
Abstract
Geopolymer concrete with time is gaining recognition as a sustainable alternative to Portland cement concrete, offering lower carbon emissions and utilising industrial by-products. While prior research focussed on its mechanical properties for structural purposes, this study explores its potential for paving applications. A unique geopolymer concrete mixture suitable for paving, referred to as paving quality geopolymer concrete (PQGC), was developed by incorporating slag sand (SS) as a substitute for river sand (RS). The investigation primarily assessed fatigue life PQGC mixes. The findings demonstrate that the inclusion of SS in PQGC has no significant impact on its setting times or workability. However, PQGC formulated with 100% SS, w.r.t PQGC containing RS, exhibited enhanced mechanical strength of 7% in compression, 16.7% in flexure and 8.3% in split tensile tests at 28 days of open-air curing. Following a 14-day period of curing, PQGC achieved a compressive strength of 46 MPa, surpassing the minimum requirement of 40 MPa as per IRC:58 2015 for pavement quality concrete (PQC) by 15%. To evaluate fatigue performance, PQGC beam specimens were subjected to repeated loading at stress levels ranging from 0.9 to 0.6. The resulting fatigue data were employed to develop stress-fatigue life (SN) and Weibull two-parameter fatigue failure models. Comparative analysis with fatigue failure models such as Indian Road Congress (IRC) and Darter revealed that PQGC exhibits superior fatigue resistance and longer life expectancy compared to PQGC. In conclusion, this study confirms that PQGC incorporating SS is an efficient and eco-friendly choice for constructing rigid pavements with advantages such as curing without water, enabling early opening of roadways to traffic, and excellent resilience under cyclic loads.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Concrete (rigid) pavement is becoming increasingly popular in tropical monsoon climate regions like the coastal region of Karnataka state, India, due to its longevity, improved load-carrying capacity, low maintenance cost and high resilience to persistent rainfall damage. The top surface of concrete pavement is typically a rigid pavement quality concrete (PQC) slab, a structural member, anticipated to withstand stresses induced from wheel loads, temperature, and moisture fluctuations. Ordinary Portland Cement (OPC), coarse aggregate (CA), fine aggregate (FA), and water make up the majority of the PQC combination. Concerns over the depleting aggregate resources, as well as the environmental impact of cement manufacture on the environment, have prompted pavement technologist and road construction experts to investigate sustainable alternatives for PQC materials. Construction and industrial wastes, as well as used tyres, plastics, waste glass and many more are now being considered as CA and FA alternatives. In addition, novel cementitious composites such as alkali activated materials (AAM) and geopolymer-based cement (GC) are being explored as ecologically benign alternatives to OPC.
Davidovits created the term “geopolymer” in 1978 [1, 2]. It is a one-of-a-kind binder made mostly of aluminosilicate materials such fly ash (f-ash), ground granulated blast furnace slag (GGBS), and metakaolin clay. These minerals are mixed in specified quantities with alkaline solutions including sodium hydroxide (NaOH) or potassium hydroxide (KOH) and sodium silicate (Na2SiO3) or potassium silicate (K2SiO3) to produce cement by geopolymerisation process [3, 4]. Geopolymerisation is a four-stage process that is impacted by preparation technique [4, 5], alkaline activator (AA) content [6,7,8,9,10], and raw material chemical composition [11,12,13,14,15]. It entails aluminosilicate monomer dissolution and release of Si–O and Al–O tetrahedral monomers, tetrahedral monomers diffusion into the reaction system, polycondensation generating amorphous structures (–Si–O–Al–O–) or zeolite crystals, and final hardening of the geopolymer concrete (GPC) with water removal [16].
Because of their availability in large volumes and, high silica (SiO2) and alumina (Al2O3) concentrations in fly ash and CaO in GGBS, these materials are often utilised in geopolymer concrete [17,18,19,20,21]. Furthermore, GPC developed based on these components cure ambiently [22,23,24,25,26,27], eliminating the need for heat curing and making it ideal for field applications such as rigid pavement construction [28, 29]. The primary reaction products of f-ash and GGBS-based GPC are calcium silicate hydrate (CSH) gel, calcium aluminosilicate hydrate (CASH) gel, and sodium alumino silicate hydrate (NASH) gel, all of which have a major impact on mechanical strength and durability [30,31,32,33,34]. Precursor materials such as lateritic soil [35], red mud [36, 37], metakaolin [38], volcanic pumice dust [39] and mining tiles [40] have been explored for production of GPC. Many studies conducted thus far demonstrate that GC exhibits comparable performance to OPC [41], suggesting that it could be considered a viable binding material in the construction sector [42].
The Federal Highway Administration of the United States has emphasised the need of GPC meant for paving [43], that has reasonable setting time, hardens at room temperature like OPC, and is cost-effective. Subsequently, in 2014, the first-ever functioning GPC greenfield pavement for the airport in Brisbane, Australia, was constructed [44]. Several studies have investigated GPC's function and features, including as its mechanical strengths and appropriateness for paving applications [45,46,47], slip-form paving [48], and pavement repair operations [49]. Largely, these findings indicate the GPC as a feasible choice for road construction.
Wheel loads, temperature, and moisture all have a substantial impact on GPC performance if used as a road material. Variations in temperature and moisture condition create vertical and horizontal displacements, while wheel loads cause fatigue in the GPC pavement. Fatigue is defined as persistent microstructural degradation caused by repetitive loads on the pavement [50, 51]. OPC pavement fatigue performance is influenced by factors such as bonds at the aggregate–cement interface [52,53,54], concrete’s microstructure depending on additives such as f-ash [55], silica fume, and metakaolin clay [56], presence of fibre types like: steel—plain, corrugated and crimped [56, 57], polypropylene [58], and hybrid [59,60,61]. These factors may significantly affect PQGC also. Hence, study of fatigue behaviour of PQGC becomes important.
River sand is largely used in mortar and concrete. More than 12 million tonnes of natural aggregates are consumed globally by the construction industry to produce concrete [62]. The demand for RS is increasing because of infrastructure development. Considering the depletion of RS supply, the substitution of RS with acceptable alternatives in high-quality GPC for paving would ultimately boost its environmental friendliness. While manufactured sand (M-sand) has been considered as a potential substitute, its use in paving GPC is equally unsustainable due to the environmental harm caused by crushing stones to create M-sand. Some studies [62] have focussed on utilising industrial wastes such as coal bottom ash (CBF) [63], waste foundry sand (WFS) [64, 65], ferrochrome slag (FS) [66], precious slag ball (PSB) [29], copper slag (CuS) [67], recycled glass [68], waste glass and limestone [69] and others as alternatives to RS in OPC. Blast furnace slags are widely generated among different types of metallurgical slags, as blast furnaces are responsible for more than 60% of iron smelting worldwide [70]. Properly harnessing blast furnace slag materials in the construction sector has the potential to conserve millions of tons of natural resources. Currently, the cement industry utilises granulated blast furnace slag (GBS) and GGBS to either produce cement or enhance its quality. However, processed granulated blast furnace slag (PGBS) or slag sand (SS), produced by processing GBS, is considered suitable for use in mortar as a replacement for RS [71]. PGBS exhibits properties similar to RS, such as blunt particles and grain size, while also having improved dry bulk density and mild pozzolanic characteristics, albeit with higher water absorption [70, 71]. The presence of PGBS in mortar is found not to alter the flow property of the mortar. Moreover, studies have shown that mortar specimens containing PGBS exhibit improved mechanical strengths as a result of formation of CSH gel in OPC concrete matrix and improved bonding between cement and PGBS particles [70,71,72]. In addition, PGBS is more cost-effective than RS within proximity of 300–400 km from its production source [73, 74].
2 Research Significance
To address the growing concern for environmental sustainability and the need for sustainable alternatives to traditional river sand (RS) in paving applications, a new type of GPC that incorporates an alternative to RS developed. Previous studies have explored the use of various materials such as PSB [29], CuS [75] and waste glass [76] as potential substitutes for RS in PQGC. However, there is limited research specifically focussed on the use of slag sand (SS) in GPC designed for pavement. To fill this research gap, a novel PQGC that replaces river sand with slag sand was prepared. Different proportions of SS (25%, 50%, 75%, and 100% of RS) were incorporated into the PQGC. The study primarily focussed on investigating the fatigue behaviour of PQGC containing SS. In addition, the researchers also examined the fresh state characteristics and hardened state properties under static loadings before conducting fatigue analysis.
3 Materials Used and Their Properties
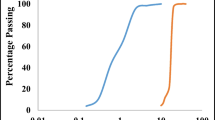
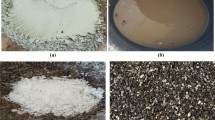
The f-ash, GGBS, 10 M NaOH solution, Na2SiO3 solution, RS, CA, SS, and potable water were the ingredients used to manufacture PQGC. Class F ultra-fine f-ash of UPCL thermal power plant was purchased from an Udupi-based Ash-tech India Pvt. Ltd. The particles of f-ash were mostly ceno-spherical in shape with a smooth-textured, see Fig. 1a, with diameters ranging from 0.03 micron to 3.57 micron and having a mean diameter of 0.67 micron. The JSW GGBS was obtained from a retailer in Mangalore. The GGBS particles, as shown in Fig. 1b, are majorly irregular in shape with sharp edges and rough texture. Locally available RS as FA, and virgin granite stone passing 20 mm was used as CA. JSW slag sand (commercial name of PGBS) as FA was used to replace RS in 25%, 50%, 75% and 100% replacement levels in the PQGC mixes. The SS appeared grey with a surface rough texture having intragranular surface microcavities and micro-fleeces, as depicted in Fig. 2. The manufacturing process of SS at JSW is pictorially presented in Fig. 3. Particle size distribution of the RS and SS were identical, as shown in Fig. 4, and both fall under zone II of IS:2386-Part I, 1963 [77] classifications.

