
Abstract
A significant increase in roughness of dieless-drawn wires due to the strain-induced roughness phenomenon has been documented. For small-diameter wires, even a slight surface relief creates stress concentrations that may contribute to the wire breakage during cold drawing. This, in turn, significantly limits the achievable diameter of the product and the efficiency of drawing process. The present study, however, demonstrates that reducing the wire roughness is possible by combining the dieless and conventional drawing methods. Thus, it is possible to improve the process workability threefold when compared to dieless drawing alone, and the product quality is simultaneously improved. In addition, the surface defects typical to the dieless-drawn wires have been significantly reduced, resulting in an increase in the wire strength. This new combined technology enables a significant reduction in the wire diameter and facilitates an economical large-scale production of ultra-thin wires. In addition, based on the classic drawing and dieless drawing process, a brass wire with a diameter of 0.017 mm has been manufactured. Six times thinner than a human hair, it is believed to be the thinnest long brass wire currently manufactured in the world.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The functional properties of numerous devices such as micromanipulators, sensors, optoelectronic and electronic devices depend on ultra-thin wires. Thus, numerous techniques for manufacturing these wires have been developed, e.g., lithographic techniques [1], vapor–solid growth [2], some solution-phase synthesis [3], non-catalytic growth [4], and DNA-templated synthesis [5]. These techniques enable the production of ultra-thin wires with diameters as small as only a few nanometers. However, the length of these wires usually does not exceed several micrometers. Meter-long scale wires are still conventionally die-drawn down to a diameter in the range of 0.01–0.02 mm and then, when possible, electrolytically thinned through etching to 0.004 mm (e.g., [6]). The classical method of die-drawing wires with a diameter on the order of a few tens of micrometers is technically difficult, and the production of wires with a diameter less than 0.01 mm is effectively impossible. The availability of suitable dies and the difficulties associated with introducing such a thin wire into the drawing die comprise the most significant limiting factors. A method that overcomes these difficulties and, simultaneously creates the potential for the mass production wires with a diameter smaller than that commercially available from drawing dies is proposed in this paper. The results presented in the paper focus on brass wires; however, the described method is also applicable to other metals.
Thin wires made of copper-based alloys are widely used in industry (electronic, robotic, filtration, etc.). For example, thin brass wires are commonly used as the electrically charged wires in electric discharge machining [7] to excise metallic 3D samples from workpiece materials [8] and other diverse uses, such as manufacturing of meshes for filtration [9], various fiber applications and even jewelry manufacturing. The conventional and classic die-drawing (CD) technology of thin wires is based on cold drawing in dies with diamond or tungsten carbide cores and dies wear out during drawing influencing the cost of the final product. For example, a diamond die can endure approximately 25 days of continuous operation while the tungsten carbide one may withstand approximately 15 days. Though this cost increase does not necessarily constitute a significant component of the final wire price, its contribution increases as the wire diameter decreases. A limiting factor of the conventional drawing technology, therefore, is a balance between the smallest, achievable wire diameter from production and the necessary commensurate economical costs. Currently, a thin brass wire with a diameter in the range of 0.02–0.04 mm is commonly available on the market [10], however, using the smallest dies commercially available, it is possible to produce wires with a diameter of about 0.01 mm. This is the current limit of the conventional die-drawing technology. Nevertheless, the mass production of such thin wires is difficult, and the technological challenges are too demanding for many manufacturers. It is expected that a combination of classic wire drawing (CD) with the dieless drawing (DD) can provide some solutions to these technological problems and make it possible to reduce the wire diameter below the obtainable value from the classical die-drawing technology.
