
Abstract
Ambitions towards a circular economy are increasingly vocalised across academia, policymaking and industry. The endeavour of realising these ambitions provides major opportunities and challenges in chemical engineering, and requires a tremendous roll-out of new technologies. This perspective highlights the suitability of chemical looping as a technology platform to contribute to the valorisation of material streams that are currently not used to their full potential, termed low-grade resources. Such material streams offer significant opportunities to minimise CO2 emissions and accelerate towards a circular materials economy. Apart from defining and identifying low-grade streams, both calorific and non-calorific, a non-exhaustive overview of such streams is provided. Based on a selection of case studies focusing on steel mill gases, bauxite residue, pyrite cinder, calcium carbide slag and automotive shredder residue, it is posited that the characteristics and flexibility of the chemical looping approach offer ample possibilities to efficiently reuse low-grade streams and minimise their environmental impact. Finally, an outlook on chemical looping as a technology platform and its possible role in the drive towards circularity is given, with attention for the roles of industrial, academic and governmental stakeholders. In order to assess the suitability of a chemical looping process for valorising low-grade resources, the importance of holistic technology investigations is stressed, taking into account technical, economic, ecological and societal considerations.
Similar content being viewed by others


Explore related subjects
Find the latest articles, discoveries, and news in related topics.Avoid common mistakes on your manuscript.
1 Introduction
Our accelerated consumption of natural resources threatens the survivability of diverse life on Earth. At the same time, the stockpiles of discarded materials and unutilized side-products have never been larger and the degree of global circularity is less than 8% [1]. This means that more than 92% of these materials are either wasted, lost or remain unavailable. Surprisingly, the world has become less circular year after year since 2018 due to rising material extraction and use [1]. In order to tackle the sustainability challenges of the coming decades, society needs to urgently develop and implement more efficient technologies to (re)use the available resources, while minimizing natural resource extraction.
Fortunately, growing awareness leads to more attention and effort towards reuse of residual material. Indeed, secondary raw materials extracted from waste can be put to use e.g. for stabilization of weak soils, thereby supporting a more circular economy [2]. As a result, landfill sites can be closed and allowed to evolve towards green spaces, benefitting the ecosystem and urban society [3].
In the last three decades, chemical looping has gained attention as an efficient and clean technology that could play a pivotal role in mitigating anthropogenic environmental harm [4, 5, 6]. Chemical looping makes use of an intermediate, typically a solid, to bring about chemical transformation(s) in multiple steps, each of which can be operated under optimized conditions [7]. In practice, the separation of these steps can be implemented in several ways, notably using a circulating fluidized bed or a set of parallel fixed bed reactors. The former is preferred when the time scales at which the steps occur are too different, resulting in significantly different optimal temperatures for each step. Figure 1 shows schematised examples of solid intermediates, also known as looping or “carrier” materials, having the capability to exchange oxygen, nitrogen, CO2, and energy with the surrounding environment to create useful products from various resources.

Schematic displaying the chemical looping approach for producing chemical feedstocks, energy carriers, and CO2 sequestration
Before elaborating on the virtues of chemical looping technology, it is worthwhile to elucidate the use of the word ‘resource’ here. Among others, Merriam-Webster defines a resource as a source of supply or support—an available means. In a traditional linear manufacturing economy (Fig. 2), it can be interpreted as those raw materials—primary resources—that are extracted from the natural environment and processed into end-products with a particular use, which are either further processed by a third party, stockpiled, or disposed of when they no longer fulfil the need of a final end-user. Apart from the raw materials, any (side–) product within the process of transforming raw materials into end-products, can be called a (materials) stream. In a fully circular economy, as schematically illustrated in Fig. 2, the latter can ideally serve as (secondary) resource after use. The streams that are disposed of can be called waste. The usage of the word ‘waste’ to designate a certain stream, however, can be highly volatile in its validity, because it depends on the supply–demand logistics, technical processing capabilities and socio-economic framework of the beholder, all of which vary in time and geographies.

Transition from linear to circular economy
In what follows, streams will be considered that can be put to use, hence are not waste. Instead, a distinction between the value of streams is made based on two quantifiable characteristics, thereby categorizing streams into high-grade and low-grade secondary resources. For calorific streams, high-grade and low-grade streams are distinguished based on their lower calorific value. For non-calorific streams, high-grade and low-grade streams are distinguished based on the difference between supply and demand. Within this framing, the aspiration of a circular manufacturing economy should be approached by minimizing the production of low-grade streams on the one hand, and maximizing the technical and logistical valorisation potential of low-grade streams on the other, the latter implying that low-grade streams should be considered resources according to the Merriam-Webster definition.
The chemical looping approach to utilising resources provides several advantages such as: improved selectivity towards desired chemical transformations, simplified downstream separation, higher exergy efficiency, a high degree of adaptability, and combinatorial synergy (Fig. 1) [8]. Chemical looping has been thoroughly covered in literature through several excellent review articles [9, 10]. The interested reader is referred to reviews on the versatility of the chemical looping approach [5], the path to its commercialisation [11, 12], its role in CO2 capture and utilisation [4, 13], the importance of looping materials’ properties [14, 15], and its environmental footprint [16, 17]. A selection of chemical looping approaches is presented in Fig. 3, but in addition to these, new applications of chemical looping regularly appear: chemical looping hydrogen production (CLH2), a new technology for hydrogen (H2) production from fuels, separating CO2 at the same time, chemical looping combustion of plastic waste to avoid the release of toxic dioxins [18], chemical looping combustion (CLC) with printed circuit board (PCB) components as oxygen carriers [19], etc., many of these triggered by rising environmental concerns. The aim of this work is to specifically highlight the versatility of chemical looping in utilising low-grade resources as fuels and/or looping materials to the wider scientific community, thereby filling a gap in the body of knowledge available in literature. From a broader perspective, this work positions chemical looping as a technology platform for the circular economy allowing to reduce our dependency on the extraction of pristine natural resources.

A selection of chemical looping approaches. For example, CO2 sequestration (A1 using an oxygen carrier MOx via chemical looping combustion and B1 using a CO2 carrier MO via calcium looping), chemical reforming for syngas production (A2), CO2 utilisation or clean H2 production by oxygen uncoupling (A3), selective oxidation applicable to catalytic reactions proceeding via the Mars-van-Krevelen mechanism (A4) for production of organic compounds such as alkenes, a combined chemical looping approach using two or more different types of solid intermediates (B2), for desulphurisation of industrial or effluent streams by means of a sulphur carrier (B3), and highly selective NH3 synthesis by applying a nitrogen carrier (B4). Note that for the oxidation reactions, x < y for the oxygen carrier pair (MOx/MOy). Figure adapted from Zeng et al. [5] with permission. Other catalyst-assisted chemical looping approaches can be found in the work by Poelman and Galvita [20]
In the forthcoming text, low‑grade calorific resources are quantitatively defined in Sect. 2. A non‑exhaustive yet extensive overview is then provided in Sect. 2.1. With several examples, it is shown how chemical looping can play a role in efficiently utilising these resources to vivify a circular economy in Sect. 2.2. The focus is then shifted to the looping materials necessary for chemical looping. Low-grade non-calorific resources that can be applied as looping materials are quantitatively defined in Sect. 3. Opportunities for using low‑grade resources with little to no calorific content as looping materials are surveyed in Sect. 3.1. Given the abundance of such streams, three specific cases are studied, namely bauxite residue (Sect. 3.2), pyrite cinder (Sect. 3.3), and calcium carbide slag (Sect. 3.4). Thereafter, automotive shredder residue is considered (Sect. 4) as a special case comprising a low-grade calorific as well as non-calorific resource. Finally, the authors of this perspective article share their reflections on the prospects of chemical looping as a technology platform for a sustainable world as concluding words in Sect. 5.
2 Low-grade calorific resources—definition and examples
With a focus on utilising resources via chemical looping, low-grade calorific resources are defined based on their energetic content. Resources which have an energetic content, measured by their net calorific value, lower than 10 GJ/tonne or 20–25% of the lower calorific value of pipeline processed natural gas [21], are considered as low-grade and can potentially serve as feedstock to be upgraded or treated by chemical looping. By mapping these resources, their potential valorisation can be characterised, for example by their availability and economic value—two key characteristics considered here (Fig. 4). Additionally, characteristics that are more complex to quantify—and therefore deemed outside the scope of this perspective –, such as GHG mitigation potential or anticipated added value, may be of interest. By using quantified characteristics of low-grade resources, opportunities are highlighted for their utilisation via chemical looping.

The energetic value of resources vs. their respective price in 2020 EUR. The size of the points indicates the production volumes of the resources and the colour codes indicate their source. EFB empty fruit bunch, HDPE (end-of-life) high density polyethylene, LDPE (end-of-life) low density polyethylene, MSW municipal solid waste, PET (end-of-life) polyethylene terephthalate, PMR palm mill residue, POME palm oil mill effluent, PP polypropylene, PSA pressure swing adsorption, and SMR steam methane reforming. Further details of the data and their sources can be found in SI. Note that these data points are obtained from several different sources in literature (cited in SI) and should, thus, be treated as indicative
2.1 Overview of available resources
Figure 4 shows a non-exhaustive overview of available carbonaceous resources, both fossil and renewable, and their energetic content. Solid biomass resources such as corn stalk, rice straw, etc. have a slightly lower price than their fossil counterpart, coal, but an energetic content in the same order of magnitude. This makes them excellent candidates for negative emissions via carbon capture and storage through chemical looping, albeit with their own specific challenges covered in the review by Zhao and co-workers [6].
