
Abstract
The material deformation behaviour during the innovative SPD process called DRECE (Dual Rolls Equal Channel Extrusion) has been analysed by FEM simulations. In the process, a workpiece in the form of a strip is subjected to plastic deformation by passing through the angular channel; however, the workpiece dimensions remain the same after a pass is finished. Performing consecutive passes allow for increasing the effective strain in the material to a required level. In the conducted simulations two various channel angles (108° and 113°) have been taken into consideration, as well as two processing routes, A and C (without and with turning the strip upside-down between consecutive passes, respectively). The analysis of simulation results has revealed that significant strain and stress inhomogeneities across the strip thickness are generated in a single DRECE pass. The die design (the inner and outer corner radius) and friction conditions affect the material flow, reducing significantly the shear strain in the near-surface regions of the strip. The strain inhomogeneity can be effectively reduced by choosing the processing route C. The strain distributions and the corresponding tensile test results have confirmed that the smaller channel die angle allows to generate larger strain and higher strength of the strip but also reduces its ductility more than the die setup with the larger channel die angle.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The enormous effect of intensive plastic deformation on material properties has been already recognized in ancient China [1]. A process consisting of repetitive forging and folding was practically used, later also in Japan, India [2] and the Middle East [3], mostly to produce durable swords. However, the fundamental principle of this technology was ultimately lost in the middle of the eighteenth century. And it was not until the so-called scientific age in the twentieth century that the two most recognized severe plastic deformation (SPD) methods to date has evolved: high-pressure torsion (HPT) [4] and equal channel angular extrusion (ECAE) —the method known also as equal channel angular pressing (ECAP) [5]. The development of new, sophisticated analytical and microscopic tools (e.g. HRTEM—High-Resolution Transmission Electron Microscopy, EBSD—Electron Backscatter Diffraction, OIM—Orientation Imaging Microscopy, and modern X-ray techniques) in the 1980s initiated the so-called microstructural age because it provided an opportunity to evaluate the microstructures of materials processed using SPD techniques [6]. It has caused a growing interest in this field and a great number of the SPD concepts have been developed in the last three decades. Bagherpour et al. [7] have classified so far about 120 techniques intended for various workpiece geometries. Although they all allow obtaining the large accumulated effective total strain, they utilize different deformation modes (from simple shear to pure shear), as well as various loading: monotonic or non-monotonic, cyclic change of strain path. Despite a vast amount of academic studies based on laboratory-scale experiments, SPD methods are still rarely used in industrial practice due to various technical difficulties, complexity, high production costs and limited potential to scale up [8]. However, it was proved many times that such processing considerably changes the functional properties of products and thus, greatly expands their application potential [9].
Among a variety of SPD techniques, the following ones are particularly interesting in terms of sheet metal processing: accumulated roll bonding (ARB) [10], asymmetric rolling with rolls of different diameters [11], asymmetric rolling with various rolls velocity [12], asymmetric ARB [13], repetitive corrugation-straightening (RCS) [14], constrained groove pressing (CGP) [15], equal-channel angular sheet extrusion (ECASE) [16], conshearing [17], continuous confined strip shearing (C2S2) [18] and dual rolls equal channel extrusion (DRECE) [19].
The original laboratory device for the last method mentioned above (DRECE) was constructed in 2009 at VSB—Technical University of Ostrava, Czech Republic (Fig. 1). The method combines the concepts of ECAP and Conform extrusion, and is intended for processing sheet-metal workpieces. A metal strip is introduced into the deformation zone through the gap between the main roll and the feed rolls and then it passes through the channel with a specific angle Φ between the upper and lower die. The strip does not change dimensions after deformation. The friction force necessary to transport the strip between the rolls is generated by the controlled pressure exerted on the feed rolls by hydraulic actuators. The supporting tool and the upper die support ensure the correct guidance of the strip between the rolls during the process.