a Fly ash and b GGBS

Slag sand

Manufacturing process of slag sand [84]

Particle size distribution of RS, SS and CA
The physical properties of all the ingredients of the PQGC mix were determined as per the relevant Indian Standard (IS) code presented in Table 1. The chemical composition of f-ash, GGBS and SS is presented in Table 2. The ratio of Si and Al in f-ash, GGBS and SS was found to be 2.4, 2.6 and 2.1, respectively. Any precursor materials having a Si to Al ratio in the range of 2 to 3.5 is suitable for pavement applications [78,79,80,81]. The 10 M NaOH and Na2SiO3 solution in a 1:2.5 ratio was used as alkaline activator (AA) solution. NaOH solution of 10 M was prepared by dissolving 97% pure NaOH crystal in 1 l of water. Na2SiO3 solution contained Na2O—13.54%, SiO2—32.46%, and H2O—54.0% as its composition.
4 Preparation of PQGC Mixes
The PQGC used in this study was a stiff mix with a targeted slump value of 25 ± 10 mm and a compressive strength of 40 MPa. Five PQGC blends, designated as GRS, GS1, GS2, GS3, and GS4, were developed in agreement with the specifications of IRC:44-2017 [82] and Rangan’s Geopolymer concrete mix design guidelines [28, 83]. Consequently, the quantities of ingredients of the PQGC mixes that arrived are tabulated in Table 3. GRS contained 100% RS as fine aggregate whereas in other PQGC mixes, SS replaced the RS in the order of 25%, 50%, 75%, and 100%, respectively, in GS1, GS2, GS3, and GS4.
The blending of PQGC was mixed in a drum-type concrete mixer. Initially, the f-ash, GGBS, CA, and RS/SS were thoroughly mixed for the first 5 min. AA was added later, and the mixing process continued for the next 5 min. After achieving a homogeneous mixture, an appropriate amount of water was added and stirred for an additional 2 min. The workability of the prepared mix was assessed using the slump cone test. Subsequently, the fresh concrete was poured into cylindrical, rectangular, and cubical moulds and left to harden for 24 h. The hardened PQGC specimens were then removed from the moulds and placed in an open-air environment for curing periods of 7, 14, 28, and 56 days. The mixing, placing, and curing procedures of the PQGC mixes were conducted under typical Manipal summer conditions (March to April), with a temperature of 36 degrees Celsius and a relative humidity of 74%.
5 Results and Discussion
5.1 Effect of Slag Sand on Setting Times and Consistency of PQGC Mixes
PQGC setting behaviour is a vital trait that affects the entire sequence of PQGC operations, from manufacture to transportation to application. In the present study the setting times of PQGC mixes were determined as per specifications of IS: 4031 Part 5-1988. The results of the test are depicted in Fig. 5. Accordingly, all the PQGC mixes have shown an initial and final setting times as 70 and 90 min, respectively. This shows that the SS in 25–100% of RS has no impact on the setting times of PQGC mixes.

Initial and final setting time of PQGC mixes
To ensure that a PQC is laid using slip form or pavers, it is crucial to maintain a consistent slump. Therefore, a stiff concrete mix with a slump range of 25–50 mm is preferred for pavement applications [88, 89]. The slump cone test on PQGC mixes was conducted according to the specification stipulated in IS:1199-1959 [90]. The results of the slump test, presented in Fig. 6, indicate that the slump values of GRS and GS series mixes ranged from 25 to 26 mm, meeting the requirement for paving. All PQGC mixes exhibited a stiffer consistency, which is a typical characteristic of f-ash and GGBS-based GPC due to the combined effect of the viscosity of Na2SiO3, the molar concentration of NaOH solution, and GGBS content [79, 91]. Comparison of slumps of GRS and GS series mixes suggesting that the replacement of RS with SS from 25 to 100% did not affect the slump of the PQGC mixes.

Slump of PQGC mixes
5.1.1 SEM Micrographs Analysis of PQGC Mixes
Figure 7a–e shows the SEM micrographs of the GRS and GS series mixes obtained after the 28-day ambient curing. All the micrographs were taken at the central instrumentation facility located in the MIT Manipal campus. As the developed PQGC is a blend of f-ash and GGBS, it primarily comprises CSH [21, 92] alongside CASH and NASH [93,94,95,96] as geopolymer gels nomenclated as GG in all SEM images. SEM image of GRS mix, shown in Fig. 7a, depicts reaction compounds by the process of geopolymerisation with many large and small unreacted or partially reacted f-ash and GGBS particles which are being found held between the reaction compounds. Further, the GRS mix appeared more porous with sizeable number of cracks occurring in unreacted larger f-ash particles. This had a determinantal effect on the mechanical strengths of GRS with respect to the GS series mixes. The replacement levels of RS by SS increasing from 25 to 100% in PQGC instigated a gradual reduction of pores and lowered the number of unreacted f-ash and GGBS particles, which is evident in Fig. 7b–e. In the GS1 mix, Fig. 7b, with 25% RS replacement by SS led to the synthesis of some of f-ash and GGBS particle. However, a few un-synthesised GGBS particles along with several unreacted mid- and small-sized f-ash particles were also identified, whereas GS2, GS3 and GS4 mixes with SS content of 50%, 75% and 100%, respectively, had improved the geopolymer gel compounds in the hardened mass-producing dense and amorphous microstructure with decreased un-synthesised micro f-ash particles as depicted in Fig. 7c–e. All these consequently increased the mechanical strengths under both static and repeated loadings particularly for GS4 mix when compared to GRS mix.