Considering 10 GJ/tonne as the cut-off limit for classifying a calorific resource as low-grade, the only solids under consideration that can be classified as such are eggshells [22]. The limited energetic content comes from the membrane still found in disposed eggshells [23]. Because of the high calcium content of eggs, they are a far more interesting looping material for CO2 capture in calcium looping (Fig. 3B1) than a source of energy [24, 25, 26]. Similarly, for liquids, only the palm oil mill effluent stream (POME) is identified as a low-grade resource, far less expensive and energetic than its fossil counterpart, crude oil. POME is produced in large quantities (1 kg of crude palm oil yields approximately 3 kg of POME [27]), but is difficult to use because of its high water content (more than 90 mass% [28]). Currently, POME is treated using the ponding system, which causes direct emissions of greenhouse gases CH4 and CO2 to the environment along with energy losses [29]. Using biochemical reactors to produce a mixture of H2 and CH4 from POME is seen as an efficient and more sustainable alternative for utilising POME. This route has been demonstrated on a pilot scale [30] and is expected to gain further importance [31]. Compared to biochemical routes, the well-established thermochemical catalytic route, i.e. steam reforming to produce H2 from POME has the advantage of faster kinetics and higher reactor productivity [32]. So far, it has been studied on the basis of thermodynamic calculations [33], as well as proven in preliminary experiments [34, 35]. Significant drawbacks of this route are the large energy demand necessary for vaporising the feedstock together with catalyst deactivation caused by coking [32]. These drawbacks can be adequately tackled by means of sorption-enhanced steam reforming, i.e. co-feeding POME with other renewables such as bio-methane, and co-application of chemical looping combustion to provide energy for hydrogen production. To the best of our knowledge, however, such approaches have not yet been reported in literature although they represent sizeable opportunities to intensify the use of renewable resources such as POME for producing clean energy (and water) to satisfy our increasing energy demands.
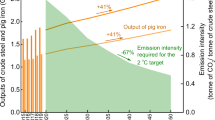
The remaining low-grade gaseous resources are indirectly derived from fossil sources. For example, the blast furnace gas and the basic oxygen furnace gas are produced during steel production when iron ore is reduced by carbon from coal and excess carbon is removed by pure O2 respectively. This route for iron and steelmaking, wherein production of 1 kg of steel emits approximately 2 kg of CO2, constitutes roughly 70% of the global iron and steel production [36] and causes up to 9% of global CO2 emissions [37]. Similarly, carbon black tail gas is produced when crude oil and natural gas are partially combusted [38]. This route constitutes approximately 95% of the global carbon black production and emits approximately 3 kg of CO2 for every kg of carbon black produced [39]. Another carbon-intensive process is conventional H2 production via steam reforming of fossil fuels, which emits 10 kg of CO2 for every kg of H2 produced [40]. More than 95% of H2 currently produced is derived from fossil resources, mainly natural gas, causing up to 3% of global CO2 emissions [41]. Pure H2 (> 99% purity) from the process is obtained by applying pressure swing adsorption (PSA) to the outlet gases of the reformer and water–gas shift reactor. The PSA unit is, however, incapable of fully separating H2 and thus produces a CO2-rich tail gas, which is conventionally combusted to provide energy for the endothermic H2 production process.
In summary, the criterion used for defining low-grade calorific resources directs us to gaseous and liquid streams. The fact that these resources are not energy-dense is typically reflected in their limited economic value. POME is the only liquid and biomass-derived low-grade calorific resource considered in this work, and has potential to be integrated in chemical looping processes. Its high price and dilution are the likely barriers for its valorisation. On the other hand, the four gaseous streams identified as low-grade resources are all indirectly derived from fossil fuels and present a sizeable opportunity for avoiding more than 10% of global CO2 emissions. In the following section, the suitability of chemical looping for these streams is further explored.
2.2 Valorising low-grade gaseous resources through chemical looping
The composition of the four identified low-grade gas streams is presented in Fig. 5. Blast furnace gas (BFG) from the steel industry contributes around 70% of all CO2 emissions from steel manufactured via the blast furnace—basic oxygen furnace route and is the largest of the low-grade gas stream. As illustrated in Fig. 5, steel mill gases such as BFG contain several valuable platform molecules such as CO, H2, and CH4, diluted in up to 50% N2. The current best available technology for the valorisation of these gaseous streams is combustion in a power plant while co-feeding natural gas. This leads to CO2 emissions of more than 1 kg of CO2 per kg of steel made. Chemical looping is especially suited for valorisation of dilute gas streams such as BFG and hence, several studies have explored different routes to efficiently utilise the chemical energy in the BFG (composition in Fig. 5, top-left) without causing additional CO2 emissions.

Gas compositions (molar basis) of four identified low-grade industrial gas streams. Note that the small amount of methane (< 0.2 mol%) in carbon black tail gas is not shown. More information about the gas streams can be found in SI
For example, Tian et al. [42] modified by-product solids from the iron and steel industry for a process to capture CO2 by combining calcium looping with chemical looping combustion (Fig. 6A). Other studies have investigated producing H2 from BFG by using a CO2 sorbent to effectively shift the reaction equilibrium towards H2 production via the water–gas shift reaction. Although this process has been demonstrated on pilot scale [43], its product is a mixed H2/N2 stream that requires substantial downstream separation processes to obtain pure H2 (> 95% purity) or significant addition of H2 for the stream to be used for ammonia synthesis. The captured CO2 can be recovered as pure CO2 stream at the cost of energy input, either in the form of combustion of fuel, as illustrated in Fig. 6B [44], or from mechanical work to switch pressure, while creating conditions to thermodynamically favour the desired reactions [45].

A Schematic of integrated CO2 capture process proposed for use in iron and steel industry (modified with permission) [42]. B Schematic of Ca-Cu process for H2 production from BFG, COG and BOF (modified with permission) [44]. C Schematic of chemical looping water splitting with liquid metal shells for steel mill gas valorisation at intermediate temperatures (modified with permission) [46]
Another approach recently investigated is the use of the steam-iron process to fully combust BFG at a high temperature (923 K), while reducing iron oxide (Fe2O3) to produce a \(\sim\) 50 mol% CO2 in N2 stream, followed by splitting of water while oxidising reduced iron (Fe) to Fe3O4 at lower temperature (\(\sim\) 723 K) for producing quasi-pure H2 [46]. In a third step, air is used to regenerate Fe2O3. The authors conclude that the application of a molten liquid layer on iron (oxides) is key to performance of the process concept, presented in Fig. 6C. However, a molten layer on a solid material poses several practical problems, such as corrosion of the reactor wall and additional complexity of using fluidised bed reactors, which are typical for operations requiring a significant change in temperature (> 150 K). Moreover, the CO2 produced via the proposed route would require further processing for separating N2.
The potential of combining various chemical loops to valorise BFG has recently been demonstrated in three distinct process concepts [47, 48, 49]. These concepts combine calcium looping with chemical looping redox processes with the aim to recover CO2 and/or CO from BFG with as little N2 dilution as possible.
A first process concept (Fig. 7A) combines three different chemical looping processes, chemical looping combustion (Fig. 3A1), calcium looping (Fig. 3B1), and chemical looping air separation, for capturing CO2 from BFG [48]. The dilution of the steel mill gases makes the standalone use of chemical looping combustion less effective as the product CO2 would still contain N2. Calcium looping can be applied effectively, but it suffers from high energy demand for producing O2 in a cryogenic distillation column and providing an enormous proportion of energy to produce CO2 while regenerating calcium oxide. The proposed concept addresses these challenges by integrating chemical looping air separation and combining chemical looping combustion with calcium looping to effectively use the residual chemical energy in the steel mill gas for producing pure CO2. The process concept was proven in a laboratory fixed bed reactor and simulations show that this strategy can eliminate up to 85% of CO2 emissions caused by the blast furnace gas (BFG) and coke oven gas (COG) of the steel industry.

A Process concept for decarbonisation of steel mill gases in an energy neutral chemical looping process (modified with permission) [48]. The final product CO2 is produced in the second step. In the first step, NiO is used for fully oxidising the reductants in the steel mill gases, CaO is used for capturing CO2, and Mn3O4 captures the O2 for the process. In the second step, Mn2O3 provides the oxygen for the exothermic oxidation of Ni to NiO while the heat is used the decarbonation of CaCO3 to produce a pure CO2 stream. (B—solid lines) Combined chemical looping concept to break down the reverse water–gas shift reaction into two steps to produce a CO-rich stream from the blast furnace gas (BFG) of the steel industry (modified with permission) [47]. In the first step, FeOx oxidises the reductants in the BFG and CO2 is captured by CaO. In the second step, the captured CO2 is released and converted into CO while regenerating FeOx and CaO. (B—solid and dotted lines) Process concept combining chemical looping reverse water–gas shift with calcium looping and chemical looping combustion (modified with permission) [49]
In a second process concept (Fig. 7B, solid lines), a combined chemical looping approach (Fig. 3B2) is taken in order to integrate CO2 separation and CO production through the reverse water–gas shift (rWGS) reaction starting from BFG [47]. The reaction is performed in two steps using two solid looping materials, iron oxide and calcium oxide, to produce a CO/CO2 product stream that can be used for making polyols applied in polyurethane production or to produce synthetic fuels. In a first step, calcium oxide captures CO2 and iron oxide is reduced. In the second step, the reduced iron (oxide) converts the captured CO2 to CO. The process can be operated either (i) by feeding an inert stream (such as N2 or He) in the second step, mitigating some of the advantages of carbon separation, (ii) by operating the second step at a higher temperature, or (iii) by applying a pressure swing as investigated through process simulations by Flores-Granobles et al. [50]. Experimental results and exergy analysis indicate that the temperature-swing approach results in superior performance and improved exergy efficiency as compared with the isothermal inert stream regeneration [47]. Changing the temperature and the utilisation of the solid looping materials provides optimisation opportunities to maximise H2 utilisation and CO2 capture. The proximity of the process to a steel mill facilitates disposal of the solid looping materials once they reach the end of their life-time because both iron and calcium oxide are raw materials for iron and steelmaking. However, the rWGS reaction is endothermic and thus, requires constant heat supply at fairly high temperatures (> 923 K).
A third process concept for combined chemical looping (Fig. 7B, solid and dotted lines) has been proposed to address the energy demand of the rWGS by integrating chemical looping combustion into the previously discussed concept [49]. The present concept makes use of three metal oxides, for example based on iron, calcium, and manganese. It has been applied to BFG and an experimental proof of concept was obtained in a laboratory fixed bed reactor. Techno-economic assessment showed that BFG can be processed at a cost of approximately 50 EUR2020/tonne. Comparison with a combination of mature technologies confirmed that the proposed process concept is far more viable and its primary cost savings come from its integrated separation. Analyses suggest that the profitability of the process concept is highly sensitive to the cost and the life-time of the CO2 carrier. Thus, future efforts need to be directed to address these aspects and quantify the cost and life-time of the CO2 carrier accurately.
