
Abstract
This study investigates the antimicrobial and water vapor barrier properties of biodegradable films made from potato (Solanum tuberosum) waste starch and the natural additives glycerol, propolis, and montmorillonite ("chaco"). Films were produced using the casting method, and their physical, antimicrobial, and barrier properties were analyzed. Film compositions were established using an experimental design of mixtures. The water vapor permeability values ranged from 0.44 × 10−10 to 8.55 × 10−10 g/(m·s·Pa). The permeation energy was lower than that of polyvinyl chloride and polypropylene films but higher than that of cellophane films. The solubility values ranged from 58 to 66%, and the tensile modulus ranged from 2.15 to 5.15 MPa. The largest inhibition halo diameter obtained for Staphylococcus aureus was 17 mm. The developed packages completely biodegrade within 30 days under composting conditions at ambient temperatures. These findings suggest the potential application of these biodegradable packages for fresh products such as fruits and vegetables.
Highlights
-
Biodegradable films containing potato waste starch, glycerol, and natural additives were developed and studied.
-
Peruvian clay “chaco” and propolis affected the barrier and antimicrobial properties of biodegradable packaging.
-
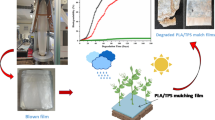
All developed films completely biodegraded in compost within 30 days at ambient conditions.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Packaging made from natural polymers is commonly used for agricultural products because of its flexibility, durability, and other beneficial characteristics that ensure the quality of the packaged product. Active packaging systems aim to prevent the growth of harmful microorganisms, maintain product quality, and meet safety requirements during transportation [1]. One of the main concerns for food safety and quality is lipid oxidation and microbial contamination, which can be reduced by incorporating natural substances with antimicrobial and antioxidant properties into packaging. Recently, Bertotto et al. [2] developed biodegradable cassava starch films with a Brazilian propolis by-product, showing potential for protective packaging systems that resist pathogens, such as Staphylococcus aureus and Salmonella typhimurium. To preserve and distribute fresh fruits and vegetables, low temperatures such as 2 to 4°C and 95% relative humidity are recommended for green asparagus [3]. Films can reduce moisture transfer, which is an important barrier property affecting food quality and safety [4, 5].
Environmental storage conditions can cause physical, chemical, and biological changes in the films. To address this issue, natural compounds with suitable properties may be added to enhance the mechanical, barrier, and antimicrobial properties of the films. In the design of active packaging, incorporating substances with antioxidant and antibiotic capacities, such as essential oils and natural resins, is of great interest. Natural resins like propolis are effective in preserving various foods, extending their shelf life up to three times and displaying effectiveness against Gram-positive bacteria at low concentrations and against Gram-negative bacteria at high concentrations.
Potato starch and its residues are commonly used as raw materials to produce biodegradable packaging, but they have deficient functional properties. Incorporating Peruvian clay called "chaco" into the polymeric matrix can enhance the barrier properties to water vapor owing to its hydrophilic nature and sensitivity to moisture content [6,7,8,9,10].
The characteristics of packaging are determined by its ability to adsorb water vapor molecules and gases, which is known as barrier property. These properties are related to mass transfer and the interaction between solutes and polymers in packaging [11, 12]. The permeation process involves several stages, such as the adsorption of water on the surface, dissolution of gaseous molecules inside the film, dissolution equilibrium, transport of the molecule due to a concentration gradient, and finally, the release of molecules into the atmosphere [13].
Packaging is crucial to preserve the quality and shelf life of products, and temperature is a critical factor affecting the barrier properties of packaging and the oxygen uptake rate of food [14]. To understand this behavior, it is essential to study the impact of temperature on the permeation of films and establish a correlation between temperature and the activation energy of the permeation process [15]. The activation energy of water vapor permeation refers to the energy barrier that molecules must overcome to pass through a film membrane [16]. However, research on the effects of temperature on the barrier characteristics of biodegradable films remains limited.
Chinma et al. [16] reported an increase in the water vapor permeability in soy protein concentrate and cassava starch films with an increase in temperature and relative humidity, following the Arrhenius equation. Othman et al. [17] also observed an increase in the water vapor transmission rate and permeability with increasing relative humidity and temperature. Wang et al. [18] noticed a direct relationship between increasing temperature and relative humidity with water vapor permeability in films.
This study aimed to evaluate the effect of incorporating natural additives such as propolis, “chaco” and glycerol, on the barrier and antimicrobial properties of biodegradable packaging made from potato (Solanum tuberosum) waste starch.
2 Materials and methods
2.1 Materials
Potato starch residues (Solanum tuberosum) of the “unica” variety were obtained from a local market in Arequipa (Peru). It had an amylose content of 18.10 ± 0.83%, 11.25% moisture content, 0.13% proteins, and 0.15% ash. Glycerol (used as a plasticizer), sodium metabisulfite (99% purity), ethanol, and potassium nitrate were obtained from Sigma–Aldrich. All the reagents were of analytical grade. The “chaco” (kind of montmorillonite) was acquired from the Azángaro community in Puno, Peru. Propolis extract was obtained from beekeepers in Arequipa, Peru.
