycled Concrete Powder as Partial Cement Replacement and Recycled CDW Aggregate. Applied Sciences, 10(13), 4540. https://doi.org/10.3390/app10134540
Cantero, B., Bravo, M., de Brito, J., Del Sáez Bosque, I. F., & Medina, C. (2021). Water transport and shrinkage in concrete made with ground recycled concrete-additioned cement and mixed recycled aggregate. Cement and Concrete Composites, 118, 103957. https://doi.org/10.1016/j.cemconcomp.2021.103957
Rocha, S., & Sousa-Coutinho, J. (2019). Construction and demolition waste as partial cement replacement. Advances in Cement Research, 31(9), 411–422. https://doi.org/10.1680/jadcr.16.00132
General Administration of Quality Supervision, Inspection and Quarantine of the People's Republic of China & Standardization Administration of the People's Republic of China. (2011). Test methods for water requirement of normal consistency, setting time and soundness of the portland cement (GB/T 1346–2011). Standards Press of China.
General Administration of Quality Supervision, Inspection and Quarantine of the People's Republic of China & Standardization Administration of the People's Republic of China. (2012). Methods for testing uniformity of concrete admixture (GB/T 8077–2012). Standards Press of China.
Avet, F., Snellings, R., Adrián, A. D., Mohsen, B. H., & Scrivener, K. (2016). Development of a new rapid, relevant and reliable (R3) test method to evaluate the pozzolanic reactivity of calcined kaolinitic clays. Cement and Concrete Research, 85, 1–11. https://doi.org/10.1016/j.cemconres.2016.02.015
The state bureau of quality and technical supervision. (1999). Method of testing cement-Determination of strength (GB/T 17671–1999.). Standards Press of China.
Muzenda, T. R., Hou, P., Kawashima, S., Sui, T., & Cheng, X. (2020). The role of limestone and calcined clay on the rheological properties of LC3. Cement and Concrete Composites, 107, 103516. https://doi.org/10.1016/j.cemconcomp.2020.103516
Ma, X., Wang, Z. (2013). Effect of Ground Waste Concrete Powder on Cement Properties. Advances in Materials Science and Engineering, 1–5. https://doi.org/10.1155/2013/918294
Chen, X., Li, Y., & Zhuang, P. Y. (2019). Experimental Study on Cementitious Properties of Recycled Fine Powder from Waste Concrete. China Concrete and Cement Products, 11(11), 96–100.
Li, R., Schmid, M., Sui, T., & Plank, J. (2022). Influence of Calcined Clays on Workability of Low Carbon Composite Cements. In: Ha-Minh, C., Tang, A.M., Bui, T.Q., Vu, X.H., Huynh, D.V.K. (eds) CIGOS 2021, Emerging Technologies and Applications for Green Infrastructure(pp. 677-685). Springer, Singapore. https://doi.org/10.1007/978-981-16-7160-9_68
Banfill, P. F. G. (2003). The rheology of fresh cement and concrete-a review. In Proceedings of the 11th International Congress on the Chemistry of Cement (ICCC) Cement's Contribution to Development in the 21st Century, Durban.
Nazário Santos, F., Gomes, R., de Sousa, S., Bombard, J. F., & A., Lopes Vieira, S. (2017). Rheological study of cement paste with metakaolin and/or limestone filler using Mixture Design of Experiments. Construction and Building Materials, 143, 92–103. https://doi.org/10.1016/j.conbuildmat.2017.03.001
Martin, C., Claude, L., & Michel, M. (2000). Study of the shear thickening effect of superplasticizers on the rheological behaviour of cement pastes containing or not mineral additives. Cement and Concrete Research, 30(9), 1477–1483. https://doi.org/10.1016/S0008-8846(00)00330-6
Antoni, M., Rossen, J., Martirena, F., & Scrivener, K. (2012). Cement substitution by a combination of metakaolin and limestone. Cement and Concrete Research, 42(12), 1579–1589. https://doi.org/10.1016/j.cemconres.2012.09.006
Taha, A. S., Serry, M. A., & El-Didamony, H. (1985). Hydration characteristics of metakaolin—lime—gypsum. Thermochimica Acta, 90, 287–296. https://doi.org/10.1016/0040-6031(85)87106-9
Ding, Z., & Zhang, D. C. (1997). Research and Application of Pozzolanic Activity of Metakaolin. Bulletin of the Chinese Ceramic Society, 4, 57–62.
Tironi, A., Castellano, C. C., Bonavetti, V. L., Trezza, M. A., Scian, A. N., & Irassar, E. F. (2014). Kaolinitic calcined clays–Portland cement system: Hydration and properties. Construction and Building Materials, 64, 215–221. https://doi.org/10.1016/j.conbuildmat.2014.04.065
Ferreiro, S., Herfort, D., & Damtoft, J. S. (2017). Effect of raw clay type, fineness, water-to-cement ratio and fly ash addition on workability and strength performance of calcined clay–Limestone Portland cements. Cement and Concrete Research, 101, 1–12. https://doi.org/10.1016/j.cemconres.2017.08.003
Funding
The authors gratefully acknowledge the financial support of National Natural Sciense Foundation of China (General Program 52278259), China National Key R&D Program (2020YFC1909900) and National Natural Science Foundation Youth Fund of China (52008190).
Author information
Authors and Affiliations
Contributions
Project and financial support: Jiaping Liu, Cheng Yu and Zhen Li; Experiment and data collation: Shusen Li and Weixiao Xie; Writing—review and editing: Shusen Li, Jiaping Liu, Cheng Yu and Zhen Li; Writing—original draft: Shusen Li. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors certify that they have NO conflicts of interest, or affiliations with or involvement in any organisation or entity with any financial interest (such as honoraria; participation in speakers’ bureaus; memebership, emplyment, cosultancies, stock ownership, or other equity intesrst; and expert testimony or patent-licencing arrangements), or non-financial interest (such as personal relationships, knowlegde or beliefs) in the aterials discussed in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Li, S., Liu, J., Yu, C. et al. Study on the performance of ternary blended cement with calcined clay and recycled concrete powder. Low-carbon Mater. Green Constr. 2, 4 (2024). https://doi.org/10.1007/s44242-024-00035-9
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s44242-024-00035-9