The DD process was first proposed by Weiss and Kot [11]. This process is based on stretching the wire that is moving with simultaneous local heating of its deformation zone (i.e., the deformed wire is moved through a heating device in such a way that its entire length is processed). An electric furnace [12], inductor [13], or laser [14] can be used as a heating device. Adjusting the parameters of the DD process enables the production of wires with a variable diameter along its length [15]. This is not possible in conventional drawing or extrusion. On the other hand, imprecise control of the process parameters impedes the production of a constant diameter wire. An important advantage of the DD process is the absence of the precise and time-consuming operation of introducing the wire tip (i.e., workpiece) into the drawing die as in the CD process. This is especially important for the ultra-thin wires with a diameter smaller than 0.3 mm. A significant advantage of the DD process is the relatively large workability in a single pass due to the high deformation temperature and the lack of friction between the die and the wire. Thus, it can be expected that the DD technology is more suitable than CD for the production of wires with smaller diameters. The smallest wire diameter is determined by the precision of the DD parameters control as well as by the surface quality of the final product.
The DD process parameters should ensure the mechanical stability of the plastic deformation process. According to available sources, the stability criterion was provided by Considère [16] as early as in the nineteenth century. It was subsequently verified experimentally (e.g., Ref. [17]) and generalized for the tensile rods by Backofen [18] in the form of Eq. (1):
where σ is the flow stress, and ε is the strain. For practical application, some terms of the above equation may be neglected, as was done by Wright and Wright [19]. For the DD process, the equation may be rewritten as
where \(\dot{\varepsilon }\) is the strain rate, and T is the temperature. Based on the above equation, a tensile stability parameter Kstab was proposed by Bylya et al. [20] in a form convenient to use in finite-element calculations:
\({K}_{stab}<1\) refers to non-stable tensile deformation, while \({K}_{stab}>1\) to stable deformation. The sensitivity of the DD process stability in regard to deformation temperature [21], strain [22], and strain rate has been discussed in the literature. In particular, it has been shown that for mechanical stability of the DD process, a high dependence of the flow stress on strain [23] and a high value of the strain hardening exponent [24] are advantageous. This requirement, however, limits the applicability of the DD method to some materials. A positive effect of the temperature gradient induced by accelerated cooling of the material at the exit from the deformation zone has been shown in Ref. [19]. In addition, it was shown that the application of smaller incremental deformation steps facilitates the mechanical stability of the process. This observation was the basis for the development of the incremental multi-pass dieless drawing (IMDD) process [25]. This process facilitated the production of wires with a diameter two times smaller than those obtained with classic DD technology [25]. However, the process throughput was appreciably reduced [12].
The wire surface roughness may constitute another problem that further limits a reduction in drawn wire thickness. This is because local stress concentrations related to surface roughness could initiate strong strain localizations. This, in turn, could initiate cracks when the wire is stretched, bent or twisted. Moreover, high roughness adversely affects other important functional properties of the product such as corrosion resistance and electrical conductivity. Since the roughness is a significant disadvantage of the DD process [12], this effect was addressed in numerous theoretical and experimental studies [26]. Two sources of roughness during DD have been recognized. The wire surface oxidation in the heated zone is the first one. Conducting the process under a protective atmosphere, as it has been proposed by Furushima et al. [27], protects the material against oxidation. The other source is related to small-scale deformation heterogeneity (this is referred to as the strain-induced roughness that occurs in all metals, e.g., steels [28], aluminum alloys [29], and titanium [30]). IMDD processed wires exhibit significantly lower roughness than wires with the same thickness reduction produced by the classic low number-pass DD process [13]. The possibilities of reducing the roughness by controlling the stability of the process, however, are limited by, for example, the mechanical properties of the processed material. Nevertheless, it is possible to mechanically smooth the wire surfaces and make the diameter more uniform along the wire length (e.g., by conventional drawing), which will further facilitate the DD process. Conventional drawing can be applied in the same pass used for DD (i.e., the semi-dieless process proposed by Li et al. [31]) or in a separate one. The first solution has numerous disadvantages arising from the difficulties ensuring stability of the deformation process [32]. Applying DD in a separate pass constitutes one of the present research goals. Therefore, in the present study, the IMDD process was combined with conventional drawing in such a way that the principal deformation occurred during the IMDD process while the conventional drawing was applied in each alternate pass to smooth the wire surface. It was hypothesized that such a procedure would simplify the process control and permit the production of wires with smaller diameters. Finding the optimal parameters required for surface smoothness during the classic drawing process was an important component of the present study. This was facilitated using computer modeling. Modeling of surface relief transformations during deformation through finite-element methods has been previously applied to upsetting [33], micro-deep drawing [34], bulk metal forming process [35] and several other metal forming processes. A literature query, however, did not reveal that this numerical methodology had been applied to the classic drawing process. Therefore, such modeling is a part of the present study.