2.2 Methods
2.2.1 Potato starch extraction
To prepare the potato starch, the potatoes were first weighed, washed, peeled, and cut into pieces. Then, they were blended with a solution containing 0.075% sodium metabisulfite in a 1:1 ratio using an Oster BLSTBH465505 blender. The resulting mixture was filtered through nylon mesh to remove any fibrous debris. The material retained on the mesh was placed back into the blender, and water was added at a 1:1 ratio. The mixture was then filtered twice. The filtrates were left to settle for 2 h at room temperature until a firm layer of starch had settled at the bottom of the container. The supernatant was then removed, and the sediment was mixed with distilled water in a 1:1 ratio. This procedure was repeated thrice until the starch was free of impurities. The resulting moist starch was dried in an oven at 40 °C for 24 h. The dried starch was ground, passed through a sieve with a Tyler No. 100 mesh size, and stored in dry, sealed airtight bottles.
2.2.2 Ethanolic extraction of propolis
Propolis was mixed with an 80% ethanol solution and heated in an ultrasonic bath at 65 °C for 25 min. The mixture was then partially separated by centrifugation using an Ohaus Frontier 5000 series centrifuge at 4000 rpm for 10 min, to remove the wax. The remaining solution was filtered through Whatman No. 1 filter paper using an Isolab vacuum pump. The solution was then concentrated using a rotary evaporator model RS 100-PRO at 40 °C and finally dried in a Memmert SN-55 oven at 40 °C for 24 h. The resulting propolis was used to prepare an ethanolic extract solution at a concentration of 1:30 g/mL (propolis:ethanol), which was stored in an amber bottle at 4 °C [19,20,21,22,23].
2.2.3 Preparation of “chaco” for blending
A specified amount of the “chaco” (following the mixture design) was dispersed in 15 mL of distilled water and placed in a TE-BU3L single-frequency ultrasonic bath for 30 min [24]. This method enhances the surface area of the "chaco" through its interaction with water, thereby increasing the contact with gelatinized starch and other associated components.
2.2.4 Experiments using mixture design
The Extreme Vertex Design was used to address the constraints of the components. This design includes the upper and lower bounds of components at the centroid simplex. The mixture for the active films, which consists of the basic filmogenic solution and the additives, was prepared using the optimal proportions of propolis and “chaco” as established from preliminary tests. The components were coded as glycerol (G), propolis (P), and “chaco” (C).
2.2.5 Film preparation
The film-forming solution was prepared by mixing 2.5% (w/v) starch in distilled water with 50.4% (w/w) glycerol (based on the dry mass of the starch). Starch was dispersed at 60 °C for 20 min before adding glycerol at 70 °C for 10 min. The solution was heated to 80 °C and stirred continuously while the ethanolic propolis extract was added, followed by the activated "chaco" which was stirred for 10 min. All films were prepared using the casting method and dried in a Memmert SN-55 oven with air circulation at 40 °C for 16 h. Finally, the films were removed and stored for further characterization.
2.2.6 Film characterization
2.2.6.1 Water vapor permeability (WVP)
Water vapor permeability (WVP) was measured using the ASTM-E96-00 method at both room and low temperature [25]. To determine the WVP at room temperature, a circular film with a diameter of 8 mm was used (thickness was measured with a Mitutoyo IP65 digital micrometer). The films were placed on top of a 2 mL vial containing 1 mL of supersaturated potassium nitrate solution in a desiccator with silica gel. The temperature and humidity were recorded using a thermohygrometer (BOECO SH-11 0), and the weight of each vial was measured at 1 h intervals for 8 h using an analytical balance (Radwag AS 60/220.R2 plus). All measurements were performed in triplicates. The WVP of the films was calculated using the slope of the time-weight relationship, according to Eq. (1).
wherein WVP is the water vapor permeability (g/(s·m·Pa), (G/t) is the slope of the relationship time versus weight (g/h), z is the film thickness (m), A is exposed area of the film (m2), \(P^{sat}\) is the saturation pressure at the working temperature (Pa), and \(RH_{1} - RH_{2}\) is the difference in relative humidity.
The relationship between the temperature and water vapor permeability of the films is given by an Arrhenius-type equation [11]:
wherein \(WVP_{0}\) is the pre-exponential factor of water vapor permeability, \(E_{p}\) is the permeability activation energy (kJ/mol), R is the gas constant and T is the absolute temperature (K).
To determine the permeability of the films at low temperatures, a modified version of the ASTM-96-0 method was used. This procedure involved placing the desiccator inside a 50 L cooler and monitoring the temperature and humidity using a thermohygrometer (Boeco SH-110). The weight of each vial was recorded and processed, as previously described. The relationship between temperature and water vapor permeability was evaluated using Eq. (2) in the logarithmic form.
2.2.6.2 Solubility in water
The water solubility of the films was measured following the ASTM D570-98 standard method [26]. Samples of each film were cut into 2 × 2 cm pieces and placed in vials containing 30 mL distilled water at room temperature for 24 h. The remaining film pieces were dried in a Memmert UF55 oven at 100 °C for 24 h. The solubility percentage of the films was calculated using Eq. (3):
wherein \(W_{i}\) and \(W_{f}\) are the initial and final weights of the film samples, respectively.