a–e SEM micrographs of PQGC mixes
5.1.2 Effect of Slag Sand on Compressive Strength
The compressive strength of hardened concrete is the most crucial factor in meeting structural requirements and serves as a metric for measuring paving concrete performance and quality. Figure 8 presents the results of a compressive strength test conducted on hardened samples of GRS and GS series mixes, following the standards set by IS:516 Part-1/Sec-1 2021 [97]. Figure 8 illustrates an increasing trend in compressive strength from 7 to 56 days of open-air curing. At 7 days, the GRS mix exhibited 58% of its 28-day compressive strength, while the GS series mixes showed at least 66% of its compressive strength at 28 days. The synthesis of CaO from GGBS initially produce the hydration product CSH, later the formation of NASH and CASH compounds, as commonly observed reaction chemistry in fly ash and GGBS-blended GPC [33, 34] is the primary reason for the early gain and increase of compressive strength in PQGC. The discontinuous line in Fig. 8 represents the minimum compressive strength requirement (40 MPa) according to IRC 58:2015 [88] for pavement concrete to be opened for vehicular traffic. Interestingly, both GRS and GS series mixes exceed the minimum compressive strength requirement of 40 MPa by 10% and 15%, respectively, at 14 days of open-air curing. In contrast, achieving a compressive strength of 40 MPa or higher with Portland cement concrete as a binder would typically require at least 28 days under normal circumstances. Hence, it can be inferred that concrete roads made with GRS and GS series mixes would practically facilitate the early opening of roadways to traffic. Furthermore, the 28-day compressive strength results of GRS and GS series mixes indicate that all mixes achieved a compressive strength above 56 MPa, which is at least 37% higher than 40 MPa. In addition, comparing the compressive strength of GRS (56.3 MPa), GS1 (56.8 MPa), and GS2 (56.8 MPa) reveals a marginal variation in strength, suggesting that replacing up to 50% of RS with SS in PQGC has no significant impact on compressive strength. However, GS3 (58.2 MPa) and GS4 (60.6 MPa) demonstrated a 3.4% and 7.0% improvement in compressive strength, respectively, when compared to the GRS mix. This enhancement can be attributed to the reduced unreacted fly ash and GGBS particles as a result of contribution of CaO from SS [70, 72] producing refined microstructure, as shown in Fig. 7d, e. In addition, the quantity of fine particles of SS also increases with higher content of SS which further aided in improving compressive strength of GS3 and GS4 by filling the intergranular pores [72]. On the other hand, there was only a 3% improvement in compressive strength from 28 to 56 days, indicating a minimal rate of geopolymerisation in the GRS and GS series after 28 days.

Compressive strength of PQGC mixes
5.1.3 Effect of Slag Sand on Flexural Strength
Structures such as rigid pavement need to possess sufficient flexural strength (FS) for increased fatigue resistance and longer lifespans. According to IRC 58:2015 [88] guidelines, rigid pavements should have a minimum flexural strength of 4.5 MPa, determined after a 28-day curing period (depicted by the discontinuous line in the figure). To determine the flexural strength of GRS and GS series PQGC mixes, a two-point bending test was conducted on hardened beams measuring 500 mm × 100 mm × 100 mm, following the specifications of IS:516 Part-1/Sec-1 2021 [97]. The test was carried out at 7, 14, and 28 days of open-air curing. The results of the flexural strength test are presented in Fig. 9. The figure indicates that, for the initial 7 and 14 days of curing, the flexural strength of GS series mixes remains lower than that of GRS mixes. This suggests that PQGC mixes with SS exhibit less initial bending strength during initial days of curing. However, after 28 days of curing, the flexural strength of GRS (5.4 MPa), GS1 (5.3 MPa), GS2 (5.2 MPa), GS3 (5.3 MPa), and GS4 (6.3 MPa) exceeds the minimum requirement of 4.5 MPa, representing an overall increase of 22%. It appears that, the flexural strength of GS1, GS2, and GS3 closely aligns with that of GRS, indicating that the incorporation of SS in PQGS up to a 75% level has no considerable influence on flexural strength. PQGC containing 100% SS, GS4, exhibited 16.7% enhancement in flexural strength w.r.t GRS. In addition to enhanced geopolymer reaction products and improved microstructure (Fig. 7e), the rough texture and blunt shape of SS particle may have led to the development of physical bond between the binder and SS particles that improved the flexural strength of GS4 [72, 98].

Flexural strength of PQGC mixes
5.1.4 Splitting Tensile Strength of PQGC Mixes
The splitting tensile strength of concrete is a measure of hardened concrete’s tensile behaviour under circumferential tensile loading. The splitting tensile strength was conducted as per IS:516 Part-1/Sec-1 2021 [97] and the result of the test is presented in Fig. 10. The figure demonstrates the variation in splitting tensile strength of GRS and GS series mixes for 7, 14 and 28 days followed the similar trend as that of flexural strength gain. At 28 days of curing, variation of splitting tensile strength between GS1, GS2, GS3 and GRS was marginal, whereas GS4 mix registering an improved splitting strength of 8.3% w.r.t GRS. It is the rough textured of the SS particles that may have caused development of strong bond between the binder and SS particle, therefore, improving the tensile behaviour of GS4 [72].

Splitting tensile strength of PQGC mixes
According to the results of the mechanical strength tests, the PQGC mix with 100% SS, i.e. GS4, outperformed the other PQGC mixes. In summary, better synthesis of fly ash and GGBS particles, refined microstructure, filling of pores by fine slag sand particles, and bonding between the binder and slag sand particle benefited GS4 in obtaining enhanced characteristics. As a result, for subsequent study, only GRS and GS4 mixtures are compared.
5.1.5 Relationship Between Compressive Strength and Flexural Strength of GRS and GS4 Mix
There are well-established equations that can predict the relationship between the compressive strength (fc) and flexural strength (fs) of OPC. These equations are based on empirical correlations and are commonly used in the construction industry. The relationship between fc and fs of GPC is complex and depends on various factors, including the precursor, mix design, curing conditions, and the type and concentration of alkali activators used. As a result, there is no standardised relationship is established so far to predict flexural strength of GPC from compressive strength. In this study, Eqs. (1) and (2) were developed, using square root model [99] of the form \(fs=b{fc}^{1/2}\), to establish the relationship between compressive and flexural strength for GRS and GS4 mixes. The coefficients ‘b = 0.72’ and ‘b = 0.85’, respectively, for GRS and GS4 mixes were determined by fitting the data of flexural strength and square root of compressive strength and using power function. The coefficient b for OPC varies from 0.62 to 0.69 according to certain codes and standards [99,100,101]. Contrary, some studies suggest higher b value for GPC as 0.93 [102] and PQGC as 0.82 [103] and 0.93 [29]:
where fGRS and fGS4 are the flexural strength in MPa and fc_GRS and fc_GS4 are the compressive strength in MPa.
The proposed models were compared with existing correlation equations found in the literature and codes, as depicted in Fig. 11. From the figure, it is evident that the predicted flexural strength using the proposed Eqs. (1) and (2) for GRS and GS4 mixes, respectively, were greater than the flexural strength calculated for OPC concrete using the formulae provided in codes such as IS 456 (2007) [104], ACI 318-14 (2014) [100], BS-8110 and NZS3101 [105]. In addition, the projected flexural strength obtained from the equations developed by researchers of PQGC mixes GC1 [103] and GC2 [106] were higher than the predicted flexural strength for GRS using the proposed Eq. (1). Furthermore, for every level of compressive strength, the flexural strength of the GS4 mix computed using the proposed Eq. (2) remained higher than the flexural strength of GC1 and GC2.

Comparison of correlation between the compressive strength and flexural strength of PQGC and PQC
5.1.6 Analysis of Fatigue Behaviour of GRS and GS4 Mix
Figure 12 illustrates the MTS SERVO equipped, 5-ton loading capacity, two-point repetitive load testing equipment. In view of the results of flexural strength and the benefit to the environment in terms of conservation of RS, the PQGC mix GS4 was considered for fatigue response study, and the results are compared with the GRS mix to know the effect of 100% replacement of RS by SS. The 35 beams each for GRS and GS4, of dimension 500 mm × 100 mm × 100 mm, were subjected to cyclic loading for a constant amplitude and a frequency of 10 Hz with stress levels (it is the ratio of applied stress to the modulus of rupture [FS]) ranging from 0.9 to 0.6. This study used a cyclic load threshold of 3,00,000 cycles since fatigue testing is a time-consuming and expensive procedure that necessitates the inspection of numerous samples. When the specimen failed, or the threshold point was reached, the application of cyclic loads on the beam was stopped. The results of the fatigue failure data were analysed mainly by the S–N curve and probabilistic approaches.