The next most abundant stream is the PSA tail gas from H2 production. Typically, steam methane reforming (SMR) produces a syngas mixture, comprised of CO, H2, CO2, H2O, and other trace components, which goes through catalytic water–gas shift reactors to improve the H2 yield, before being sent to a PSA column to yield a high purity H2 stream. From stoichiometry, around 5.5 kg of CO2 per kg of H2 should be available downstream in the PSA tail gas. Thus, this stream (see composition in Fig. 5, top-right) is highly relevant for minimising the CO2 emissions from H2 production. Some approaches that have been studied in literature are combusting the PSA tail gas via chemical looping, thereby providing heat for the endothermic steam methane reforming reaction, while producing an outlet gas stream with high CO2 purity [51]. The use of chemical looping combustion improves the energy efficiency of the steam reforming reactor and minimises the production of export (excess) steam. Other approaches of using the PSA tail gas include combusting it for integrated production of ammonia [52] or methanol [53].
Carbon black tail gas is especially well suited for chemical looping applications, such as sorption enhanced steam reforming and water–gas shift (similar to Fig. 3B2), due to its high water vapour content, which eliminates the requirement to spend energy on vaporising water. However, to the best of our knowledge, there have been no studies related to the use of carbon black tail gas as a feedstock for either H2 or energy production via sorption-enhanced processes or chemical looping combustion. Rather, carbon black, along with activated carbon, has been used as a catalyst and carbon carrier for hydrogen production via chemical looping mediated methane cracking [54]. In view of decarbonising the carbon black industry, research efforts have explored replacing fossil fuels with renewable carbon sources such as pyrolysis oil or synthetic natural gas derived from biomass and electrification by means of plasma. However, the narrow specifications of carbon black required in the end application, the requirement to overhaul existing facilities, or the mere lack of industrial demonstration hamper progress of these decarbonisation options [39].
Like carbon black tail gas, basic oxygen furnace gas also has a low inert content, which facilitates recovery of CO, H2, and CO2. The high CO content (> 50 mol%) makes this gas very relevant for sorption-enhanced water–gas shift and further processing to useful compounds such as methanol [55] and/or urea [56].
With its broad portfolio of production processes, the chemicals and petrochemical industry produces several other low-grade streams, all of which are internally used, flared, or emitted. Chemical looping can play a key role in efficiently using these low-grade calorific streams [57]. For example, flaring of shale gas can be mitigated by application of chemical looping to produce ethylene, thereby producing a valuable polymer precursor, minimising loss of resources, and facilitating the transport of energy stored in shale gas [58]. Another example is nitrous oxide emitted from the production of nitric acid, adipic acid, and caprolactam, which amounts to 100 Mt/year of CO2 equivalent emissions [59]. These greenhouse gas emissions not only contribute to climate change but also to ozone depletion [60]. Recently, Hu et al. have shown how these emissions can be applied to intensify the utilisation of CO2 in dry reforming of methane through the periodic oxidation of carbon deposited on a reforming catalyst, thereby converting three greenhouse gases (CH4, CO2, NOx) to facilitate the production of useful commodities [61]. This process, schematically represented in Fig. 8, is proposed as a method for the co-valorisation of biogas with combustion flue gas or tail gas from a nitric acid plant. Apart from the low-grade industrial resources described in this section, industrial processes such as glass- and steel-making also produce residual heat. Haribal et al. show how chemical looping can provide an effective pathway to use this residual heat in combination with methane and CO2 to produce chemicals such as methanol and acetic acid [62].

Schematic representation of the proposed chemical looping methane-nitric oxide dry reforming process. In the first step, CO2 and CH4 are converted into syngas by dry reforming of methane (DRM) over a reforming catalyst, resulting in carbon deposits. In the second step, the carbon deposits are removed in combination with the selective reduction of NO (SRN). (reprinted with permission) [61]
In brief, this section shows how the adaptability and combinatorial aspects of chemical looping are key strengths that enable the efficient valorisation of low-grade calorific gaseous resources as illustrated by several examples with varying levels of technological maturity. We also point out that integrating chemical looping during the conceptual design phase can provide pathways to valorise several low-grade resource streams in industry such as flare gas, nitrous oxide emissions, and residual heat.
3 Low-grade non-calorific resources—definition and examples
Chemical looping technologies rely on looping materials, the active compound of which is commonly a transition or (earth) alkali metal oxide. Inorganic by-products and residual streams are therefore potentially applicable, either directly as looping material, or as a source of metal oxides for the production of looping materials. Low-grade non-calorific resources are defined as inorganic metal-based solid substances for which the global production volumes (vastly) outweigh the demand.
3.1 Overview of low-grade non-calorific resources by industry sector
Table 1 provides a non-exhaustive overview of low-grade non-calorific resources per industry sector, an indication of their production volume and references to literature research on their utilization as looping materials, either directly or with additional treatment. It should be noted that the listed production volumes for each of the resources is indicative, and sometimes represents only the volumes as reported for a large producer such as the US or China. Although many of these resources have been studied as potential looping materials for various applications, the valorisation of bauxite residue as oxygen carrier has received by far the most attention. Significant contributions have also been made in researching the application of steel slag, copper slag and pyrite cinder as oxygen carriers, while calcium carbide slag has been of particular interest as CO2 carrier. In what follows, the application of bauxite residue, pyrite cinder and calcium carbide slag as looping materials will be discussed as case studies.
3.2 Bauxite residue as an effective oxygen carrier
As mentioned in the introduction of this part, the production of inorganic by-products often leads to growing stockpiles. This is exemplified for the bauxite residue, also termed ‘red mud’, a by-product of aluminium oxide production which is typically rich in iron, aluminium and silicon. Each tonne of produced alumina leads to the co-production of 0.5–2 tonnes of bauxite residue [107, 120], resulting in an annual bauxite residue production of 150 Mt, of which only 2 to 3% is valorised, while the remainder is stockpiled [120]. It does not require lengthy calculations to observe that the potential use of bauxite residue in chemical looping will never suffice to halt its stockpiling, let alone reduce the volumes of existing stockpiles. After all, a performant looping material with a reasonable stability eliminates the need for a continuous supply and (re)disposal of fresh and spent looping material, which would be both economically and ecologically expensive. Nevertheless, the use of bauxite residue as a looping material can be one contributor to reduce the gap between its production and demand, while avoiding the extraction of pristine natural resources for the production of looping materials.
Ma et al. [116] applied bauxite residue, i.e. red mud, for steam methane reforming via chemical looping. In this process concept, the bauxite residue is first reduced using methane to produce syngas in a so-called methane reforming stage and in the next step, the reduced residue is oxidised using steam in a so-called steam oxidation stage to produce a nearly pure H2 stream (Fig. 9A). The authors observed that the iron-rich bauxite residue can produce H2 with a purity higher than 99 mol% (H2O-free basis) during the steam oxidation stage over 10 redox cycles. However, the material is insufficiently reactive towards CH4 even at temperatures as high as 1173 K during the methane reforming stage. To address this, Ni, a well-known methane steam reforming catalyst, was added to the bauxite residue via impregnation using a nickel nitrate precursor. The material with a mass loading of 5% NiO showed the best performance at 1173 K (Fig. 9B). Compared to the bauxite residue without NiO, the conversion of CH4 increased by more than 300% without compromising the purity of the H2 produced during the steam oxidation stage, which remained as high as 99.86%. The carbon selectivity to CO during the reforming stage was as high as 94%, implying only lower loss of CH4 via total oxidation as undesirable CO2. Increasing the content of NiO from 5 to 10 mass% in the bauxite residue and increasing the temperature from 1173 to 1223 K caused a decrease in H2 purity during the steam oxidation stage. Despite these findings, the bauxite residue process needs significant improvements to become competitive with the commercial process of catalytic steam methane reforming. Apart from the upscaling challenges of this chemical looping concept, the main area for improvement should be the very low conversion of CH4 in the proposed concept (27.5 mol%) compared to state-of-the-art catalytic steam methane reforming process, which can achieve almost complete conversion of fed CH4.