2.2.6.3 Mechanical properties
The tensile strength and elongation at break of the films were measured using a universal test machine (Model 4500, Instron, Canton, MA), according to the ASTM D882-02 standard method [27]. Rectangular samples (10 × 1 cm) were cut and placed in a desiccator at a relative humidity of 50 ± 5% for 48 h. The machine was operated at a speed of 0.5 mm/s, with a 50 mm gap between the jaws. The evaluation was performed in triplicate, and linear regression was used to determine Young’s modulus value from the slope in the elastic zone of the mechanical behavior graph.
2.2.6.4 Morphological analysis
The morphology and surface of the films were analyzed using a scanning electron microscope (JEOL, Japan) at an accelerating voltage of 10 kV and magnifications of 100X, 500X, and 1000X.
2.2.6.5 Disk diffusion method
The ability of the films to inhibit the growth of Staphylococcus aureus (ATCC 25923) and Escherichia coli (ATCC 25922) was tested using the disk diffusion method [28]. In this test, 0.1 mL of S. aureus and E. coli cultures were inoculated (1.5 × 108 CFU/mL). Circular Sects. (6 mm) were exposed to UV light and placed on the surface of each plate, which was then incubated at 37 °C for 24 h. The diameter of the inhibition zone was measured in mm using a Vernier instrument. Tests were performed in triplicate for each film [29].
In this study, the disk diffusion method was also performed using the procedure described in a cold environment.
2.2.6.6 Biodegradability in compost
Film samples measuring 2 × 2 cm were weighed and placed in rectangular cells measuring 10 × 20 × 5 cm, which contained 1 cm of compost spread across the entire surface and were then covered with an additional 4 cm of compost, which consists primarily of common decomposed organic materials such as fruit and vegetable peels, garden waste (leaves, grass clippings), animal manure, and other biodegradable materials. The system was maintained at room temperature and sprayed with water twice daily to maintain a humidity of 58 ± 5%. The samples were checked at 0, 7, 15, and 30 days. For each check, the samples were washed with distilled water, dried at room temperature (22–25 °C) for 24 h, and then weighed. This analysis was conducted in triplicate and followed the methodology of Medina-Jaramillo et al. [30] and Mendes et al. [31], with some modifications. The degradation percentage was determined using the following equation:
wherein \(M_{t}\) is the weight of films at separate times (1st, 15th, and 30th day). Before weighing, the films were washed with distilled water and dried at room temperature for 24 h.
2.2.6.7 Statistical analysis
To evaluate the results of all stages, an analysis of variance (ANOVA) was performed with a significance level of 0.05. Means were compared using Tukey’s test to determine the specific locations of any statistical differences. All statistical analyses were conducted using the Minitab 19 and R software.
3 Results and discussion
3.1 Water vapor permeability
Water vapor permeability (WVP) is a crucial factor in food packaging applications because it accounts for the diffusion capacity of the polymeric matrix and the solubility of water vapor through the film membrane. In this study, we investigated the effect of adding glycerol, "chaco," and propolis on the WVP of films. Our findings indicated that the addition of glycerol increased the WVP values and that the film composed of G 0.938 P 0.869 C 0.044 had the highest permeability value, with 8.55 × 10−10 g/(m·s·Pa).
Pérez-Vergara et al. [32] developed films based on native cassava starch (2%), beeswax (0.9%), and propolis (2.5%). The lowest value of water vapor permeability obtained by those authors was 3.27 × 10−12 g/(m·s·Pa). In a study by Caicedo et al. [33], the effect of the plasticizer on the permeability of corn starch/PVOH/chitosan films was investigated, and the WVP increased from 8.3 × 10−12 g/(m·s·Pa) to 194.4 × 10−12 g/(m·s·Pa) at glycerol concentrations of 15% and 45%, respectively. These studies on the development of films indicate that additives such as propolis and glycerol significantly modify the polymeric matrix and its barrier properties.
Selecting the appropriate type of food packaging is crucial to extending the shelf life of a product by evaluating water vapor permeability. Physiological respiration and product maturation mechanisms are relevant factors in this regard. Our study identified the film G 0.813 P 1.608 C 0.081 with the minimum WVP value of 0.44 × 10−10 g/(m·s·Pa), which can be attributed to the presence of different polyphenolic compounds in propolis. The ability of propolis to be introduced into the polymer matrix and to generate hydrogen bond interactions limits the availability of these bonds, making the film less permeable and less hydrophilic. This behavior of propolis could be attributed to its ability to affect water vapor interactions in the polymer matrix structure owing to the presence of different hydrophobic compounds, which were not entirely separated [34].
Figure 1 displays the average permeability of all films at different temperatures. The permeability to water vapor increased consistently with higher temperatures of exposure for all films. These findings are similar to those reported by Chinma et al. [16], who observed an increase in the water vapor permeability of cassava starch films with increasing temperature and relative humidity.

Effect of temperature (°C) on the average WVP (g/m·s·Pa × 10−10) of all films
To conduct a comprehensive evaluation of the water vapor permeability of the films to replicate the conditions required for food preservation, two distinct environments were considered: a cold environment, with an average temperature of 6 °C, and a room-temperature environment, with an average temperature of 22 °C. Figure 2 illustrates the logarithm of the water vapor permeability as a function of the inverse of the absolute temperature for each film component employed. The results indicate that the permeation energy depends on the characteristics of each component, but all of them exhibit a similar effect on the permeation energy, as demonstrated by the negative slope observed, which is consistent with the findings reported by Chinma et al. [16].