Summing up, an important goal of the present studies was a theoretical and experimental verification of the potential decrease in wire roughness that consequently helps in the reduction of the final wire diameter. This was achieved by combining IMDD with the classic drawing applied in alternating passes.
2 Material and methodology
2.1 The material characterization
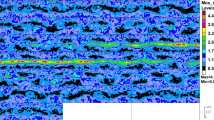
Commercial CuZn37 alloy wire with a diameter of 0.2 mm was used as a starting material. The wire was produced by the classic cold drawing process. Its microstructure (Fig. 1) is composed of highly elongated grains, which is typical for all cold drawn metals. The surface roughness profile of this starting wire is shown in Fig. 2. The roughness expressed as the arithmetic average of profile height deviations from the mean line (Ra) was 0.12 μm. A Zeiss Axio Imager M1m metallographic microscope was used for the microstructural examination. A Wyko NT9300 optical profiler was used for the surface roughness measurement. These measurements were performed at selected stages of each of the tested technologies. A Hitachi S3500-N and FEI-Inspect S50 scanning electron microscopes were used for characterization of the wire surface and for the precise measurement of the wire thickness.

Microstructure of the starting wire

Surface profile along the starting wire
A special customized computer-controlled testing machine was used for tensile testing of the ultra-thin wires. The initial length of the wire sample was 40 mm. A precisely controlled stepper was used to impart an elongation of the sample. The elongation rate was kept constant and equal to 0.1 mm/s. The load (force) was measured by a commercial sensor with a range up to 50 N and an accuracy of 0.01 N. The wire thickness was routinely measured by a micrometer screw with an accuracy of 0.01 mm and subsequently on enlarged images of the wire obtained with a scanning electron microscope. For each variant, at least three samples were tested. The tensile curve (i.e., engineering stress vs. true strain) of the starting material is shown in Fig. 3. The curve can be approximated by a least squares method (the coefficient of determination R2 equal to 0.9987) in the form of Eq. (4):
where \(\sigma \) is the flow stress in MPa, and \(\varepsilon \) is the longitudinal true strain, calculated by the formula \(\varepsilon =\mathrm{ln}\left(\frac{{l}_{1}}{{l}_{0}}\right)\), where l0 and l1 are lengths of wire before and after the deformation, respectively.

True stress vs. true strain tensile curve of the starting wire with a diameter of 0.2 mm
2.2 Processing
The dedicated customized computer-controlled machine used for the classic die and dieless drawing is shown in Fig. 4. The details regarding this machine are previously described in [12]. The accuracy of the temperature measurements during drawing wires was 1.5 ˚C or better. The CD process was performed at a drawing speed of 15 mm/s with soap used as a lubricant. The area reduction in one pass was about 17%, and the die angle was 12˚.

View of experimental setup in a dieless drawing and b conventional wire drawing configurations
A schematic representation of the applied processes is shown in Fig. 5. The process was composed of three kinds of pass-schedules. The first way was the original one-pass process (Fig. 5a), and the second one was the IMDD process with a small partial deformation in each pass (Fig. 5b). This process deformation was controlled by a precise selection of the wire speed on both sides of the heating device (i.e., V1 and V0) adjusted by the rotational speed of the stepper motors. The values of speed V0 and V1 were 15 mm/s and 16.4 mm/s. The third pass-schedule was a combined process in which one pass of the conventional drawing was applied after every 2 passes of DD (Fig. 5c). In addition, CD process was used to obtain wire with diameter of 0.02 mm. In this case, longitudinal true strain in each drawing pass was equal to 0.2. The drawing process was realized with 25 drawing dies. Then DD process was performed to test the capabilities of this method.