Repetitive loading set up
5.1.7 S–N Curves of GRS and GS4 Mixes
The S–N curves are regarded as the backbone of fatigue data analysis from the beginning of fatigue behavioural studies. It provides the most basic information about concrete specimen fatigue behaviour [107]. S–N curves show structural degradation and bond breakdown in general. Engineering studies almost primarily use the most common scale, linear stress levels, SL versus log of fatigue life, N. The fatigue test data of GRS and GS4 mixes are tabulated in Table 4. The figure depicts that the fatigue life increased as the stress level decreased for both GRS and GS4 mixes. Comparing the fatigue life of both blends for all stress levels indicates that the GS4 mix exhibits higher fatigue endurance than the GRS mix. For instance, at a peak stress level of 0.9, the minimum and maximum fatigue cycles for the GRS mix were 170 and 730. Whereas for the GS4 mix, the minimum and maximum fatigue cycles was 1522 and 16,102. Similarly, at the lowest stress level of 0.6, the GRS mix sustained a minimum of 87,370 and a maximum of 199,342 fatigue cycles. At the same time, GS4 mix borne a minimum of 97,000 and a maximum of 265,001 fatigue cycles. This enhancement in the fatigue life of the GS4 mix can be attributed to the intragranular micro cavity present on the surface of SS. The GC paste fills this intragranular micro cavity wholly or partially, thus improving the bond strength in GS4. At the same time, with 100% SS in GS4, the synthesis of f-ash and GGBS particles is found to be maximum, as indicated in Fig. 7e, which also improved the hardened properties of GS4. The data of the fatigue test were utilised to plot the S–N diagram, as shown in Fig. 13. Correspondingly, liner fitting models given in Table 5 for GRS and GS4 mixes were proposed. These proposed models reasonably estimate the fatigue life cycles at any given value of stress level. Thus, the proposed models can be used for designing of PQGC pavement with or without SS.

S–N curve for GRS and GS4 mixes
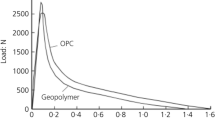
The fatigue life estimated from the proposed S–N models for GRS and GS4 were compared with the fatigue cycles obtained from models for PQC, viz. PCA/IRC [88]and ERES/COE FFM [108, 109], and for special concretes such as mixed fibre-reinforced PQC [110], AAC with copper slag FA and AAC with PS ball FA [111]. The comparative analysis has been pictorially presented in Fig. 14. It can be perceived from the figure that the GRS and GS4 mix showed higher fatigue strength w.r.t PQC and AAC with PS ball FA. In contrast, w.r.t mixed fibre-reinforced PQC and AAC with copper slag FA, the fatigue strength of both GRS and GS4 remained lower after a stress level of 0.80.

Comparison of fatigue lives of GRS and GS4 with different concretes
5.1.8 Probabilistic Analysis of GRS’s and GS4’s Fatigue Failure Data
The S–N curve is obtained by fitting fatigue data with the least square method, and its failure probability is close to 50% [112]. Since PQGC is a heterogeneous material with variable fatigue loading, the flexural fatigue lifetimes of PQGC are distinct. However, to achieve sufficient fatigue resistance, an acceptable flexural fatigue strength must be selected throughout the design phase, and the fatigue strength must reflect the uncertainty in the fatigue behaviour. This form of uncertainty can be effectively dealt with using probabilistic reliability theory, but a proper mathematical model must be chosen. The Weibull distribution model is the best suited model to represent the distribution of the flexural fatigue life of PQGC, considering the real service circumstances and variability of PQGC for paving applications.
The two parameters of Weibull probability’s cumulative distribution function, Pf(n) are represented by Eq. (3):
where n is the random variable of N’s particular value; α is the shape parameter or Weibull slope at stress level S; µ is the scale parameter or characteristic life at stress level S; and n0, s is the location parameter or minimal life at stress level S.
The Weibull shape and scale parameters can be estimated using the graphical approach, the method of moments, or the maximum likelihood estimator. The graphical method of calculating Weibull parameters, on the other hand, is easy and was used in this study to estimate the Weibull parameters. Accordingly, the Eq. (3) can be deduced to an equation of form Y = dependent variable, x = independent variable, m = slope, c = constant, Y = mx ± c, as follows:
where we have
The two Weibull parameters ‘α’ and ‘µ’ are estimated using the graphical method as follows. First, the fatigue data of each stress level are arranged in ascending order. Then, the survival-ship function ‘LR’ is calculated by Eq. (8):
where i is the failure order number, and k is the number of data points in a data sample under consideration at a particular stress level. The values empirical survival ship function LR for i = 1 to 5 at stress level = 0.90 is presented in Table 6.
The procedure above is extended to other values of stress levels, viz.0.85, 0.80, 0.75, 0.70, 0.65 and 0.60 of both GRS and GS4 mixes, and the graph between ln [ln(1/LR)] and ln(n) is plotted as shown in Fig. 15. The slope of the line gives the value of α whereas µ is determined from the Eq. (7) for the known value of B obtained from the graphs. Weibull parameters were estimated as tabulated in Table 7.

Graphical analysis of fatigue life at SL = 0.9 for a GRS and b GS4 mixes
5.1.9 K–S Goodness of Fit Test
It is clear from the previous session that the graphical method accurately estimates the Weibull parameters, as revealed by correlation coefficient values ranging from 0.90 to 0.98 for stress levels ranging from 0.90 to 0.60. In addition, a goodness of fit test is performed to demonstrate the significance of the graphical method for estimating the Weibull parameter. For this purpose, the K–S test method is appropriate because flexural fatigue life is a one-dimensional random variable. The theoretical distribution of a small sample size is a completely known continuous distribution.
If F≠(ni) and F(ni) represent observed cumulative distribution and hypothesised cumulative distribution according to Eq. (3). Then, the fitting model is said to be significant and accepted when \({D}_{t}={\mathrm{max}}_{i}^{k}\left\{\left|{{\varvec{F}}}^{\ne }\left({n}_{i}\right)-{\varvec{F}}\left({n}_{i}\right)\right|\right\}\) is less than \({D}_{\mathrm{c}}\left(i, \beta \right)\), where Dt and Dc are tabulated and critical values, respectively, whereas \(i\) and \(\beta\) are the order number of data points and significance level, respectively. It can be found from Table 8 that for i = 5 and β = 0.05, the graphical method satisfactorily estimates the Weibull parameter.
5.1.10 Probability of Survival (P s) of GRS and GS4 Mixes
Equation (3) can be rearranged into Eq. (9) by substituting LR = 1 − Pf, which allows for the determination of survival probability (Ps) for any given failure probability (Pf). As per IRC:58 2015, Expressways and National Highways pavement design require accounting for a failure margin of 10%. Thus, the survival probability curves for GRS and GS4 were determined at Pf = 10% and are compared with the PQC survival probability curve (obtained from the equation given in IRC: 58 2015 for Pf = 10%) in Fig. 16. The comparison reveals that both GRS and GS4 exhibit a better chance of survival than the PQC:

Probability of survival of PQC, GRS and GS4 mixes
5.1.11 Endurance Limit (EL) of GRS and GS4 PQGC Mixes
Repeated traffic loads can subject PQGC pavement to fatigue stress, causing it to fail at a stress level lower than its maximum stress under static loading. Therefore, it is practical to determine the fatigue stress level in terms of endurance limit (EL). EL is defined as the maximum stress value a material can withstand under loading cycles without undergoing fatigue failure. The EL value for rigid pavement is typically 20,00,000 cycles [107, 113]. To determine the stress levels corresponding to EL of 20,00,000 fatigue cycles for GRS and GS4 mixes, SN curves were plotted using the proposed models presented in Table 5, between stress levels 0.445 and 0.55. As shown in Fig. 17, the EL occurs at stress levels of 46.6% and 56.7% for GRS and GS4, respectively. These stress levels in terms of actual flexural stress correspond to 2.93 MPa for GRS and 2.94 MPa for GS4. Table 9 provides the details of the occurrence of EL for GRS, GS4, and other types of PQC.