Change of \(ln\left( {WVP} \right)\) as a function of \(1/T\) for films containing: A propolis, B “chaco” and C glycerol
The permeation energy (in kJ/mol) for each film with different component concentrations is presented in Table 1. The obtained values range from 1.09 to 43.08 kJ/mol. Film 10, which contained 0.875 g of glycerol, 0.063 g of "chaco," and 1.238 g of propolis, exhibited the highest permeation energy (43.08 kJ/mol). This formulation contained intermediate concentrations of all components, representing the midpoint of the mixture design. These results suggest that lower permeation energies can be achieved at values either lower or higher than the midpoint of the mixture design. While the dispersion shown by the results using the same formulation is quite high (the experimental points in Fig. 2 are approximately a straight line), the overall behavior concerning the dependence of WVP on temperature is captured by the values of \(E_{P}\)).
Chinma et al. [16] stated that the permeation energy of cassava films increased with the addition of soy protein concentrate, ranging from 1.9 to 5.3 kJ/mol. This increase could be attributed to a reduction in the hydrophilic effect of starch. Additionally, an increase in temperature was found to cause a decrease in permeation energy.
The permeation energy values obtained in this study were lower than those of polyvinyl chloride and polypropylene (62 and 42.2–65 kJ/mol, respectively) but higher than the permeation energy of cellophane (1.67 kJ/mol) [13]. Some authors have reported permeation energies of 5–10 kJ/mol for starch films [11]. However, in this study, the hydrophilic presence of propolis affected this energy, probably because its components, such as polyphenols and alcohols, interact with the polymeric matrix.
According to the ANOVA results, there was no significant effect of the components or their interactions on the permeation energy change. Table 2 shows the effect of each component on permeation energy with a 95% confidence level. Notably, glycerol had a positive effect on the permeation energy, whereas the "chaco" and ethanolic extract of propolis had a negative effect, implying an increase in the WVP.
The interaction between the components Glycerol and Propolis (G:P) had a positive effect on the multiple linear regression coefficient, which indicates that the decrease in water vapor permeability is related to an increase in the permeation energy of the film. However, the p-values obtained were higher than the significance level (0.05). Therefore, the obtained coefficients did not show a significant effect on the permeation energy. Likewise, the R2 value was 0.26, which indicates that the model has limited predictive potential. However, it can still be used only as a descriptive tool for the phenomenon, indicating that the components may not exhibit synergy.
3.2 Solubility
The water solubility of the films ranged from 58.02 to 66.07%. The presence of hydrophobic compounds, such as residual waxes, in the ethanolic extract of propolis affected the solubility of the films in water, resulting in a reduction of up to 20% when 30% ethanolic extract of propolis was incorporated [35]. This behavior is consistent with the results obtained for cationic starch films, which have a solubility of 29.61%; the addition of 3% and 5% "chaco" to the matrix decreased the solubility to 26.22% and 23.12%, respectively. This is due to the strong hydrogen bonds between the hydroxyl groups of "chaco" and starch, which improve cohesion and reduce solubility in water, as observed in cationic starch films [36]. The differences in solubility between potato starch films offer advantages for different applications, such as maintaining the integrity of water-insoluble films and using high-water-solubility films for edible coatings on fresh and minimally processed products [37, 38].
3.3 Mechanical properties
Evaluating mechanical tests on films is necessary to determine their applications [39]. For this evaluation, the five best films were selected based on their permeability to water vapor, texture, and appearance. The corresponding mechanical tests were carried out as described in Table 3.
The effects of these components are shown in Fig. 3. Film 1 (G 1.26 P 1.70 C 0.025) showed the lowest tensile strength (2.15 MPa), which was related to the higher glycerol content, which reduced intermolecular hydrogen bonds and increased intermolecular space, decreasing film resistance [40].

Effect of components (C, chaco, G, glyceroal, and P, propolis) on the mechanical properties A tensile strength, B elongation, and C Young’s modulus
“Chaco” had a positive effect, increasing the values of tensile strength and Young's modulus, which corroborates the results by Cyras et al. [41], who reported an increase in Young's modulus and elongation with the addition of 3 and 5% by weight of “chaco”, and a decrease in elongation due to the intercalated layered structure of “chaco”, which acts as a mechanical reinforcer, reducing the flexibility of the starch structure. Similar studies have reported the same behavior [24, 36].
Figure 4 displays the tension plot box, indicating that the film G 1.26 P 1.70 C 0.025 had the lowest tension value compared with all other tests. Conversely, film G 1.02 P 0.75 C 0.081 showed the highest tension value with large dispersion in values between 25 and 50% of the data compared to those between 50 and 75%.

Tension box plot for each selected film
The effect of each component was analyzed by performing linear regression with the tension values. The results shown in Fig. 5 suggest that both glycerol and propolis have a negative effect on tension, while “chaco” has a slightly positive effect. Additionally, ANOVA results indicated that glycerol and propolis were significant at the 95% significance level (p-values less than 0.05), whereas “chaco” was slightly above this confidence level (p = 0.092). The interaction between glycerol and “chaco” was not found to be significant. Table 3 shows the results of the Tukey test, revealing that film 1 (G 1.26 P 1.70 C 0.025) was significantly different from the others, whereas the remaining films showed no significant difference between them.