(A) Chemical looping steam methane reforming process schematic and (B) cyclic performance over 50 cycles using a Ni-modified red mud oxygen carrier at 1173 K (reprinted with permission) [116]
Bauxite residue as a candidate oxygen carrier was also investigated for the complete combustion of PSA tail gas by Ortiz et al. [117] in a 500 W fluidised bed reactor setup with a solid throughput of around 13 kg h−1. Following an initial period of activation, the oxygen carrier maintained its reactivity, fluidisability, and attrition resistance over more than 100 h of operation. Despite the promising mechanical properties of the material, its chemical reactivity towards CH4 was insufficient to completely combust the PSA tail-gas, which contains up to 20% CH4. In a follow-up study, Mendiara et al. [103] observed that the chemical reactivity of the bauxite residue was comparable to synthetic oxygen carriers with similar compositions made for the combustion of CO, H2, and CH4. Their experiments re-confirmed incomplete conversion or oxidation of CH4 despite operating temperatures as high as 1223 K. However, H2 and CO were completely oxidised to H2O and CO2 in the tested temperature range of 1100 and 1223 K. They attributed the activation of the material upon redox cycling to increased porosity within the material when undergoing deep reduction and reoxidation, which are inherent to chemical looping combustion. A preliminary attrition study indicated a lifetime of about 500 h in a large scale interconnected fluidised bed reactor, which was considered adequate given the low cost of the bauxite residue. They further extended the use of bauxite residue as an oxygen carrier for the combustion of coal at near ambient pressure and temperatures between 1148 and 1273 K [100, 101, 102, 118, 119]. Their investigations using different types of coal, namely, anthracite, bituminous coal from Colombia and South Africa, and lignite, were performed in a batch fluidised bed reactor with gas switching profile and excess oxygen carriers (gravimetrically, two orders of magnitude higher than the mass of coal used) [101]. Among the different types of coal tested, lignite coal and its char (the solids left after coal devolatilization in an inert atmosphere) had the highest rate of conversion to their combustion products. However, compared to bituminous coal from South Africa, lignite yielded a higher proportion of unburned volatiles (viz. CO, H2, and CH4) during the reduction half-cycle of the process. Experiments conducted using H2O as a fluidising agent led to almost complete combustion (90 to 98%) of all types of coal tested, whereas using CO2 as the fluidising agent caused a decrease in the combustion efficiencies by about 7% for lignite and by 12 to 17% for anthracite and South African bituminous coal. These results have consequences for the practical operation of the chemical looping combustion plant since additional energy will be required for vaporising H2O instead of recycling the CO2-rich product gas and applying it as fluidising agent. In other studies, the beneficial effect of using H2O as the fluidising agent was attributed to the bauxite residue catalysing the water–gas shift reaction [119], which effectively causes conversion of CO and H2O into CO2 and H2. The latter is oxidised much faster than CO by the bauxite residue [102]. Further tests in a thermogravimetric apparatus confirmed that the solid–solid reactions between the bauxite residue and coal are minimal [101]. In a study comparing bauxite waste with other synthetic oxygen carriers and natural ores showed that the former had higher reactivity towards CO and H2 compared to ilmenite and higher reactivity towards H2 compared to a synthetic iron-based (around 15 mass% Fe2O3) oxygen carrier supported on Al2O3 [102]. Theoretical calculations by Abad et al. estimated that for every MW of energy produced by chemical looping combustion of bituminous coal at 1273 K, around 1600 kg of bauxite residue would be required, while achieving 93% carbon capture and combustion efficiencies of 99% [118]. Assuming a lifetime of 500 h and continuous production of energy (365 days a year and 24 h a day), the total amount of bauxite residue annually required for every MW generated is 28 tonnes. Based on the annual production of bauxite residue shown in Table 1, repurposing bauxite residue as oxygen carrier in chemical looping combustion has the potential to generate more than 5000 GW.
The studies using bauxite residue as an oxygen carrier demonstrate that it has fluidisability, high cost-effectiveness, and acceptable attrition resistance. All the experimental investigations indicate that the reactivity of bauxite residue requires further improvement for processing common fuels such as methane and coal. Interestingly, bauxite residue appears to have catalytic properties for the reverse water–gas shift reaction and could be considered as an oxygen carrier for chemical looping-mediated (reverse) water gas-shift reaction. Because of its high reactivity towards syngas, it could also be relevant for processing BFG and BOFG.
3.3 Pyrite cinder from sulphuric acid production
Pyrite cinder is a by-product of sulphuric acid production, generated in large quantities. Every tonne of produced sulphuric acid yields 0.7 to 1 tonne of pyrite cinder [131]. For example, in China alone, the annual yield of pyrite cinder is more than 10 million tonnes. Around 30% of it is recycled as a dyeing agent for the brick production industry, a pigment for paint manufacture, and as an additive for the cement industry [79]. The high iron content (around 65 mass% Fe2O3) of this material makes it a candidate oxygen carrier. Zhang et al. [79] tested pyrite cinder from a Chinese chemical producer, purchased at 26 USD2015/tonne, for complete oxidation of lignite char in a laboratory scale fluidised bed reactor at ambient pressure with a temperature ranging from 1123 to 1223 K. Their experiments proved excellent chemical reactivity as evidenced by a CO2 product stream with a purity above 99% and high stability demonstrated by achievement of a high purity CO2 product stream over 20 redox cycles. Co-feeding steam, a smaller particle size of lignite char, a higher reaction temperature of about 1223 K, and an equivalence ratio (i.e. ratio of oxygen supplied by the oxygen carrier to the stoichiometric oxygen required for total oxidation) higher than 1.1 were found to enhance the material and process performance. The low cost of the material could potentially offset the high attrition rate observed in the tests conducted in this study. Compared to synthetic oxygen carriers prepared in the study by Song et al. [80], the attrition rate of pyrite cinder was roughly 3 times higher. An investigation to further understand the factors affecting the attrition rate showed that increasing the fluidisation velocity had the largest impact on worsening the attrition of the material followed by increased operating temperature and longer reduction half-cycle duration. Although the X-ray diffractograms of the fresh and reduced material after redox cycling confirmed the presence of CaSO4, the fate of sulphur was not fully clarified because concentrations of H2S and SOX in the effluent gas stream were not reported. Apart from that, the quantified content of CaSO4 in the fresh and reduced material after cycling was missing, thereby making it difficult to ascertain loss of sulphur, if any, from the solids. In a follow-up study, Zhang and Xiao [81] compared pyrite cinder to mined natural iron ore and a synthetic oxygen carrier comprising 50% Fe2O3 and Al2O3. Experimental results indicated that the chemical reactivity of pyrite cinder was comparable to that of the synthetic oxygen carrier. However, the attrition resistance of the pyrite cinder was worse than both the mined natural iron ore and the synthetic oxygen carrier, thereby pointing out the prerequisite to address the attrition behaviour of pyrite cinder before it could be considered for large scale industrial application.
Ma et al. [82] applied pyrite cinder for chemical looping total oxidation of methane and compared its performance with two commonly used mineral oxygen carriers: ilmenite and hematite. Their experimental results proved that pyrite cinder has relatively higher reactivity, selectivity towards total oxidation, and stability (Fig. 10). However, they also noted the loss of sulphur from the oxygen carrier after 20 redox cycles, which may have been released in the form of H2S or SO2 during the reduction or oxidation half-cycle. As the experiments were performed at an equivalence ratio of roughly 0.66 or less (assuming only Fe2O3 would participate and redox cycling would occur between Fe2O3 and Fe3O4), complete conversion of CH4 was theoretically impossible over the duration of the reduction half-cycle. Effluent gas composition recorded over the reduction half-cycle showed that the CO2 concentration increased steadily over time from 2.2 vol% at 200 s to 2.5 vol% at 600 s (Fig. 10D) and that the averaged CH4 conversion was close to 60% over the entire reduction half-cycle (600 s). Since the concentrations of only CO, CO2, and CH4 were measured and recorded, CO2 concentration of 2.2 vol% to 2.5 vol% and 0 vol% of CO corresponds to CH4 conversion ranging between 44 and 50%. None of the tested materials produce a CO2-rich stream at the beginning of the reduction half-cycle (initial 60 s) at a space velocity of 0.04 molCH4/(kgOC.s), equivalence ratio above 1, and a temperature of 1173 K. This makes it difficult to unequivocally assess whether pyrite cinder is adequate for total oxidation of CH4. A comparison of the fate of sulphur in studies using pyrite cinder for oxidation of CH4 [82] and lignite char [79], indicates that sulphur may be lost during the reduction half-cycle in oxygen deficient conditions (i.e. when the equivalence ratio is less than 1).

CH4 conversion and CO2 selectivity for (A) hematite, (B) ilmenite and (C) pyrite cinder over 20 cycles of chemical looping methane combustion at 1173 K. D Corresponding product gas composition for pyrite cinder (modified with permission) [82]
Experimental work using pyrite cinder as an oxygen carrier indicates that attrition resistance and the fate of sulphur contained in the material are key issues that need to be resolved before upscaling its use. High reactivity of the material and its low cost are however key strengths that justify further research and development.
3.4 Calcium carbide slag from organic chemicals and plastics production
Calcium carbide slag is a solid rich in Ca(OH)2 (comprising up to 80% of the total mass [132]), produced during the synthesis of acetylene from calcium carbide (CaC2). It is typically derived from coal and produced by having calcium oxide react with carbon from coal in an electric arc furnace. The annual global production of calcium carbide slag in 2016 was estimated to be 57 Mt, of which 1/3 was produced in China [75]. Interestingly, between 2000 and 2020, the Chinese production of CaC2 increased nearly 10 times to reach a production volume of more than 25 Mt in 2020, resulting in a corresponding increase of calcium carbide slag output [133]. Currently, around 40% of the calcium carbide slag is recycled in the building and construction industry [132]. Several research articles have explored the use of calcium carbide slag in calcium looping for CO2 capture and storage [63, 64, 75, 76]. One of the major challenges for calcium looping is the rapid decrease of the CO2 capture capacity of its CO2 carrier under realistic operating conditions. He et al. [67] showed that co-feeding 20% steam during carbonation or CO2 capture can improve the CO2 capture capacity of the material over multiple cycles by increasing the rate of the carbonation reaction in a fixed bed reactor. Increasing the concentration of co-fed steam however appeared to decrease the pore volume of the material, which is important for rapid carbonation [134]. These contrary effects of steam co-feeding may have implications on using CO2 carriers based on calcium carbide slag for blue hydrogen production through sorption enhanced processes such as methane reforming [135] or chemical looping partial oxidation of methane [136], which typically have steam co-fed with CH4 and/or CO. In a follow-up study, He et al. [68] studied reactivating the calcium carbide slag with decreased CO2 capture capacity after multiple cycles by introducing a “re-carbonation” step, a strategy well-known for reactivating natural limestone used in calcium looping [137]. The re-carbonation step involves further carbonating the calcium carbide slag after it has captured CO2 from the targeted flue gas by exposing it to a highly concentrated CO2 stream at relevant operating temperature (typically, between 823 and 923 K). Furthermore, they proved that this strategy can be effective to recover more than 30% of the lost CO2 capture capacity of the material after multiple cycles. Their investigation of the effect of co-feeding steam during “re-carbonation” led to the observation that it has little to no impact on the re-activation of the material. The calculations performed by He and coworkers showed that the strategy can help decrease the energy consumption in the decarbonator by 20%. However, these calculations did not account for the economics of building an additional reactor for the re-carbonation, the slow kinetics of re-carbonation, and the energy loss in this unit. Another study by the same group showed that using highly concentrated steam during the decarbonation half-cycle, wherein the captured CO2 is released as a pure stream, lowers the decarbonation temperature by more than 150 K to 1073 K and improves the cyclic CO2 capture capacity of the calcium carbide slag [69]. Calculations show that the energy consumption in the decarbonator can be decreased by 25% by operating the process in this manner. Despite these promising process strategies, impact of co-feeding steam during carbonation, re-carbonation, and decarbonation on the mechanical integrity of the calcium carbide slag requires further investigation.