A schematic representation of the DRECE device with the angular channel dimensions analysed in the paper (Φ = 108° or 113°)
The method was tested on various materials such as aluminium alloys [20], brass [21] and low-carbon steel [22]. In general, the results obtained have shown improvement in the mechanical properties of the investigated strips. The effect of consecutive DRECE passes on the low-carbon steel microstructure, properties, as well as selected results of corresponding numerical simulations, have been presented in [23].
As the finite element method seems to be a very well-developed and frequently used method for solving the issues concerned with classic metal forming processes, there are also many papers presenting FE analysis of various SPD techniques. Most of the reported numerical investigations concern the classical ECAP process issues. For instance, Yoon et al. [24] analysed the effect of outer die angle and material strain hardenability on material flow and strain heterogeneity. Sordi et al. [25] evaluated the influence of die design on pressure forces, strain homogeneity and corner gap formation. Pesin et al. [26] used numerical simulations to explain the differences in deformation modes occurring in the ECAP process and both symmetric and asymmetric rolling. Although the effective strain in analysed cases of ECAP and symmetric rolling was similar, in the SPD method it was generated by simple shear while during rolling – by pure shear. It should be noted here that simple shear is the deformation mode that involves rotation of the axes of the strain ellipsoid which leads to the formation of high angle boundaries and thus to grain refinement. The pure shear mode doesn’t involve such a rotation. Conducting asymmetric rolling by differing the roll velocities changes the deformation mode from pure shear to simultaneous pure and simple shear. It was found that four times greater effective strain can be obtained in the strip this way and grain refinement is possible as well. Rahimi et al. [27] compared the other two promising severe plastic deformation techniques for sheet metallic materials: repetitive corrugation-straightening (RCS) and constrained groove pressing (CGP). The study conducted for pure aluminium revealed that the die filling ratio, as well as the effective strain and its homogeneity, are higher for CGP.
Results presented in [23, 28] have suggested that FE modelling can give a useful insight into issues related to the DRECE process as well. Therefore, in the present study, FEM was used to analyse the effect of selected process conditions on the material flow and the state of stress in the low-carbon steel strips subjected to the consecutive passes of the DRECE process.
2 Description of the DRECE numerical model
A specialized metal-forming FEM software Simufact.Forming 15 was used for conducting numerical simulations of the DRECE process. Four cases, each of them combining 6 consecutive DRECE passes (a combination of two processing routes and two channel angles) have been investigated. Taking into consideration the nomenclature commonly used for a description of ECAP processing routes [29], route A assumed that a steel strip was fed into the deformation gap keeping the same orientation of strip sides in the consecutive passes, while when route C was applied, the strip was turned upside down between consecutive passes (Fig. 2). Due to the obvious reason that there’s a sheet metal workpiece, BA and BC routes (turning of 90° in alternate directions or the same direction between passes, respectively) cannot be applied in the DRECE method.

Two different processing routes applied in the analysed DRECE cases
Geometric features of the model corresponded to the unique DRECE device in VSB Ostrava that is presented schematically in Fig. 1. Deformation of DC01 steel strips with dimensions of 800 × 60 × 2 mm was taken into consideration. Since there is no change in strip dimensions during the process, it was assumed that 2D model of the strip longitudinal section is sufficient in this case and it can significantly reduce the computation time. 13,000 2D quad-shape elements were used for the discretization of the strip longitudinal section (Fig. 3). The average length of the element edge was ca. 0.15 mm. Due to the severe deformation of a strip, the remeshing procedure was launched every time the effective strain (ε) increase of 0.4 has been reached. A strip was defined as the elastic–plastic body while all tooling parts were treated as rigid bodies. Since the temperature rise reaches ca. 100 °C during a single pass, it’s too small to affect the flow stress (σf) of the investigated steel. Moreover, the heat dissipates quickly after the test and a consecutive pass starts at the room temperature as well. Therefore, the Hollomon equation neglecting temperature effect has been considered as a sufficient description of the steel cold deformation behaviour in the analysed cases:

The finite element mesh on the strip longitudinal section
The coefficients in Eq. (1) were determined specifically for the investigated strip from the results of the uniaxial tensile test. The assumed values of DRECE process parameters are collected in Table 1. Coulomb friction model with two different values of friction coefficient were used to differentiate the contact conditions between a strip and various elements of the tooling. As the lubricant Gleit µ® HP 515 was used to reduce friction between the dies and a strip in the experiments, the friction coefficient of 0.1 was assumed to define contact conditions there. However, the rolls with textured surface were used to improve transfer of a strip to the dies. To simulate this textured roll surface, high value of friction coefficient (0.3) was assumed on the rolls-strip interfaces.
3 Results and discussion
During the DRECE pass, a strip is initially bent between the main roll and the feed rolls. Due to the specific construction of the DRECE device, there is a slight folding followed by upsetting of the strip in a place when it meets the upper die. This phenomenon was explained in the previous paper [28]. When the strip meets the lower die, it is bent a little in the opposite direction. Both compression and bending in the inlet channel cause the initial plastic deformation of the strip yet before it is subjected to deformation in the channel intersection. The equivalent strain of ca. 0.2 is obtained in this phase of the process.
The intuitive and convenient way to evaluate the material flow during metal forming processes is an analysis of the marking square grid distortions acquired by either physical or numerical modelling together with stress and strain distributions on the corresponding cross-sections [30]. There are no distinct differences in grid distortions (Fig. 4) as well as in the stress distributions (Fig. 5) on the longitudinal sections of strips subjected to the analysed DRECE cases. The grid in the inlet channel is slightly distorted due to the reasons explained above.

Marking grid distortion on the longitudinal section of the strip after the first DRECE pass conducted in dies with the channel angle of 108° and 113°

Distributions of the mean stress and the equivalent stress on the longitudinal section of the strip subjected to the first pass of DRECE process conducted in dies with the channel angle of 108° and 113°
Three various regions can be distinguished across the strip subjected to the individual DRECE pass, based on the grid distortions (Fig. 4). Inside the internal region (denoted with green colour), the square cells have been transformed into parallelograms with a rather tiny change in thickness. It suggests that the simple shear has been a dominant deformation mode in this region, caused by the significant shear stress occurring in the channel intersection (Fig. 6). As this mode is found to be favourable for grain refinement [8], it is evident that the most distinct microstructural effects of this SPD method are expected in this region. The intense simple shear region takes up more than 50% of the strip thickness and is located closer to the upper strip surface.

Distributions of σx normal stress and τxz shear stress on the longitudinal section of the strip subjected to the first pass of the DRECE process conducted in dies with the channel angle of 108°
Grid distortions (Fig. 4) and stress distributions (Fig. 6) indicate that the shear stress at the channel intersection near the upper strip surface is not so intense and is accompanied by the large positive longitudinal stress. The large positive shear stress is noticed at the channel intersection near the lower strip surface but in this case it follows after the large negative shear stess and is accompanied by the large negative longitudinal stress. Similar grid distortions are typical for ECAP and ECAP-like processes when the rounded dies are used. It is reported in numerous articles focused on the effect of ECAP die designs on the strain inhomogeneity [24,25,26, 31,32,33]. While it was found that the round corners are necessary for practical reasons (they are required to extrude a workpiece through the die channel and reduce forces), they create the low shear deformation regions in which the refined microstructure can be hard to develop [26]. In our cases, the region of low shear deformation close to the strip's upper surface takes up less than 1/6th of the strip thickness while the low shear deformation region near the bottom surface is twice as thick as the upper one.
The studies of grid distortion and stress distributions are well reflected in the shear strain distributions on the strip longitudinal section after the first DRECE pass in both analysed dies (Figs. 7 and 8). Near the bottom and upper strip surfaces, the shear strain is significantly smaller. Distributions are very similar for both cases studied. As was expected, a slightly higher maximum value of shear strain was obtained for the smaller channel die angle. However, the smaller shear strain inhomogeneity was achieved for the bigger channel die angle.

Shear strain distribution maps on the longitudinal section of the strip after the first DRECE pass conducted in dies with the channel angle of 108° and 113°

Distribution of the shear strain over the strip thickness after the first DRECE pass conducted in dies with the channel angle of 108° and 113°
Taking into account the similarity of the DRECE and ECAP methods, it was found in the subject literature that the shear strain for the idealized DRECE case can be calculated analytically. Based on the previous theoretical analyses of Segal [8] and Iwahashi et al. [34], Perez [35] developed for the ECAP process two useful equations that allow obtaining the shear strain for different configurations of the die, where inner and outer die radiuses (r, R, respectively), internal channel die angle Φ as well as strip thickness t are variables. The outer corner angle (Fig. 9), denoted with the symbol x, can be calculated from the formula:

Schematic representation of the die setup variables required for the calculation of shear strain according to Perez equations
Having the outer corner angle given, the shear strain can then be obtained from the expression:
The values of variables in Eqs. 2 and 3 as well as the calculated values of shear strain in a single pass of the analysed DRECE die setups are collected in Table 2. Both theoretical values slightly underestimate the peak shear strain obtained in simulations (γpeak), however, they are much higher than the simulated average shear strain across the sheet thickness (γavg). The best correlation of results was obtained for the average values of shear strain obtained for the simple shear region (γavg-ssr—denoted with green colour in Fig. 4), especially for the smaller channel die angle.
The effective strain distribution on the strip longitudinal section after the first DRECE pass in the analysed dies (Figs. 10 and 11) differs significantly from the shear strain distribution. Neglecting the short (ca. 2–3 mm long) area close to the head of the strip, it is evident that for both die channel angles analysed the effective strain maximum is obtained at the top surface while the minimum – near the bottom of the strip (but not exactly at the surface). It comes from the fact that friction and bending play an important role in material deformation near the strip surfaces. Relatively homogenous effective strain distribution is obtained in the internal region of the strip where the simple shear is dominant (denoted with green colour in Fig. 4). Similarly to the shear strain distributions, smaller effective strain inhomogeneity across the entire strip thickness was obtained for the bigger channel die angle.

Effective strain distribution maps on the longitudinal section of the strip after the first DRECE pass conducted in dies with the channel angle of 108° and 113°

Distribution of the accumulated effective strain over the strip thickness after the first DRECE pass conducted in dies with the channel angle of 108° and 113°
The large strain inhomogeneity along the thickness is observed in the strip subjected to the DRECE process utilizing route A (feeding the strip with no turning between consecutive passes). It raises with every consecutive pass and the character of the strain distribution remains stable (Fig. 12). After six passes, the accumulated effective strain near the upper strip surface is up to twice as much as near the lower surface (Fig. 13). And again, the accumulated effective strain distribution is slightly more homogenous for the bigger channel die angle.

Progression of the accumulated effective strain distribution on the longitudinal section of the strip subjected to the DRECE process conducted in dies with the channel angle of 108°

Distribution of the accumulated effective strain over the strip thickness after 6 DRECE passes conducted in dies with the channel angle of 108° and 113° without turning the strip upside down between consecutive passes (route A)
The simulation results obtained for the route C cases prove that the effective strain inhomogeneity along the strip thickness can be significantly reduced when the strip is turned upside-down between consecutive DRECE passes (Fig. 14). After six passes, the accumulated effective strain within the range of 4.0 to 4.7 and 4.0 to 4.5 was obtained for the channel die angles of 108° and 113°, respectively (Fig. 15). However, although the accumulated effective strain can be nearly homogeneous by using route C, the desired microstructural SPD effects may not be observed near strip surfaces, because in the outer strip regions, especially near the outer die corner, the shearing effect is significantly lower than in the internal region.

Progression of the accumulated effective strain distribution on the longitudinal section of the strip subjected to the DRECE process conducted in dies with the channel angle of 108°

Distribution of the accumulated effective strain over the strip thickness after 6 DRECE passes conducted in dies with the channel angle of 108° and 113° with turning the strip upside down between consecutive passes (route C)
4 Comparison of strip properties
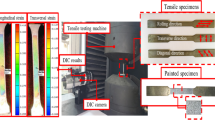
As the simulation results revealed that the DRECE channel angle affects the material deformation behaviour, it can influence the strip properties as well. To find it out, the static tensile tests have been conducted for the strips subjected to the experimental DRECE trials that corresponded to the simulation cases where the processing route A (no turning of a strip between the consecutive passes) was applied. The samples were cut out according to the extrusion direction. The relationship between the DRECE pass number and the mechanical properties of the strips deformed in both die setups is presented in Fig. 16. Although the character of changes is similar for both cases it is also evident that for the smaller channel angle, the higher strength and lower ductility were obtained. The trend is consistent with the numerical results obtained for both the analysed channel die setups.