Main effects for tensile strength (MPa)
Figure 6 presents the elongation box plots for each evaluated film, where film 1 (G 1.26 P 1.70 C 0.025), film 5 (G 0.95 P 1.70 C 0.100), and film 6 (G 1.02 P 1.38 C 0.081) exhibited greater data dispersion, with larger interquartile ranges compared to films 2 (G 1.02 P 0.75 C 0.081) and film 16 (G 0.95 P 1.70 C 0.025). Film 2 (G 1.02 P 0.75 C 0.081) had the highest elongation value and the lowest interquartile range, indicating a higher concentration of data between 25 and 75%, showing less dispersion in the tests. Film 6 (G 1.02 P 1.38 C 0.081) had the lowest value in all tests. Applying a linear regression to the elongation results as a function of the amount of the components, it was observed that glycerol had a positive effect on elongation, while propolis still had a negative effect, and “chaco” positively affected film elongation. The ANOVA results showed that there was only one interaction between the components, specifically between glycerol and “chaco,” which was significant at a 95% confidence level (p < 0.05). Furthermore, when comparing the results between the films, a significant difference was observed (p = 0.0012 < 0.05). Table 3 shows that there were two groupings, and film 16 (G 0.95 P 1.70 C 0.025) shared the letters (ab) of each grouping. Film 6 (G 1.02 P 1.38 C 0.081) was significantly different from the other films.

Elongation boxplot for selected films
The Tukey test in Table 3 shows different groupings of the means. Films 2 (G 1.02 P 0.75 C 0.081), 5 (G 0.95 P 1.70 C 0.100), and 16 (G 0.95 P 1.70 C 0.025) were in the same grouping, indicating that they were not significantly different from each other. However, films 1 (G 1.26 P 1.70 C 0.025) and 6 (G 1.02 P 1.38 C 0.081) belonged to different groups and were significantly different, with film 1 (G 1.26 P 1.70 C 0.025) having a significantly lower value and film 6 (G 1.02 P 1.38 C 0.081) having a significantly higher value.
3.4 Film microstructure
The microstructure of the films has a significant impact on their barrier, physical, and mechanical properties [42]. To examine the films, we used SEM analysis at magnifications of 100x, 500x, and 1000x, as shown in Table 4. Slight morphological differences were observed between the film surfaces.
Film 1, with a composition of 1.26 g of glycerol, 1.70 g of propolis, and 0.025 g of "chaco," exhibited an almost uniform surface with small protuberances. Film 2 had a composition of 1.02 g of glycerol, 0.75 g of propolis, and 0.081 g of "chaco," and its surface showed small particles and roughness. Film 5, made with 0.945 g of glycerol, 1.7 g of propolis, and 0.100 g of "chaco," had a smooth and uniform surface without cracks or holes. Film 6, with a composition of 1.02 g of glycerol, 1.38 g of propolis, and 0.081 g of "chaco," presented an almost homogeneous surface. Finally, Film 16 exhibited a smoother surface with fewer particles than the other films.
The presence of additives in the starch-glycerol matrix resulted in a greater interaction between the components, leading to the development of more compact and uniform films. As the concentration of propolis in the matrix increased, the surfaces of the films became smoother with fewer particles. This was likely due to the properties of propolis.
3.5 Antimicrobial activity analysis
The antimicrobial activity of the films was evaluated by measuring the inhibition halo in each film using the agar diffusion method against two types of bacteria, the Gram-positive S. aureus and the Gram-negative E. coli. The results are presented in Table 5. Film 1, composed of G 1.26 P 1.70 C 0.025, showed the largest inhibition diameter (17.7 mm against S. aureus), which may be attributed to the higher concentration of propolis in the film. While none of the films showed an inhibitory halo against E. coli, there was no bacterial growth below the films, indicating that the films had an inhibitory effect on contact, probably because of the ethanolic extract of propolis.
In a cold environment, there was no microbial growth for either E.coli or S.aureus, these results are consistent with findings reported by Siripatrawan and Vitchayakitti [43], who studied chitosan-based films with the addition of propolis ethanolic extract and found that the extract was more effective against Gram-positive bacteria (S. aureus) than Gram-negative bacteria (E. coli, S. enteritidis, and P. aeruginosa). Other studies have reported a synergistic antimicrobial effect against E. coli with the addition of the essential oil of Thymus vulgaris and the ethanolic extract of propolis [44]. Moreover, Marqués De Farias et al. [45] found that even low concentrations of propolis improved the antioxidant capacity of films compared with lignin-added films. Higher concentrations of propolis ethanolic extract led to higher antimicrobial activity, which is directly related to the inhibitory diameter, as reported by Bodini et al. [34].
The antimicrobial properties of biodegradable films can be enhanced by incorporating propolis ethanolic extract, which contains flavonoids, phenolic acids, and aromatic compounds that can hinder food spoilage agents, such as bacteria and molds. Even at low proportions, propolis extract inhibited bacterial cultures and prevented bacterial growth beneath the film. These results suggest that propolis extract has potential for use in active packaging applications owing to its ability to inhibit bacterial growth, especially when combined with other film components.