Endurance limit of GRS and GS4
Table 9 clearly shows that GRS and GS4 mixes required higher stress levels to achieve 20,00,000 fatigue cycles than PQC made with OPC. However, GRS and GS4 sustained lower stress levels to reach EL than steel fibre-reinforced PQC. The presence of steel fibres in concrete bridges the cracks and delays their propagation, thereby enhancing EL. Consequently, steel fibre-reinforced PQC exhibits better endurance than GRS and GS4. Moreover, the stress levels at EL for GRS were found to be comparable to those of AAC containing PBS as FA. On the other hand, GS4 required a higher stress level to reach EL when compared to AAC containing PBS as FA.
6 Conclusion
The study investigated the effects of replacing river sand with slag sand on the hardening time, workability, and hardened properties of PQGC. The outcome of the present study is given as follows:
-
Physical properties such as specific gravity and particle size distribution of river sand and slag sand were found to be similar which suggests that slag sand can be used for pavement grade concrete. Also no effect on setting character and workability is found.
-
Strength gain is faster as the designated strengths were achieved in 14 days for PQGC as against 28 days for PQC. Strength gain after 28 days was minimal.
-
Flexural and split tensile performance were similar for all PQGC mixes irrespective of replacement levels of steel slag. 28 day cured PQGC mix with 100% slag sand performed best among the samples tested.
-
Comparative analysis of fatigue lives of PQC, GRS and GS4 indicate that the slag sand improved the fatigue endurance of PQGC. The fatigue endurance were of the order GS4 > GRS > PQC. The improved bond between the binder and slag sand, maximum synthesis of fly ash and GGBS particles aggregate, refined microstructure all enhanced the fatigue durability of PQGC having 100% slag sand.
-
Incorporation of slag sand partially or fully in PQGC reduces dependency on river sand and makes road construction economical particularly in the region located near to slag sand production.
-
Overall, slag sand in PQGC makes it even more environment friendly, promotes utilisation of industrial waste, reduces river sand demand and has major impact on overall economy.
Data availability
The raw data were generated at Civil Engineering department laboratories. The data referred for comparision are available at https://doi.org/10.1016/j.aej.2016.04.008, https://doi.org/10.1007/s42947-020-1074-0 IS 456. (2000). Bureau of Indian Standards, New Delhi (pp. 1–114) https://doi.org/10.1080/14680629.2021.1926311, https://doi.org/10.3390/ma14164690 IRC. IRC:58 - 2015, Guidelince for the design of plane jointed Rigid pavements for Highways. fourth revision. https://doi.org/10.1016/j.trpro.2020.08.071 Roesler, J. (2006). Fatigue resistance of concrete pavements. In 6th International DUT—Workshop on fundamental modelling of design and performance of concrete pavements, September 1-18. Chandrashekarha, A U. Ravi Shankar, and Girish M.G., “Fatigue Behaviour of Steel Fibre Reinforced Concrete With Fly Ash,” Highway Research Journal, 3(1), 1–28, 2010 https://doi.org/10.1007/s42947-019-0078-0.
References
Roy, D. M. (1999). Alkali activated cements, opportunities and challenges. Cement and Concrete Research, 29, 249–254.
Palomo, A., Grutzeck, M. W., & Blanco, M. T. (1999). Alkali-activated fly ashes: A cement for the future. Cement and Concrete Research, 29(8), 1323–1329. https://doi.org/10.1016/S0008-8846(98)00243-9
Davidovits, J., Davidovics, M., Balaguru, P. N., Foden, A., Sorathia, U., & Lyon, R. E. (1996). Fire response of geopolymer structural composites In: Proceedings of the 1st international conference on fiber composite in infrastructures (ICCI96). Department Civil Engineering, University of Arizona, Tucson, 972–981.
Davidovits, J. (1991). Geopolymers—Inorganic polymeric new materials. Journal of Thermal Analysis, 37(8), 1633–1656. https://doi.org/10.1007/BF01912193
Davidovits, J. (1998). Geopolymer chemistry and properties. In 1st European conference on soft mineralurgy, Compiegne, France (Vol. 1, pp. 25–48).
Xin, L., Jin-yu, X., Weimin, L., & Erlei, B. (2014). Effect of alkali-activator types on the dynamic compressive deformation behavior of geopolymer concrete. Materials Letters, 124, 310–312. https://doi.org/10.1016/j.matlet.2014.03.102
Leong, H. Y., Ong, D. E. L., Sanjayan, J. G., & Nazari, A. (2016). The effect of different Na2O and K2O ratios of alkali activator on compressive strength of fly ash based-geopolymer. Construction and Building Materials, 106, 500–511. https://doi.org/10.1016/j.conbuildmat.2015.12.141
Ben Haha, M., Le Saout, G., Winnefeld, F., & Lothenbach, B. (2011). Influence of activator type on hydration kinetics, hydrate assemblage and microstructural development of alkali activated blast-furnace slags. Cement and Concrete Research, 41(3), 301–310. https://doi.org/10.1016/j.cemconres.2010.11.016
Thunuguntla, C. S., & Gunneswara Rao, T. D. (2018). Effect of mix design parameters on mechanical and durability properties of alkali activated slag concrete. Construction and Building Materials, 193, 173–188. https://doi.org/10.1016/j.conbuildmat.2018.10.189
Rashad, A. M. (2013). A comprehensive overview about the influence of different additives on the properties of alkali-activated slag—A guide for Civil Engineer. Construction and Building Materials, 47, 29–55. https://doi.org/10.1016/j.conbuildmat.2013.04.011
Mozgawa, W., & Deja, J. (2009). Spectroscopic studies of alkaline activated slag geopolymers. Journal of Molecular Structure, 924–926(C), 434–441. https://doi.org/10.1016/j.molstruc.2008.12.026
Andini, S., Cioffi, R., Colangelo, F., Grieco, T., Montagnaro, F., & Santoro, L. (2008). Coal fly ash as raw material for the manufacture of geopolymer-based products. Waste Management, 28(2), 416–423. https://doi.org/10.1016/j.wasman.2007.02.001
Hamidi, R. M., Man, Z., & Azizli, K. A. (2016). Concentration of NaOH and the effect on the properties of fly ash based geopolymer. Procedia Engineering, 148, 189–193. https://doi.org/10.1016/j.proeng.2016.06.568
Li, N., Shi, C., Zhang, Z., Wang, H., & Liu, Y. (2019). A review on mixture design methods for geopolymer concrete. Composites Part B Engineering, 178(September), 107490. https://doi.org/10.1016/j.compositesb.2019.107490
Provis, J. L., Palomo, A., & Shi, C. (2015). Advances in understanding alkali-activated materials. Cement and Concrete Research, 78, 110–125. https://doi.org/10.1016/j.cemconres.2015.04.013
Singh, B., Ishwarya, G., Gupta, M., & Bhattacharyya, S. K. (2015). Geopolymer concrete: A review of some recent developments. Construction and Building Materials, 85, 78–90. https://doi.org/10.1016/j.conbuildmat.2015.03.036
Blissett, R. S., & Rowson, N. A. (2012). A review of the multi-component utilisation of coal fly ash. Fuel, 97, 1–23. https://doi.org/10.1016/j.fuel.2012.03.024
Toniolo, N., & Boccaccini, A. R. (2017). Fly ash-based geopolymers containing added silicate waste. A review. Ceramics International, 43(17), 14545–14551. https://doi.org/10.1016/j.ceramint.2017.07.221
Junaid, M. T., Kayali, O., Khennane, A., & Black, J. (2015). A mix design procedure for low calcium alkali activated fly ash-based concretes. Construction and Building Materials, 79, 301–310. https://doi.org/10.1016/j.conbuildmat.2015.01.048