Schematic representation of applied processes: a 2 passes of DD; b 3 passes of IMDD); c 3 passes of IMDD followed by 1 pass of CD
2.3 Modeling of the conventional wire drawing
The commercial Qform software (see www.qform3d.com) was used for the FEM simulation of CD. The aim of the simulation was to estimate the change in surface roughness of the drawn wire. The friction coefficient of the processed material against the die lubricated with soap-based grease, equal to 0.2, was selected from the Qform database, and the experimental tensile curve described by Eq. (4) was used. The input angle of the drawing die was equal to 12˚, exactly the same as in the experimental studies. The experimentally determined wire surface roughness profile and that calculated based on the model were used for the initial simulation. The profiles did not show any significant differences. The actual sample surface profile, however, is fairly complex, which significantly extends the required computational time; therefore, in essential calculations, this profile was simplified and replaced by a modeled profile represented by a simple sinusoidal function for which the profile height deviations from the mean line Ra* were very close to the measured value Ra (i.e., the actual roughness with Ra was replaced by the sinusoidal profile with an Ra* numerically very close to Ra). This simplified profile was digitized, and the Ra* value was calculated using the formula:
where yi is the vertical distance from the profile mean line to the i-th profile point coinciding with a node of the computational mesh, and n is the number of profile points used in the calculation. An example of the applied mesh is shown in Fig. 6a. The grid was remesh during deformation to adapt it to the actual geometry of the surface relief. The simplified profile can be described by a much less dense computational grid which significantly speeds the computation. The simplified profile was used in further modeling performed for Ra* values ranging from 0.5 to 1 µm and deformations in the range from 0.1 to 0.2, corresponding to the experimental values. An exemplary result of numerical simulation is presented in Fig. 6b.

FEM model of wire drawing with a initial roughness on the wire surface and b an example of the drawing simulation results for Ra* equal to 0.5 µm after strain equal to 0.2
3 Results and discussion
The investigation showed a significant influence of the drawing technology on the resulting total strain. For the combined technology, the total amount of longitudinal true strain was about 1.24, which is almost twice as large as in the case of IMDD drawing and almost three times as large as in the case of DD process. Thus, the improvement in workability achieved through the combined technology is quite notable. The mechanical properties for the tested wires are collected in Table. 1.
Some differences in the surface appearance of the processed wires were revealed during SEM studies. Characteristic images are collected in Fig. 7. The surface of the baseline commercial wires (i.e., those with a diameter of 0.2 mm) was covered with longitudinal scratches as shown in Fig. 7a that most likely originated from the drawing die. Such scratches are typical, especially when worn dies are used. Scratches with a different orientation occurred more sporadically and could have arisen from manipulations of the wire during the process. For this wire, the Ra value was equal to about 0.12 μm. The surfaces of wires processed during the present studies were investigated after final deformation (Tab. 1). Microscopic examinations showed that the grains located close to the wire surface were clearly larger for the DD processed material than for the IMDD material. In addition, wire surfaces were evidently oxidized (Figs. 7b and c) after both processing routes. The oxide layers clearly covered the scratches of these samples; however, the deepest scratches were clearly visible on the surface of the IMDD sample. Though the wire surface after the combined treatment was less oxidized, surface scratches were not visible; however, relatively shallow surface discontinuities with different orientations with respect to the wire axis were observed (see Fig. 7d).

Wire from CuZn37 alloy: a initial wire d = 0.2 mm, b after the DD process (d = 0.161 mm); c after the IMDD process (d = 0.145 mm); d after the IMDD + CD process (d = 0.108 mm)
The change in the product roughness predicted by the FEM modeling of the conventional drawing process can be summarized in the form of an empirical formula:
where \({R}_{a0}^{*}\) is the initial roughness of the simplified model profile. This formula was determined by a least squares method for which the R2 value was equal to 1. The simulation results showed that a longitudinal true strain of 0.1 reduces the \({R}_{a}^{*}\) value from 0.5 to 0.48 μm, which is clearly not sufficient. For a longitudinal true strain of 0.2, the \({R}_{a}^{*}\) value drops to 0.35 μm, i.e., by 30%. The simulation also predicted that a further increase in strain will result in fracture of the processed wire. Thus, a further increase in deformation is not reasonable. Summarizing, therefore, it is believed that a strain close to 0.2 is beneficial for smoothing the wire profile. In practice, this is achieved by applying a drawing die with a size ensuring the closest possible but slightly smaller strain, i.e., in this case equal to 0.15 ± 0.02.