Another approach for improving the CO2 capture capacity and stability of calcium carbide slag is its synthetic modification. Among the different strategies that have been investigated to improve the cyclic CO2 capture stability and mechanical integrity of calcium carbide slag, examples include its modification by (i) treatment with acetic acid [77] or propionic acid [65], (ii) pelletization via extrusion-spheronization using microcrystalline cellulose [70], rice husk [70], plastic or rubber waste [71] as pore-forming agent, (iii) high alumina cement [72] or dolomite [73] using a glycerol-based suspension-combustion method, and (iv) aluminium [66] or manganese/magnesium [74] promotion using a glycerol-based solution-combustion method.
Based on the studies mentioned in this work, calcium carbide slag should be considered an effective calcium-rich resource for CO2 capture using calcium looping. Experimental work related to material and process development indicates that several strategies can be applied to maintain high activity and reactivity of this material. Nevertheless, the material shows strong deactivation under realistic conditions for calcium looping. As for other calcium-based materials for calcium looping, rigorous testing for attrition resistance is currently lacking. A realistic process assessment based on the preliminary rate of attrition and deactivation will highly benefit further research and development for materials based on calcium carbide slag.
4 Automotive shredder residue: a composite low-grade resource
Automotive shredder residue (ASR) is an example of a low-grade solid resource stream which does not fit in the categories discussed above. Indeed, it is a combination of both calorific and metal-based material, generated by the disposal of end-of-life vehicles, and can be classified as a composite low-grade resource. The heterogeneity of ASR makes it very difficult to be further processed and purified, which ultimately leads to these materials being disposed of in landfills. According to Eurostat, 340 kilotonnes of vehicle scrap could not be reused, recovered, or recycled in the EU in 2019. ASR constitutes 20 to 25% of the total vehicle weight and contains a highly heterogeneous mixture of different types of plastics and inorganic components such as iron, copper, zinc, silicon and aluminium [138]. As ASR is a mixture of inorganic and organic substances with a limited calorific value of around 20 GJ/tonne (dry basis), Pissot et al. [138] attempted to exploit the composite material’s calorific and metal content as a combined feedstock and oxygen carrier for chemical looping gasification. Their experiments, performed in a semi-industrial dual fluidised bed reactor, indicated that the material liberates sufficient energy to sustain the gasification process. However, in the tested experimental conditions with temperatures as high as 1110 K, the conversion of the carbon content in the ASR was limited to 63 to 79%. Although a higher temperature would improve the carbon conversion, variation in the temperature range from 1060 to 1110 K showed that an increase in carbon conversion was accompanied by an increased CO2 fraction in the produced syngas. The fact that almost 37% of the converted carbon was transformed into CO2 indicates that adequate CO2 valorisation options are necessary for the feasibility of the proposed process. The experiments also produced tar, which was not comprehensively analysed. Presence of valuable compounds and their separation from the tar may support the economics of this process concept. With tightening regulations on the disposal of solids in landfills and improving means to utilise CO2 and syngas mixtures, the process concept has the potential to gain favour in the future.
5 Conclusion and outlook: chemical looping, a future-proof technology platform?
Based on the definition of low-grade resources, provided in Sect. 2, it is exemplified for several specific streams how chemical looping can efficiently put these to use, thus aiding the transition from a linear to a more circular economy. While calorific streams hold significant potential, also non-calorific resources can be of interest. The latter are typically produced in quantities that largely exceed the demand, but these can often be applied to extract looping materials, as shown in Sect. 3. Bauxite residue for example (Sect. 3.2), makes an oxygen carrier, but could equally serve as a catalyst for certain reactions like reverse water gas-shift. Being a by-product of sulphuric acid production, pyrite cinder faces issues like attrition and sulphur residues (Sect. 3.3). However, if these can be overcome, the low cost, related to the vast generation, and its high reactivity can make this material attractive. Calcium carbide slag, interesting for CO2 capture in calcium looping, also requires modifications to deal with its deactivation through attrition (Sect. 3.4). A composite resource such as automotive shredder residue makes reuse more challenging, but could still be economically viable, e.g. based on its metal composition, compared to the current landfill disposal (Sect. 4).
The overview of available low-grade resources laid out in this work is dominated by streams derived from pristine fossil and mineral resources, a legacy of the linear extractive economy which has dominated manufacturing industries since the industrial revolution. The prospect of valorising such streams using the chemical looping approach should not divert the attention away from disruptive technologies aiming to reduce or eliminate the low-grade streams originating from state-of-the-art production processes. It is nevertheless reasonable to expect that emerging technologies based on next-generation feedstocks such as biomass and plastics, will result in an ever-changing set of low-grade resources, which are similar in nature to the ones currently in place.
To name a few, the production volumes of pyrolysis gas and off-gases from biorefineries are expected to increase rapidly over the next decades. Fortunately, the chemical looping approach has the ability to deal with flexible feedstocks via adjustable operating conditions, given that the challenge of developing cost-effective looping materials can be overcome. Indeed, the versatility and inherent product separation of chemical looping technologies provide a platform for efficiently utilising emerging low-grade resources with technologies that can be integrated at the drawing board of new production plants. This fits into a strategy of maximizing exergy preservation, i.e. minimizing entropy production of industry as a whole. Such a strategy implies the identification of cross-sectorial industrial synergies. In the field of chemical engineering and materials science, the potential synergies between the metallurgical and (petro) chemical industry are becoming increasingly clear. The intrinsic characteristics of chemical looping technology place it at the heart of this intersection by applying solid by-products from the metallurgical industry as looping materials, which in turn allow to upcycle low-grade calorific streams into building blocks for the (petro) chemical and metallurgical industry.
Despite the generic attributes to chemical looping technologies, most notably the increased reversibility—investigated through exergy analysis—and inherent product separation, they should not be accepted as silver-bullets without scrutiny. Indeed, the past decade has seen a tremendous growth in the versatility of chemical looping concepts, confirming the validity of considering chemical looping as a technology platform. This one-dimensional expansion of the chemical looping technology platform, however, should merely be seen as a starting point. In order to develop this technology platform towards an enabler for the industry to increase its circularity, additional dimensions require rigorous evaluation, notably in terms of the economic and ecological impact of the chemical looping process as such and of its integration into existing systems. For example, when considering the important question of whether to apply synthetic (advanced), mineral (extracted raw materials) or residual (currently stockpiled or landfilled) looping materials, their lifetime ecological footprint is required. This demands in-depth knowledge of parameters such as looping material performance, stability and availability, where the latter may strongly depend on the location of the source and its established use cases. The reliability of economic and ecological cost–benefit analyses—based on techno-economic and life-cycle assessments—of these chemical looping processes, stand or fall with the availability of accurate data about relevant (low-grade) streams such as their composition, (average) production volume, production location, temperature and pressure, cost or value, among many others. It is well understood that such information may have to be kept as proprietary information not to harm corporate interests. Nevertheless, much could be done in a collaborative effort between academia, government and industry by merely aggregating all relevant information which is not considered proprietary. Indeed, a wealth of data is already scattered over the information space. The development of an authoritative centralized open-source database, containing information of industrial streams, could greatly facilitate the evaluation of the chemical looping technology platform along the economic and ecological dimensions. In turn, open data accessibility should provide research organizations with valuable boundary conditions, facilitating the pursuit of targeted, high-quality impactful research within the chemical looping engineering community.
Data availability statement
We used only publicly available data on which the conclusions of the paper rely. Data citations include a persistent identifier (such as a DOI).
Abbreviations
- BFG:
-
Blast furnace gas
- BOFG:
-
Basic oxygen furnace gas
- COG:
-
Coke oven gas
- CL:
-
Chemical looping
- CLAS:
-
Chemical looping air separation
- CLC:
-
Chemical looping combustion
- EFB:
-
Empty fruit bunch
- GHG:
-
Greenhouse gas
- HDPE:
-
High density polyethylene
- Kt:
-
Kilotonne(s)
- LCV:
-
Lower calorific value
- MMta:
-
Million metric tonnes per annum
- MSW:
-
Municipal solid waste
- Mt:
-
Megatonne(s)
- NIST:
-
National Institute of Standards and Technology, United States of America
- NG:
-
Natural gas
- NTP:
-
Normal temperature and pressure, i.e. 273.15 K and 101.3 kPa
- OC:
-
Oxygen carrier
- PET:
-
Polyethylene terephthalate
- PMR:
-
Palm mill residue
- POME:
-
Palm oil mill effluent
- PP:
-
Polypropylene
- PSA:
-
Pressure swing adsorption
- rWGS:
-
Reverse water–gas shift reaction
- SMR:
-
Steam methane reforming
- WGS:
-
Water–gas shift reaction
References
The Circularity Gap Report 2023. pp. 1–64 Circle economy. Amsterdam. (2023)
Vincevica-Gaile Z, et al. Towards sustainable soil stabilization in peatlands: secondary raw materials as an alternative. Sustainability. 2021;13:6726.
Vincevica-Gaile Z, et al. Case study-based integrated assessment of former waste disposal sites transformed to green space in terms of ecosystem services and land assets recovery. Sustainability. 2023;15:3256.
Buelens LC, Poelman H, Marin GB, Galvita VV. 110th anniversary: carbon dioxide and chemical looping: current research trends. Ind Eng Chem Res. 2019;58:16235–57. https://doi.org/10.1021/acs.iecr.9b02521.
Zeng L, Cheng Z, Fan JA, Fan L-S, Gong J. Metal oxide redox chemistry for chemical looping processes. Nat Rev Chem. 2018;2:349–64. https://doi.org/10.1038/s41570-018-0046-2.
Zhao X, et al. Biomass-based chemical looping technologies: the good, the bad and the future. Energy Environ Sci. 2017;10:1885–910. https://doi.org/10.1039/C6EE03718F.
Marin GB, Galvita VV, Yablonsky GS. Kinetics of chemical processes: from molecular to industrial scale. J Catal. 2021. https://doi.org/10.1016/j.jcat.2021.09.014.