Mehta, A., & Siddique, R. (2016). An overview of geopolymers derived from industrial by-products. Construction and Building Materials, 127, 183–198. https://doi.org/10.1016/j.conbuildmat.2016.09.136
Li, N., Shi, C., Wang, Q., Zhang, Z., & Ou, Z. (2017). Composition design and performance of alkali-activated cements. Materials and Structures/Materiaux et Constructions. https://doi.org/10.1617/s11527-017-1048-0
Zende, R., & Mamatha, A. (2015). Study on fly ash and GGBS based geopolymer concrete under ambient curing. Journal of Emerging Technologies and Innovative Research, 2(7), 3082–3087.
Samson, G., Cyr, M., & Gao, X. X. (2017). Formulation and characterization of blended alkali-activated materials based on flash-calcined metakaolin, fly ash and GGBS. Construction and Building Materials, 144, 50–64. https://doi.org/10.1016/j.conbuildmat.2017.03.160
Ou, Z., Feng, R., Mao, T., & Li, N. (2022). Influence of mixture design parameters on the static and dynamic compressive properties of slag-based geopolymer concrete. Journal of Building Engineering, 53(April), 104564. https://doi.org/10.1016/j.jobe.2022.104564
Ding, Y., Shi, C. J., & Li, N. (2018). Fracture properties of slag/fly ash-based geopolymer concrete cured in ambient temperature. Construction and Building Materials, 190, 787–795. https://doi.org/10.1016/j.conbuildmat.2018.09.138
Wardhono, A., Law, D. W., & Strano, A. (2015). The strength of alkali-activated slag/fly ash mortar blends at ambient temperature. Procedia Engineering, 125, 650–656. https://doi.org/10.1016/j.proeng.2015.11.095
Prachasaree, W., Limkatanyu, S., Hawa, A., Sukontasukkul, P., & Chindaprasirt, P. (2020). Development of strength prediction models for fly ash based geopolymer concrete. Journal of Building Engineering, 32(November 2019), 101704–101711. https://doi.org/10.1016/j.jobe.2020.101704
Girish, M. G., Shetty, K. K., & Nayak, G. (2021). Synthesis of fly-ash and slag based geopolymer concrete for rigid pavement. Materials Today Proceedings. https://doi.org/10.1016/j.matpr.2021.11.332
Talkeri, A., & Ravi Shankar, A. U. (2022). Alkali activated slag-fly ash concrete incorporating precious slag as fine aggregate for rigid pavements. Journal of Traffic and Transportation Engineering (English Edition), 9(1), 78–92. https://doi.org/10.1016/j.jtte.2021.05.001
Nagajothi, S., & Elavenil, S. (2021). Effect of GGBS addition on reactivity and microstructure properties of ambient cured fly ash based geopolymer concrete. SILICON, 13, 507–516. https://doi.org/10.1007/s12633-020-00470-w
Mehta, A., Siddique, R., Ozbakkaloglu, T., Uddin Ahmed Shaikh, F., & Belarbi, R. (2020). Fly ash and ground granulated blast furnace slag-based alkali-activated concrete: Mechanical, transport and microstructural properties. Construction and Building Materials. https://doi.org/10.1016/j.conbuildmat.2020.119548
Criado, M., Aperador, W., & Sobrados, I. (2016). Microstructural and mechanical properties of alkali activated Colombian raw materials. Materials. https://doi.org/10.3390/ma9030158
Yip, C. K., Lukey, G. C., & Van Deventer, J. S. J. (2005). The coexistence of geopolymeric gel and calcium silicate hydrate at the early stage of alkaline activation. Cement and Concrete Research, 35(9), 1688–1697. https://doi.org/10.1016/j.cemconres.2004.10.042
Puligilla, S., & Mondal, P. (2015). Co-existence of aluminosilicate and calcium silicate gel characterized through selective dissolution and FTIR spectral subtraction. Cement and Concrete Research, 70, 39–49. https://doi.org/10.1016/j.cemconres.2015.01.006
Cyriaque Kaze, R., Naghizadeh, A., Tchadjie, L., Adesina, A., Djobo, J. N. Y., Nemaleu, J. G. D., Kamseu, E., Melo, U. C., & Tayeh, B. A. (2022). Lateritic soils based geopolymer materials: A review. Construction and Building Materials. https://doi.org/10.1016/j.conbuildmat.2022.128157
Qaidi, S. M. A., Tayeh, B. A., Ahmed, H. U., & Emad, W. (2022). A review of the sustainable utilisation of red mud and fly ash for the production of geopolymer composites. Construction and Building Materials. https://doi.org/10.1016/j.conbuildmat.2022.128892
Qaidi, S. M. A., Tayeh, B. A., Isleem, H. F., de Azevedo, A. R. G., Ahmed, H. U., & Emad, W. (2022). Sustainable utilization of red mud waste (bauxite residue) and slag for the production of geopolymer composites: A review. Case Studies in Construction Materials. https://doi.org/10.1016/j.cscm.2022.e00994
Saif, M. S., El-Hariri, M. O. R., Sarie-Eldin, A. I., Tayeh, B. A., & Farag, M. F. (2022). Impact of Ca+ content and curing condition on durability performance of metakaolin-based geopolymer mortars. Case Studies in Construction Materials. https://doi.org/10.1016/j.cscm.2022.e00922
Zeyad, A. M., Magbool, H. M., Tayeh, B. A., Garcez de Azevedo, A. R., Abutaleb, A., & Hussain, Q. (2022). Production of geopolymer concrete by utilizing volcanic pumice dust. Case Studies in Construction Materials. https://doi.org/10.1016/j.cscm.2021.e00802
Qaidi, S. M. A., Tayeh, B. A., Zeyad, A. M., de Azevedo, A. R. G., Ahmed, H. U., & Emad, W. (2022). Recycling of mine tailings for the geopolymers production: A systematic review. Case Studies in Construction Materials. https://doi.org/10.1016/j.cscm.2022.e00933
Tayeh, B. A., Hamada, H. M., Almeshal, I., & Bakar, B. H. A. (2022). Durability and mechanical properties of cement concrete comprising pozzolanic materials with alkali-activated binder: A comprehensive review. Case Studies in Construction Materials. https://doi.org/10.1016/j.cscm.2022.e01429
Almutairi, A. L., Tayeh, B. A., Adesina, A., Isleem, H. F., & Zeyad, A. M. (2021). Potential applications of geopolymer concrete in construction: A review. Case Studies in Construction Materials. https://doi.org/10.1016/j.cscm.2021.e00733
Fhwa. (2004). TechBrief: Geopolymer Concrete. http://www.geopolymer.org/science/introduction.
Glasby, T., Day, J., Genrich, R., & Aldred, J. (2015). Gp-Airport. In Concrete 2015 conference (Vol. 11(1), pp. 1–9).
Palankar, N., Ravi Shankar, A. U., & Mithun, B. M. (2015). Air-cured Alkali activated binders for concrete pavements. International Journal of Pavement Research and Technology, 8(4), 289–294. https://doi.org/10.6135/ijprt.org.tw/2015.8(4).289
Girish, M. G., Shetty, K. K., & Raja Rao, A. (2017). Geopolymer concrete an eco-friendly alternative to Portland cement paving grade concrete. International Journal of Civil Engineering and Technology (IJCIET), 8(7), 886–892.
Tahir, M. F. M., Abdullah, M. M. A. B., Hasan, M. R. M., & Zailani, W. W. A. (2019). Optimization of fly ash based geopolymer mix design for rigid pavement application. AIP Conference Proceedings. https://doi.org/10.1063/1.5118152
Girish, M. G., Shetty, K. K., & Rao Raja, A. (2018). Self-consolidating paving grade geopolymer concrete. IOP Conference Series: Materials Science and Engineering. https://doi.org/10.1088/1757-899X/431/9/092006
Dave, N., Sahu, V., & Misra, A. K. (2020). Development of geopolymer cement concrete for highway infrastructure applications. Journal of Engineering, Design and Technology, 18(5), 1321–1333. https://doi.org/10.1108/JEDT-10-2019-0263
Antrim, J. D. (1967). The mechanism of fatigue in cement paste and plain concrete. In A symposium on concrete strength (pp. 95–107). http://onlinepubs.trb.org/Onlinepubs/hrr/1967/210/210-004.pdf
ANTRIM, J. D. (1964). A study of the mechanism of fatigue in cement paste and plain concrete. Purdue University. https://docs.lib.purdue.edu/cgi/viewcontent.cgi?referer=&httpsredir=1&article=2017&context=jtrp