An effect of the DRECE process on the mechanical properties of strips passing through the dies with the channel angle of 108° and 113° (route A)
5 Summary and conclusions
The finite element analysis is currently a standard for solving many engineering problems. It is also intensively used to understand the effects occurring during various SPD processes. Knowledge of deformation behaviour, as well as strain and stress distributions in a processed workpiece, is necessary to understand the effects the process parameters (e.g. geometric features of dies and deformation path sequence) exert on the microstructure evolution and the resulting functional properties of a product. In the present work, the Simufact. Forming 15 FEA software has been used to check and analyse the material deformation behaviour of the DC01 steel strip subjected to the DRECE process. Two die setups and two processing routes have been taken into consideration. Additionally, the results of static tensile tests have been presented to show the effects of the die setups analysed in the paper on the mechanical properties of strips subjected to the corresponding DRECE experiments. Issues and benefits of the DRECE process were analysed and discussed. The numerical results confirmed that despite a simplified approach to the description of the process conditions, the FE method can provide specific information on the DRECE process that cannot be achieved analytically and is difficult to achieve experimentally. Moreover, FE results can be obtained at a reasonable cost and within a reasonable time frame. Thus, it makes FE modelling a valuable tool for solving technical issues of the presented process in engineering practice.
The following specific conclusions can be drawn from the literature review and the results obtained:
-
In both analysed DRECE die setups the simple shear is a dominant deformation mode over a little more than half of the strip thickness. This deformation mode can be beneficial for the formation of high angle boundaries and grain refinement.
-
While the round die corners are necessary for the practical reasons to extrude a workpiece through the die channel and reduce forces required to conduct the DRECE process, these corners simultaneously create the low shear deformation regions near the strip surfaces.
-
The shear strain value obtained by DRECE process in the internal, high shear deformation region of a strip can be analytically calculated with a reasonable accuracy using the equations proposed by Perez for the corresponding ECAP cases.
-
The large inhomogeneity of both shear and effective strain that develop after a single DRECE pass can be effectively reduced by application of the route C which assumes turning a strip upside down between consecutive passes.
-
Due to the specific construction of the DRECE device, an unintended deformation takes place yet before a strip enters the deformation zone in the channel intersection which contributes to the overall effective strain obtained after every DRECE pass.
-
Among the two analysed DRECE die setups, the one with a smaller channel angle (108°) produces slightly higher peak shear strain and peak effective strain, but also larger strain inhomogeneity along the strip thickness.
-
The smaller channel die angle, the higher strength and the lower ductility of the processed strip are obtained after consecutive DRECE passes.
Data availability
Data will be made available on reasonable request.
References
Wang JT. Historic retrospection and present status of severe plastic deformation in China. Mater Sci Forum. 2006;503–504:363–70. https://doi.org/10.4028/www.scientific.net/MSF.503-504.363.
Srinivasan S, Ranganathan S. India’s legendary wootz steel: an advanced material of the ancient world. Bangalore: National Institute of Advanced Studies and Indian Institute of Science; 2004.
Sherby OD, Wadsworth J. Ancient blacksmiths, the Iron Age, Damascus steels, and modern metallurgy. J Mater Process Technol. 2001;117(3):347–53. https://doi.org/10.1016/S0924-0136(01)00794-4.