Zhu X, Imtiaz Q, Donat F, Müller CR, Li F. Chemical looping beyond combustion—a perspective. Energy Environ Sci. 2020;13:772–804. https://doi.org/10.1039/C9EE03793D.
Halliday C, Hatton TA. Sorbents for the capture of co2 and other acid gases: a review. Ind Eng Chem Res. 2021;60:9313–46. https://doi.org/10.1021/acs.iecr.1c00597.
Jiang H, et al. Removal of pollution from the chemical looping process: a mini review. Fuel Proc Technol. 2021;221:106937. https://doi.org/10.1016/j.fuproc.2021.106937.
Hanak DP, Anthony EJ, Manovic V. A review of developments in pilot-plant testing and modelling of calcium looping process for CO2 capture from power generation systems. Energy Environ Sci. 2015;8:2199–249. https://doi.org/10.1039/C5EE01228G.
Lyngfelt A. Chemical looping combustion: status and development challenges. Energ Fuel. 2020;34:9077–93. https://doi.org/10.1021/acs.energyfuels.0c01454.
Hu J, Galvita VV, Poelman H, Marin GB. Advanced chemical looping materials for CO(2) utilization: a review. Materials. 2018. https://doi.org/10.3390/ma11071187.
Dunstan MT, Donat F, Bork AH, Grey CP, Muller CR. CO2 capture at medium to high temperature using solid oxide-based sorbents: fundamental aspects, mechanistic insights, and recent advances. Chem Rev. 2021. https://doi.org/10.1021/acs.chemrev.1c00100.
De Vos Y, et al. Development of stable oxygen carrier materials for chemical looping processes—a review. Catalysts. 2020. https://doi.org/10.3390/catal10080926.
Gauthier T, et al. CLC, a promising concept with challenging development issues. Powder Technol. 2017;316:3–17. https://doi.org/10.1016/j.powtec.2017.01.003.
Miyahira K, Aziz M. Hydrogen and ammonia production from low-grade agricultural waste adopting chemical looping process. J Clean Prod. 2022;372:133827. https://doi.org/10.1016/j.jclepro.2022.133827.
Zhao H, Wang J. Chemical-looping combustion of plastic wastes for in situ inhibition of dioxins. Combust Flame. 2018;191:9–18. https://doi.org/10.1016/j.combustflame.2017.12.026.
Bhui B, Das B, Prabu V. Experimental investigations on novel electronic waste based oxygen carriers for direct coal fuelled chemical looping combustion process. Fuel. 2021;305:121535. https://doi.org/10.1016/j.fuel.2021.121535.
Poelman H, Galvita VV. Intensification of chemical looping processes by catalyst assistance and combination. Catalysts. 2021. https://doi.org/10.3390/catal11020266.
Karim, G. A. Handbook of Combustion Vol 3 M. Lackner et al. (eds). Wiley-VCH Verlag GmbH & Co., KGaA. pp. 141-163. (2010)
Cree D, Rutter A. Sustainable bio-inspired limestone eggshell powder for potential industrialized applications. ACS Sustain Chem Eng. 2015;3:941–9. https://doi.org/10.1021/acssuschemeng.5b00035.
Waheed M, et al. Channelling eggshell waste to valuable and utilizable products: a comprehensive review. Trends Food Sci Technol. 2020;106:78–90. https://doi.org/10.1016/j.tifs.2020.10.009.
Ives M, et al. Comparison of different natural sorbents for removing CO2 from combustion gases, as studied in a bench-scale fluidized bed. Energ Fuel. 2008;22:3852–7. https://doi.org/10.1021/ef800417v.
Salaudeen SA, Acharya B, Dutta A. CaO-based CO2 sorbents: a review on screening, enhancement, cyclic stability, regeneration and kinetics modelling. J CO2 Util. 2018;23:179–99. https://doi.org/10.1016/j.jcou.2017.11.012.
Salaudeen SA, Tasnim SH, Heidari M, Acharya B, Dutta A. Eggshell as a potential CO2 sorbent in the calcium looping gasification of biomass. Waste Manage. 2018;80:274–84. https://doi.org/10.1016/j.wasman.2018.09.027.
Cheng YW, et al. Holistic process evaluation of non-conventional palm oil mill effluent (POME) treatment technologies: a conceptual and comparative review. J Hazard Mater. 2021;409:124964. https://doi.org/10.1016/j.jhazmat.2020.124964.
Ajiwibowo MW, Darmawan A, Aziz M. Towards clean palm oil processing: integrated ammonia production from empty fruit bunch and palm oil effluent. J Clean Prod. 2019;236:117680. https://doi.org/10.1016/j.jclepro.2019.117680.
Mahmod SS, et al. Potential utilisation of dark-fermented palm oil mill effluent in continuous production of biomethane by self-granulated mixed culture. Sci Rep. 2020;10:9167. https://doi.org/10.1038/s41598-020-65702-w.
Akhbari A, Chuen OC, Zinatizadeh AA, Ibrahim S. Start-up study on biohydrogen from palm oil mill effluent in a pilot-scale reactor. CLEAN Soil Air Water. 2020. https://doi.org/10.1002/clen.202000192.
Zainal BS, et al. Integrated system technology of POME treatment for biohydrogen and biomethane production in Malaysia. Appl Sci. 2020. https://doi.org/10.3390/app10030951.
Chong CC, et al. Bio-hydrogen production from steam reforming of liquid biomass wastes and biomass-derived oxygenates: a review. Fuel. 2022. https://doi.org/10.1016/j.fuel.2021.122623.
Cheng YW, et al. Hydrogen-rich syngas production via steam reforming of palm oil mill effluent (POME)—a thermodynamics analysis. Int J Hydrogen Energy. 2019;44:20711–24. https://doi.org/10.1016/j.ijhydene.2018.05.119.
Cheng YW, Khan MR, Ng KH, Wongsakulphasatch S, Cheng CK. Harnessing renewable hydrogen-rich syngas from valorization of palm oil mill effluent (POME) using steam reforming technique. Renew Energy. 2019;138:1114–26. https://doi.org/10.1016/j.renene.2019.02.040.
Cheng YW, et al. Syngas from palm oil mill effluent (POME) steam reforming over lanthanum cobaltite: effects of net-basicity. Renew Energy. 2020;148:349–62. https://doi.org/10.1016/j.renene.2019.10.040.
Santos S. Iron and steel CCS study (techno-economics integrated steel mill). Cheltanham: International energy agency (IEAGHG); 2013. p. 2013.
Steel's contribution to a low carbon future and climate resilient societies. World Steel Association 2015, https://www.apeal.org/wp-content/uploads/2015/03/Steel_s-contribution-to-a-low-carbon-future.pdf. (ISBN: 978-2-930069-83-8).
Voll M, Kleinschmit P. Carbon, 6. carbon black. Ullmann’s Encycl Ind Chem. 2010. https://doi.org/10.1002/14356007.n05_n05.
Chikri YA, Wetzels W. Decarbonistation options for the Dutch carbon black industry. Hague: PBL Netherlands environmental assessment agency and TNO EnergieTransitie; 2020.
IEAGHG. Techno-economic evaluation of SMR based standalone (Merchant) plant with CCS. London: International energy agency (IEAGHG); 2017.
IEA. The future of hydrogen. Paris: International energy agency (IEA); 2019.
Tian S, Li K, Jiang J, Chen X, Yan F. CO2 abatement from the iron and steel industry using a combined Ca–Fe chemical loop. Appl Energ. 2016;170:345–52. https://doi.org/10.1016/j.apenergy.2016.02.120.
van Dijk HAJ, et al. Cost effective CO2 reduction in the iron & steel industry by means of the SEWGS technology: STEPWISE project. Energy Procedia. 2017;114:6256–65. https://doi.org/10.1016/j.egypro.2017.03.1764.
Martínez I, Fernández JR, Abanades JC, Romano MC. Integration of a fluidised bed Ca–Cu chemical looping process in a steel mill. Energy. 2018;163:570–84. https://doi.org/10.1016/j.energy.2018.08.123.
Gazzani M, Romano MC, Manzolini G. CO2 capture in integrated steelworks by commercial-ready technologies and SEWGS process. Int J Greenh Gas Control. 2015;41:249–67. https://doi.org/10.1016/j.ijggc.2015.07.012.
Wang I, et al. Liquid metal shell as an effective iron oxide modifier for redox-based hydrogen production at intermediate temperatures. ACS Catal. 2021;11:10228–38. https://doi.org/10.1021/acscatal.1c02102.
Singh V, et al. Carbon monoxide production using a steel mill gas in a combined chemical looping process. J Energy Chem. 2022;68:811–25. https://doi.org/10.1016/j.jechem.2021.12.042.
Singh V, et al. Decarbonisation of steel mill gases in an energy-neutral chemical looping process. Energy Convers Manag. 2022;254:115248. https://doi.org/10.1016/j.enconman.2022.115248.
Singh V, et al. Upcycling the carbon emissions from the steel industry into chemicals using three metal oxide loops. Energy Adv. 2022;1:367–84. https://doi.org/10.1039/D2YA00018K.
Flores-Granobles M, Saeys M. Dynamic pressure-swing chemical looping process for the recovery of CO from blast furnace gas. Energy Convers Manag. 2022;258:115515. https://doi.org/10.1016/j.enconman.2022.115515.
Rydén M, Lyngfelt A. Using steam reforming to produce hydrogen with carbon dioxide capture by chemical-looping combustion. Int J Hydrogen Energy. 2006;31:1271–83. https://doi.org/10.1016/j.ijhydene.2005.12.003.
Lee Pereira RJ, Argyris PA, Spallina V. A comparative study on clean ammonia production using chemical looping based technology. Appl Energy. 2020. https://doi.org/10.1016/j.apenergy.2020.115874.
Spallina V, Motamedi G, Gallucci F, van Sint Annaland M. Techno-economic assessment of an integrated high pressure chemical-looping process with packed-bed reactors in large scale hydrogen and methanol production. Int J Greenh Gas Control. 2019;88:71–84. https://doi.org/10.1016/j.ijggc.2019.05.026.
Yang L, et al. Joint-use of activated carbon and carbon black to enhance catalytic stability during chemical looping methane decomposition process. Int J Hydrogen Energy. 2020;45:13245–55. https://doi.org/10.1016/j.ijhydene.2020.03.055.