Kasu, S. R., Deb, S., Mitra, N., Muppireddy, A. R., & Kusam, S. R. (2019). Influence of aggregate size on flexural fatigue response of concrete. Construction and Building Materials, 229, 116922. https://doi.org/10.1016/j.conbuildmat.2019.116922
Simon, K. M., & Kishen, J. M. C. (2016). Influence of aggregate bridging on the fatigue behavior of concrete. International Journal of Fatigue, 90, 200–209. https://doi.org/10.1016/j.ijfatigue.2016.05.009
Peng, Q., Wang, L., & Lu, Q. (2018). Influence of recycled coarse aggregate replacement percentage on fatigue performance of recycled aggregate concrete. Construction and Building Materials, 169, 347–353. https://doi.org/10.1016/j.conbuildmat.2018.02.196
Taylor, P. C., & Tait, R. B. (1999). Effects of fly ash on fatigue and fracture properties of hardened cement mortar. Cement and Concrete Composites, 21(3), 223–232. https://doi.org/10.1016/S0958-9465(99)00005-0
Nazir, T., & Hassan, M. (2018). Flexural fatigue strength of corrugated steel fibre reinforced concrete containing blends of metakaolin and silica fume as cement additive. Academia.Edu, 7(08), 68–80.
Mohammadi, Y., & Kaushik, S. K. (2005). Flexural fatigue-life distributions of plain and fibrous concrete at various stress levels. Journal of Materials in Civil Engineering, 17(6), 650–658. https://doi.org/10.1061/(asce)0899-1561(2005)17:6(650)
Singh, S. P. (2011). Fatigue strength of hybrid steel-polypropylene fibrous concrete beams in flexure. Procedia Engineering, 14, 2446–2452. https://doi.org/10.1016/j.proeng.2011.07.307
Graeff, A. G., Pilakoutas, K., Neocleous, K., & Peres, M. V. N. N. (2012). Fatigue resistance and cracking mechanism of concrete pavements reinforced with recycled steel fibres recovered from post-consumer tyres. Engineering Structures, 45, 385–395. https://doi.org/10.1016/j.engstruct.2012.06.030
Singh, S. P., Singh, A. P., & Bajaj, V. (2010). Strength and flexural toughness of concrete reinforced with steel - polypropylene hybrid fibres. Asian Journal of Civil Engineering, 11(4), 495–507.
Bedi, R., Singh, S. P., & Chandra, R. (2014). Flexural fatigue-life assessment and strength prediction of glass fibre reinforced polymer concrete composites. ISRN Materials Science. https://doi.org/10.1155/2014/928278
Dash, M. K., Patro, S. K., & Rath, A. K. (2016). Sustainable use of industrial-waste as partial replacement of fine aggregate for preparation of concrete—A review. International Journal of Sustainable Built Environment, 5(2), 484–516. https://doi.org/10.1016/j.ijsbe.2016.04.006
Kim, H. K., & Lee, H. K. (2011). Use of power plant bottom ash as fine and coarse aggregates in high-strength concrete. Construction and Building Materials, 25(2), 1115–1122. https://doi.org/10.1016/j.conbuildmat.2010.06.065
Khatib, J. M., Herki, B. A., & Kenai, S. (2013). Capillarity of concrete incorporating waste foundry sand. Construction and Building Materials, 47, 867–871. https://doi.org/10.1016/j.conbuildmat.2013.05.013
Bhardwaj, B., & Kumar, P. (2017). Waste foundry sand in concrete: A review. Construction and Building Materials, 156, 661–674. https://doi.org/10.1016/j.conbuildmat.2017.09.010
Das, S., Patra, R. K., & Mukharjee, B. B. (2021). Feasibility study of utilisation of ferrochrome slag as fine aggregate and rice husk ash as cement replacement for developing sustainable concrete. Innovative Infrastructure Solutions, 6(2), 1–18. https://doi.org/10.1007/s41062-021-00461-9
Singh, A., & Mehta, S. (2021). Partial replacement of fine aggregate with Copper slag and marble dust powder in geo-polymer concrete: A review. IOP Conference Series in Earth and Environmental Science. https://doi.org/10.1088/1755-1315/889/1/012070
Tahwia, A. M., Heniegal, A. M., Abdellatief, M., Tayeh, B. A., & Elrahman, M. A. (2022). Properties of ultra-high performance geopolymer concrete incorporating recycled waste glass. Case Studies in Construction Materials. https://doi.org/10.1016/j.cscm.2022.e01393
Taher, S. M. S., Saadullah, S. T., Haido, J. H., & Tayeh, B. A. (2021). Behavior of geopolymer concrete deep beams containing waste aggregate of glass and limestone as a partial replacement of natural sand. Case Studies in Construction Materials. https://doi.org/10.1016/j.cscm.2021.e00744
Venkataramu, V., & Venkatarama Reddy, B. V. (2022). Characteristics of mortars and masonry using granulated blast furnace slag as fine aggregate. Journal of Materials in Civil Engineering. https://doi.org/10.1061/(asce)mt.1943-5533.0004204
Salihi, A., Arpitha, D., & Rajasekaran, C. (2023). Suitability study of processed granulated blast furnace slag (PGBS) as fine aggregate replacement in mortar exposed to the marine environment. Materials Today Processing. https://doi.org/10.1016/j.matpr.2023.04.351
Vibha, V., & Venkatarama Reddy, B. V. (2020). A study on properties of concrete made with processed granulated blast furnace slag as fine aggregate. In IOP conference series: Materials science and engineering, Institute of Physics Publishing. https://doi.org/10.1088/1757-899X/829/1/012008
Sudarshan, V. J., Arpitha, D., Thilak-Kumar, Y. T., Rajasekaran, C., & Puttaswamy, N. (2021). Assessment on performance of steel slag and processed granulated blast furnace slag as an alternative for fine aggregate—an assertive review (pp. 273–282). Berlin: Springer. https://doi.org/10.1007/978-981-15-6828-2_21
Arpitha, D., Rajasekaran, C., & Kappadi, P. (2023). Study on processed granulated blast furnace slag as a replacement for fine aggregates for the greener global construction Lecture notes in civil engineering (pp. 809–824). Berlin: Springer. https://doi.org/10.1007/978-981-19-1862-9_52
Mithun, B. M., Narasimhan, M. C., Nitendra, P., & Ravishankar, A. U. (2015). Flexural fatigue performance of alkali activated slag concrete mixes incorporating copper slag as fine aggregate. Selected Scientific Papers - Journal of Civil Engineering, 10(1), 7–18. https://doi.org/10.1515/sspjce-2015-0001
Marathe, S., Mithanthaya, I. R., Mithun, B. M., Shetty, S., & Akarsh, P. K. (2021). Performance of slag-fly ash based alkali activated concrete for paver applications utilizing powdered waste glass as a binding ingredient. International Journal of Pavement Research and Technology, 14(2), 196–203. https://doi.org/10.1007/s42947-020-0173-2
IS:2386 (Part I). (1963). Method of test for aggregate for concrete (Particle size and shape). Indian Standards, p. (Reaffirmed 2002).
Van Dam, T. J. (2010). Geopolymer concrete (No. FHWA-HIF-10-014). https://www.fhwa.dot.gov/pavement/concrete/pubs/hif10014/hif10014.pdf
Antoni, L. C., & Hardjito, D. (2015). The impact of using fly ash, silica fume and calcium carbonate on the workability and compressive strength of mortar. Procedia Engineering, 125, 773–779. https://doi.org/10.1016/j.proeng.2015.11.132
Nath, P., Sarker, P. K., & Rangan, V. B. (2015). Early age properties of low-calcium fly ash geopolymer concrete suitable for ambient curing. Procedia Engineering. https://doi.org/10.1016/j.proeng.2015.11.077
Deb, P. S., Nath, P., & Sarker, P. K. (2014). The effects of ground granulated blast-furnace slag blending with fly ash and activator content on the workability and strength properties of geopolymer concrete cured at ambient temperature. Materials and Design. https://doi.org/10.1016/j.matdes.2014.05.001
IRC 44. (2017). Guidelines for cement concrete mix design for pavements. Indian Roads Congress (pp. 1–60).