3.6 Biodegradability
Biodegradation was measured as the weight loss over time (Table 6). Film 1, with a high glycerol content (G1P1.70C0.025), had the highest weight loss at 7 days owing to the ability of glycerol to accelerate biodegradation [46, 47]. In contrast, films with higher "chaco" content had a lower degradation rate owing to clay cross-linking, which makes them more resistant to microbial attack [48, 49]. The presence of propolis did not significantly affect biodegradation, but its hydrophobic compounds, such as residual waxes, reduced the affinity of the films for water and slowed down microbial degradation [35]. All the films were completely biodegraded within 30 days (Table 6).
4 Conclusions
Glycerol, ethanolic extract of propolis, and Peruvian clay “chaco” were incorporated to produce biodegradable films from potato starch residues. These natural additives interact with the polymeric matrix to increase the antimicrobial effect and plasticity of the films. The addition of propolis to the composition increased the antimicrobial capacity of the films, whereas glycerol acted as an effective plasticizer. The importance of evaluating barriers and microbiological properties at different temperatures has been demonstrated, as these characteristics are crucial during the storage and handling of certain plant products. Propolis was found to be a key component in regulating the permeation energy of the films, potentially reducing the energy required to initiate the permeation process. The complex chemical composition of propolis makes it an interesting component to study. The results indicated that the maximum permeation energy was reached with a composition that considered the average of all components used in the mixture design. Increasing or decreasing the mass of the components compared with this average resulted in a decrease in the permeation energy. Overall, these findings demonstrate the potential of natural additives in the production of biodegradable films with improved antimicrobial properties and plasticity. Towards the potential large-scale use of the mixture of starch with propolis, Peruvian clay "chaco" and glycerol, future research shall address the study of mechanical properties of films obtained through extrusion.
Data availability
The data sets generated and/or analyzed during the current study are not publicly available, as the research was contractually committed to the institution. However, they are available from the corresponding author upon request.
References
Sung SY, Sin LT, Tee TT, Bee ST, Rahmat AR, Rahman WA, Tan AC, Vikhraman M (2013) Antimicrobial agents for food packaging applications. Trends Food Sci Technol 33(2):110–123. https://doi.org/10.1016/j.tifs.2013.08.001
Bertotto C, Bilck AP, Yamashita F, Anjos O, Bakar MA, Harrison SM, Brunton NP, Carpes ST (2022) Development of a biodegradable plastic film extruded with the addition of a Brazilian propolis by-product. Lebensm Wiss Technol 157(113124):1–10. https://doi.org/10.1016/j.lwt.2022.113124
Barreto MS (2013) Scoop production in greenhouses of male asparagus hybrids (Asparagus officinalis) and processed IV range to optimize positioning in the market
Parra DF, Tahini CC, Ponce P, Lug AB (2004) Mechanical properties and water vapor transmission in some blends of cassava starch edible films. Carb Poly 58:475–481
Kokoszka S, Debeaufort F, Hambleton A, Lenart A, Voilley A (2010) Protein and glycerol contents affect physical - chemical properties of soy protein isolate-based edible films. Innov Food Sci Emerg Technol 11(3):503–510
Hong SI, Krochta JM (2006) Oxygen barrier performance of whey-protein-coated plastic films as affected by temperature, relative humidity, base film and protein type. J Food Eng 77(3):739–745. https://doi.org/10.1016/j.jfoodeng.2005.07.034
Atares L, Chiralt A (2016) Essential oils as additives in biodegradable films and coatings for active food packaging. Trends Food Sci Technol 48:51–62. https://doi.org/10.1016/j.tifs.2015.12.001
Calo JR, Crandall PG, O’Bryan CA, Ricke SC (2015) Essential oils as antimicrobials in food systems–a review. Food Control 54:111–119. https://doi.org/10.1016/j.foodcont.2014.12.040
Sánchez-González L, Vargas M, González-Martínez C, Cháfer M, Chiralt A (2008) Incorporation of natural products in edible coatings for food preservation. In: Memoirs VIII SEAE congress food and organic agriculture. Spanish Society of Organic Agriculture. Bullas, Murcia, Spain
Slavutsky A, Bertuzzi M, Armada M (2012) Water barrier properties of starch-clay nanocomposite films. Braz J Food Technol 15(3):208–218. https://doi.org/10.1590/s1981-67232012005000014
Bertuzzi M, Armada M, Gottifredi J (2007) Physicochemical characterization of starch-based films. J Food Eng 82:17–25. https://doi.org/10.1016/j.jfoodeng.2006.12.016
Zhang MC, Kang ET, Neoh KG, Tan KL (2001) Surface modification of aluminum foil and PTFE film by graft polymerization for adhesion enhancement. Colloids Surf A Physicochem Eng Asp 176(2–3):139–150. https://doi.org/10.1016/s0927-7757(00)00691-9