Uribe-Soto W, Portha J-F, Commenge J-M, Falk L. A review of thermochemical processes and technologies to use steelworks off-gases. Renew Sust Energ Rev. 2017;74:809–23. https://doi.org/10.1016/j.rser.2017.03.008.
de Kleijne K, James J, Hanssen SV, van Zelm R. Environmental benefits of urea production from basic oxygen furnace gas. Appl Energy. 2020;270:115119. https://doi.org/10.1016/j.apenergy.2020.115119.
García-Labiano F, et al. Combustion and reforming of liquid fossil fuels through chemical looping processes: integration of chemical looping processes in a refinery. Energy Procedia. 2017;114:325–33. https://doi.org/10.1016/j.egypro.2017.03.1174.
Brody L, Neal L, Haribal V, Li F. Ethane to liquids via a chemical looping approach—Redox catalyst demonstration and process analysis. Chem Eng J. 2021. https://doi.org/10.1016/j.cej.2021.128886.
The unnoticed greenhouse gas. Nitrous oxide. Chem Eng News. 2021;99:20–3. https://doi.org/10.1021/cen-09925-feature2.
Tian H, et al. A comprehensive quantification of global nitrous oxide sources and sinks. Nature. 2020;586:248–56. https://doi.org/10.1038/s41586-020-2780-0.
Hu J, et al. Coupling CO2 utilization and NO reduction in chemical looping manner by surface carbon. Appl Catal B-Environ. 2021. https://doi.org/10.1016/j.apcatb.2021.120472.
Haribal VP, et al. Modified ceria for “low-temperature” CO2 utilization: a chemical looping route to exploit industrial waste heat. Adv Energy Mater. 2019;9:1901963. https://doi.org/10.1002/aenm.201901963.
Li Y, Liu H, Sun R, Wu S, Lu C. Thermal analysis of cyclic carbonation behavior of CaO derived from carbide slag at high temperature. J Therm Anal Calorim. 2011;110:685–94. https://doi.org/10.1007/s10973-011-1901-2.
Li Y, Sun R, Liu C, Liu H, Lu C. CO2 capture by carbide slag from chlor-alkali plant in calcination/carbonation cycles. Int J Greenhouse Gas Control. 2012;9:117–23. https://doi.org/10.1016/j.ijggc.2012.03.012.
Sun R, Li Y, Zhao J, Liu C, Lu C. CO2 capture using carbide slag modified by propionic acid in calcium looping process for hydrogen production. Int J Hydrogen Energ. 2013;38:13655–63. https://doi.org/10.1016/j.ijhydene.2013.08.030.
Li Y, Su M, Xie X, Wu S, Liu C. CO 2 capture performance of synthetic sorbent prepared from carbide slag and aluminum nitrate hydrate by combustion synthesis. Appl Energ. 2015;145:60–8. https://doi.org/10.1016/j.apenergy.2015.01.061.
He Z, et al. Influence of steam in carbonation stage on CO2 capture by Ca-based industrial waste during calcium looping cycles. Int J Hydrogen Energ. 2016;41:4296–304. https://doi.org/10.1016/j.ijhydene.2016.01.029.
He Z, et al. Effect of re-carbonation on CO2 capture by carbide slag and energy consumption in the calciner. Energy Convers Manage. 2017;148:1468–77. https://doi.org/10.1016/j.enconman.2017.07.006.
Zhang W, Li Y, He Z, Ma X, Song H. CO2 capture by carbide slag calcined under high-concentration steam and energy requirement in calcium looping conditions. Appl Energ. 2017;206:869–78. https://doi.org/10.1016/j.apenergy.2017.08.236.
Sun J, et al. Enhanced performance of extruded–spheronized carbide slag pellets for high temperature CO2 capture. Chem Eng J. 2016;285:293–303. https://doi.org/10.1016/j.cej.2015.10.026.
Sun J, Sun Y, Yang Y, Tong X, Liu W. Plastic/rubber waste-templated carbide slag pellets for regenerable CO2 capture at elevated temperature. Appl Energ. 2019;242:919–30. https://doi.org/10.1016/j.apenergy.2019.03.165.
Ma X, et al. CO2 capture performance of mesoporous synthetic sorbent fabricated using carbide slag under realistic calcium looping conditions. Energ Fuel. 2017;31:7299–308. https://doi.org/10.1021/acs.energyfuels.7b00676.
Yan X, et al. CO2 capture by a novel CaO/MgO sorbent fabricated from industrial waste and dolomite under calcium looping conditions. New J Chem. 2019;43:5116–25. https://doi.org/10.1039/C8NJ06257A.
Ma X, Li Y, Zhang C, Wang Z. Development of Mn/Mg-copromoted carbide slag for efficient CO2 capture under realistic calcium looping conditions. Process Saf Environ Prot. 2020;141:380–9. https://doi.org/10.1016/j.psep.2020.05.051.
Zhang D, Li S, Song W, Lin W. Cyclic CO2 capture performance of carbide slag. Energy Sourc Part A: Recovery Util Environ Effects. 2016;38:577–82. https://doi.org/10.1080/15567036.2013.820234.
Li Y, et al. Simultaneous CO2/HCl removal using carbide slag in repetitive adsorption/desorption cycles. Fuel. 2015;142:21–7. https://doi.org/10.1016/j.fuel.2014.10.071.
Papalas T, Antzaras AN, Lemonidou AA. Evaluation of calcium-based sorbents derived from natural ores and industrial wastes for high-temperature CO2 capture. Ind Eng Chem Res. 2020;59:9926–38. https://doi.org/10.1021/acs.iecr.9b06834.
Yu C, et al. Mineral carbonation of CO2 with utilization of coal gasification slags based on chemical looping. Asia-Pac J Chem Eng. 2021. https://doi.org/10.1002/apj.2636.
Zhang S, et al. Use of pyrite cinder as an iron-based oxygen carrier in coal-fueled chemical looping combustion. Energ Fuel. 2015;29:2645–55. https://doi.org/10.1021/acs.energyfuels.5b00194.
Song T, Shen L, Guo W, Chen D, Xiao J. Enhanced reaction performance with hematite/Ca2Al2SiO7 oxygen carrier in chemical looping combustion of coal. Ind Eng Chem Res. 2013;52:9573–85. https://doi.org/10.1021/ie4012613.
Zhang S, Xiao R. Comparison of pyrite cinder with synthetic and natural iron-based oxygen carriers in coal-fueled chemical-looping combustion. Greenhouse Gas Sci Technol. 2018;8:106–19. https://doi.org/10.1002/ghg.1724.
Ma Z, Zhang S, Xiao R. Redox performance of pyrite cinder in methane chemical looping combustion. Chem Eng J. 2020;395:10. https://doi.org/10.1016/j.cej.2020.125097.
Cai JJ, Wang SZ, Xiao ZZ. A study on the CO2 capture and attrition performance of construction and demolition waste. Fuel. 2018;222:232–42. https://doi.org/10.1016/j.fuel.2018.02.155.
Renforth P, Washbourne CL, Taylder J, Manning DA. Silicate production and availability for mineral carbonation. Environ Sci Technol. 2011;45:2035–41. https://doi.org/10.1021/es103241w.
van Oss HG, Padovani AC. Cement manufacture and the environment part II: environmental challenges and opportunities. J Ind Ecol. 2003;7:93–126. https://doi.org/10.1162/108819803766729212.
Pinheiro CIC, Fernandes A, Freitas C, Santos ET, Ribeiro MF. Waste marble powders as promising inexpensive natural CaO-based sorbents for post-combustion CO2 capture. Ind Eng Chem Res. 2016;55:7860–72. https://doi.org/10.1021/acs.iecr.5b04574.
Teixeira P, Fernandes A, Ribeiro F, Pinheiro CIC. Blending wastes of marble powder and dolomite sorbents for calcium-looping CO2 capture under realistic industrial calcination conditions. Materials. 2021. https://doi.org/10.3390/ma14164379.
Marques LM, Mota SM, Teixeira P, Pinheiro CIC, Matos HA. Ca-looping process using wastes of marble powders and limestones for CO2 capture from real flue gas in the cement industry. J CO2 Util. 2023;71:102450. https://doi.org/10.1016/j.jcou.2023.102450.
World marble and natural stone market demand up for 5th consecutive year, <https://www.aggbusiness.com/node/139287> (2015).
Huang X, et al. A cost-effective approach to realization of the efficient methane chemical-looping combustion by using coal fly ash as a support for oxygen carrier. Appl Energy. 2018;230:393–402. https://doi.org/10.1016/j.apenergy.2018.08.029.
Ahmaruzzaman M. A review on the utilization of fly ash. Prog Energy Combust Sci. 2010;36:327–63. https://doi.org/10.1016/j.pecs.2009.11.003.
Li Y, et al. Sequential SO2/CO2 capture of calcium-based solid waste from the paper industry in the calcium looping process. Ind Eng Chem Res. 2012;51:16042–8. https://doi.org/10.1021/ie301375g.
Sun R, Li Y, Liu C, Xie X, Lu C. Utilization of lime mud from paper mill as CO2 sorbent in calcium looping process. Chem Eng J. 2013;221:124–32. https://doi.org/10.1016/j.cej.2013.01.068.
Tian SC, et al. Development of a steel-slag-based, iron-functionalized sorbent for an autothermal carbon dioxide capture process. Chemsuschem. 2015;8:3839–46. https://doi.org/10.1002/cssc.201501048.
Tian S, et al. Highly efficient CO2 capture with simultaneous iron and CaO recycling for the iron and steel industry. Green Chem. 2016;18:4022–31. https://doi.org/10.1039/C6GC00400H.
Moldenhauer P, Linderholm C, Rydén M, Lyngfelt A. Proceedings of the International Conference on Negative CO2 Emissions. Gothenburg, Sweden. (2018)
Di Z, Cao Y, Yang F, Cheng F, Zhang K. Studies on steel slag as an oxygen carrier for chemical looping combustion. Fuel. 2018;226:618–26. https://doi.org/10.1016/j.fuel.2018.04.047.