Lloyd, N. A., & Rangan, B. V. (2010). Geopolymer concrete with fly as. In Second international conference on sustainable construction materials and technologies (Vol. 7).
Kumar, D. S., Kumar, P., Sah, R., Kaza, M., & Prasad, S. M. R. (2016). Converting granulated blast furnace slag into fine aggregate. Int J Civil Eng Res, 7(2), 91–103.
IS:1727. Method of test for pozzolanic materials. Bureau of Indian Standards, New Delhi, p. (Reaffirmed 2018).
IS 2386 - Part III. (1963). Method of test for aggregate for concrete. Part III—Specific gravity, density, voids, absorption and bulking. Bureau of Indian Standards, New Delhi, p. (Reaffirmed 2002).
IS: 2386 (Part IV). (2016). Methods of test for aggregates for concrete, part 4: Mechanical properties. Bureau of Indian Standards, New Delhi (pp. 1–37).
IRC. IRC:58 - 2015, Guidelince for the design of plane jointed Rigid pavements for Highways. fourth revision. Journal.
IRC 15 2011. (2011). Standard specifications and code of practice for construction of concrete roads. Irc 15 2011 (pp. 1–89).
B. of Indian Standards. IS 1199 (1959): Methods of sampling and analysis of concrete.
Lee, N. K., & Lee, H. K. (2013). Setting and mechanical properties of alkali-activated fly ash/slag concrete manufactured at room temperature. Construction and Building Materials, 47, 1201–1209. https://doi.org/10.1016/j.conbuildmat.2013.05.107
Bernal, S. A., et al. (2013). Gel nanostructure in alkali-activated binders based on slag and fly ash, and effects of accelerated carbonation. Cement and Concrete Research, 53, 127–144. https://doi.org/10.1016/j.cemconres.2013.06.007
Kallesten, B., Kakay, S., & Gebremariam, K. (2019). Synthesis and characterization of fly ash and slag based geopolymer concrete. IOP Conference Series in Materials Science and Engineering. https://doi.org/10.1088/1757-899X/700/1/012032
Phoo-ngernkham, T., Chindaprasirt, P., Sata, V., Hanjitsuwan, S., & Hatanaka, S. (2014). The effect of adding nano-SiO2 and nano-Al2O3 on properties of high calcium fly ash geopolymer cured at ambient temperature. Materials and Design, 55, 58–65. https://doi.org/10.1016/j.matdes.2013.09.049
Phoo-Ngernkham, T., Maegawa, A., Mishima, N., Hatanaka, S., & Chindaprasirt, P. (2015). Effects of sodium hydroxide and sodium silicate solutions on compressive and shear bond strengths of FA-GBFS geopolymer. Construction and Building Materials, 91, 1–8. https://doi.org/10.1016/j.conbuildmat.2015.05.001
Oh, J. E., Moon, J., Oh, S. G., Clark, S. M., & Monteiro, P. J. M. (2012). Microstructural and compositional change of NaOH-activated high calcium fly ash by incorporating Na-aluminate and co-existence of geopolymeric gel and C-S-H(I). Cement and Concrete Research, 42(5), 673–685. https://doi.org/10.1016/j.cemconres.2012.02.002
IS:516 Part-1/Sec-1. (2021). Hardened concrete—Methods of test. Bureau of Indian Standards IS 516-2021, New Delhi, India, 54(August), 1–20. www.standardsbis.in
Venkataramu, V., & Venkatarama-Reddy, B. V. (2022). Characteristics of mortars and masonry using granulated blast furnace slag as fine aggregate. Journal of Materials in Civil Engineering, 34(5), 1–12. https://doi.org/10.1061/(asce)mt.1943-5533.0004204
Ahmed, M., Mallick, J., & Abul Hasan, M. (2016). A study of factors affecting the flexural tensile strength of concrete. Journal of King Saud University - Engineering Sciences, 28(2), 147–156. https://doi.org/10.1016/j.jksues.2014.04.001
Campos, R., Larrain, M. M. M., Zaman, M., & Pozadas, V. (2021). Relationships between compressive and flexural strengths of concrete based on fresh field properties. International Journal of Pavement Research and Technology, 14(2), 161–167. https://doi.org/10.1007/s42947-020-1074-0
Abhishek, H. S., Prashant, S., Kamath, M. V., & Kumar, M. (2022). Fresh mechanical and durability properties of alkali-activated fly ash-slag concrete: A review. Innovative Infrastructure Solutions. https://doi.org/10.1007/s41062-021-00711-w
Nath, P., & Sarker, P. K. (2017). Flexural strength and elastic modulus of ambient-cured blended low-calcium fly ash geopolymer concrete. Construction and Building Materials, 130, 22–31. https://doi.org/10.1016/j.conbuildmat.2016.11.034
Badkul, A., Paswan, R., Singh, S. K., & Tegar, J. P. (2022). A comprehensive study on the performance of alkali activated fly ash/GGBFS geopolymer concrete pavement. Road Materials and Pavement Design, 23(8), 1815–1835. https://doi.org/10.1080/14680629.2021.1926311
IS 456. (2000). Bureau of Indian Standards, New Delhi (pp. 1–114).
Yusuf, I. T., Jimoh, Y. A., & Salami, W. A. (2016). An appropriate relationship between flexural strength and compressive strength of palm kernel shell concrete. Alexandria Engineering Journal, 55(2), 1553–1562. https://doi.org/10.1016/j.aej.2016.04.008
Mohammed, A. A., Ahmed, H. U., & Mosavi, A. (2021). Survey of mechanical properties of geopolymer concrete: A comprehensive review and data analysis. Materials. https://doi.org/10.3390/ma14164690
Goel, S., Goel, S., Singh, S. P., & Singh, P. (2012). Fatigue analysis of plain and fiber-reinforced self-consolidating concrete self compacting fiber reinforced concrete under dynamic loading view project properties of self compacting concrete made with coarse and fine recycled aggregates view project fatig. ACI Materials Journal, 109(5), 573–582.
Maitra, S. R., Reddy, K. S., & Ramachandra, L. S. (2020). Material and size effect on fatigue damage of concrete for pavement application. Transportation Research Procedia, 48(2019), 3717–3724. https://doi.org/10.1016/j.trpro.2020.08.071
Roesler, J. (2006). Fatigue resistance of concrete pavements. In 6th International DUT—Workshop on fundamental modelling of design and performance of concrete pavements, September, 1–18.
A. Chandrashekha, A U. Ravi Shankar, and Girish M.G., “Fatigue Behaviour of Steel Fibre Reinforced Concrete With Fly Ash,” Highway Research Journal, 3(1), 1–28, 2010.
Talkeri, A. H., & Shankar, A. U. R. (2019). A study on initial setting time and the mechanical properties of AASC using the PS ball as fine aggregate. International Journal of Pavement Research and Technology, 12(6), 659–663. https://doi.org/10.1007/s42947-019-0078-0
Chen, B., & Wang, J. (2021). Flexural fatigue life reliability of alkali-activated slag concrete freeze-thaw damage in cold areas. Advances in Materials Science and Engineering. https://doi.org/10.1155/2021/1257163
Singh, S. P., & Khushik, S. K. (2000). Flexural fatigue strength and failure probability of steel fibrous concrete. ACI Materials Journal, 97(6), 658–667.
Acknowledgements
We would like to express sincere gratitude to all the personnel who directly and indirectly helped us to carry out the presented work. Our earnest acknowledgment to the editor(s) of this journal for accepting and publishing this manuscript.
Funding
Open access funding provided by Manipal Academy of Higher Education, Manipal. The research work presented in this manuscript is not funded by any organisation/agency/industry.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of Interest
The authors of this manuscript declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Girish, M.G., Shetty, K.K. & Nayak, G. Effect of Slag Sand on Mechanical Strengths and Fatigue Performance of Paving Grade Geopolymer Concrete. Int. J. Pavement Res. Technol. (2023). https://doi.org/10.1007/s42947-023-00363-2
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42947-023-00363-2