Zhilyaev AP, Langdon TG. Using high-pressure torsion for metal processing: Fundamentals and applications. Prog Mater Sci. 2008;53(6):893–979. https://doi.org/10.1016/j.pmatsci.2008.03.002.
Valiev RZ, Langdon TG. Principles of equal-channel angular pressing as a processing tool for grain refinement. Prog Mater Sci. 2006;51(7):881–981. https://doi.org/10.1016/j.pmatsci.2006.02.003.
Langdon TG. Twenty-five years of ultrafine-grained materials: Achieving exceptional properties through grain refinement. Acta Mater. 2013;61(19):7035–59. https://doi.org/10.1016/j.actamat.2013.08.018.
Bagherpour E, Pardis N, Reihanian M, Ebrahimi R. An overview on severe plastic deformation: research status, techniques classification, microstructure evolution, and applications. Int J Adv Manuf Technol. 2019;100:1647–94. https://doi.org/10.1007/s00170-018-2652-z.
Segal V. Review: Modes and processes of severe plastic deformation (SPD). Materials. 2018;11(7):1175. https://doi.org/10.3390/ma11071175.
Valiev RZ, Estrin Y, Horita Z, Langdon TG, Zehetbauer MJ, Zhu Y. Producing bulk ultrafine-grained materials by severe plastic deformation: ten years later. JOM. 2016;68:1216–26. https://doi.org/10.1007/s11837-016-1820-6.
Saito Y, Tsuji N, Utsunomiya H, Sakai T, Hong R. Ultrafine grained bulk aluminum produced by accumulative roll bonding (ARB) process. Scr Mater. 1998;39(9):1221–7. https://doi.org/10.1016/S1359-6462(98)00302-9.
Cui Q, Ohori K. Grain refinement of high purity aluminium by asymmetric rolling. Mater Sci Technol. 2000;10:1095–101. https://doi.org/10.1179/026708300101507019.
Xu G, Cao X, Zhang T, Duan Y, Peng X, Deng Y, Yin Z. Achieving high strain rate superplasticity of an Al-Mg-Sc-Zr alloy by a new asymmetrical rolling technology. Mater Sci Eng A. 2016;672:98–107. https://doi.org/10.1016/j.msea.2016.06.070.
Wierzba A, Mróz S, Szota P, Stefanik A, Mola R. The influence of the asymmetric ARB process on the properties of Al-Mg-Al multi-layer sheets. Arch Metall Mater. 2015;60(4):2821–5. https://doi.org/10.1515/amm-2015-0450.
Mirsepasi A, Nili-Ahmadabadi M, Habibi-Parsa M, Ghasemi Nanesa H, Dizaji AF. Microstructure and mechanical behavior of martensitic steel severely deformed by the novel technique of repetitive corrugation and straightening by rolling. Mater Sci Eng A. 2012;551:32–9. https://doi.org/10.1016/j.msea.2012.04.073.
Shin DH, Park J-J, Kim Y-S, Park K-T. Constrained groove pressing and its application to grain refinement of aluminum. Mater Sci Eng A. 2002;328(1–2):98–103. https://doi.org/10.1016/S0921-5093(01)01665-3.
Saray O, Purcek G, Karaman I, Neindorf T, Maier HJ. Equal-channel angular sheet extrusion of interstitial-free (IF) steel: microstructural evolution and mechanical properties. Mater Sci Eng A. 2011;528(21):6573–83. https://doi.org/10.1016/j.msea.2011.05.014.
Utsunomiya H, Hatsuda K, Sakai T, Saito Y. Continuous grain refinement of aluminum strip by conshearing. Mater Sci Eng A. 2004;372(1–2):199–206. https://doi.org/10.1016/j.msea.2003.12.014.
Han JH, Seok HK, Chung YH, Shin MC, Lee JC. Texture evolution of the strip cast 1050 Al alloy processed by continuous confined strip shearing and its formability evaluation. Mater Sci Eng A. 2002;323(102):342–7. https://doi.org/10.1016/S0921-5093(01)01389-2.
Rusz S, Cizek L, Michenka V, Dutkiewicz J, Salajka M, Hilsner O, Tylsar S, Kedron J, Klos M. New type of device for achievement of grain refinement in metal strip. Adv Mater Res. 2015;1127:91–7. https://doi.org/10.4028/www.scientific.net/AMR.1127.91.
Rusz S, Kłyszewski A, Salajka M, Hilser O, Cizek L, Klos M. Possibilities of application methods DRECE in forming of non –ferrous metals. Arch Metall Mater. 2015;60:3011–6. https://doi.org/10.1515/amm-2015-0481.
Rusz S, Salajka M, Hilser O, Dutkiewicz J, Boruta J, Svec J. Influence of the forming tool parameters on the grain refinement of brass by SPD process. Metal Form. 2017;27(4):301–14.