Hildor F, Leion H, Linderholm CJ, Mattisson T. Steel converter slag as an oxygen carrier for chemical-looping gasification. Fuel Proc Technol. 2020. https://doi.org/10.1016/j.fuproc.2020.106576.
Moldenhauer P, Linderholm C, Ryden M, Lyngfelt A. Avoiding CO2 capture effort and cost for negative CO2 emissions using industrial waste in chemical-looping combustion/gasification of biomass. Mitig Adapt Strat Glob Change. 2020;25:1–24. https://doi.org/10.1007/s11027-019-9843-2.
Mendiara T, et al. Performance of a bauxite waste as oxygen-carrier for chemical-looping combustion using coal as fuel. Fuel Process Technol. 2013;109:57–69. https://doi.org/10.1016/j.fuproc.2012.09.038.
Mendiara T, et al. Evaluation of the use of different coals in chemical looping combustion using a bauxite waste as oxygen carrier. Fuel. 2013;106:814–26. https://doi.org/10.1016/j.fuel.2012.11.047.
Mendiara T, et al. Low-cost Fe-based oxygen carrier materials for the iG-CLC process with coal 1. Ind Eng Chem Res. 2012;51:16216–29. https://doi.org/10.1021/ie302157y.
Mendiara T, et al. Use of an Fe-based residue from alumina production as an oxygen carrier in chemical-looping combustion. Energ Fuel. 2012;26:1420–31. https://doi.org/10.1021/ef201458v.
Liu F, et al. Co-use of organic herbal residue and red mud waste for syngas production by chemical looping gasification. Int J Energy Res. 2021;45:2195–210. https://doi.org/10.1002/er.5912.
Wang H, et al. Preparation method of red mud based oxygen carrier for chemical-looping hydrogen production. CN104961095A (2015).
Chen L, Zhang Y, Liu F, Liu K. Development of a cost-effective oxygen carrier from red mud for coal-fueled chemical-looping combustion. Energy Fuels. 2015;29:305–13. https://doi.org/10.1021/ef501950w.
Deng G, et al. Synergy effects of combined red muds as oxygen carriers for chemical looping combustion of methane. Chem Eng J. 2018;341:588–600. https://doi.org/10.1016/j.cej.2018.02.072.
Deng GX, et al. Red mud as oxygen carrier for chemical looping combustion of methane: reactivity and cyclic performance. Chem J Chin Universities-Chin. 2018;39:327–36. https://doi.org/10.7503/cjcu20170341.
Kong L, Nikolic H, Warriner A, Liu K. Fate of sulfur and nitrogen in coal-fueled chemical looping combustion with red mud as oxygen carrier. Int Tech Conf Clean Energy. 2018;43:509–17.
Wang Y, Tian X, Zhao H, Liu K. The use of a low-cost oxygen carrier prepared from red mud and copper ore for in situ gasification chemical looping combustion of coal. Fuel Process Technol. 2020;205:106460. https://doi.org/10.1016/j.fuproc.2020.106460.
Liu F, Yang L, Wu X, Zhang X, Liu Y. Bauxite waste with low Fe2O3 and high Na concentration as a promising oxygen carrier in chemical looping combustion. Int J Energy Res. 2020;44:3790–800. https://doi.org/10.1002/er.5167.
Lin S, et al. Synergy of red mud oxygen carrier with MgO and NiO for enhanced chemical-looping combustion. Energy. 2020;197:117202. https://doi.org/10.1016/j.energy.2020.117202.
Shen XH, et al. Enhanced and environment-friendly chemical looping gasification of crop straw using red mud as a sinter-resistant oxygen carrier. Waste Manage. 2021;121:354–64. https://doi.org/10.1016/j.wasman.2020.12.028.
Gu ZH, Zhang L, Lu CQ, Qing S, Li KZ. Enhanced performance of copper ore oxygen carrier by red mud modification for chemical looping combustion. Appl Energ. 2020;277:12. https://doi.org/10.1016/j.apenergy.2020.115590.
Hammache S, Means N, Burgess W, Howard B, Smith M. Investigation of low-cost oxygen carriers for chemical looping combustion at high temperature. Fuel. 2020;273:8. https://doi.org/10.1016/j.fuel.2020.117746.
Ma S, et al. Ni-enhanced red mud oxygen carrier for chemical looping steam methane reforming. Fuel Proc Technol. 2022;230:107204. https://doi.org/10.1016/j.fuproc.2022.107204.
Ortiz M, et al. Hydrogen production with CO2 capture by coupling steam reforming of methane and chemical-looping combustion: use of an iron-based waste product as oxygen carrier burning a PSA tail gas. J Power Sources. 2011;196:4370–81. https://doi.org/10.1016/j.jpowsour.2010.09.101.
Abad A, et al. Low-cost Fe-based oxygen carrier materials for the iG-CLC process with coal 2. Ind Eng Chem Res. 2012;51:16230–41. https://doi.org/10.1021/ie302158q.
Mendiara T, et al. Behaviour of a bauxite waste material as oxygen carrier in a 500 Wth CLC unit with coal. Int J Greenhouse Gas Control. 2013;17:170–82. https://doi.org/10.1016/j.ijggc.2013.04.020.
Evans K. The history, challenges, and new developments in the management and use of bauxite residue. J Sustain Metall. 2016;2:316–31. https://doi.org/10.1007/s40831-016-0060-x.
Zhang T, et al. Alkali activation of copper and nickel slag composite cementitious materials. Materials. 2020;13:1155.
Deng Z, et al. Evaluation of calcined copper slag as an oxygen carrier for chemical looping gasification of sewage sludge. Int J Hydrogen Energy. 2019;44:17823–34. https://doi.org/10.1016/j.ijhydene.2019.05.039.
Fang S, et al. Nitrogen migration in sewage sludge chemical looping gasification using copper slag modified by NiO as an oxygen carrier. Energy. 2021;228:120448. https://doi.org/10.1016/j.energy.2021.120448.
Wang Y, et al. Chemical looping gasification of high nitrogen wood waste using a copper slag oxygen carrier modified by alkali and alkaline earth metals. Chem Eng J. 2021;410:128344. https://doi.org/10.1016/j.cej.2020.128344.
Durmaz M, Dilmac N, Dilmac OF. Evaluation of performance of copper converter slag as oxygen carrier in chemical-looping combustion (CLC). Energy. 2020;196:10. https://doi.org/10.1016/j.energy.2020.117055.
Hara Y, Iwanaga K, Oba T. Oxygen carrier material comprises manganese slag. 2018. JP2018194198A.
Criado M, Ke X, Provis JL, Bernal SA. Sustainable and nonconventional construction materials using inorganic bonded fiber composites. In: Junior Holmer Savastano, Fiorelli Juliano, Francisco dos Santos Sergio, editors. Alternative inorganic binders based on alkali-activated metallurgical slags. Sawston: Woodhead Publishing; 2017.
Yang J, et al. Chemical behavior of fluorine and phosphorus in chemical looping gasification using phosphogypsum as an oxygen carrier. Chemosphere. 2020;248:11. https://doi.org/10.1016/j.chemosphere.2020.125979.
Yang J, et al. Syngas production by chemical looping gasification using Fe supported on phosphogypsum compound oxygen carrier. Energy. 2019;168:126–35. https://doi.org/10.1016/j.energy.2018.11.106.
Ferella F, Innocenzi V, Maggiore F. Oil refining spent catalysts: a review of possible recycling technologies. Resour Conserv Recycl. 2016;108:10–20. https://doi.org/10.1016/j.resconrec.2016.01.010.
Zheng Y, Liu Z. Preparation of monodispersed micaceous iron oxide pigment from pyrite cinders. Powder Technol. 2011;207:335–42. https://doi.org/10.1016/j.powtec.2010.11.015.
Gong X, et al. Recycling and utilization of calcium carbide slag—current status and new opportunities. Renew Sustain Energy Rev. 2022;159:112133. https://doi.org/10.1016/j.rser.2022.112133.
Huo H, et al. Case study of a novel low rank coal to calcium carbide process based on techno-economic assessment. Energy. 2021;228:120566. https://doi.org/10.1016/j.energy.2021.120566.
Dunstan MT, Donat F, Bork AH, Grey CP, Muller CR. CO2 capture at medium to high temperature using solid oxide-based sorbents: fundamental aspects, mechanistic insights, and recent advances. Chem Rev. 2021;121:12681–745. https://doi.org/10.1021/acs.chemrev.1c00100.
Antzaras AN, Lemonidou AA. Recent advances on materials and processes for intensified production of blue hydrogen. Renew Sustain Energy Rev. 2022;155:111917. https://doi.org/10.1016/j.rser.2021.111917.
Singh V, et al. Intensifying blue hydrogen production by in situ CO2 utilisation. J CO2 Util. 2022;61:102014. https://doi.org/10.1016/j.jcou.2022.102014.
Arias B, Grasa GS, Alonso M, Abanades JC. Post-combustion calcium looping process with a highly stable sorbent activity by recarbonation. Energy Environ Sci. 2012;5:7353–9. https://doi.org/10.1039/C2EE03008J.
Pissot S, et al. Thermochemical recycling of automotive shredder residue by chemical-looping gasification using the generated ash as oxygen carrier. Energy Fuels. 2019;33:11552–66. https://doi.org/10.1021/acs.energyfuels.9b02607.
Acknowledgements
L. C. Buelens acknowledges financial support from the Fund for Scientific Research Flanders (FWO Flanders) through a postdoctoral fellowship grant 12E5623N. V. V. Galvita acknowledges a personal grant from the Research Fund of Ghent University (BOF; 01N16319).
Author information
Authors and Affiliations
Contributions
VS, LB: Conceptualization, Methodology, Investigation, Data curation, Visualization, Writing—Original Draft; HP: Writing—Review & Editing; GBM, Writing—Review & Editing; VVG: Conceptualization, Methodology, Visualization, Project administration, Funding acquisition, Writing—Review & Editing. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Singh, V., Buelens, L.C., Poelman, H. et al. Chemical looping: a technology platform for upcycling low-grade industrial resources. Discov Chem Eng 3, 12 (2023). https://doi.org/10.1007/s43938-023-00028-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s43938-023-00028-3