Roughness changes associated with passes through the individual processes are shown in Fig. 8a. A significant increase in roughness after the first pass through the DD and IMDD processes is clearly visible. The roughness oscillations are a characteristic feature of the combined technology, i.e., roughness increases with each IMDD pass (to a Ra value close to 0.4 μm) and decreases with each CD pass (to a Ra value close to 0.15 μm). Values of partial deformations in both component processes were tailored in such a way that after each cycle the roughness very closely returned to the initial value (Ra value equal to 0.12 μm), as was predicted by FEM and expressed in Eq. 5. Figure 9 shows the surface profiles of the processed wire, before and after the application of DD, as an example of wire surface smoothing in the combined technology. Besides the influence on the wire roughness, a significant effect on the strength of the product has been observed (Fig. 8b). It seems evident that this effect corresponded to the roughness changes because the ultimate tensile strength increases when the sample roughness decreases. This effect is understandable since the reduction in roughness during CD is accompanied by strain hardening of the material drawn at the room temperature. Moreover, some reduction in surface roughness reduces the local stress concentration effect, which is particularly important for a thin wires. For the selected parameters of the combined technology, the increase in the UTS value was at least ~ 20%.

Surface roughness a and tensile strength b of wire after the DD, IMDD and IMDD + CD processes

Surface roughness of wire after: a cold drawing pass, b dieless drawing pass
The use of DD for the CD drawn wire with a diameter of 0.02 mm made it possible to produce a wire with a diameter of 0.017 mm, i.e., about 15% below the diameter of the final die (Fig. 10). The application of the combined technology proposed in the present paper can be expected to contribute to the further reduction of the wire diameter.

The brass wire with a diameter of 0.017 mm
4 Summary
The experimental route proposed in this study combines conventional drawing and dieless drawing and compares the combined technology to the separate component processes. The overall flowchart describing the entire research methodology is shown in Fig. 11. The investigation showed that an increase in the wire surface roughness is a consequence of dieless drawing processes. This effect applies to both the classic dieless drawing process and to the incremental multi-pass dieless one. Significant roughness is detrimental, especially for thin wire drawing; however, the roughness gain during the drawing process can be dramatically reduced or even eliminated by the subsequent use of conventional classic die-drawing. The proposed process of combining incremental multi-pass dieless with the conventional die-drawing, alternatively used in separate passes proved to be relatively easy to control. It not only allows for a reduction in the limit of achievable wire diameter and control of its surface roughness, but also increases the strength significantly. The use of such an approach enables the development a technology to produce ultra-thin brass wires, which has yet to be reported in the world technical literature. The diameter of the produced wire was 0.017 mm, i.e., up to 6 times thinner than some human hair. It is surmised that this is the thinnest long brass wire currently manufactured in the world. The combined technology proposed here can be adapted to an economical large-scale production of other metal wires with a diameter below the value obtainable from classic die-drawing technology. Such wires are in demand for numerous modern technologies.

Overall flowchart of the research methodology
Data availability
Data are available.
Code availability
Not applicable.
References
Enrico A, Dubois V, Niklaus F, Stemme G. Scalable manufacturing of single nanowire devices using crack-defined shadow mask lithography. ACS Appl Mater Interfaces. 2019;11:8217–26. https://doi.org/10.1021/acsami.8b19410.
Zhang H, Tersoff J, Xu S, Chen H, Zhang Q, Zhang K, Yang Y, Lee C-S, Tu K-N, Li J, Lu Y. Approaching the ideal elastic strain limit in silicon nanowires. Sci Adv. 2022;2:e1501382. https://doi.org/10.1126/sciadv.1501382.