Jabłońska MB, Kowalczyk K, Tkocz M, Chulist R, Rodak K, Bednarczyk I, Cichański A. The effect of severe plastic deformation on the IF steel properties, evolution of structure and crystallographic texture after dual rolls equal channel extrusion deformation. Arch Civ Mech Eng. 2021;21:153. https://doi.org/10.1007/s43452-021-00303-6.
Kowalczyk K, Jabłońska MB, Tkocz M, Chulist R, Bednarczyk I, Rzychoń T. Effect of the number of passes on grain refinement, texture and properties of DC01 steel strip processed by the novel hybrid SPD method. Arch Civil Mech Eng. 2022;22:115. https://doi.org/10.1007/s43452-022-00432-6.
Yoon SC, Quang P, Hong SI, Kim HS. Die design for homogeneous plastic deformation during equal channel angular pressing. J Mater Process Technol. 2007;187–188:46–50. https://doi.org/10.1016/j.jmatprotec.2006.11.117.
Sordi VL, Mendes Filho AA, Valio GT, Springer P, Rubert JB, Ferrante M. Equal-channel angular pressing: influence of die design on pressure forces, strain homogeneity, and corner gap formation. J Mater Sci. 2016;51:2380–93. https://doi.org/10.1007/s10853-015-9547-2.
Pesin A, Pustovoytov D, Shveyova T, Vafin R. Finite element simulation and comparison of a shear strain and equivalent strain during ECAP and asymmetric rolling. IOP Conf Ser Mater Sci Eng. 2017;293:012007. https://doi.org/10.1088/1757-899X/293/1/012007.
Rahimi F, Sadeghi B, Ahmadi M. Finite element analysis of the deformation behaviour of pure aluminium in repetitive corrugation-straightening and constrained groove pressing. Int J Manuf Technol Manag. 2018;32(6):598–609. https://doi.org/10.1504/IJMTM.2018.095038.
Jabłońska MB, Kowalczyk K, Tkocz M, Bulzak T, Bednarczyk I, Rusz S. Dual rolls equal channel extrusion as unconventional SPD process of the ultralow-carbon steel: finite element simulation, experimental investigations and microstructure analysis. Arch Civil Mech Eng. 2021;21:25. https://doi.org/10.1007/s43452-020-00166-3.
Tong LB, Zheng MY, Hu XS, Wu K, Xu SW, Kamado S, Kojima Y. Influence of ECAP routes on microstructure and mechanical properties of Mg–Zn–Ca alloy. Mater Sci Eng A. 2010;527(16–17):4250–6. https://doi.org/10.1016/j.msea.2010.03.062.
Arentoft M, Gronostajski Z, Niechajowicz A, Wanheim T. Physical and mathematical modelling of extrusion processes. J Mater Process Tech. 2000;106(1–3):2–7. https://doi.org/10.1016/S0924-0136(00)00629-4.
Li S, Bourke MAM, Beyerlein IJ, Alexander DJ, Clausen B. Finite element analysis of the plastic deformation zone and working load in equal channel angular extrusion. Mater Sci Eng A. 2004;382(1–2):217–36. https://doi.org/10.1016/j.msea.2004.04.067.
Beyerlein IJ, Li S, Necker CT, Alexander DJ, Tome CN. Non-uniform microstructure and texture evolution during equal channel angular extrusion. Philos Mag. 2005;85(13):1359–94. https://doi.org/10.1080/09500830500040940.
Skrotzki W. Deformation heterogeneities in equal channel angular pressing. Mater Trans. 2019;60(7):1331–43. https://doi.org/10.2320/matertrans.MF201926.
Iwahashi Y, Wang J, Horita Z, Nemoto M, Langdon TG. Principle of equal-channel angular pressing for the processing of ultra-fine grained materials. Scr Mater. 1996;35(2):143–6. https://doi.org/10.1016/1359-6462(96)00107-8.
Luis Pérez CJ. On the correct selection of the channel die in ECAP processes. Scr Mater. 2004;50(3):387–93. https://doi.org/10.1016/j.scriptamat.2003.10.007.
Acknowledgements
The financial support of the National Science Centre, Poland, and the Ministry of Science and Higher Education, Poland, is gratefully acknowledged.
Funding
This study was funded by the National Science Centre, Poland (Grant No. 2018/31/N/ST8/03134).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Human and animal rights
This article does not contain any studies with human participants or animals performed by any of the authors.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Tkocz, M., Kowalczyk, K., Bulzak, T. et al. Finite element analysis of material deformation behaviour during DRECE: the sheet metal SPD process. Archiv.Civ.Mech.Eng 23, 145 (2023). https://doi.org/10.1007/s43452-023-00671-1
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s43452-023-00671-1