Rogers CE (1985) Permeation of gases and vapours in polymers. In: Comyn J (ed) Polymer permeability. Chapman & Hall, London
Genovese L, Lotti N, Siracusa V, Munari A (2017) Poly (neopentyl glycol furanoate): a member of the furan-based polyester family with smart barrier performances for sustainable food packaging applications. Materials 10(9):1028. https://doi.org/10.3390/ma10091028
Siracusa V, Genovese L, Ingrao C, Munari A, Lotti N (2018) Barrier properties of poly (propylene cyclohexane dicarboxylate) random eco-friendly copolyesters. Polymers 10(5):502. https://doi.org/10.3390/polym10050502
Chinma C, Ariahu C, Alakali J (2015) Effect of temperature and relative humidity on the water vapor permeability and mechanical properties of cassava starch and soy protein concentrate based edible films. J Food Sci Technol 52(4):2380–2386. https://doi.org/10.1007/s13197-013-1227-0
Othman S, Edwal S, Risyon N, Basha R, Talib R (2017) Water sorption and water permeability properties of edible film made from potato peel waste. Food Sci Technol 37:63–70
Wang X, Fang W, Yan D, Han D, Liu J, Ren Z, Ouyang C, Li Y, Wang Q, Cao A (2019) Evaluation of the influence of temperature and relative humidity on the permeability of four films to the fumigant dimethyl disulfide. J Environ Manag 236:687–694. https://doi.org/10.1016/j.jenvman.2018.12.075
Cavalaro R, Cruz R, Dupont S, de Moura Bell J, Vieira T (2019) In vitro and in vivo antioxidant properties of bioactive compounds from green propolis obtained by ultrasound-assisted extraction. Food Chem X 4:1–8. https://doi.org/10.1016/j.fochx.2019.100054
Ding Q, Wu R, Jiang H, Zhang T (2019) Kinetics of ultrasound-assisted extraction of flavonoids and triterpenes and structure characterization of chinese northeast black bee propolis. Chiang Mai J Sci 46(1):72–92
Oroian M, Ursachi F, Dranca F (2020) Influence of ultrasonic amplitude, temperature, time and solvent concentration on bioactive compounds extraction from propolis. Ultrason Sonochem 64:1–38. https://doi.org/10.1016/j.ultsonch.2020.105021
Yuan Y, Zheng S, Zeng L, Deng Z, Zhang B, Li H (2019) The phenolic compounds, metabolites, and antioxidant activity of propolis extracted by ultrasound-assisted method. J Food Sci 84(12):3850–3865. https://doi.org/10.1111/1750-3841.14934
Yusof N, Abdul M, Veloo R (2020) Ultrasound-assisted extraction propolis and its kinetic study. IOP Conf Ser Mater Sci Eng 736:1–11. https://doi.org/10.1088/1757-899x/736/2/022089
Romero-Bastida CA, Bello-Pérez LA, Velazquez G, Alvarez-Ramirez J (2015) Effect of the addition order and amylose content on mechanical, barrier and structural properties of films made with starch and montmorillonite. Carbohyd Polym 127:195–201. https://doi.org/10.1016/j.carbpol.2015.03.074
American Society for Testing and Materials (2000) Standard test methods for water vapor transmission of materials (E96–00)
American Society for Testing and Materials (2018) Standard test method for water absorption of plastics (D570–98)
American Society for Testing and Materials (2002) Standard test method for tensile properties of thin plastic sheeting (D882–02)
Eswaranandam S, Hettiarachchy NS, Johnson MG (2004) Antimicrobial activity of citric, lactic, malic, or tartaric acids and nisin-incorporated soy protein film against Listeria monocytogenes, Escherichia coli 0157:H7, and Salmonella gaminara. J Food Sci 69:79–84
Pelissari FM, Grossmann MV, Yamashita F, Pineda EA (2009) Antimicrobial, mechanical, and barrier properties of cassava starch-chitosan films incorporated with oregano essential oil. J Agric Food Chem 57(16):7499–7504. https://doi.org/10.1021/jf9002363
Medina-Jaramillo C, Ochoa-Yepes O, Bernal C, Famá L (2017) Active and smart biodegradable packaging based on starch and natural extracts. Carbohyd Polym 176:187–194. https://doi.org/10.1016/j.carbpol.2017.08.079
Mendes J, Norcino L, Martins H, Manrich A, Otoni C, Carvalho E, Piccoli R, Oliveira J, Pinheiro A, Mattoso L (2020) Correlating emulsion characteristics with the properties of active starch films loaded with lemongrass essential oil. Food Hydrocoll 100(105428):105428
Pérez-Vergara L, Cifuentes M, Franco A, Pérez-Cervera C, Andrade-Pizarro R (2020) Development and characterization of edible films based on native cassava starch, beeswax, and propolis. NFS J 21:39–49. https://doi.org/10.1016/j.nfs.2020.09.002
Caicedo C, Díaz-Cruz CA, Jiménez-Regalado EJ, Aguirre- Loredo RY (2022) Effect of plasticizer content on mechanical and water vapor permeability of maize starch/PVOH/chitosan composite films. Materials 15(4):1274. https://doi.org/10.3390/ma15041274
Bodini RB, Sobral PJ, Favaro-Trindade CS, Carvalho RA (2013) Properties of gelatin-based films with added ethanol–propolis extract. Lebensm Wiss Technol Food Sci Technol 51(1):104–110. https://doi.org/10.1016/j.lwt.2012.10.013