Yin X, Wu J, Li P, Shi M, Yang H. Self-heating approach to the fast production of uniform metal nanostructures. ChemNanoMat. 2016;2:37–41. https://doi.org/10.1002/cnma.201500123.
Rackauskas S, Nasibulin AG, Jiang H, Tian Y, Kleshch VI, Sainio J, Obraztsova ED, Bokova SN, Obraztsov AN, Kauppinen EI. A novel method for metal oxide nanowire synthesis. Nanotechnology. 2009;20:165603. https://doi.org/10.1088/0957-4484/20/16/165603.
Guo M, Hernández-Neuta I, Madaboosi N, Nilsson M, van der Wijngaart W. Efficient DNA-assisted synthesis of trans-membrane gold nanowires. Microsystems Nanoeng. 2018;4:17084. https://doi.org/10.1038/micronano.2017.84.
Luma, (n.d.). https://luma-metall.com/product-range-1.
Singh J, Singh R, Kumar R. Review on effects of process parameters in wire cut EDM and wire electrode development. Int J Innov Res Sci Technol. 2016;2:701–6.
Wire EDM for cutting metal 3D prints, Holocreators, Hamburg, Germany, (n.d.). https://holocreators.com/blog/wire-edm-for-cutting-metal-3d-prints/.
120 Mesh ultra thin brass wire mesh plain weave with 0.076 mm-3.522 mm openingitle, (n.d.). http://www.stainlesswovenmesh.com/sale-11834582-120-mesh-ultra-thin-brass-wire-mesh-plain-weave-with-0-076mm-3-522mm-opening.html.
Extra fine brass wire, Marubishi Co. Ltd., Osaka, Japan, (n.d.). https://www.mac-wire.com/en/products/brass.
Weiss V, Kot RA. Dieless wire drawing with transformation plasticity. Wire J. 1969;9:182–9.
Milenin A, Wróbel M, Kustra P. Investigation of the workability and surface roughness of thin brass wires in various dieless drawing technologies. Arch Civ Mech Eng. 2022;22:10. https://doi.org/10.1007/s43452-021-00331-2.
Furushima T, Manabe K. Experimental study on multi-pass dieless drawing process of superplastic Zn–22%Al alloy microtubes. J Mater Process Technol. 2007;187–188:236–40. https://doi.org/10.1016/j.jmatprotec.2006.11.204.
Li Y, Quick NR, Kar A. dieless. J Mater Process Technol. 2002;123:451–8. https://doi.org/10.1016/S0924-0136(02)00110-3.
Supriadi S, Furushima T, Manabe K-I. Development of precision profile control system with fuzzy model and correction function for tube dieless drawing. J Solid Mech Mater Eng. 2011;5:1059–70. https://doi.org/10.1299/jmmp.5.1059.
Considère A. Mémoire sur l’emploi du fer et de l’acier dans les constructions. Ann Des Ponts Chaussées. 1885;34:574–95.
Wróbel M, Pieła K. Basal slip localization in zinc single crystals. The considère analyses. Philos Mag. 2010;90:1873–91. https://doi.org/10.1080/14786430903571446.
Backofen W. Deformation processing. Addison-Wesley; 1972.
Wright RN, Wright EA. Basic analysis of dieless drawing. Wire J Int. 2000;33:138–43.
Bylya OI, Khismatullin T, Blackwell P, Vasin RA. The effect of elasto-plastic properties of materials on their formability by flow forming. J Mater Process Technol. 2018;252:34–44. https://doi.org/10.1016/j.jmatprotec.2017.09.007.
Fortunier R, Sassoulas H, Montheillet F. A thermo-mechanical analysis of stability in dieless wire drawing. Int J Mech Sci. 1997;39:615–27. https://doi.org/10.1016/S0020-7403(96)00060-4.
Furushima T, Manabe K. FE analysis of size effect on deformation and heat transfer behavior in microtube dieless drawing. J Mater Process Technol. 2008;201:123–7. https://doi.org/10.1016/j.jmatprotec.2007.11.229.