Correa-Pacheco Z, Bautista-Baños S, Ramos-García M, Martínez-González M, Hernández-Romano J (2019) Physicochemical characterization and antimicrobial activity of edible propolis-chitosan nanoparticle films. Prog Org Coat 137:1–14. https://doi.org/10.1016/j.porgcoat.2019.105326
Vaezi K, Asadpour G, Sharifi H (2019) Effect of ZnO nanoparticles on the mechanical, barrier and optical properties of thermoplastic cationic starch/montmorillonite biodegradable films. Int J Biol Macromol 124:519–529. https://doi.org/10.1016/j.ijbiomac.2018.11.142
Ballesteros-Mártinez L, Pérez-Cervera C, Andrade-Pizarro R (2020) Effect of glycerol and sorbitol concentrations on mechanical, optical, and barrier properties of sweet potato starch film. NFS J 20:1–9
Pająk P, Przetaczek-Rożnowska I, Juszczak L (2019) Development and physicochemical, thermal and mechanical properties of edible films based on pumpkin, lentil and quinoa starches. Int J Biol Macromol 138:441–449
Chhatariya HF, Srinivasan S, Choudhary PM, Begum SS (2022) Corn starch biofilm reinforced with orange peel powder: characterization of physicochemical and mechanical properties. Mater Today Proc 59:884–892. https://doi.org/10.1016/j.matpr.2022.01.339
Fabra MJ, Talens P, Chiralt A (2008) Tensile properties and water vapor permeability of sodium caseinate films containing oleic acid–beeswax mixtures. J Food Eng 85(3):393–400. https://doi.org/10.1016/j.jfoodeng.2007.07.022
Cyras VP, Manfredi LB, Ton-That M-T, Vázquez A (2008) Physical and mechanical properties of thermoplastic starch/montmorillonite nanocomposite films. Carbohyd Polym 73(1):55–63. https://doi.org/10.1016/j.carbpol.2007.11.014
Chang X, Hou Y, Liu Q, Hu Z, Xie Q, Shan Y, Li G, Ding S (2021) Physicochemical and antimicrobial properties of chitosan composite films incorporated with glycerol monolaurate and nano-TiO2. Food Hydrocoll 119(106846):106846. https://doi.org/10.1016/j.foodhyd.2021.106846
Siripatrawan U, Vitchayakitti W (2016) Improving functional properties of chitosan films as active food packaging by incorporating with propolis. Food Hydrocoll 61:695–702
Ardjoum N, Chibani N, Shankar S, Fadhel YB, Djidjelli H, Lacroix M (2021) Development of antimicrobial films based on poly (lactic acid) incorporated with Thymus vulgaris essential oil and ethanolic extract of mediterranean propolis. Int J Biol Macromol 185:535–542. https://doi.org/10.1016/j.ijbiomac.2021.06.194
de Farias PM, de Vasconcelos LB, da Silva Ferreira ME, Alves Filho EG, De Freitas VA, Tapia-Blacido DR (2021) Nopal cladode as a novel reinforcing and antioxidant agent for starch-based films: a comparison with lignin and propolis extract. Int J Biol Macromol 183:614–626
De Carli C, Aylanc V, Mouffok KM, Santamaria-Echart A, Barreiro F, Tomás A, Pereira C, Rodrigues P, Vilas-Boas M, Falcão SI (2022) Production of chitosan-based biodegradable active films using bio-waste enriched with polyphenol propolis extract envisaging food packaging applications. Int J Biol Macromol 213:486–497. https://doi.org/10.1016/j.ijbiomac.2022.05.155
Shanmathy M, Mohanta M, Thirugnanam A (2021) Development of biodegradable bioplastic films from taro starch reinforced with bentonite. Carbohydr Polym Technol Appl 2(100173):100173. https://doi.org/10.1016/j.carpta.2021.100173
Guo F, Aryana S, Han Y, Jiao Y (2018) A review of the synthesis and applications of polymer–nanoclay composites. Appl Sci (Basel, Switzerland) 8(9):1696. https://doi.org/10.3390/app8091696
González A, Strumia MC, Alvarez Igarzabal CI (2011) Cross-linked soy protein as material for biodegradable films: synthesis, characterization, and biodegradation. J Food Eng 106(4):331–338. https://doi.org/10.1016/j.jfoodeng.2011.05.030
Acknowledgements
This work was financially supported by the Universidad Nacional de San Agustin de Arequipa with the project number IBA-IB-49-2020-UNSA. The financial support from the Brazilian agency CNPq (process number 305747/2020-7 to PAPF) is gratefully acknowledged. We are grateful to Dr. Edgar García-Hernández from the Institute Technological of Zacatepec, México, for SEM and mechanical property measurements.
Funding
Universidad Nacional de San Agustin de Arequipa (IBA-IB-49-2020-UNSA, IBA-IB-49-2020-UNSA, IBA-IB-49-2020-UNSA, IBA-IB-49-2020-UNSA, IBA-IB-49-2020-UNSA, IBA-IB-49-2020-UNSA, IBA-IB-49-2020-UNSA).
Author information
Authors and Affiliations
Contributions
J.C.: data analysis, research, visualization, writing, B.O.: research, data collector, experiments, writing, C.A.: research, data collector, experiments, writing, E.M.: review, editing, supervision, M.B: Review, Editing, supervision, E.G.: Review, Editing, supervision, corresponding author, P.P.: Review, Editing. All authors reviewed the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Castañón Vilca, J.A., Ortiz-Quispe, B.S., Apaza-Cusiatau, C.R. et al. Evaluation of the barrier and antimicrobial properties of biodegradable films based on potato waste starch containing natural additives. SN Appl. Sci. 5, 370 (2023). https://doi.org/10.1007/s42452-023-05604-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-023-05604-4