Furushima T, Manabe K. Experimental and numerical study on deformation behavior in dieless drawing process of superplastic microtubes. J Mater Process Technol. 2007;191:59–63. https://doi.org/10.1016/j.jmatprotec.2007.03.084.
Milenin A. Rheology-based approach of design the dieless drawing processes. Arch Civ Mech Eng. 2018;18:1309–17. https://doi.org/10.1016/j.acme.2018.04.003.
Milenin A, Furushima T, Du P, Pidvysots’kyy V. Improving the workability of materials during the dieless drawing processes by multi-pass incremental deformation. Arch Civ Mech Eng. 2020;20:86. https://doi.org/10.1007/s43452-020-00092-4.
Milenin A, Furushima T, Němeček J. Transformation of surface roughness of mg alloy tubes during laser dieless drawing. J Mater Eng Perform. 2020;29:7736–43. https://doi.org/10.1007/s11665-020-05234-6.
Furushima T, Imagawa Y, Manabe KI, Sakai T. Effects of oxidation and surface roughening on drawing limit in dieless drawing process of SUS304 stainless steel microtubes. J Mater Process Technol. 2015;223:186–92. https://doi.org/10.1016/j.jmatprotec.2015.03.033.
Sundaram PA. Deformation-induced surface roughening studies in an AISI 1090 spheroidized steel. Scr Metall Mater. 1995;33:1093–9. https://doi.org/10.1016/0956-716X(95)00322-M.
Turner TJ, Miller MP. Modeling the influence of material structure on deformation induced surface roughening in AA7050 thick plate. J Eng Mater Technol. 2006;129:367–79. https://doi.org/10.1115/1.2744395.
Romanova VA, Balokhonov RR, Panin AV, Batukhtina EE, Kazachenok MS, Shakhijanov VS. Micromechanical model of deformation-induced surface roughening in polycrystalline materials. Phys Mesomech. 2017;20:324–33. https://doi.org/10.1134/S1029959917030080.
Li K, Wang Z, Liu X. Study of deformation stability during semi-dieless drawing of Ti-6Al-4V alloy wire. Materials (Basel). 2019. https://doi.org/10.3390/ma12081320.
Li K-S. Liu, Xue-Feng, Shi, Zhang-Zhi, Blockage mechanism of metal wire in semi-dieless drawing and stable forming method. Met Res Technol. 2018;115:112. https://doi.org/10.1051/metal/2017087.
Zilberg YuV, Milenin AA. Study of transformations of surface cavities during upsetting. Dopov Nac Akad Nauk Ukr. 1996;1:61–3.
Manabe K, Shimizu T, Koyama H, Yang M, Ito K. Validation of FE simulation based on surface roughness model in micro-deep drawing. J Mater Process Technol. 2008;204:89–93. https://doi.org/10.1016/j.jmatprotec.2007.10.081.
Stahlmann J, Nicodemus ER, Sharma SC, Groche P. Surface roughness evolution in FEA simulations of bulk metal forming process. Wear. 2012;288:78–87. https://doi.org/10.1016/j.wear.2012.02.005.
Acknowledgements
The work was supported by the National Science Centre of Poland, Project No. 2017/27/B/ST8/01471.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Consent for publication
All the authors agree to publish.
Ethical standard
The authors have no relevant financial or non-financial interests to disclose. The authors have no conflicts of interest to declare that are relevant to the content of this article. All the authors certify that they have no affiliations with or involvement in any organization or entity with any. Financial interest or non-financial interest in the subject matter or materials is discussed in this manuscript. The authors have no financial or proprietary interests in any material discussed in this article. This paper does not contain any studies with human participants or animals performed by any of the authors.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kustra, P., Wróbel, M., Dymek, S. et al. Novel drawing technology for high area reduction manufacturing of ultra-thin brass wires. Archiv.Civ.Mech.Eng 23, 144 (2023). https://doi.org/10.1007/s43452-023-00677-9
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s43452-023-00677-9